- Компания LPKF в технологии изготовления ПП-239-1_2-7сем

Содержание
- 2. Компания LPKF в технологии изготовления печатных плат 1 Введение Компания LPKF быстро сделала себе имя благодаря
- 3. Компания LPKF в технологии изготовления печатных плат Бурное развитие электронной техники в последние годы привело к
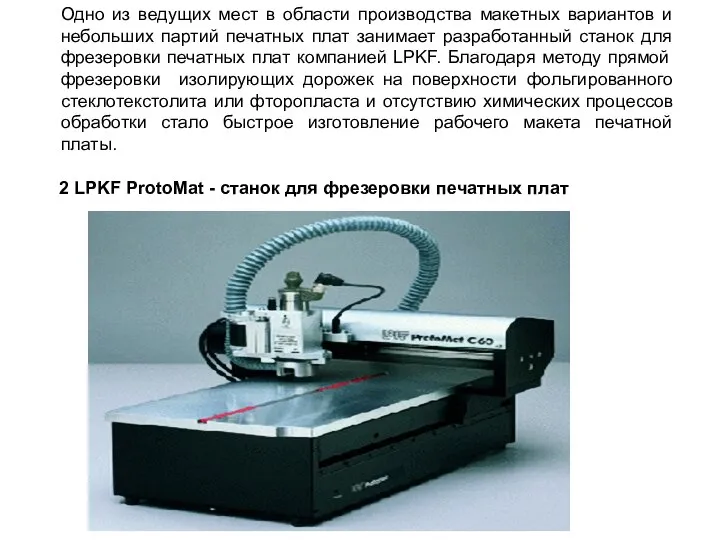
- 4. Одно из ведущих мест в области производства макетных вариантов и небольших партий печатных плат занимает разработанный
- 5. Давайте немного представим себе конструкцию станка. Для высокоточной обработки печатной платы используются специальные микрофрезы. Рабочий диаметр
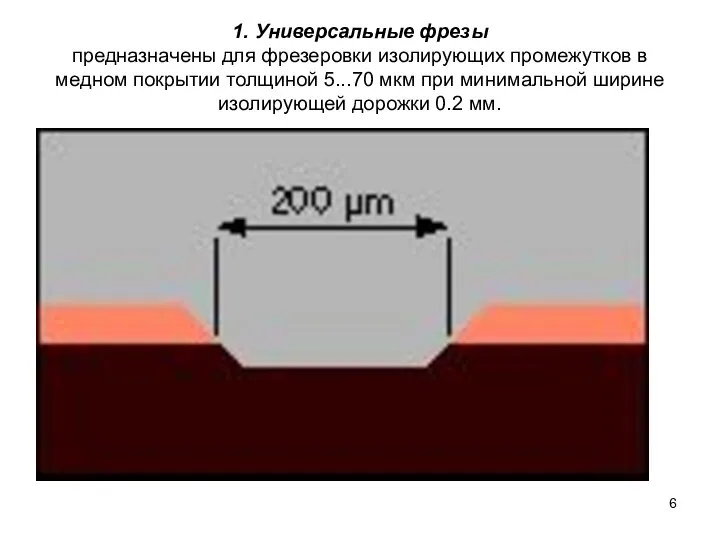
- 6. 1. Универсальные фрезы предназначены для фрезеровки изолирующих промежутков в медном покрытии толщиной 5...70 мкм при минимальной
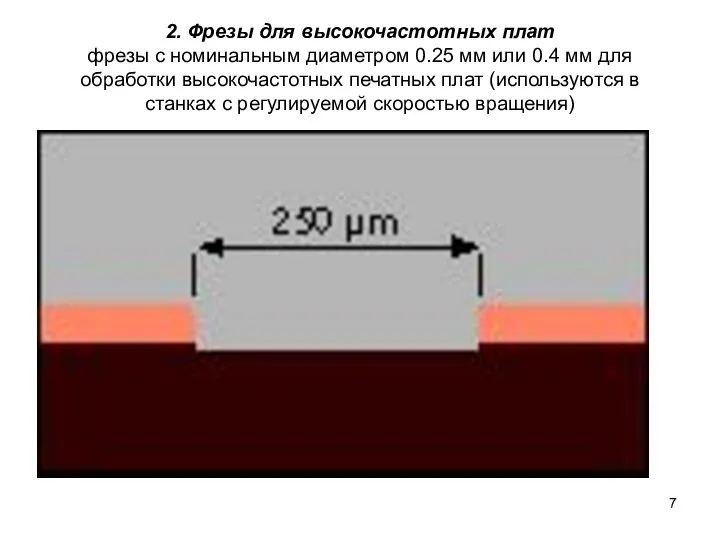
- 7. 2. Фрезы для высокочастотных плат фрезы с номинальным диаметром 0.25 мм или 0.4 мм для обработки
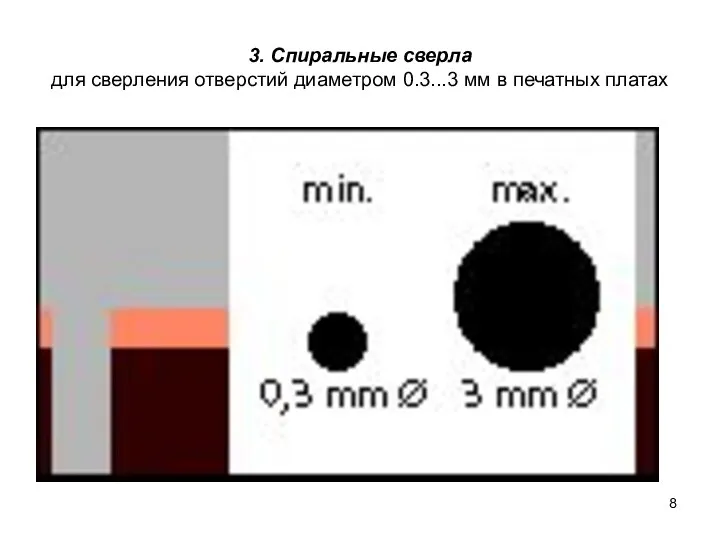
- 8. 3. Спиральные сверла для сверления отверстий диаметром 0.3...3 мм в печатных платах
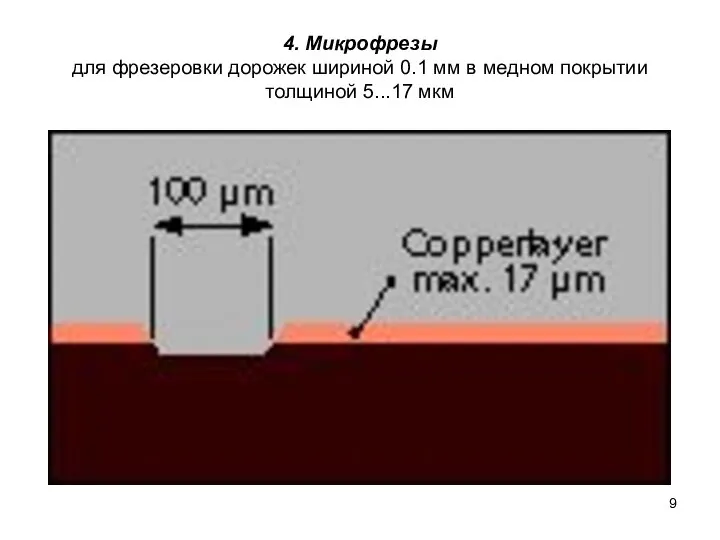
- 9. 4. Микрофрезы для фрезеровки дорожек шириной 0.1 мм в медном покрытии толщиной 5...17 мкм
