- Металлургиялық өндірісті автоматтандыру

Содержание
- 2. Дәріс жоспары: 1. Болаттарды үздіксіз құю қондырғылары; 2. Миксерлі бөлімшені автоматтандыру.
- 3. Болаттарды үздіксіз құю қондырғылары Болаттарды үздіксіз құю қондырғылары (БҮҚҚ) көпмашиналы күрделі агрегаттары болып келеді, бір қатар
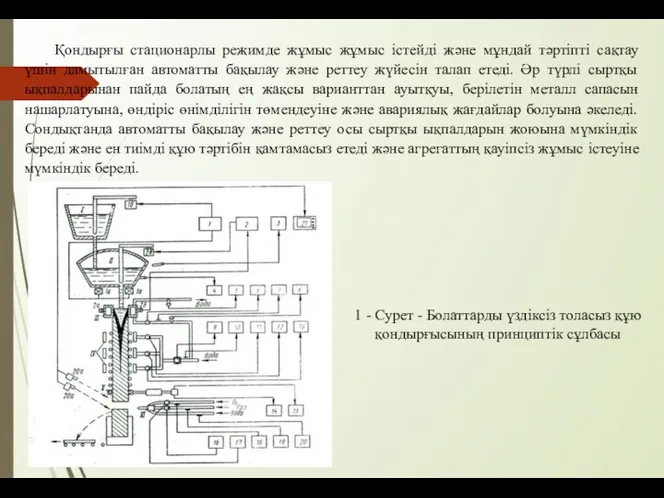
- 4. Қондырғы стационарлы режимде жұмыс жұмыс істейді және мұндай тәртіпті сақтау үшін дамытылған автоматты бақылау және реттеу
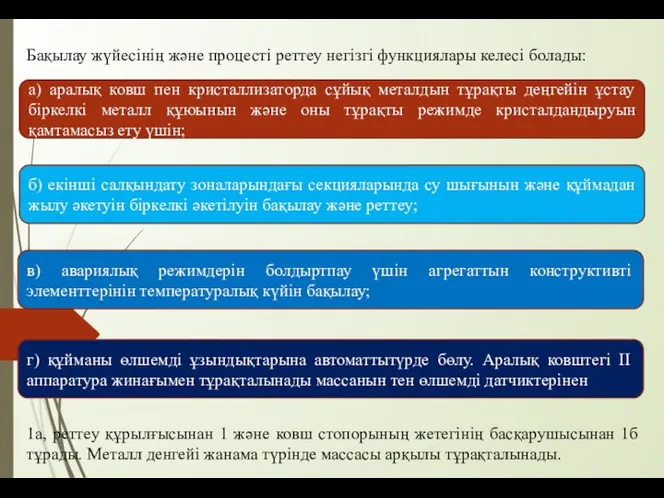
- 5. Бақылау жүйесінің және процесті реттеу негізгі функциялары келесі болады: а) аралық ковш пен кристаллизаторда сұйық металдын
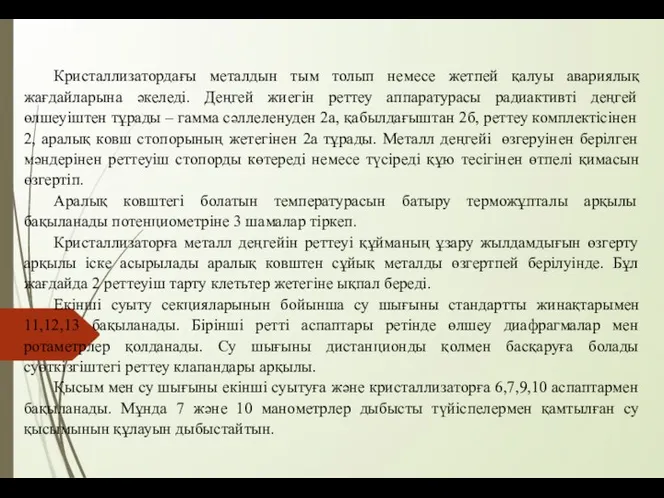
- 6. Кристаллизатордағы металдын тым толып немесе жетпей қалуы авариялық жағдайларына әкеледі. Деңгей жиегін реттеу аппаратурасы радиактивті деңгей
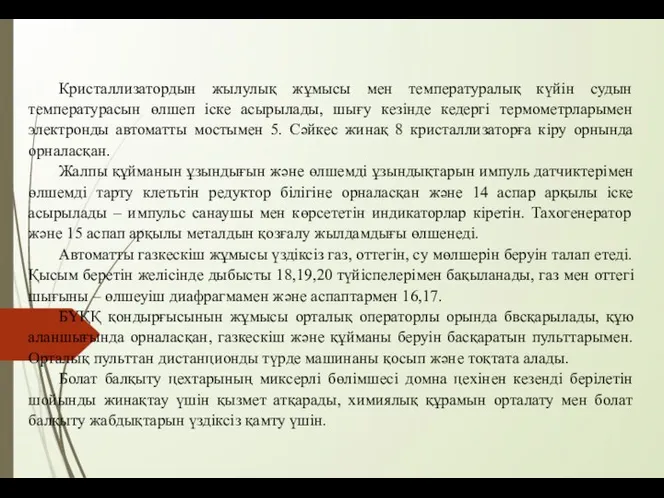
- 7. Кристаллизатордын жылулық жұмысы мен температуралық күйін судын температурасын өлшеп іске асырылады, шығу кезінде кедергі термометрларымен электронды
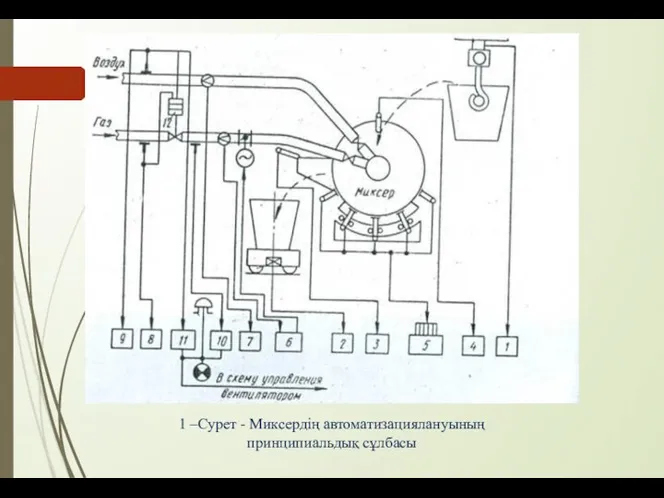
- 8. Миксерлі бөлімшені автоматтандыру Миксерлі бөлімшенін ең басты мақсаты металды өте дәл дозалауы мен температура және химиялық
- 9. 1 –Сурет - Миксердің автоматизациялануының принципиальдық сұлбасы
- 11. Скачать презентацию
Слайд 3Болаттарды үздіксіз құю қондырғылары
Болаттарды үздіксіз құю қондырғылары (БҮҚҚ) көпмашиналы күрделі агрегаттары болып
Болаттарды үздіксіз құю қондырғылары
Болаттарды үздіксіз құю қондырғылары (БҮҚҚ) көпмашиналы күрделі агрегаттары болып
Слайд 4Қондырғы стационарлы режимде жұмыс жұмыс істейді және мұндай тәртіпті сақтау үшін дамытылған
Қондырғы стационарлы режимде жұмыс жұмыс істейді және мұндай тәртіпті сақтау үшін дамытылған
Слайд 5Бақылау жүйесінің және процесті реттеу негізгі функциялары келесі болады:
а) аралық ковш пен
Бақылау жүйесінің және процесті реттеу негізгі функциялары келесі болады:
а) аралық ковш пен
Слайд 6Кристаллизатордағы металдын тым толып немесе жетпей қалуы авариялық жағдайларына әкеледі. Деңгей жиегін
Кристаллизатордағы металдын тым толып немесе жетпей қалуы авариялық жағдайларына әкеледі. Деңгей жиегін
Слайд 7Кристаллизатордын жылулық жұмысы мен температуралық күйін судын температурасын өлшеп іске асырылады, шығу
Кристаллизатордын жылулық жұмысы мен температуралық күйін судын температурасын өлшеп іске асырылады, шығу
Слайд 8Миксерлі бөлімшені автоматтандыру
Миксерлі бөлімшенін ең басты мақсаты металды өте дәл дозалауы мен
Миксерлі бөлімшені автоматтандыру
Миксерлі бөлімшенін ең басты мақсаты металды өте дәл дозалауы мен
Слайд 91 –Сурет - Миксердің автоматизациялануының принципиальдық сұлбасы
1 –Сурет - Миксердің автоматизациялануының принципиальдық сұлбасы
 Дефицит пресной воды. Миф или реальность?
Дефицит пресной воды. Миф или реальность? Основы безопасности жизнедеятельности
Основы безопасности жизнедеятельности Информационный сайт ИП Петрушенко А.А.
Информационный сайт ИП Петрушенко А.А. Обществознание
Обществознание Действия при угрозе по телефону
Действия при угрозе по телефону Энциклопедия слова Верность
Энциклопедия слова Верность Латинский язык как международный язык науки
Латинский язык как международный язык науки Защита данных от ошибок ввода
Защита данных от ошибок ввода Презентация на тему Синус и синусоиды в образах
Презентация на тему Синус и синусоиды в образах  Презентация на тему Эволюция органического мира
Презентация на тему Эволюция органического мира OS/2 — операционная система фирмы IBM.
OS/2 — операционная система фирмы IBM. Water Drop
Water Drop Кәсіпкерлік және бизнес негіздері
Кәсіпкерлік және бизнес негіздері Константин Георгиевич Паустовский
Константин Георгиевич Паустовский ПРЕЗЕНТАЦИЯ ПО РУССКОМУ ЯЗЫКУ ТЕМА: «Обобщающие слова при однородных членах предложения. Знаки препинания при обобщающих словах.
ПРЕЗЕНТАЦИЯ ПО РУССКОМУ ЯЗЫКУ ТЕМА: «Обобщающие слова при однородных членах предложения. Знаки препинания при обобщающих словах. Подготовка к ЕГЭ. Полезно знать
Подготовка к ЕГЭ. Полезно знать Формирование советской государственно-политической системы. Образование СССР
Формирование советской государственно-политической системы. Образование СССР Презентация без названия (1)
Презентация без названия (1) PR-тексты. Виды PR-текстов, их различия, ошибки и методы исправления
PR-тексты. Виды PR-текстов, их различия, ошибки и методы исправления Планирование и циклограмма аналитической деятельности в ОУ
Планирование и циклограмма аналитической деятельности в ОУ Оригами
Оригами VII Всероссийский конкурс учебно-исследовательских экологических проектов «Человек на Земле» Номинация №3 «Этнографические исс
VII Всероссийский конкурс учебно-исследовательских экологических проектов «Человек на Земле» Номинация №3 «Этнографические исс Гербы и эмблемы. 5 класс
Гербы и эмблемы. 5 класс Рекламные возможности
Рекламные возможности Электрический привод. Регулирование координат
Электрический привод. Регулирование координат Культура общения современного молодого человека
Культура общения современного молодого человека Муниципальное общеобразовательное учреждение «Средняя общеобразовательная школа №1» Номинация: компьютерный проект Тема
Муниципальное общеобразовательное учреждение «Средняя общеобразовательная школа №1» Номинация: компьютерный проект Тема  Элективный курс “English for Сareer” в системе профильного обучения
Элективный курс “English for Сareer” в системе профильного обучения