Слайд 2Тема №1.1
Понятие машиностроительного производства. Основные определения
Объектом машиностроительного производства являются различные
машины и механизмы.
Машина – это механизм или сочетание механизмов, осуществляющих движения для преобразования энергии или производства работ.
Изделие – предмет или совокупность производства, подлежащих изготовлению на предприятии.
Деталь – это изделие, изготовляемое из однородного по наименованию и марке материала без применения сборочных операций.
Сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями – свинчиванием, клепкой, сваркой, пайкой и т.д.
Заготовка – предмет труда, из которого изменением формы, размеров, качества поверхности или материала изготавливают деталь.
Операционная партия – производственная партия или часть ее, одновременно поступающая на рабочее место для выполнения технологической операции.
Задел – производственный запас заготовок или составных частей изделия для обеспечения бесперебойного выполнения технологического процесса.
Слайд 3Тема №1.1
Понятие машиностроительного производства
Слайд 4Тема №1.1
Характерные признаки функционирования машиностроительного предприятия
Слайд 5Тема №1.1
Структура и состав машиностроительного предприятия
Слайд 6Тема №1.2
Типы производств и их характеристика
Тип производства определяется в зависимости от
номенклатуры, регулярности, стабильности и объема выпуска изделий. В соответствии с ГОСТ 14.004-83 различают три типа производства: единичное, серийное и массовое.
I Единичное производство характеризуется:
1 Широкой номенклатурой изготовляемых изделий и малым объемом выпуска продукции.
2 Количество заготовок для выполнения технологической операции исчисляется штуками и десятками штук.
3 На предприятиях единичного производства используются универсальное оборудование и приспособления.
4 Технология производства характеризуется применением нормального (стандартного) режущего и универсального измерительного инструмента.
5 Технологические процессы изготовления деталей имеют уплотненный характер: на одном станке выполняются несколько операций и часто производится полная обработка разнообразных деталей.
6 Технологические операции повторяются нерегулярно или не повторяются совсем.
7 Взаимозаменяемость деталей и узлов во многих случаях отсутствует.
8 Квалификация рабочих очень высокая, так как от неё в значительной степени зависит качество продукции.
9 Технические нормы отсутствуют. Применяется опытно-статистическое нормирование труда.
10 Высокая себестоимость продукции. Увеличение программы выпуска с одновременным уменьшением номенклатуры создает возможность перехода от единичного производства к серийному.
Слайд 7Тема №1.2
Типы производств и их характеристика
II Серийное производство характеризуется:
1 ограниченной номенклатурой
изделий, изготовляемых периодически повторяющимися партиями (сериями) и сравнительно большим объемом выпуска.
2 Объем выпуска предприятия серийного типа колеблется от десятков и сотен до тысяч регулярно повторяющихся изделий.
3 В зависимости от количества изделий в партии различают мелкосерийное, среднесерийное и крупносерийное производство. Однако такое разделение является условным, так как производство изделий различных размеров, сложности и трудоемкости при одном и том же количестве в партии может быть отнесено к разным видам серийности.
4 В серийном производстве применяются станки разнообразного назначения: универсальные, специализированные и специальные.
5 Технологические процессы расчленены на отдельные операции, которые закрепляются за определенными станками.
5 Средняя квалификация рабочих ниже, чем в единичном производстве, но выше, чем в массовом.
6 Используются специализированные и специальные приспособления, специальный режущий и измерительный инструмент (предельные калибры и скобы).
7 Технологическая документация разрабатывается подробно.
8 Применяются технически обоснованные расчетные нормы выработки.
9 Экономичнее единичного; является наиболее распространенным типом производства в общем и среднем машиностроении (станкостроение, производство прессов, деревообрабатывающих станков).
Слайд 8Тема №1.2
Типы производств и их характеристика
III Массовое производство характеризуется:
1 узкой
номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени.
2 В массовом производстве используется специальное высокопроизводительное оборудование, которое размещается в цехе по поточному принципу (т.е. по ходу технологического процесса) и во многих случаях связывается транспортирующими устройствами, конвейерами, а также промежуточными складами-накопителями заготовок. Применяются высокопроизводительные многошпиндельные автоматы и полуавтоматы, станки с ЧПУ, обрабатывающие центры.
3 Значительное применение находят высокопроизводительная технологическая оснастка, инструменты из сверхтвердых материалов и сплавов.
4 Требуемая точность обработки достигается методами автоматического получения и контроля размеров.
5 Технические нормы времени выработки тщательно рассчитываются и подвергаются экспериментальной проверке.
6 На настроенных станках работают рабочие-операторы низкой квалификации. Одновременно в цехах работают высококвалифицированные наладчики станков, специалисты по электронной технике и пневмо-гидро-автоматике.
7 Массовое производство возможно и экономически выгодно при выпуске достаточно большого количества изделий одного конструктивного вида.
Слайд 9Тема №1.3
Схема и форма организации машиностроительного производства
Схема организации машиностроительного производства определяется
конструктивно-технологической особенностью выпускаемых изделий, серийностью и годовой программой. Возможны три схемы организации машиностроительного производства:
- по технологически - замкнутому циклу, когда в механосборочном цехе производится механическая обработка и сборка одного сборочного узла, например, коробки скоростей;
- по технологическому циклу, когда в механическом цехе производится обработка группы конструктивно-подобных деталей, например, цех зубчатых колес или цех корпусных деталей;
- по смешанному признаку, когда некоторые детали обрабатываются в цехе по технологически замкнутому циклу, а остальные - по технологическому.
Слайд 10Тема №1.3
Схема и форма организации машиностроительного производства
Форма организации производства определяет порядок
выполнения операций технологического процесса, направление движения заготовок и деталей в процессе изготовления, расположение технологического оборудования и рабочих мест. Форма организации производства может быть групповой и поточной:
групповая форма организации производства применяется в цехах единичного, мелкосерийного и серийного производства и характеризуется изготовлением группы конструктивно-подобных деталей на рабочих местах, расположенных по групповому признаку (например, группа токарных станков, далее группа фрезерных станков, группа сверлильных станков и т.д.);
- поточная форма характеризуется изготовлением одной - двух деталей на специализированных рабочих местах, расположенных в последовательности выполнения операций технологического процесса или на поточно-механизированных линиях.
Слайд 11Тема №1.4
Производственный и технологический процессы и их структура
Производственный процесс - совокупность
всех этапов, которые проходят заготовки по пути их превращения в готовую машину. Производственный процесс машиностроительного завода в обобщенном виде включает в себя получение заготовок, различные виды их обработки, контроль качества, транспортирование, хранение на складах, сборку машины, испытание, регулировку, окраску, отделку и упаковку.
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формообразования и сборки.
Технологические процессы изготовления деталей и сборки представляют:
- технологическая документация на разработанные ТП изготовления деталей;
- управляющие программы для оборудования с ЧПУ и сопроводительная технологическая документация;
- технологическая документация на разработанные ТП сборки узлов и изделий.
Изготовление изделий машиностроения может быть осуществлено на основе единичных, типовых или групповых ТП.
Слайд 12Тема №1.4
Виды технологических процессов
1 Единичный ТП, как правило, разрабатывают индивидуально для
конкретной детали. Его структуру и содержание технологических операций определяют на основании конструктивно-технологических параметров детали и исходной заготовки, технологических возможностей и ресурсов производства.
2 Типовой ТП создают для группы изделий, обладающих общностью конструктивных признаков. В группе деталей выделяют типовую деталь. Под типом подразумевают совокупность объектов (заготовок, сборочных единиц) одного класса, имеющих в определенных производственных условиях общий маршрутный ТП изготовления (механической обработки и сборки). Общий маршрутный ТП – это процесс, осуществляемый одинаковыми методами (однородное оборудование, одинаковое число установов, приспособление и инструментов). В пределах типа допускаются некоторые отклонения в порядке изготовления (обработки, сборки).
Слайд 13Тема №1.4
Виды технологических процессов
3 Групповой ТП предназначен для совместного изготовления или
ремонта группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах.
Главной технологической единицей групповой обработки является группа, в нее объединяют детали, характеризуемые общность типов оборудования, необходимого для обработки заготовки в целом или отдельных ее поверхностей. Классы заготовок разделяют по видам обработки (токарная, сверлильная, фрезерная и т.п.), по видам заготовок.
Групповую технологическую операцию разрабатывают для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при возможности частичной подналадки средств технологического оснащения. Групповая технологическая операция может быть разработана и применена как составная часть группового ТП (отдельная групповая операция). Групповые ТП разрабатывают для всех типов производства только на уровне предприятия в соответствии со стандартами.
Принципиальное отличие между типовыми и групповыми процессами заключаются в следующем: типовая технология характеризуется общностью технологического маршрута, а групповая – общностью оборудования и оснастки, необходимых для выполнения определенной операции или полного изготовления детали.
Слайд 14Тема №1.4
Виды технологических документов
Стандартами предусмотрены следующие виды технологических документов:
маршрутная карта
(МК) – для описания единичных, типовых и групповых ТП и операций;
карта эскизов (КЭ) – для графических изображений к документам и указания наладок, позиций, установок, таблиц и схем;
карта технологического процесса (КТП) – для операционного описания при разработке единичных и типовых (групповых);
карта типового ТП (КТТП) – для операционного описания типовых ТП;
операционная карта (ОК) – для описания единичных, типовых и групповых операций;
ведомость деталей (сборочных единиц) к типовому (групповому) ТП (ВТП) или операции (ВТО) – для указания переменной информации к типовому или групповому ТП (групповой или типовой операции) по каждой детали (сборочной единице), входящей в соответствующий ТП или операцию;
ведомость технологических документов (ВТД) – для указания состава деталей (сборочных единиц), обрабатываемых по типовому или групповому ТП, и документов, содержащих соответствующую информацию;
карта наладки инструмента (КН/Н) – для указания полного состава вспомогательного и режущего инструмента в технологической последовательности его применения совместно с документом, содержащим описание операции (МК, КТП, ОК);
карта кодирования информации (ККИ) – для кодирования информации при разработке управляющих программ (применяется совместно с МК, КЭ, КТП и ОК).
Слайд 15Тема №1.4
Основные понятия
технологического процесса
Технологическая операция (применительно к условиям механообрабатывающего производства) -
законченная часть технологического процесса, выполняемая на одном рабочем месте и охватывающая все последовательные действия рабочего (или группы рабочих) и станка по обработке заготовки (одной или нескольких одновременно).
Технологический режим - совокупность значений параметров технологического процесса в определенном интервале времени. Например, при токарной обработке - скорость и глубина резания, подача (продольная или поперечная). Режим резания, устанавливаемый для обработки детали, является одним из главных факторов технологического процесса.
Технологическая база - поверхность, сочетание поверхностей, ось или точка, используемые для определения положения предметов труда в процессе изготовления. Поверхность, сочетание поверхностей или точка должны принадлежать предмету труда.
Слайд 16Тема №1.4
Основные понятия технологического процесса
Обрабатываемая поверхность - поверхность, подлежащая воздействию в процессе
обработки.
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности. К свойствам обрабатываемого предмета труда или его поверхности относятся размеры, форма, твердость, шероховатость и т.п.
Операционный припуск - припуск, удаляемый при выполнении одной технологической операции.
Промежуточный припуск - припуск, удаляемый при выполнении одного технологического перехода.
Допуск припуска - разность между наибольшим и наименьшим размерами припуска.
Слайд 17Тема №1.4
Структура технологического процесса
Установ - часть технологической операции, состоящая в установке, закреплении
и снятии обрабатываемой детали или заготовки.
Позиция – каждое последовательное положение, занимаемое заготовкой совместно с приспособлением в пространстве. Позиция как элемент технологического процесса характеризуется неизменностью положения заготовки совместно с приспособлением относительно оборудования или рабочего места во время выполнения части технологического процесса.
Технологический переход - законченная часть технологической операции по обработке каждой новой поверхности или сочетания поверхностей детали, выполняемая одними и теми же средствами технологической оснастки при постоянных режимах резания и установки. Изменение только одного из элементов: обрабатываемой поверхности, инструмента или режима резания - определяет новый технологической переход.
Проход - относительное однократное движение режущего инструмента и обрабатываемой детали, в результате которого с поверхности заготовки снимается один слой материала.
Наладка - подготовка технологического оборудования и технологической оснастки к выполнению технологической операции. К наладке относятся установка приспособления, переключение скорости или подачи, настройка заданной температуры и т.п.
Слайд 18Тема №1.5
Показатели качества изделий машиностроения
Показатели качества изделия, установленные ГОСТ 15467 –
79, обычно разделяют на три группы: определяющие технический уровень, эксплуатационные и производственно-технологические.
