- Назначение, сущность и организация процесса комплектования

Содержание
- 2. Детали накапливаются в комплектовочном отделении, поступая в него из: - дефектовочного отделения, - со склада запасных
- 3. В процессе комплектования выполняют следующий комплекс работ: -накопление, учет и хранение деталей, сборочных единиц и комплектующих
- 4. В ремонтной практике применяют три способа подбора деталей в комплекты: - штучный, - групповой - смешанный.
- 5. Штучный метод применяется на мелких ремонтных предприятиях с большой номенклатурой автомобилей. Характеризуется он большими затратами времени
- 6. 2. Методы обеспечения точности сборки
- 7. Автомобили и агрегаты, собранные из отдельных деталей, хорошо работают в том случае, если каждая деталь в
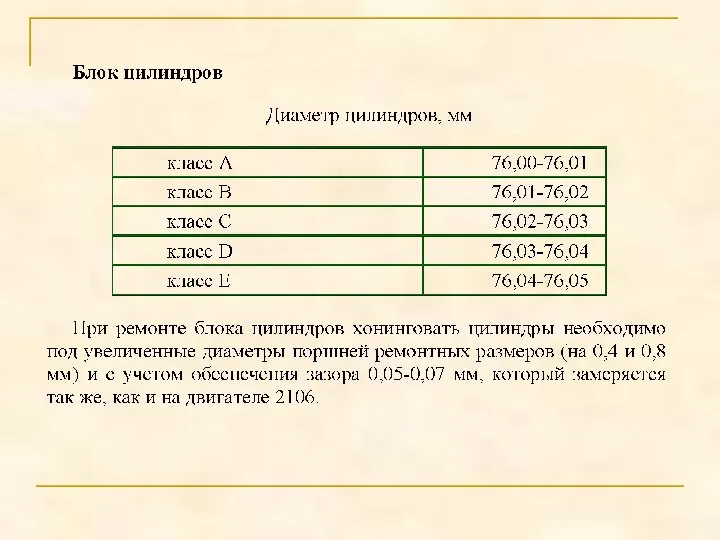
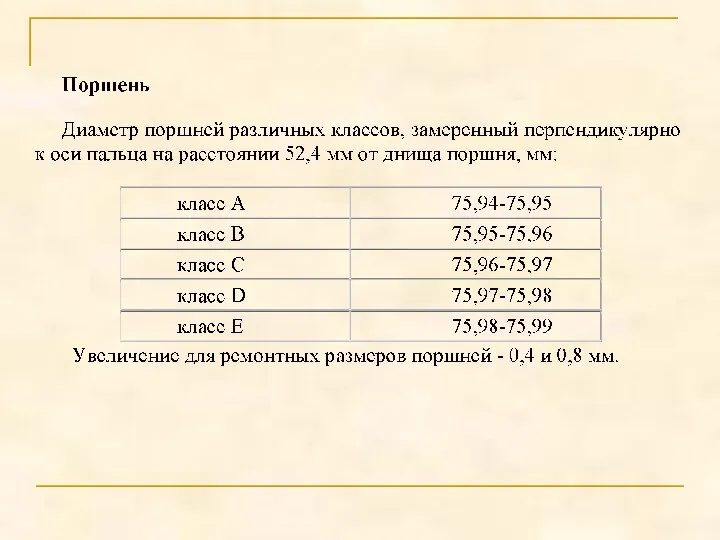
- 9. 3. Комплектование шатунно-поршневой группы
- 12. Так же, как на двигателе 2106, поршни одного двигателя не должны отличаться по массе более чем
- 16. Скачать презентацию
Слайд 2Детали накапливаются в комплектовочном отделении, поступая в него из:
- дефектовочного отделения,
-
Детали накапливаются в комплектовочном отделении, поступая в него из:
- дефектовочного отделения,
-
Слайд 3В процессе комплектования выполняют следующий комплекс работ:
-накопление, учет и хранение деталей, сборочных
В процессе комплектования выполняют следующий комплекс работ:
-накопление, учет и хранение деталей, сборочных
Слайд 4В ремонтной практике применяют три способа подбора деталей в комплекты:
- штучный,
В ремонтной практике применяют три способа подбора деталей в комплекты:
- штучный,
Слайд 5Штучный метод применяется на мелких ремонтных предприятиях с большой номенклатурой автомобилей. Характеризуется
Штучный метод применяется на мелких ремонтных предприятиях с большой номенклатурой автомобилей. Характеризуется
Слайд 62. Методы обеспечения точности сборки
2. Методы обеспечения точности сборки
Слайд 7Автомобили и агрегаты, собранные из отдельных деталей, хорошо работают в том случае,
Автомобили и агрегаты, собранные из отдельных деталей, хорошо работают в том случае,
Слайд 93. Комплектование шатунно-поршневой группы
3. Комплектование шатунно-поршневой группы
Слайд 12Так же, как на двигателе 2106, поршни одного двигателя не должны отличаться
Так же, как на двигателе 2106, поршни одного двигателя не должны отличаться
 Внутреннее строение Земли
Внутреннее строение Земли База отдыха Борвиха
База отдыха Борвиха Сегментирование рынка
Сегментирование рынка  Преступление
Преступление  Основы С++
Основы С++ В здоровом теле - здоровый дух!
В здоровом теле - здоровый дух! Основные сведения о мониторах с ЭЛТ
Основные сведения о мониторах с ЭЛТ Русская литература 18 века. Классицизм.
Русская литература 18 века. Классицизм. Изложение в 3 классе
Изложение в 3 классе Переработка отходов в рубительной машине
Переработка отходов в рубительной машине Презентация на тему Святые и химеры
Презентация на тему Святые и химеры БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ
БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ День космонавтики - 2012
День космонавтики - 2012 Примитивная группа в классе, или класс как примитивная группа
Примитивная группа в классе, или класс как примитивная группа Осциллограф ВМ8020
Осциллограф ВМ8020 НОВАЯ СЕРИЯ WM
НОВАЯ СЕРИЯ WM Бытовой подряд
Бытовой подряд Архитектура и искусство эпохи Просвещения
Архитектура и искусство эпохи Просвещения Современные образовательные технологии в начальной школе
Современные образовательные технологии в начальной школе Презентация на темум Повесть о Петре и Февронии Муромских
Презентация на темум Повесть о Петре и Февронии Муромских ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?…
ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?… Размер 56-62
Размер 56-62 "Горжусь профессией своей!"
"Горжусь профессией своей!" День школьных библиотек
День школьных библиотек Великий Багратион
Великий Багратион КЛИНИЧЕСКИЕ СУПЕРВИЗИИ
КЛИНИЧЕСКИЕ СУПЕРВИЗИИ Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах
Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс
Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс