- Оборудование сварки плавлением

Содержание
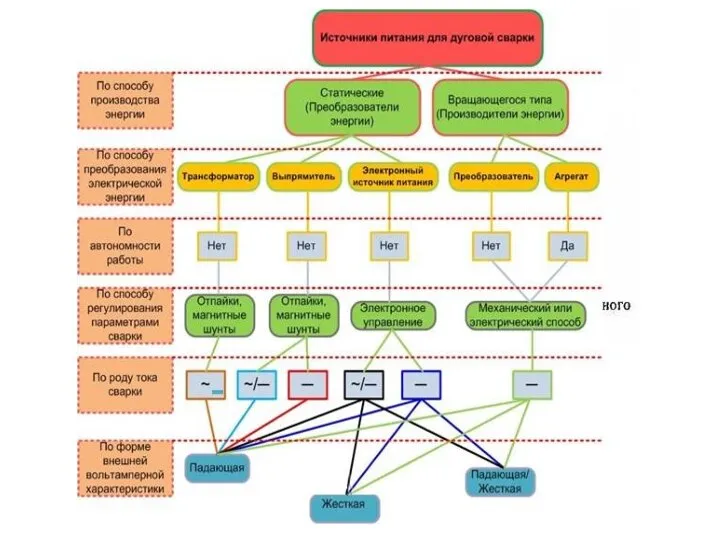
- 2. Существующие к настоящему моменту времени источники питания сварочной дуги можно классифицировать по разным признакам. По первому
- 3. По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии: путем использования трансформаторов,
- 4. Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все кроме агрегатов, т.к.
- 5. Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC), постоянный (DC) или
- 7. Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он
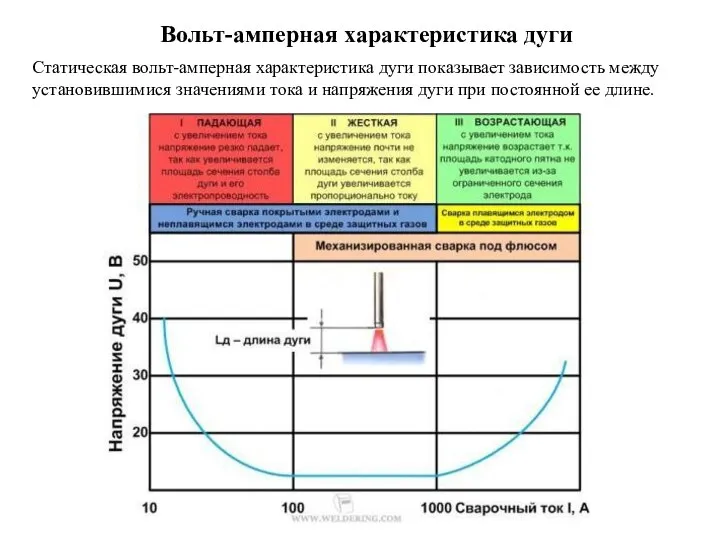
- 8. Вольт-амперная характеристика дуги Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги
- 9. Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
- 10. Основные требования к источникам питания сварочной дуги К источникам питания предъявляются следующие требования: Внешняя характеристика источника
- 11. 4. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева электрода, оплавления покрытия и
- 12. Характеристики сварочной дуги Сварочная дуга – это установившийся мощный электрический разряд в ионизированной смеси газов, паров
- 13. Носителями электричества в сварочной дуге являются электроны и ионы. Под действием электрического поля между катодом и
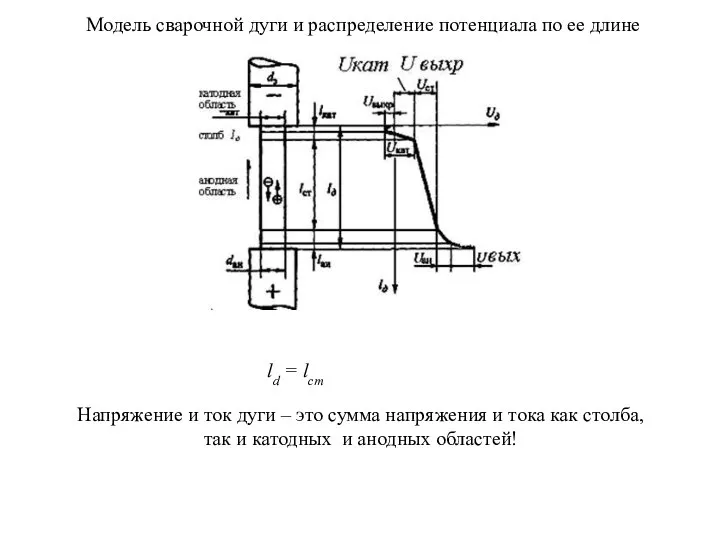
- 14. Модель сварочной дуги и распределение потенциала по ее длине ld = lст Напряжение и ток дуги
- 15. Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого
- 16. Характер переноса электродного металла в той степени, в которой зависит от источника, определяется параметрами режима, но
- 17. Принципиальная устойчивость системы «источник—дуга» Дуговой разряд называется устойчивым, если он существует непрерывно в течение длительного времени
- 18. Устойчивость при значительных возмущениях При дуговой сварке наиболее значительными возмущениями являются колебания длины дуги. Чем больше
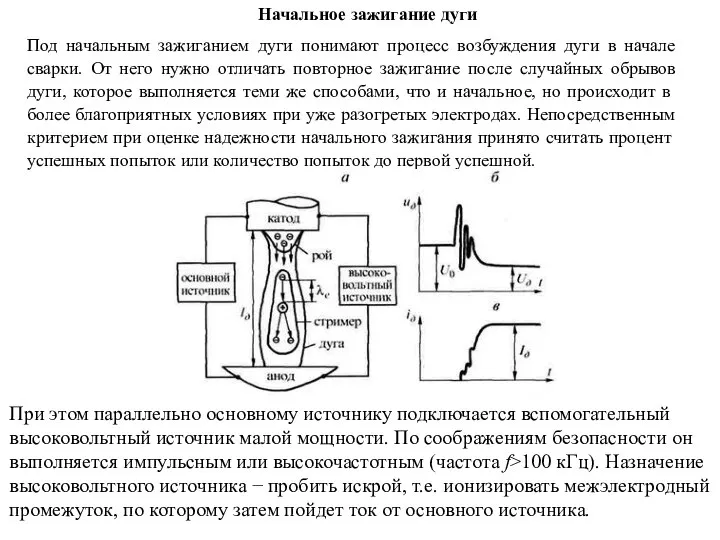
- 19. Начальное зажигание дуги Под начальным зажиганием дуги понимают процесс возбуждения дуги в начале сварки. От него
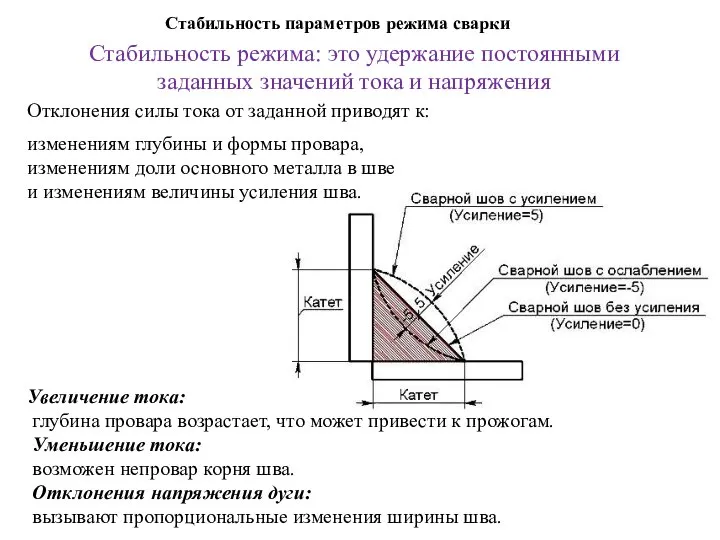
- 20. Стабильность режима: это удержание постоянными заданных значений тока и напряжения Отклонения силы тока от заданной приводят
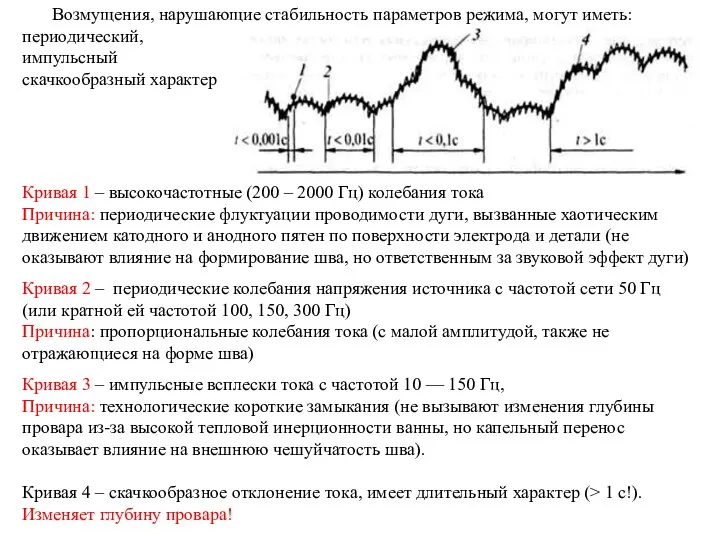
- 21. Возмущения, нарушающие стабильность параметров режима, могут иметь: периодический, импульсный скачкообразный характер Кривая 1 – высокочастотные (200
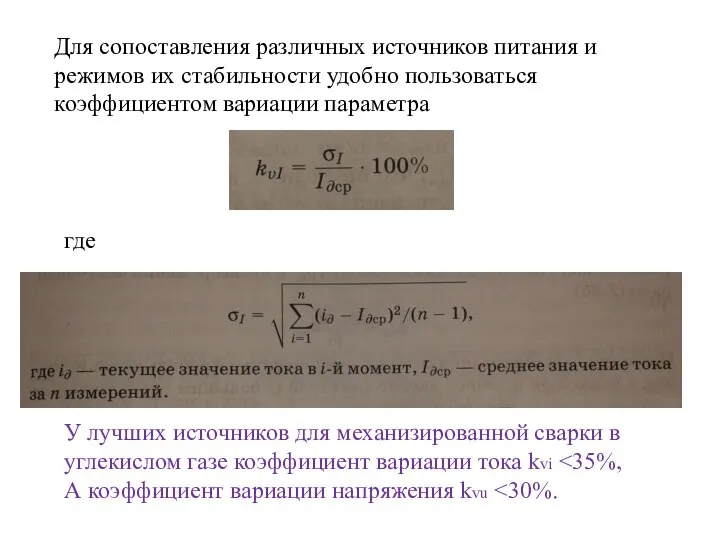
- 22. Для сопоставления различных источников питания и режимов их стабильности удобно пользоваться коэффициентом вариации параметра У лучших
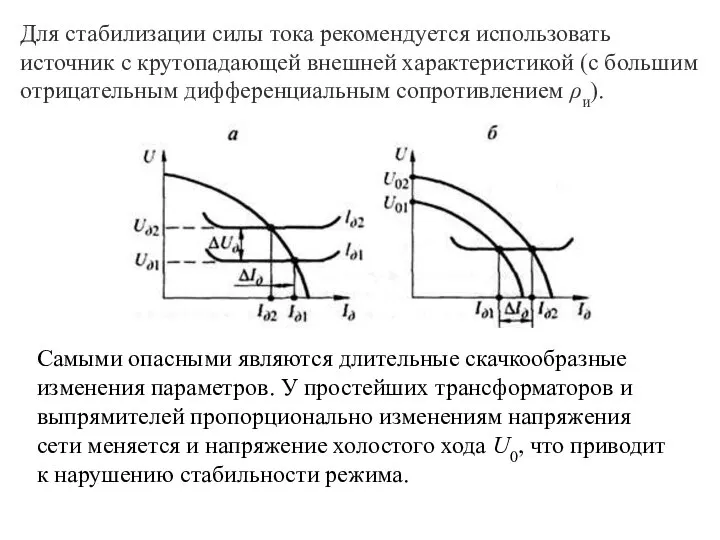
- 23. Для стабилизации силы тока рекомендуется использовать источник с крутопадающей внешней характеристикой (с большим отрицательным дифференциальным сопротивлением
- 24. Устойчивость процесса сварки во многом зависит от динамических свойств источников питания дуги. Динамические свойства определяются временем
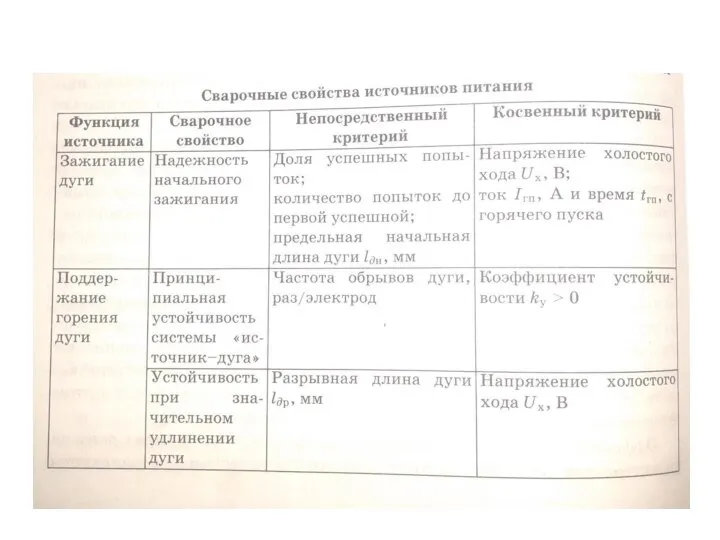
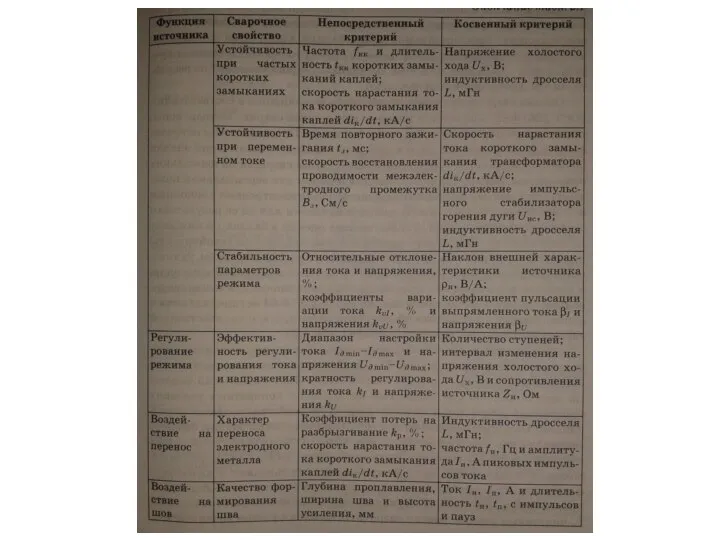
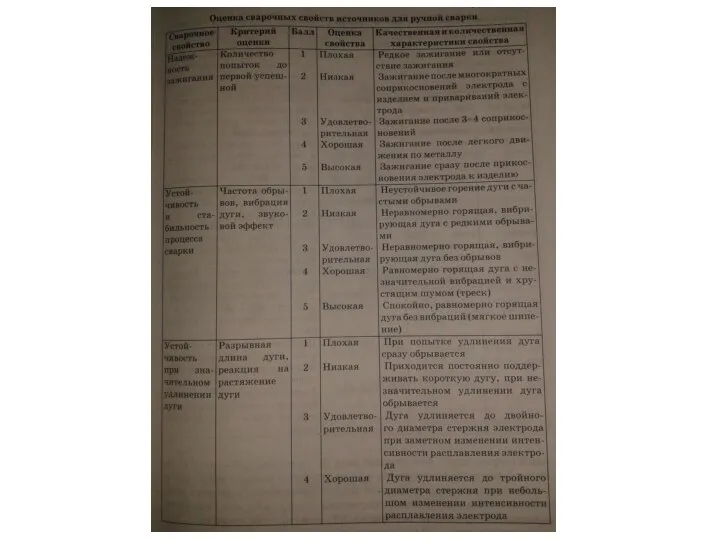
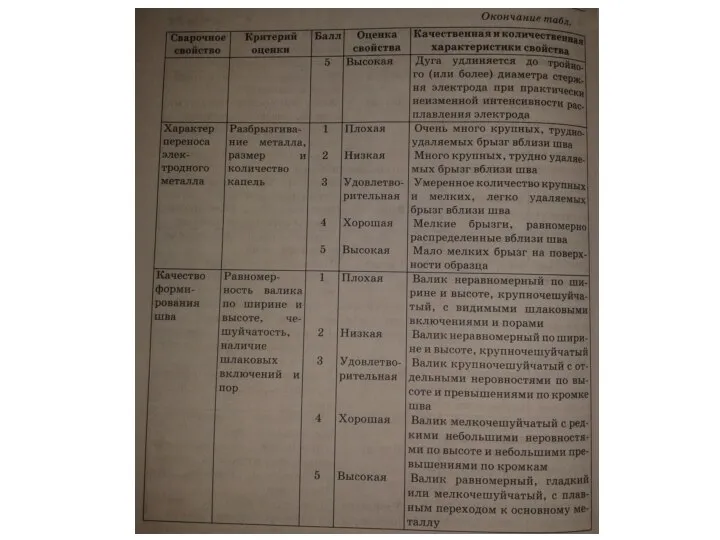
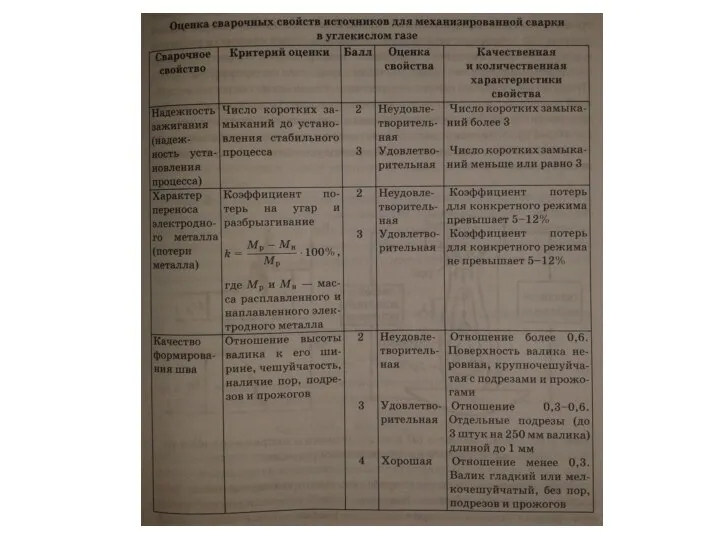
- 25. Критерии оценки сварочных свойств могут быть прямыми и косвенными. Прямые: по количественным и качественным характеристикам дуги
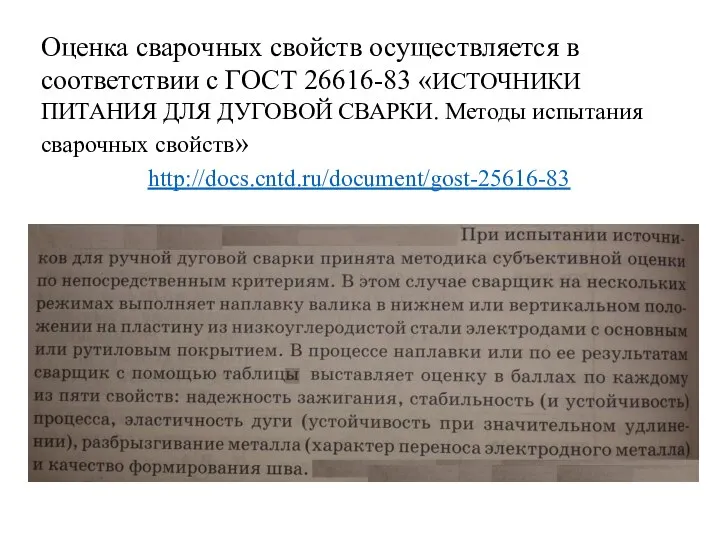
- 28. http://docs.cntd.ru/document/gost-25616-83 Оценка сварочных свойств осуществляется в соответствии с ГОСТ 26616-83 «ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ. Методы
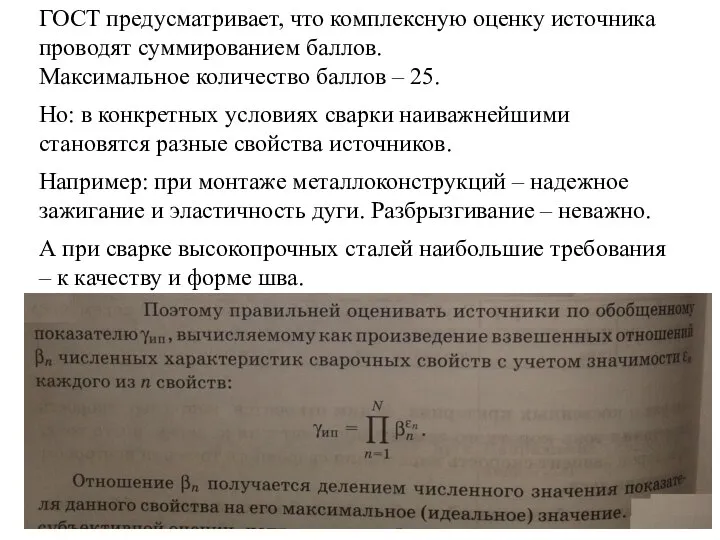
- 29. ГОСТ предусматривает, что комплексную оценку источника проводят суммированием баллов. Максимальное количество баллов – 25. Но: в
- 33. НАЧАЛЬНОЕ ЗАЖИГАНИЕ ДУГИ Это - процесс возбуждения дуги в начале сварки. (От него нужно отличать повторное
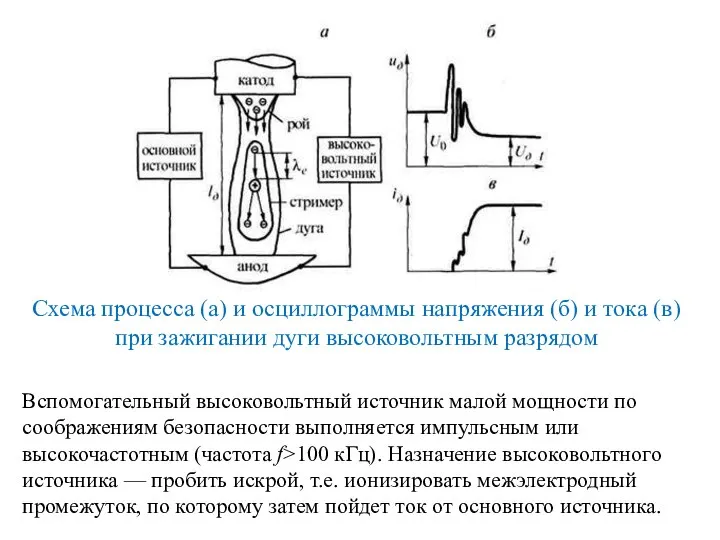
- 34. Схема процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании дуги высоковольтным разрядом Вспомогательный
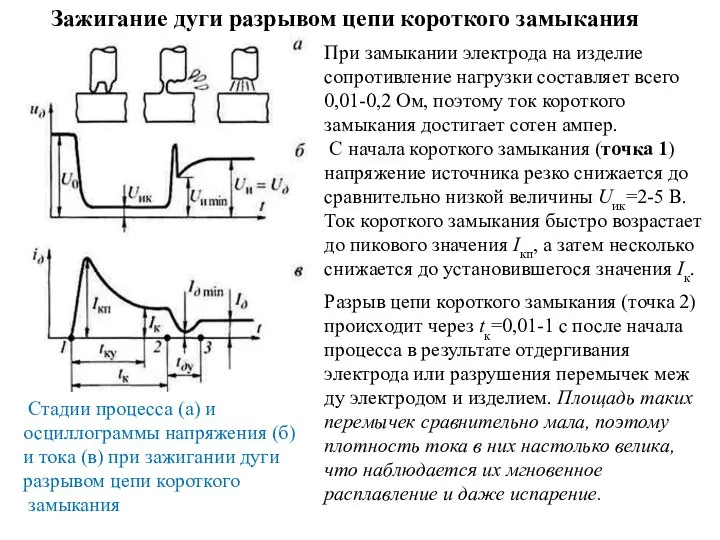
- 35. Стадии процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании дуги разрывом цепи короткого
- 36. После разрыва цепи короткого замыкания с момента 2 наступает стадия развития дугового разряда. Напряжение источника быстро
- 37. На второй стадии важно, чтобы напряжение источника было достаточным для питания дуги (Uи≥Uд). У малоинерционных источников,