1 К показателям, определяющим технический уровень, относят мощность, точность работы и производительность (например, станка), КПД, удельный расход горюче-смазочных материалов (например, двигателя), степень механизации и автоматизации, экономичность, экологичность и т.д.
2 Производственно–технические показатели, или показатели технологичности конструкции, устанавливают эффективность конструктивных решений с точки зрения обеспечения оптимальных затрат труда и средств на изготовление изделия, его эксплуатацию, техническое обслуживание и ремонт.
Слайд 19Тема №1.5
Показатели качества изделий машиностроения
3 Эксплуатационные показатели:
Надежность – свойство изделия выполнять
заданные функции, сохраняя свои эксплуатационные показатели в определенных пределах в течение требуемого промежутка времени или наработки.
Надежность – это комплексный показатель, который в зависимости от назначения изделия и условий его эксплуатации может включать в себя безотказность, сохраняемость, ремонтопригодность и долговечность изделия и его частей.
Безотказность – свойство изделия сохранять работоспособность в заданных условиях эксплуатации в течение некоторого времени или выполнении определенного объема работы без вынужденных перерывов. В технологии машиностроения под работоспособностью понимают состояние изделия, при котором в данный момент времени его основные (рабочие) параметры находятся в пределах, установленных требованиями технической документации.
Сохраняемость – свойство изделия сохранять исправное и работоспособное состояние в течение и после хранения и (или) транспортирования.
Ремонтопригодность – свойство изделия, заключающееся в его приспособленности к предупреждению, отысканию и устранению в нем отказов и неисправностей путем проведения технического обслуживания и ремонтов.
Долговечность – свойство изделия сохранять работоспособность до наступления предельного состояния при установленной системе технического обслуживания и ремонтов. Понятию долговечности тождественно понятие ресурса машины (изделия), т.е. общее время работы в часах до первого капитального ремонта.
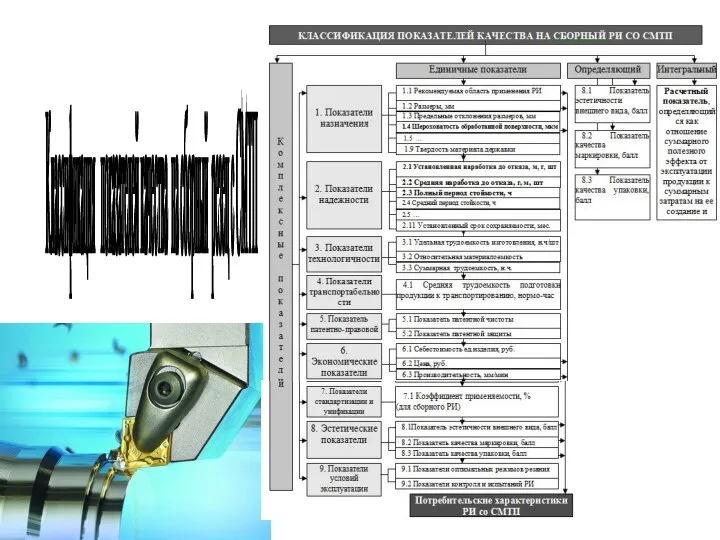
Слайд 20 Классификация показателей качества на сборный резец с СМТП
Слайд 21ТЕМА №1.6 Технический контроль качества продукции. Виды технического контроля
В соответствии
с ГОСТ 16504-81. Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения:
Контроль качества продукции - проверка соответствия показателей качества продукции установленным требованиям.
Технический контроль - проверка соответствия объекта установленным техническим требованиям.
Организационные формы и виды процессов технического контроля качества продукции весьма разнообразны. Поэтому целесообразно их деление на группы по классификационным признакам.
Выделяют следующие виды контрольных операций.
Слайд 22Технический контроль качества продукции. Виды технического контроля
Классификация видов контроля качества продукции

Слайд 23Тема №1.7
Временные характеристики технологического процесса (операции)
Трудоемкость – количество времени, затрачиваемого работающим
при нормальной интенсивности труда на выполнение того или иного технологического процесса или его части.
Различают фактическую трудоемкость, понимая под ней количество времени, фактически затраченного работающим на выполнение работы, и расчетную или нормативную трудоемкость, понимая под ней то количество времени, которое должно быть затрачено на выполнение той или иной работы. Единицей измерения трудоемкости служит человеко-час.
Станкоемкостью называют время, в течение которого фактически занят (фактическая станкоемкость) или должен быть занят (расчетная станкоемкость) станок, несколько станков или других видов оборудования для выполнения отдельных или всех операций по обработке детали или целого изделия. В соответствии с этим различают станкоемкость операции, станкоемкость детали и станкоемкость изделия. Единицей измерения станкоемкости обычно служит станко-час.
Слайд 24Тема №1.7
Временные характеристики технологического процесса (операции)
Норма времени – установленное (нормированное) количество
труда надлежащей квалификации и нормальной интенсивности, необходимое для выполнения какой-либо операции или целого технологического процесса в нормальных производственных условиях. Норма времени измеряется в единицах времени (часах, минутах) с указанием квалификации рабочего, например, 10 часов 5-го разряда.
Норма выработки – устанавливаемое (нормируемое) количество заготовок, деталей или изделий, которое должно быть обработано или сделано в установленную единицу времени (час, минуту). Единицей измерения нормы выработки является количество штук в единицу времени с указанием квалификации работы, например 1200 шт. в час, работа 3-го разряда.
Цикл – промежуток календарного времени, измеренный от начала какой-либо периодически повторяющейся операции технологического или производственного процесса до её окончания. Различают цикл операций, т.е. промежуток календарного времени от начала до конца операций; цикл изготовления детали – промежуток календарного времени от начала первой операции до окончания последней операции изготовления детали; цикл изготовления машины – промежуток календарного времени, начиная от запуска в производство первой заготовки до окончания упаковки готовой машины.
Слайд 25Тема №1.7
Временные характеристики технологического процесса (операции)
Подготовительно-заключительное время (Tшт) - интервал времени,
затрачиваемый на подготовку исполнителя и средств технологического оснащения к выполнению технологической операции и приведению последних в порядок после окончания смены или выполнения этой операции для партии предметов труда.
Подготовительно-заключительное время устанавливается на всю партию деталей и используется:
- на ознакомление рабочего с работой и изучение чертежа;
- на подготовку рабочего места, настройку станка, инструмента, приспособления для обработки заданной партии деталей;
- на снятие инструмента и приспособления по окончании обработки данной партии деталей;
- на уборку станка, сдачу технологической оснастки и чертежа в инструментально-раздаточную кладовую, сдачу готовой продукции ОТК.
Слайд 26Тема №1.7
Временные характеристики технологического процесса (операции)
Величина подготовительно-заключительного времени принимается по общемашиностроительным
нормативам, в зависимости от типа станка, способа установки, применяемых приспособлений, количества режущих инструментов в наладке.
Штучное время (Tшт) - интервал времени, равный отношению времени цикла технологической операции (Тц) к числу одновременно обрабатываемых деталей (N).
Tшт = Тц / N. (1)
Штучно-калькуляционное время (Тшк) – слагается из штучного времени и доли подготовительно-заключительного времени, приходящейся на одну штуку:
Тшт = То + Твсп + Тп + Тпз / N. (2)
Слайд 27Тема №1.7
Временные характеристики технологического процесса (операции)
0сновное время (То) - часть штучного
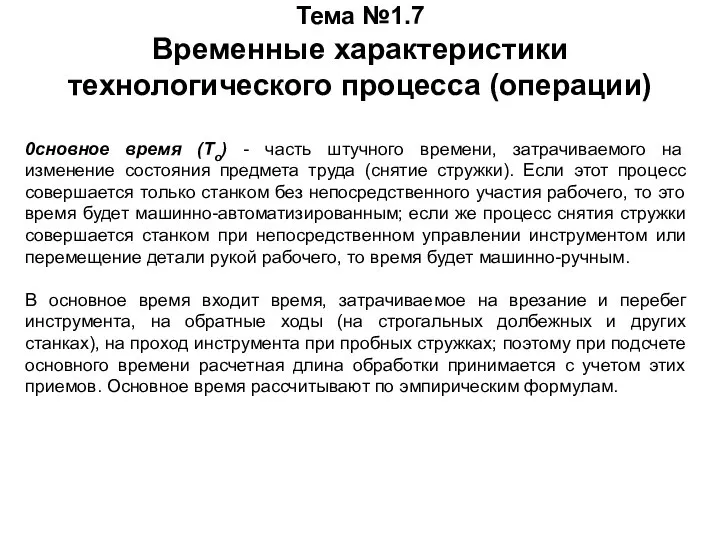
времени, затрачиваемого на изменение состояния предмета труда (снятие стружки). Если этот процесс совершается только станком без непосредственного участия рабочего, то это время будет машинно-автоматизированным; если же процесс снятия стружки совершается станком при непосредственном управлении инструментом или перемещение детали рукой рабочего, то время будет машинно-ручным.