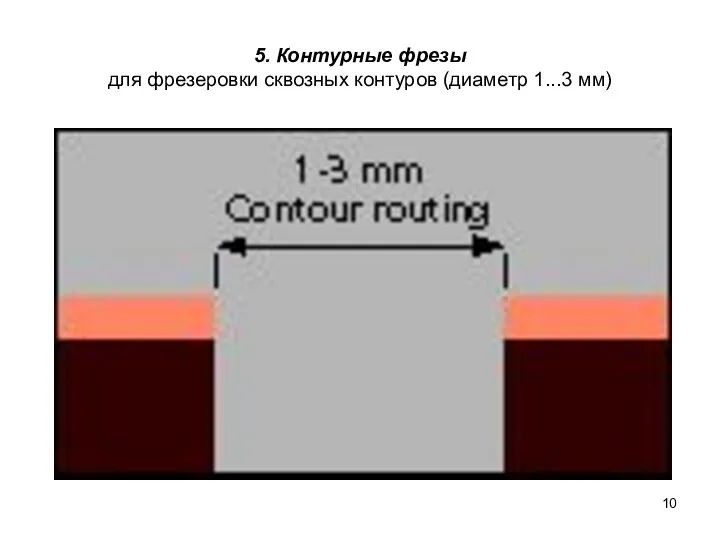
- 10. 5. Контурные фрезы для фрезеровки сквозных контуров (диаметр 1...3 мм)
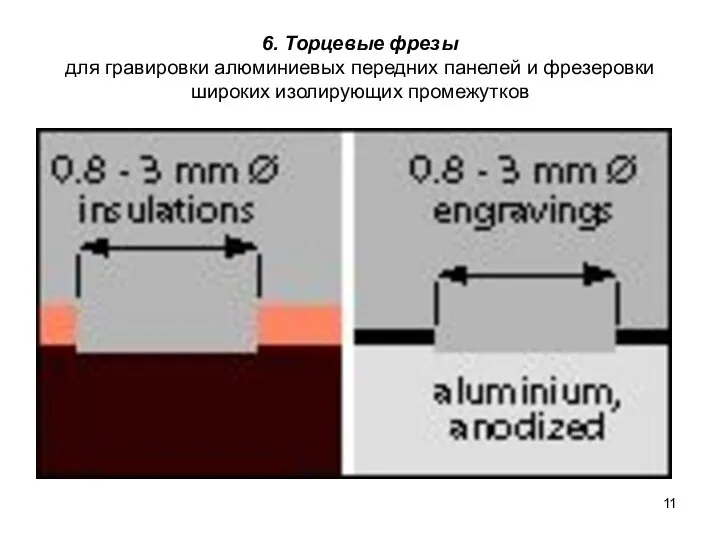
- 11. 6. Торцевые фрезы для гравировки алюминиевых передних панелей и фрезеровки широких изолирующих промежутков
- 12. Для фрезеровки материала при помощи такого инструмента требуется огромная скорость вращения. Скорость вращения рабочего инструмента в
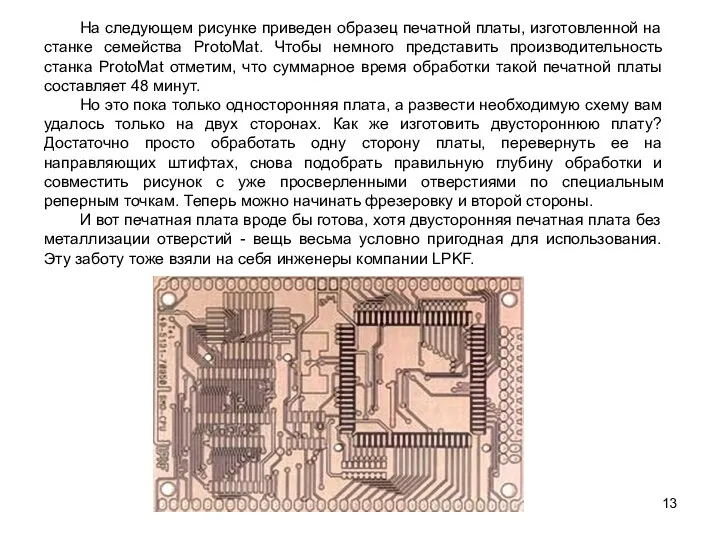
- 13. На следующем рисунке приведен образец печатной платы, изготовленной на станке семейства ProtoMat. Чтобы немного представить производительность
- 14. 3 Оборудование для металлизации отверстий и изготовления многослойных печатных плат 3.1 Оборудование для металлизации отверстий Для
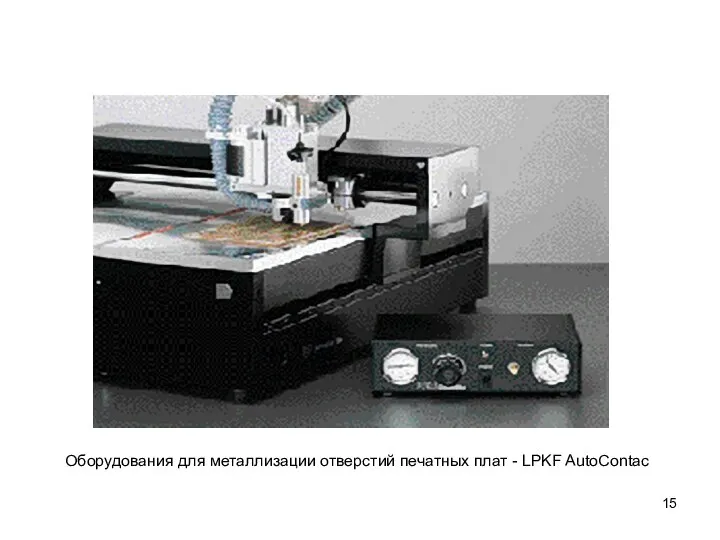
- 15. Оборудования для металлизации отверстий печатных плат - LPKF AutoContac
- 16. Вид на отверстие с верхней стороны печатной платы Результат работы станка LPKF AutoContac проиллюстрирован на следующих
- 17. Вид на отверстие с нижней стороны печатной платы
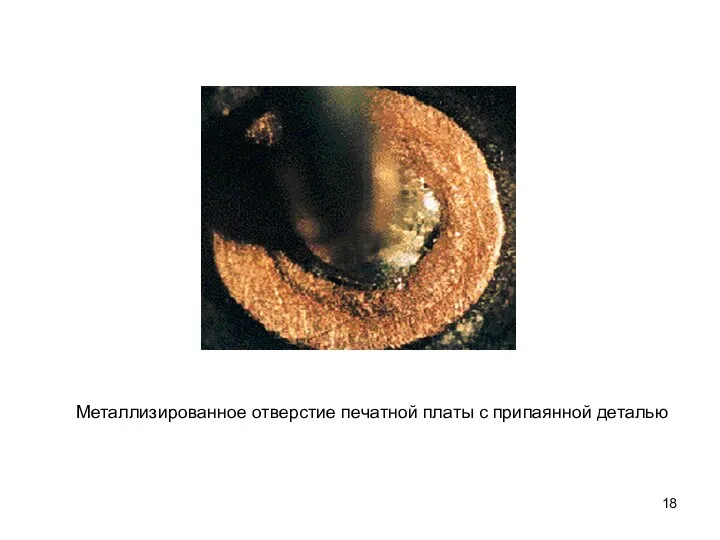
- 18. Металлизированное отверстие печатной платы с припаянной деталью
- 19. 3.2 Оборудование для изготовления многослойных печатных плат До недавнего времени процесс макетирования многослойной печатной платы в
- 20. Специальный пресс LPKF MultiPress II с микропроцессорным управлением
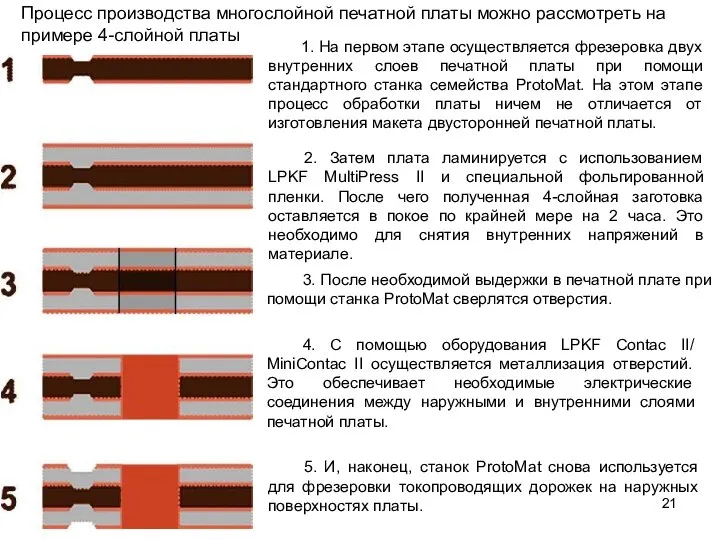
- 21. Процесс производства многослойной печатной платы можно рассмотреть на примере 4-слойной платы 1. На первом этапе осуществляется
- 22. 4 Оборудование для лазерной обработки печатных плат По мере миниатюризации современных электронных приборов и повсеместного перехода
- 23. Рабочая головка LPKF ProtoLaser закрепляется непосредственно на станке LPKF ProtoMat 95s и позволяет осуществить комбинированную обработку
- 24. В дальнейшем основной уклон разработчиков компании LPKF был сделан на развитие лазерных методов обработки материалов. Это
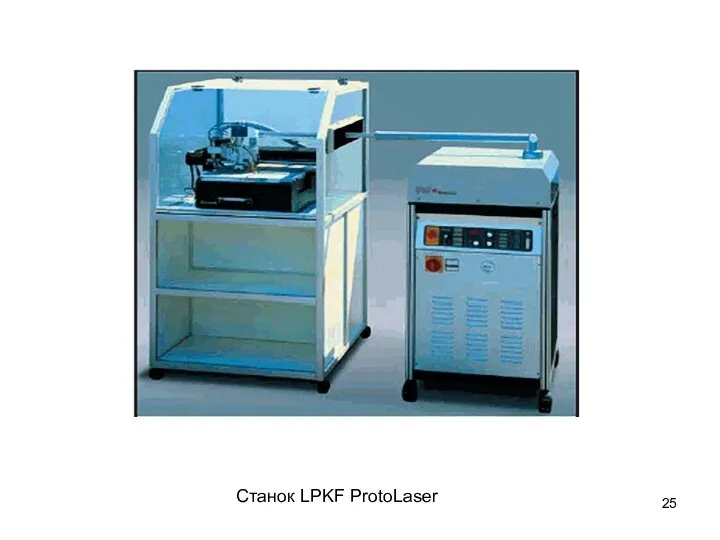
- 25. Станок LPKF ProtoLaser
- 26. 4.2 LPKF MicroLine Drill Приведенная выше концепция была реализована компанией LPKF в приборе, получившем название MicroLine
- 27. Оптическая конструкция станка состоит из источника лазерного излучения, зеркальной отклоняющей системы, работающей под управлением компьютера, и
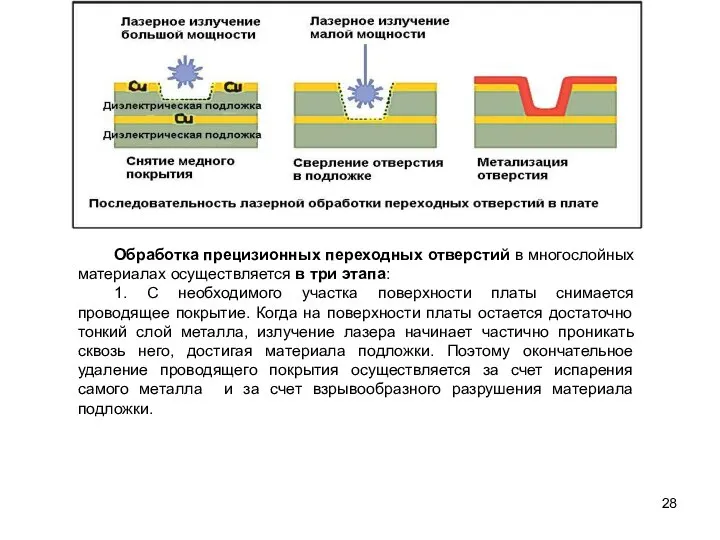
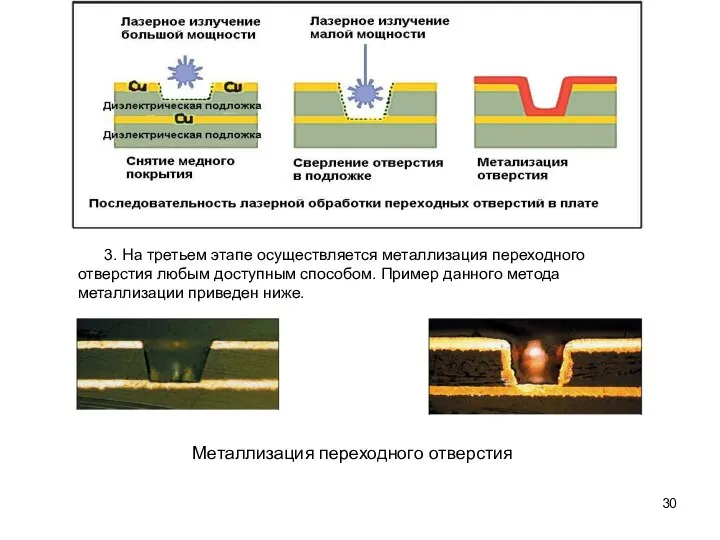
