- Наплавка металлов

Содержание
- 2. Материалы для наплавки.
- 3. ПРОЦЕССЫ НАПЛАВКИ. Процессы наплавки занимают важное место в сварочном производстве при ремонте и восстановлении первоначальных размеров
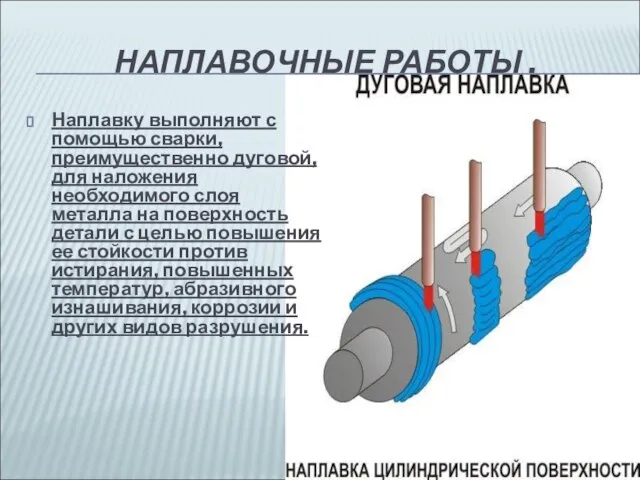
- 4. НАПЛАВОЧНЫЕ РАБОТЫ . Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого слоя металла на
- 5. Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым электродом в среде защитного
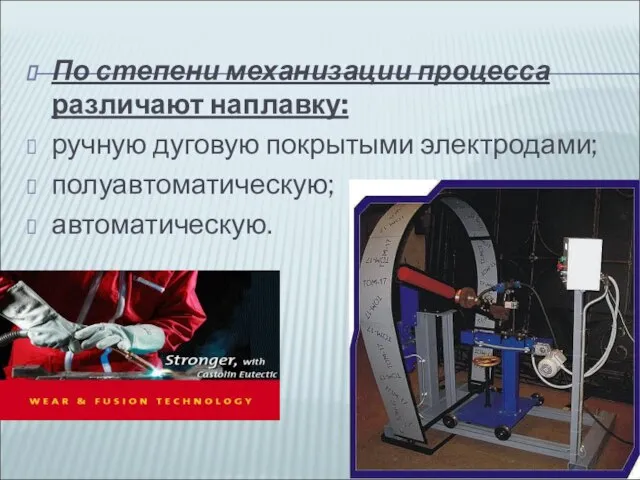
- 6. По степени механизации процесса различают наплавку: ручную дуговую покрытыми электродами; полуавтоматическую; автоматическую.
- 7. МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ. Сплавы, применяемые для дуговой наплавки, можно подразделить на: литые порошкообразные или зернистые плавленые
- 8. Особое внимание при наплавке под флюсом уделяют свойствам флюсов: способствуют ли они формированию наплавленного металла, стабильности
- 9. ТЕХНОЛОГИЯ И СПОСОБЫ НАПЛАВКИ. Сущность процесса наплавки заключается в использовании теплоты для расплавления присадочного материала и
- 10. НАПЛАВКА МОЖЕТ ПРОИЗВОДИТЬСЯ НА: плоские; цилиндрические; конические; сферические и другие формы поверхности в один или несколько
- 11. Толщина слоя наплавки может изменяться в широких пределах от долей миллиметра до сантиметров. При наплавке поверхностных
- 12. ПРИ НАПЛАВКЕ ДОЛЖЕН ВЫПОЛНЯТЬСЯ РЯД ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ. 1. В первую очередь таким требованием является минимальное разбавление
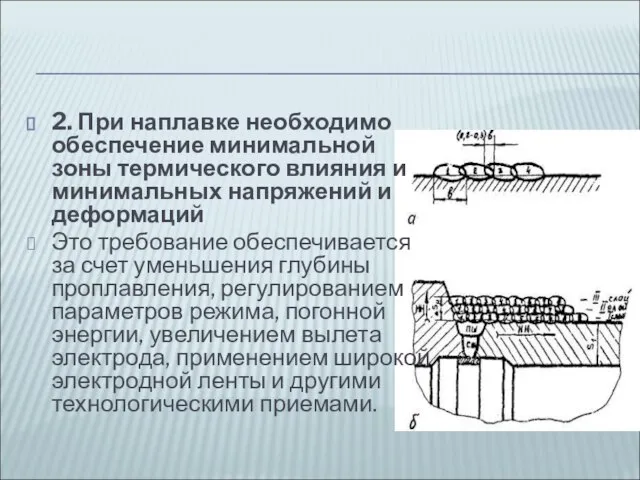
- 13. 2. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформаций Это требование