- 38. Из перечисленных характеристик переходного процесса в качестве косвенного критерия для оценки надежности зажигания выбрано Uи min.
- 39. Принципиальная устойчивость системы «источник—дуга» Дуговой разряд называется устойчивым, если он существует непрерывно в течение длительного времени
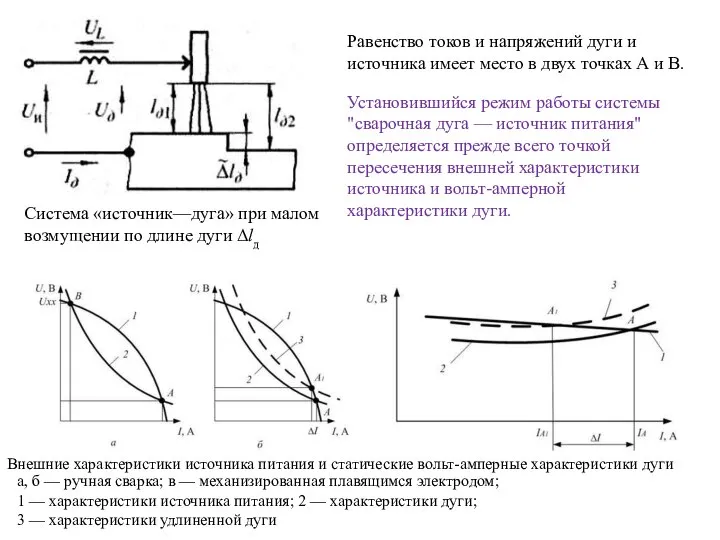
- 40. Система «источник—дуга» при малом возмущении по длине дуги Δlд Внешние характеристики источника питания и статические вольт-амперные
- 41. Однако только точка А соответствует устойчивому горению дуги; в точке В дуга гореть устойчиво не будет.
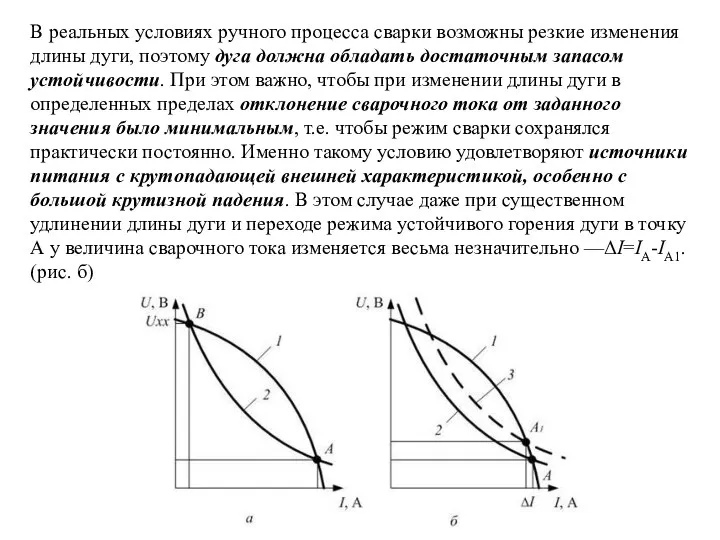
- 42. В реальных условиях ручного процесса сварки возможны резкие изменения длины дуги, поэтому дуга должна обладать достаточным
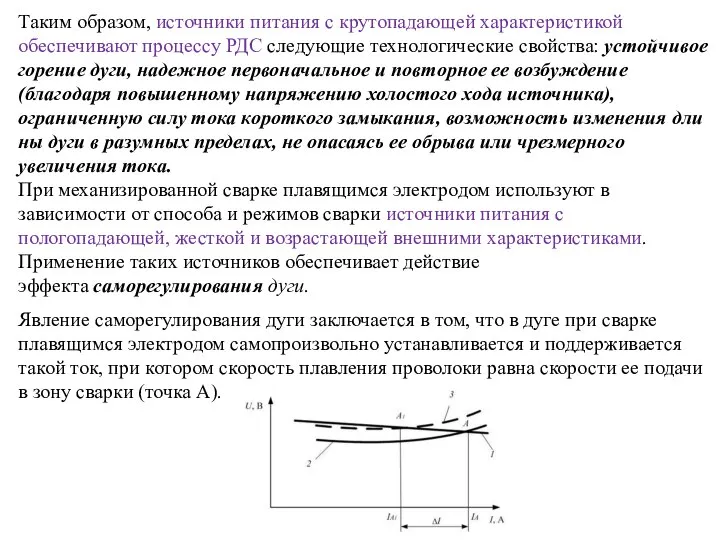
- 43. Таким образом, источники питания с крутопадающей характеристикой обеспечивают процессу РДС следующие технологические свойства: устойчивое горение дуги,
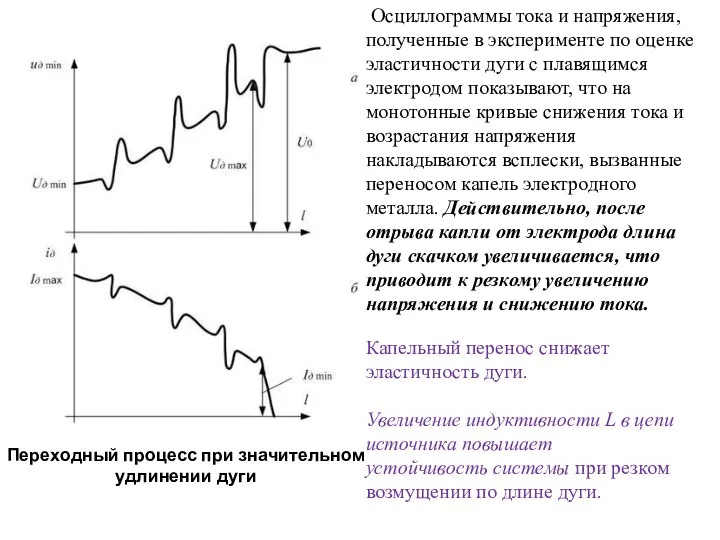
- 44. Переходный процесс при значительном удлинении дуги Осциллограммы тока и напряжения, полученные в эксперименте по оценке эластичности
- 45. Колебания напряжения сети являются другим возмущающим воздействием, оказывающим влияние на устойчивость. У некоторых источников (трансформаторов и
- 46. Процесс переноса капли с коротким замыканием (а) и осциллограммы напряжения и тока дуги при естественном (б,
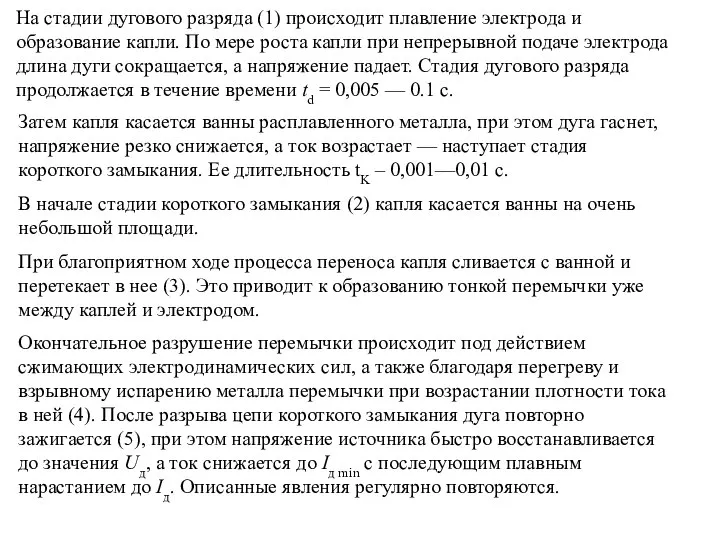
- 47. На стадии дугового разряда (1) происходит плавление электрода и образование капли. По мере роста капли при
- 48. Условием технологической устойчивости процесса с естественными короткими замыканиями следует считать регулярную смену стадий дугового разряда и
- 49. Для увеличения пикового значения тока короткого замыкания следует увеличивать напряжение холостого хода U0 источника и снижать
- 50. Увеличение индуктивности L способствует: снижению разбрызгивания, надежному повторному зажиганию дуги, слиянию капли с ванной, но препятствует
- 52. Принцип обратной связи. Суть этого принципа заключается в том, что на любом этапе деятельности полученный результат
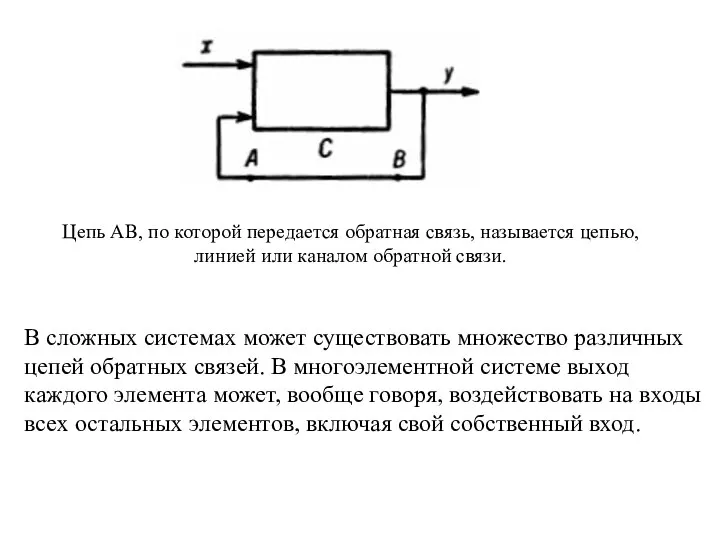
- 53. Цепь AB, по которой передается обратная связь, называется цепью, линией или каналом обратной связи. В сложных
- 54. Конец 1-й части
- 55. 2-я часть лекции
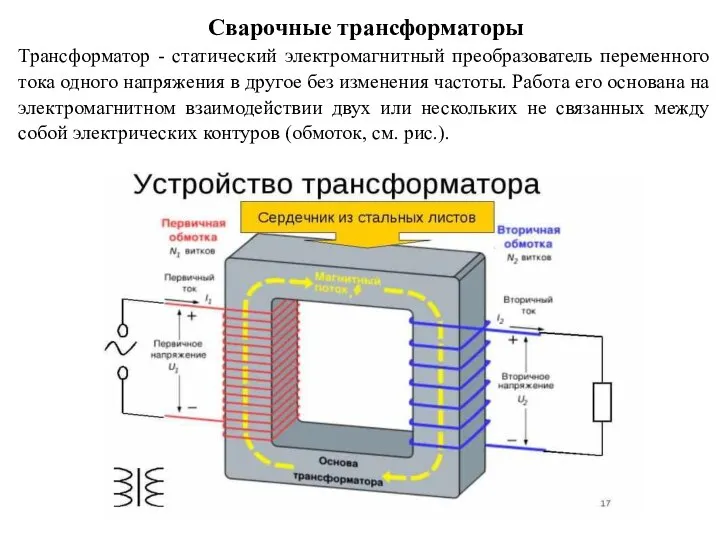
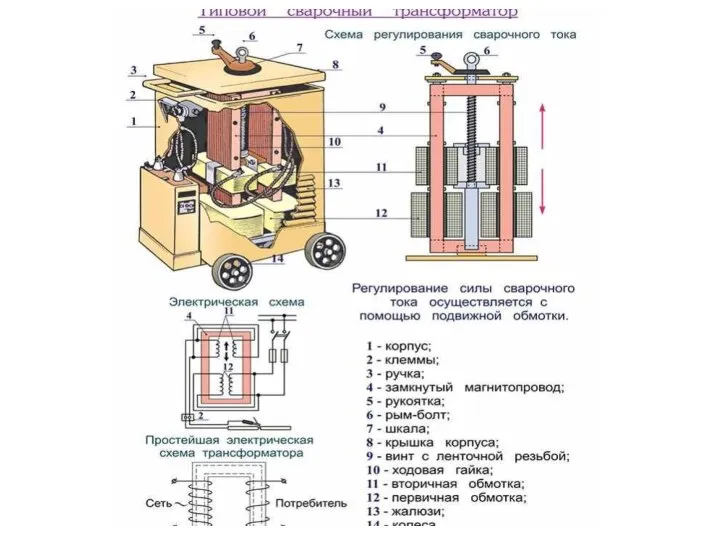
- 56. Сварочные трансформаторы Трансформатор - статический электромагнитный преобразователь переменного тока одного напряжения в другое без изменения частоты.
- 59. Сварочный выпрямитель Сварка на постоянном токе имеет целый ряд преимуществ по сравнению с аналогичным процессом на
- 63. Сварочные генераторы Термин «сварочный генератор» применяют к устройству особого типа, успешно сочетающему в своей конструкции генератор