- 28. Обработка прецизионных переходных отверстий в многослойных материалах осуществляется в три этапа: 1. С необходимого участка поверхности
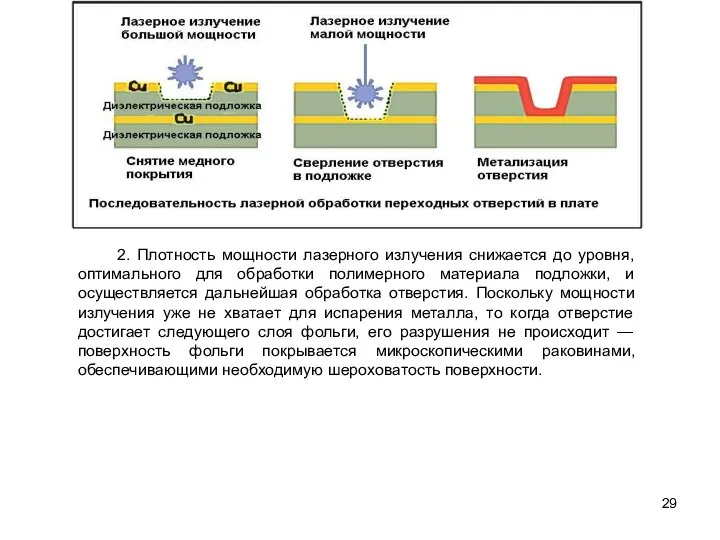
- 29. 2. Плотность мощности лазерного излучения снижается до уровня, оптимального для обработки полимерного материала подложки, и осуществляется
- 30. 3. На третьем этапе осуществляется металлизация переходного отверстия любым доступным способом. Пример данного метода металлизации приведен
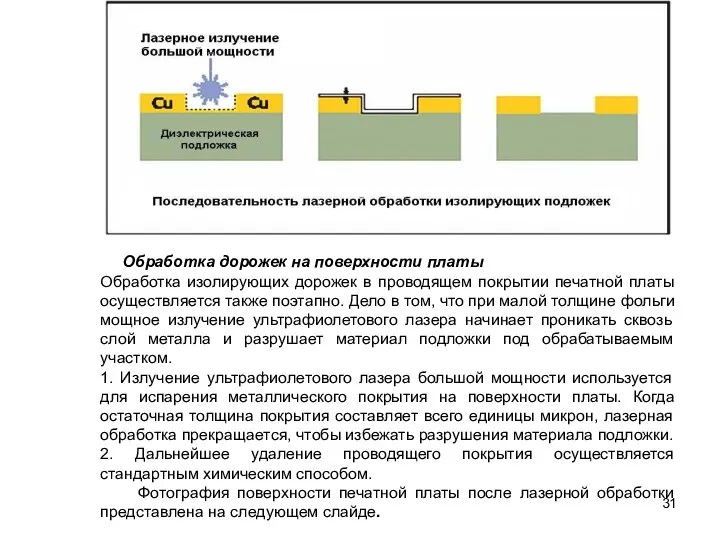
- 31. Обработка дорожек на поверхности платы Обработка изолирующих дорожек в проводящем покрытии печатной платы осуществляется также поэтапно.
- 32. Фотография поверхности печатной платы после лазерной обработки
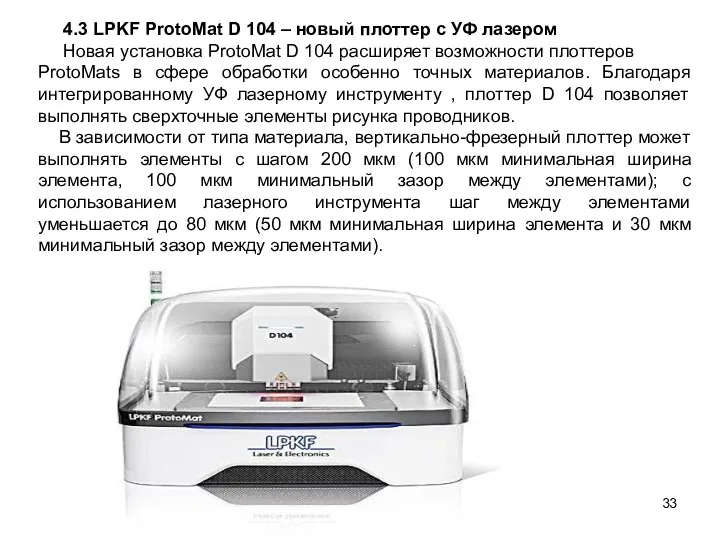
- 33. 4.3 LPKF ProtoMat D 104 – новый плоттер с УФ лазером Новая установка ProtoMat D 104
- 34. Лазерное излучение позволяет обработать даже керамические материалы. Помимо всего прочего, использование установки ProtoMat D 104 рекомендуется
- 35. И еще одно интересное направление возникло в работе компании LPKF в последние годы. Оно связано с
- 36. В результате избирательной лазерной обработки поверхности полимера возникают своеобразные ядра металлизации, используемые в дальнейшем для прямой
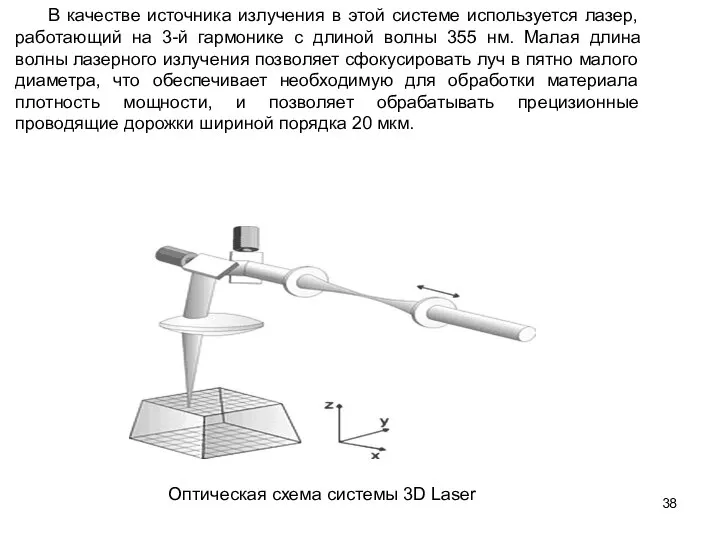
- 37. 4.4 LPKF система 3D Laser Для обработки поверхности трехмерных изделий используется специально разработанная компанией LPKF лазерная
- 38. В качестве источника излучения в этой системе используется лазер, работающий на 3-й гармонике с длиной волны
- 39. 4.5 LDS прототипирование от компании LPKF Установка LPKF ProtoLaser Технология 3D MID (Molded Interconnect Devices) -
- 40. Прототипирование начинается с создания объёмной заготовки на основе данных модели – своими силами или сторонними организациями.
- 41. 1 Начальной точкой процесса LDS прототипирования служит объёмная заготовка. Пошаговый процесс LDS прототипирования: 2 Равномерное покрытие
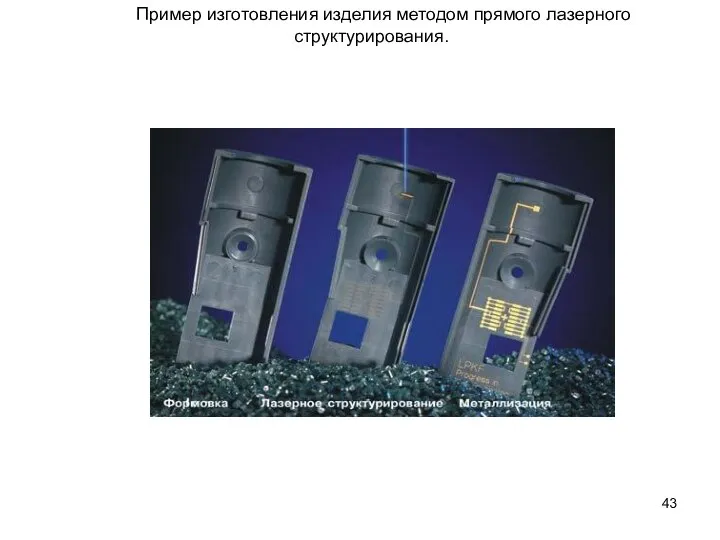
- 42. 3 Окрашенная заготовка после высыхания. 4 Структурирование прототипа на новой установке LPKF ProtoLaser 3D. 5 Химическое
- 43. Пример изготовления изделия методом прямого лазерного структурирования.
- 44. Пример изготовления корпуса измерительного прибора методом прямого лазерного структурирования. Все детали измерительной схемы смонтированы непосредственно на
- 46. Скачать презентацию