В основное время входит время, затрачиваемое на врезание и перебег инструмента, на обратные ходы (на строгальных долбежных и других станках), на проход инструмента при пробных стружках; поэтому при подсчете основного времени расчетная длина обработки принимается с учетом этих приемов. Основное время рассчитывают по эмпирическим формулам.

 Быстрая бесприборная диагностика репродуктивно значимых инфекций у мужчин
Быстрая бесприборная диагностика репродуктивно значимых инфекций у мужчин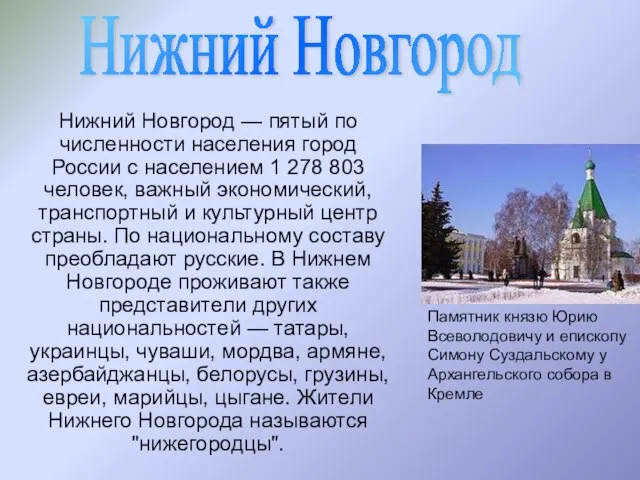 Нижний Новгород
Нижний Новгород Kawai. Обои
Kawai. Обои Конкурс плакатов «Скажи конфликту НЕТ!»декабрь 2011 года
Конкурс плакатов «Скажи конфликту НЕТ!»декабрь 2011 года Становление новых форм социального расслоения в современной России
Становление новых форм социального расслоения в современной России  «Готовность младших школьников к обучению в среднем звене»
«Готовность младших школьников к обучению в среднем звене» Дидактические игры в обучении младших школьников
Дидактические игры в обучении младших школьников Изобретение книгопечатания
Изобретение книгопечатания Золотое правило нравственности
Золотое правило нравственности Эра мобильности
Эра мобильности Законы Ньютона
Законы Ньютона Команда: Черная жемчужина
Команда: Черная жемчужина Изменение снежного покрова Северной Евразии во взаимодействии с климатической системой
Изменение снежного покрова Северной Евразии во взаимодействии с климатической системой Реализация учебных программ, формирование расписания
Реализация учебных программ, формирование расписания Доступ к данных: Общее информационное пространство
Доступ к данных: Общее информационное пространство Психология больших социальных групп
Психология больших социальных групп Выводы
Выводы Дневник полевой практики
Дневник полевой практики Модернизация высшего образования – роль инновационных вузов
Модернизация высшего образования – роль инновационных вузов Фотоклуб Перспектива
Фотоклуб Перспектива مفهوم درد وتسکین درد
مفهوم درد وتسکین درد Классмейт ПК на базе процессора Intel
Классмейт ПК на базе процессора Intel СОСТОЯНИЕ ОХРАНЫ ТРУДА В ОБРАЗОВАТЕЛЬНЫХ УЧРЕЖДЕНИЯХ
СОСТОЯНИЕ ОХРАНЫ ТРУДА В ОБРАЗОВАТЕЛЬНЫХ УЧРЕЖДЕНИЯХ Презентация на тему Профессия эколог
Презентация на тему Профессия эколог  Графический редактор PAINT
Графический редактор PAINT Страницы истории Нового времени
Страницы истории Нового времени Николай Васильевич Гоголь «ШИНЕЛЬ»
Николай Васильевич Гоголь «ШИНЕЛЬ» Вперед, патриоты !!! Первая команда с 1979 г.
Вперед, патриоты !!! Первая команда с 1979 г.