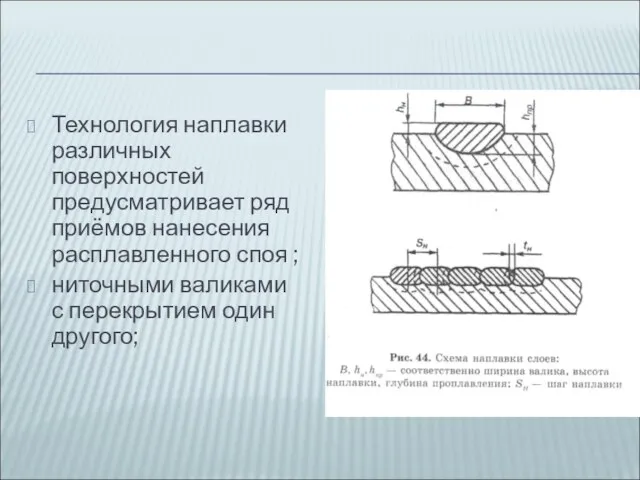
- 14. Технология наплавки различных поверхностей предусматривает ряд приёмов нанесения расплавленного споя ; ниточными валиками с перекрытием один
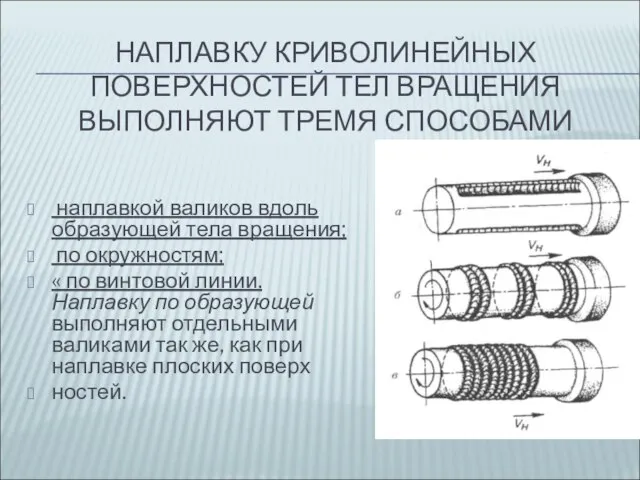
- 15. НАПЛАВКУ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ВЫПОЛНЯЮТ ТРЕМЯ СПОСОБАМИ наплавкой валиков вдоль образующей тела вращения; по окружностям;
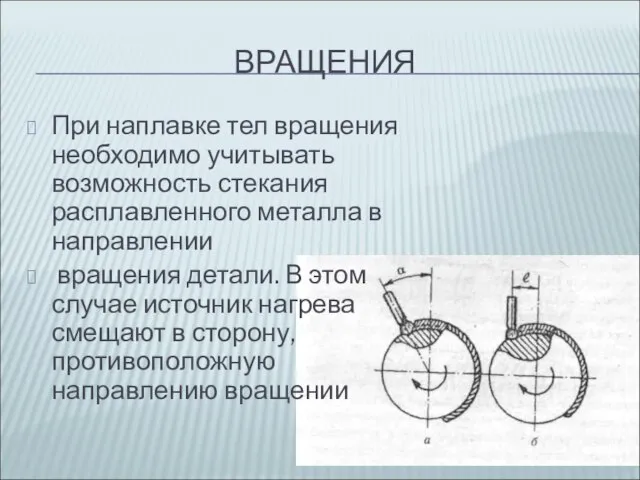
- 16. ВРАЩЕНИЯ При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В
- 17. ВСЕ ДЕФЕКТЫ В НАПЛАВЛЕННОМ МЕТАЛЛЕ МОЖНО ПОДРАЗДЕЛИТЬ НА НАРУЖНЫЕ И ВНУТРЕННИЕ.
- 19. Скачать презентацию
Слайд 3ПРОЦЕССЫ НАПЛАВКИ.
Процессы наплавки занимают важное место в сварочном производстве при ремонте и
ПРОЦЕССЫ НАПЛАВКИ.
Процессы наплавки занимают важное место в сварочном производстве при ремонте и
Слайд 4НАПЛАВОЧНЫЕ РАБОТЫ .
Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого
НАПЛАВОЧНЫЕ РАБОТЫ .
Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого
Слайд 5Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым
Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым
Слайд 6По степени механизации процесса различают наплавку:
ручную дуговую покрытыми электродами;
полуавтоматическую;
автоматическую.
По степени механизации процесса различают наплавку:
ручную дуговую покрытыми электродами;
полуавтоматическую;
автоматическую.
Слайд 7МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ.
Сплавы, применяемые для дуговой наплавки, можно подразделить на:
литые
порошкообразные
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ.
