- Монтаж СП с помощью лазерного трекера LTD-600

Содержание
- 2. Рама приспособления 1 - сваренная рама; 2 – четыре базовых отверстия. При монтаже сборочного приспособления с
- 3. 1 – каркас приспособления; 2 – стойки приспособления; 3 – отражатель TBR (монтажная марка); 4 –
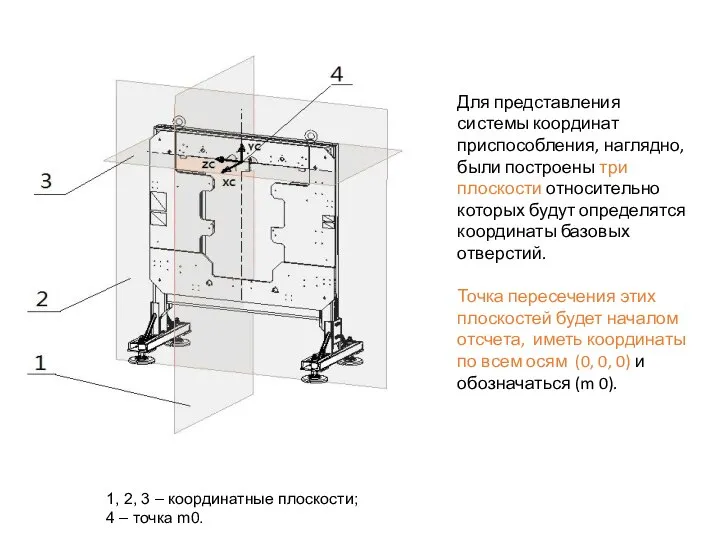
- 4. 1, 2, 3 – координатные плоскости; 4 – точка m0. Для представления системы координат приспособления, наглядно,
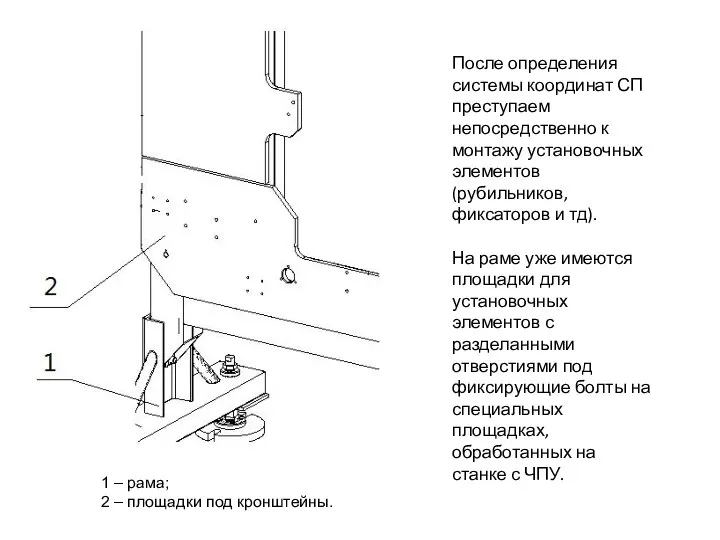
- 5. 1 – рама; 2 – площадки под кронштейны. После определения системы координат СП преступаем непосредственно к
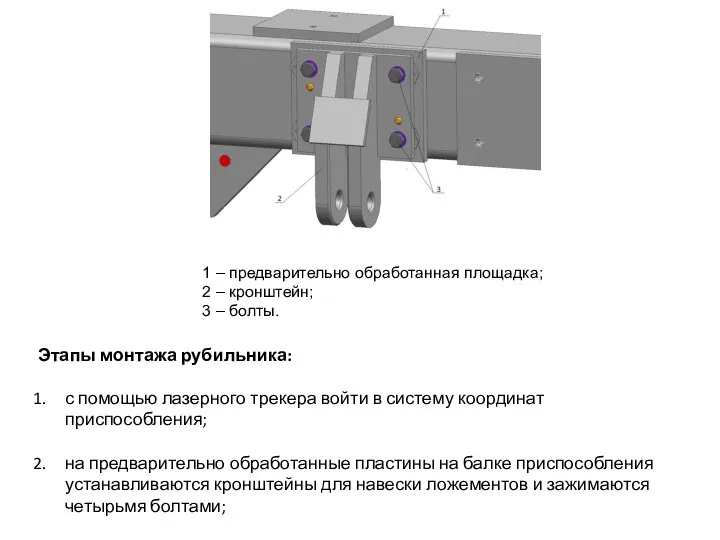
- 6. 1 – предварительно обработанная площадка; 2 – кронштейн; 3 – болты. Этапы монтажа рубильника: с помощью
- 7. 1 – рубильник; 2 – кронштейн; 3 – отражатели. на кронштейны навешиваются рубильники, в которые устанавливаются
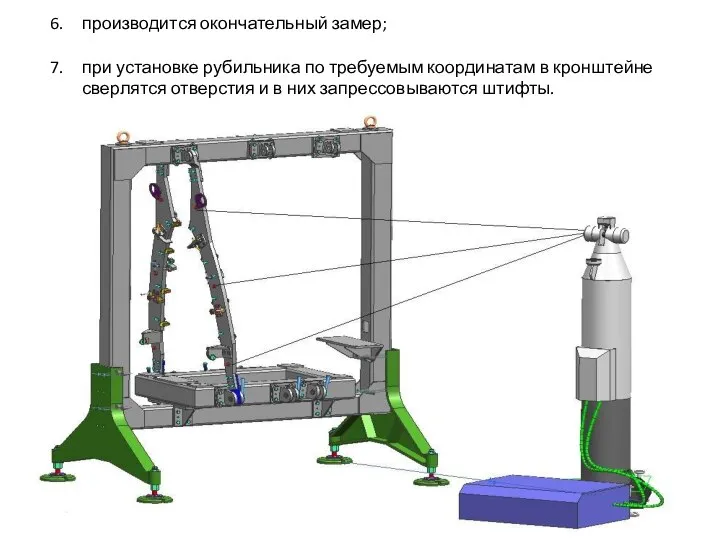
- 8. производится окончательный замер; при установке рубильника по требуемым координатам в кронштейне сверлятся отверстия и в них
- 10. Скачать презентацию

Слайд 31 – каркас приспособления;
2 – стойки приспособления;
3 – отражатель TBR
1 – каркас приспособления;
2 – стойки приспособления;
3 – отражатель TBR

Слайд 41, 2, 3 – координатные плоскости;
4 – точка m0.
Для представления системы
1, 2, 3 – координатные плоскости;
4 – точка m0.
Для представления системы
Слайд 51 – рама;
2 – площадки под кронштейны.
После определения системы координат
1 – рама;
2 – площадки под кронштейны.
После определения системы координат
Слайд 61 – предварительно обработанная площадка;
2 – кронштейн;
3 – болты.
Этапы
1 – предварительно обработанная площадка;
2 – кронштейн;
3 – болты.
Этапы
Слайд 71 – рубильник;
2 – кронштейн;
3 – отражатели.
на кронштейны навешиваются
1 – рубильник;
2 – кронштейн;
3 – отражатели.
на кронштейны навешиваются

Слайд 8производится окончательный замер;
при установке рубильника по требуемым координатам в кронштейне сверлятся отверстия
производится окончательный замер;
при установке рубильника по требуемым координатам в кронштейне сверлятся отверстия
 Презентация на тему "Личность и проблемы одаренного ребенка" - скачать презентации по Педагогике
Презентация на тему "Личность и проблемы одаренного ребенка" - скачать презентации по Педагогике Психологическое консультирование подростков с проблемным поведением
Психологическое консультирование подростков с проблемным поведением Игры с пасхальными яйцами
Игры с пасхальными яйцами Порядок прохождения военной службы по контракту
Порядок прохождения военной службы по контракту Как интересен мир компьютерной графики!
Как интересен мир компьютерной графики! Музеи космонавтики
Музеи космонавтики Архитектура
Архитектура Как искать категорию товара
Как искать категорию товара Украшения. Их история и роль в жизни человека и общества
Украшения. Их история и роль в жизни человека и общества Кружок Народное творчество
Кружок Народное творчество Отчетная конференция. Доклад президента РОО Ассоциация спортивного ориентирования Пермского края
Отчетная конференция. Доклад президента РОО Ассоциация спортивного ориентирования Пермского края Окончание и основа 2 класс
Окончание и основа 2 класс Инфекции — Рожа
Инфекции — Рожа ООО «РОСОЙЛ»
ООО «РОСОЙЛ» Анимация в презентации
Анимация в презентации Презентация на тему Класс Паукообразные
Презентация на тему Класс Паукообразные  The Burj Club
The Burj Club Я маркетолог
Я маркетолог День космонавтики 12 апреля 2007 года
День космонавтики 12 апреля 2007 года С ДНЁМ РОЖДЕНИЯ МОЯ ЛЮБИМАЯ МАМА!
С ДНЁМ РОЖДЕНИЯ МОЯ ЛЮБИМАЯ МАМА! ПЛОЩАДИ ФИГУР
ПЛОЩАДИ ФИГУР Cultural regions of America
Cultural regions of America Презентация на тему Первобытное искусство
Презентация на тему Первобытное искусство  Презентация на тему Применение кристаллов
Презентация на тему Применение кристаллов  Станция компьютерных устройств
Станция компьютерных устройств Как не «просмотреть» подростка
Как не «просмотреть» подростка -как работать с учащимися; -что сказать родителям; -как организовать необходимые учебные и внеклассные мероприятия.
-как работать с учащимися; -что сказать родителям; -как организовать необходимые учебные и внеклассные мероприятия. Глобализация выворачивает экономику США, мы – следующие? Дмитрий Шевчук, www.smartmonkey.ru.
Глобализация выворачивает экономику США, мы – следующие? Дмитрий Шевчук, www.smartmonkey.ru.