Слайд 3Компания LPKF в технологии изготовления печатных плат
Бурное развитие электронной техники в последние
Компания LPKF в технологии изготовления печатных плат
Бурное развитие электронной техники в последние

Слайд 4Одно из ведущих мест в области производства макетных вариантов и небольших партий
Одно из ведущих мест в области производства макетных вариантов и небольших партий
Слайд 5Давайте немного представим себе конструкцию станка.
Для высокоточной обработки печатной платы используются специальные
Давайте немного представим себе конструкцию станка.
Для высокоточной обработки печатной платы используются специальные

Слайд 61. Универсальные фрезы
предназначены для фрезеровки изолирующих промежутков в медном покрытии толщиной 5...70
1. Универсальные фрезы предназначены для фрезеровки изолирующих промежутков в медном покрытии толщиной 5...70
Слайд 72. Фрезы для высокочастотных плат
фрезы с номинальным диаметром 0.25 мм или 0.4
2. Фрезы для высокочастотных плат фрезы с номинальным диаметром 0.25 мм или 0.4
Слайд 83. Спиральные сверла
для сверления отверстий диаметром 0.3...3 мм в печатных платах
3. Спиральные сверла
для сверления отверстий диаметром 0.3...3 мм в печатных платах
Слайд 94. Микрофрезы
для фрезеровки дорожек шириной 0.1 мм в медном покрытии толщиной 5...17
4. Микрофрезы для фрезеровки дорожек шириной 0.1 мм в медном покрытии толщиной 5...17
Слайд 105. Контурные фрезы
для фрезеровки сквозных контуров (диаметр 1...3 мм)
5. Контурные фрезы
для фрезеровки сквозных контуров (диаметр 1...3 мм)
Слайд 116. Торцевые фрезы
для гравировки алюминиевых передних панелей и фрезеровки широких изолирующих промежутков
6. Торцевые фрезы
для гравировки алюминиевых передних панелей и фрезеровки широких изолирующих промежутков
Слайд 12 Для фрезеровки материала при помощи такого инструмента требуется
огромная скорость
Для фрезеровки материала при помощи такого инструмента требуется
огромная скорость
Слайд 13На следующем рисунке приведен образец печатной платы, изготовленной на станке семейства ProtoMat.
На следующем рисунке приведен образец печатной платы, изготовленной на станке семейства ProtoMat.
Слайд 14 3 Оборудование для металлизации отверстий и изготовления многослойных печатных плат
3.1
3 Оборудование для металлизации отверстий и изготовления многослойных печатных плат
3.1
Слайд 15Оборудования для металлизации отверстий печатных плат - LPKF AutoContac
Оборудования для металлизации отверстий печатных плат - LPKF AutoContac
Слайд 16Вид на отверстие с верхней стороны печатной платы
Результат работы станка LPKF
Вид на отверстие с верхней стороны печатной платы
Результат работы станка LPKF