Сплавы, применяемые для дуговой наплавки, можно подразделить на:
литые
порошкообразные

Слайд 8Особое внимание при наплавке под флюсом уделяют свойствам флюсов: способствуют ли они
Особое внимание при наплавке под флюсом уделяют свойствам флюсов: способствуют ли они
Слайд 9ТЕХНОЛОГИЯ И СПОСОБЫ НАПЛАВКИ.
Сущность процесса наплавки заключается в использовании теплоты для расплавления
ТЕХНОЛОГИЯ И СПОСОБЫ НАПЛАВКИ.
Сущность процесса наплавки заключается в использовании теплоты для расплавления
Слайд 10НАПЛАВКА МОЖЕТ ПРОИЗВОДИТЬСЯ НА:
плоские;
цилиндрические; конические;
сферические и другие формы поверхности в один
НАПЛАВКА МОЖЕТ ПРОИЗВОДИТЬСЯ НА:
плоские;
цилиндрические; конические;
сферические и другие формы поверхности в один
Слайд 11Толщина слоя наплавки может изменяться в широких пределах от долей миллиметра до
Толщина слоя наплавки может изменяться в широких пределах от долей миллиметра до
Слайд 12ПРИ НАПЛАВКЕ ДОЛЖЕН ВЫПОЛНЯТЬСЯ РЯД ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ.
1. В первую очередь таким требованием
ПРИ НАПЛАВКЕ ДОЛЖЕН ВЫПОЛНЯТЬСЯ РЯД ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ.
1. В первую очередь таким требованием
Слайд 132. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений
2. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений
Слайд 14Технология наплавки различных поверхностей предусматривает ряд приёмов нанесения расплавленного споя ;
ниточными валиками
Технология наплавки различных поверхностей предусматривает ряд приёмов нанесения расплавленного споя ;
ниточными валиками
Слайд 15НАПЛАВКУ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ВЫПОЛНЯЮТ ТРЕМЯ СПОСОБАМИ
наплавкой валиков вдоль
НАПЛАВКУ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ВЫПОЛНЯЮТ ТРЕМЯ СПОСОБАМИ
наплавкой валиков вдоль
Слайд 16ВРАЩЕНИЯ
При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении
ВРАЩЕНИЯ
При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении
Слайд 17ВСЕ ДЕФЕКТЫ В НАПЛАВЛЕННОМ МЕТАЛЛЕ МОЖНО ПОДРАЗДЕЛИТЬ НА НАРУЖНЫЕ И ВНУТРЕННИЕ.
ВСЕ ДЕФЕКТЫ В НАПЛАВЛЕННОМ МЕТАЛЛЕ МОЖНО ПОДРАЗДЕЛИТЬ НА НАРУЖНЫЕ И ВНУТРЕННИЕ.

 География Выживания Проект визуального анализа
География Выживания Проект визуального анализа Закон Паскаля
Закон Паскаля Разработка и выбор стратегии развития организации
Разработка и выбор стратегии развития организации Об организации взаимодействия субъектов антинаркотической деятельности в Республики Карелия
Об организации взаимодействия субъектов антинаркотической деятельности в Республики Карелия Материалы для подготовки к контрольной работе по теме Греция
Материалы для подготовки к контрольной работе по теме Греция Социальный блоггер
Социальный блоггер Психическое развитие и деятельность
Психическое развитие и деятельность Фильм 451 градус по Фаренгейту
Фильм 451 градус по Фаренгейту Оригами
Оригами Открытка к 75 летию победы
Открытка к 75 летию победы Рост и развитие животных 6 класс
Рост и развитие животных 6 класс Фонд микрофинансирования Курганской области. Банк России
Фонд микрофинансирования Курганской области. Банк России Бизнес-план. Шаблон
Бизнес-план. Шаблон 5
5 Продається унікальний об’єкт в центральному районі Києва
Продається унікальний об’єкт в центральному районі Києва Урок презентация на тему Терпение и целеустремленность у великих географов
Урок презентация на тему Терпение и целеустремленность у великих географов  Метафоры непрерывного образования
Метафоры непрерывного образования Способы выработки беглого и выразительного чтения
Способы выработки беглого и выразительного чтения Презентация на тему Биологическое действие радиации (9 класс)
Презентация на тему Биологическое действие радиации (9 класс) Дистанционное обучение через Интернет. Обзор ресурсов. Анализ и классификация.
Дистанционное обучение через Интернет. Обзор ресурсов. Анализ и классификация. Адаптация первоклассников к школьному обучению
Адаптация первоклассников к школьному обучению Культура труда
Культура труда Народный костюм Воронежской губернии
Народный костюм Воронежской губернии Комерческое предложение Lord of the dance
Комерческое предложение Lord of the dance самообразование
самообразование Образовательная услуга и общественное благо
Образовательная услуга и общественное благо Париж
Париж Антонимы слова- «неприятели»
Антонимы слова- «неприятели»