Слайд 17Вид на отверстие с нижней стороны печатной платы
Вид на отверстие с нижней стороны печатной платы

Слайд 18Металлизированное отверстие печатной платы с припаянной деталью
Металлизированное отверстие печатной платы с припаянной деталью
Слайд 19 3.2 Оборудование для изготовления многослойных печатных плат
До недавнего времени
3.2 Оборудование для изготовления многослойных печатных плат
До недавнего времени
Слайд 20Специальный пресс LPKF MultiPress II с микропроцессорным управлением
Специальный пресс LPKF MultiPress II с микропроцессорным управлением

Слайд 21Процесс производства многослойной печатной платы можно рассмотреть на примере 4-слойной платы
Процесс производства многослойной печатной платы можно рассмотреть на примере 4-слойной платы
Слайд 22 4 Оборудование для лазерной обработки печатных плат
По мере миниатюризации современных
4 Оборудование для лазерной обработки печатных плат
По мере миниатюризации современных
Слайд 23 Рабочая головка LPKF ProtoLaser закрепляется непосредственно на станке LPKF ProtoMat 95s
Рабочая головка LPKF ProtoLaser закрепляется непосредственно на станке LPKF ProtoMat 95s

Слайд 24 В дальнейшем основной уклон разработчиков компании LPKF был сделан на развитие
В дальнейшем основной уклон разработчиков компании LPKF был сделан на развитие
Слайд 25Станок LPKF ProtoLaser
Станок LPKF ProtoLaser
Слайд 26 4.2 LPKF MicroLine Drill
Приведенная выше концепция была реализована компанией LPKF
4.2 LPKF MicroLine Drill
Приведенная выше концепция была реализована компанией LPKF

Слайд 27 Оптическая конструкция станка состоит из источника лазерного излучения, зеркальной отклоняющей системы,
Оптическая конструкция станка состоит из источника лазерного излучения, зеркальной отклоняющей системы,
Слайд 28Обработка прецизионных переходных отверстий в многослойных материалах осуществляется в три этапа:
1.
Обработка прецизионных переходных отверстий в многослойных материалах осуществляется в три этапа:
1.
Слайд 29 2. Плотность мощности лазерного излучения снижается до уровня, оптимального для обработки
2. Плотность мощности лазерного излучения снижается до уровня, оптимального для обработки
Слайд 30 3. На третьем этапе осуществляется металлизация переходного отверстия любым доступным способом.
3. На третьем этапе осуществляется металлизация переходного отверстия любым доступным способом.
Слайд 31 Обработка дорожек на поверхности платы
Обработка изолирующих дорожек в проводящем покрытии печатной
Обработка дорожек на поверхности платы
Обработка изолирующих дорожек в проводящем покрытии печатной
Слайд 32Фотография поверхности печатной платы после лазерной обработки
Фотография поверхности печатной платы после лазерной обработки

Слайд 33 4.3 LPKF ProtoMat D 104 – новый плоттер с УФ лазером
4.3 LPKF ProtoMat D 104 – новый плоттер с УФ лазером
Слайд 34 Лазерное излучение позволяет обработать даже керамические материалы. Помимо всего прочего, использование
Лазерное излучение позволяет обработать даже керамические материалы. Помимо всего прочего, использование

Слайд 35 И еще одно интересное направление возникло в работе компании LPKF в
И еще одно интересное направление возникло в работе компании LPKF в
Слайд 36 В результате избирательной лазерной обработки поверхности полимера возникают своеобразные ядра металлизации,
В результате избирательной лазерной обработки поверхности полимера возникают своеобразные ядра металлизации,
Слайд 37 4.4 LPKF система 3D Laser
Для обработки поверхности трехмерных изделий используется
4.4 LPKF система 3D Laser
Для обработки поверхности трехмерных изделий используется

Слайд 38 В качестве источника излучения в этой системе используется лазер, работающий на
В качестве источника излучения в этой системе используется лазер, работающий на
Слайд 39 4.5 LDS прототипирование от компании LPKF
Установка LPKF ProtoLaser
Технология 3D
4.5 LDS прототипирование от компании LPKF
Установка LPKF ProtoLaser
Технология 3D
Слайд 40 Прототипирование начинается с создания объёмной заготовки на основе данных модели –
Прототипирование начинается с создания объёмной заготовки на основе данных модели –
Слайд 41 1 Начальной точкой процесса LDS прототипирования служит объёмная заготовка.
Пошаговый процесс
1 Начальной точкой процесса LDS прототипирования служит объёмная заготовка.
Пошаговый процесс

Слайд 423 Окрашенная заготовка после высыхания.
4 Структурирование прототипа на новой установке LPKF ProtoLaser
3 Окрашенная заготовка после высыхания.
4 Структурирование прототипа на новой установке LPKF ProtoLaser

Слайд 43 Пример изготовления изделия методом прямого лазерного структурирования.
Пример изготовления изделия методом прямого лазерного структурирования.
Слайд 44 Пример изготовления корпуса измерительного прибора методом прямого лазерного структурирования. Все детали
Пример изготовления корпуса измерительного прибора методом прямого лазерного структурирования. Все детали

 Batel. Сетевой маркетинг
Batel. Сетевой маркетинг bc9ec32a7c8b7bc7
bc9ec32a7c8b7bc7 Lichnostnoe_razvitie_shkolnika_na_urokakh_IZO
Lichnostnoe_razvitie_shkolnika_na_urokakh_IZO Кто организует и направляет международный терроризм
Кто организует и направляет международный терроризм Членство в ВТО: мнение российских компаний
Членство в ВТО: мнение российских компаний Хохлома
Хохлома октябрь, 2007
октябрь, 2007 ПУТИ ФОРМИРОВАНИЯ СОЦИАЛЬНОЙ КОМПЕТЕНТНОСТИ СТУДЕНТОВ «ГРУППЫ РИСКА» В УСЛОВИЯХ ПРОФЕССИОНАЛЬНО – ПЕДАГОГИЧЕСКОГО КОЛЛЕДЖА Ю.
ПУТИ ФОРМИРОВАНИЯ СОЦИАЛЬНОЙ КОМПЕТЕНТНОСТИ СТУДЕНТОВ «ГРУППЫ РИСКА» В УСЛОВИЯХ ПРОФЕССИОНАЛЬНО – ПЕДАГОГИЧЕСКОГО КОЛЛЕДЖА Ю. Навигационно-программный комплекс «СитиГИД-Диспетчер»
Навигационно-программный комплекс «СитиГИД-Диспетчер» Самопознание как структурный компонент самосознания человека (тема 2)
Самопознание как структурный компонент самосознания человека (тема 2) Music which stroke conservative Britain
Music which stroke conservative Britain Деятельность ПМПК в современных условиях. Ключевые ориентиры
Деятельность ПМПК в современных условиях. Ключевые ориентиры Презентация на тему Микроэволюция, вид, критерии и структура
Презентация на тему Микроэволюция, вид, критерии и структура Основания и подходы к организации деятельности в подростковой школе в рамках введения ФГОС ООО
Основания и подходы к организации деятельности в подростковой школе в рамках введения ФГОС ООО Рисуем акварелью и солью
Рисуем акварелью и солью Олимпийские символы и талисманы
Олимпийские символы и талисманы Страхование как эффективный инструмент защиты
Страхование как эффективный инструмент защиты Куда поступать учиться
Куда поступать учиться  Презентация (1) (2)
Презентация (1) (2) Изменение масштабов и форм борьбы с контрафактной продукцией на российском рынке потребительских товаров
Изменение масштабов и форм борьбы с контрафактной продукцией на российском рынке потребительских товаров Презентация на тему Появление славян
Презентация на тему Появление славян  Презентация на тему Политическое лидерство
Презентация на тему Политическое лидерство Эпоха Возрождения
Эпоха Возрождения Посвящение в первоклассники
Посвящение в первоклассники Сказка ложь, да в ней намек …
Сказка ложь, да в ней намек … Основы автоматического управления
Основы автоматического управления Meat – мясо, мясные
Meat – мясо, мясные Образование XVI-XVII
Образование XVI-XVII