- 64. Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей внешней характеристикой (генераторы ГСО
- 65. Сварочные преобразователи
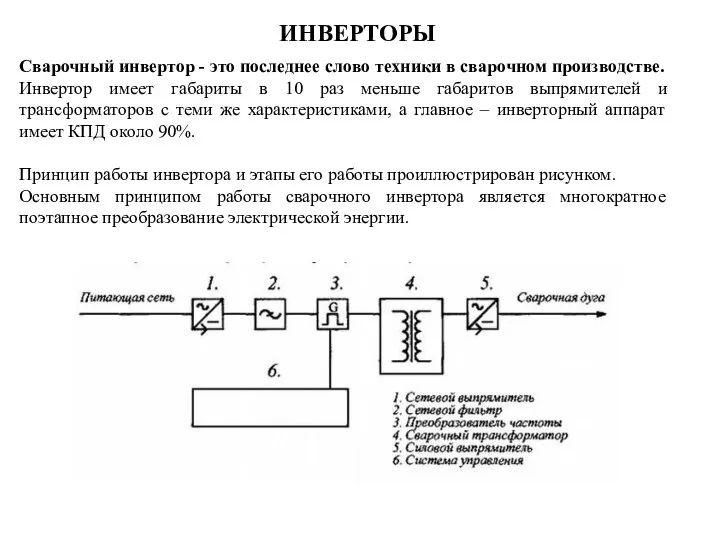
- 67. ИНВЕРТОРЫ Сварочный инвертор - это последнее слово техники в сварочном производстве. Инвертор имеет габариты в 10
- 68. Преимущества: 1. Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но
- 69. Создание инверторов стало возможным благодаря созданиюТРАНЗИСТОРОВ. (Выпрямители работают на диодах и тиристорах, инверторы – на транзисторах)
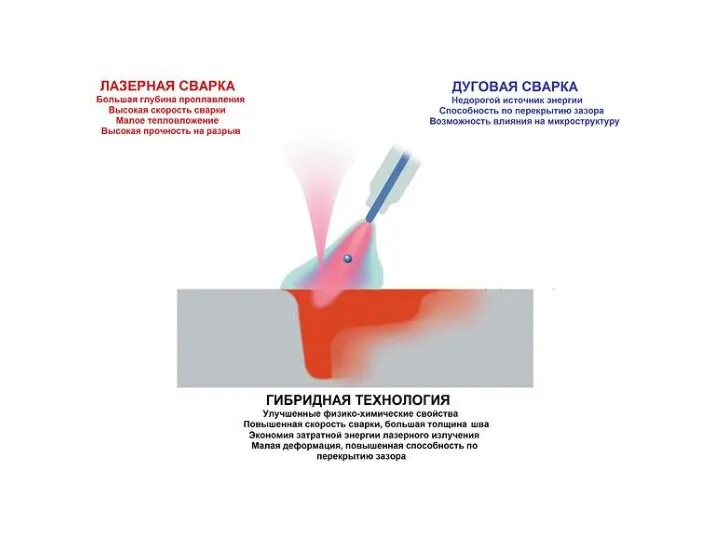
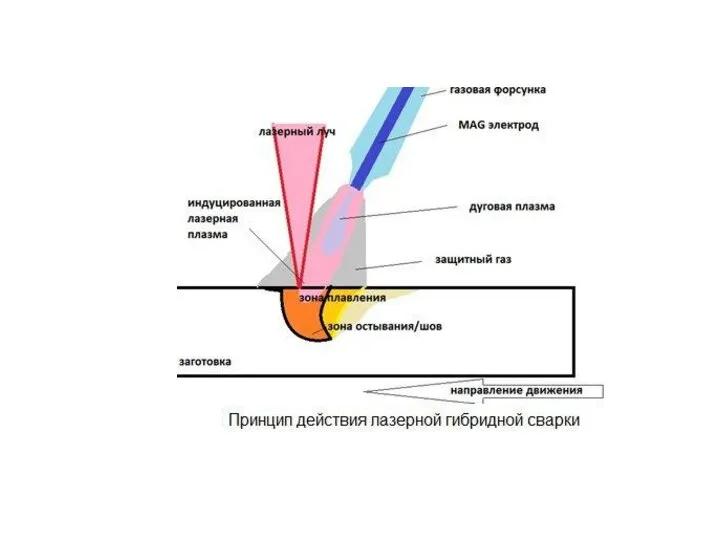
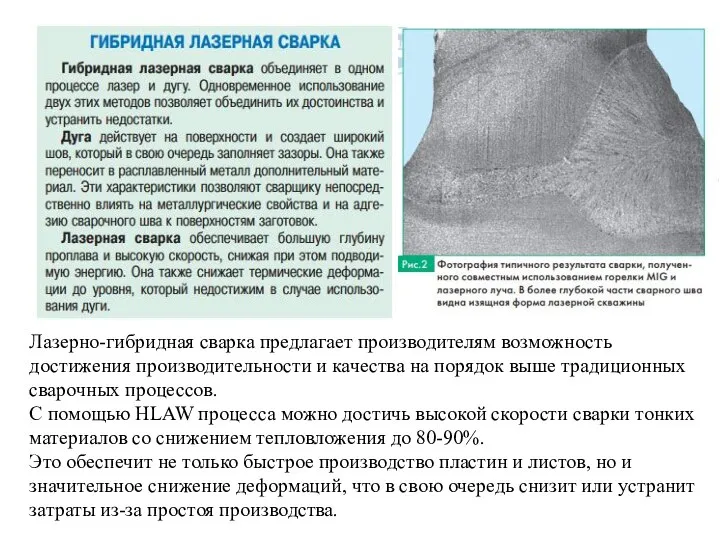
- 70. День завтрашний – за гибридной сваркой!
- 73. Лазерно-гибридная сварка предлагает производителям возможность достижения производительности и качества на порядок выше традиционных сварочных процессов. С
- 74. http://www.photonics.su/files/article_pdf/2/article_2540_55.pdf
- 76. Скачать презентацию
Слайд 2Существующие к настоящему моменту времени источники питания сварочной дуги можно классифицировать по
Существующие к настоящему моменту времени источники питания сварочной дуги можно классифицировать по
Слайд 3По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии:
путем использования
По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии:
путем использования
Слайд 4Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все
Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все
Слайд 5Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC),
Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC),
Слайд 7Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и

Слайд 8Вольт-амперная характеристика дуги
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями
Вольт-амперная характеристика дуги
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями
Слайд 9Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть
Слайд 10Основные требования к источникам питания сварочной дуги
К источникам питания предъявляются следующие требования:
Внешняя
Основные требования к источникам питания сварочной дуги
К источникам питания предъявляются следующие требования:
Внешняя
Слайд 114. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева
4. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева
Слайд 12Характеристики сварочной дуги
Сварочная дуга – это установившийся мощный электрический разряд в ионизированной
Характеристики сварочной дуги
Сварочная дуга – это установившийся мощный электрический разряд в ионизированной

Слайд 13
Носителями электричества в сварочной дуге являются электроны и ионы.
Под действием
Носителями электричества в сварочной дуге являются электроны и ионы.
Под действием
Слайд 14Модель сварочной дуги и распределение потенциала по ее длине
ld = lст
Напряжение и ток дуги
Модель сварочной дуги и распределение потенциала по ее длине
ld = lст
Напряжение и ток дуги
Слайд 15Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от
Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от
Слайд 16Характер переноса электродного металла в той степени, в которой зависит от источника,
Характер переноса электродного металла в той степени, в которой зависит от источника,
Слайд 17Принципиальная устойчивость системы «источник—дуга»
Дуговой разряд называется устойчивым, если он существует непрерывно в
Принципиальная устойчивость системы «источник—дуга»
Дуговой разряд называется устойчивым, если он существует непрерывно в
Слайд 18Устойчивость при значительных возмущениях
При дуговой сварке наиболее значительными возмущениями являются колебания
Устойчивость при значительных возмущениях
При дуговой сварке наиболее значительными возмущениями являются колебания
Слайд 19Начальное зажигание дуги
Под начальным зажиганием дуги понимают процесс возбуждения дуги в начале
Начальное зажигание дуги
Под начальным зажиганием дуги понимают процесс возбуждения дуги в начале
Слайд 20Стабильность режима: это удержание постоянными заданных значений тока и напряжения
Отклонения силы тока
Стабильность режима: это удержание постоянными заданных значений тока и напряжения
Отклонения силы тока
Слайд 21Возмущения, нарушающие стабильность параметров режима, могут иметь:
периодический,
импульсный
скачкообразный характер
Кривая 1 –
Возмущения, нарушающие стабильность параметров режима, могут иметь:
периодический,
импульсный
скачкообразный характер
Кривая 1 –
Слайд 22Для сопоставления различных источников питания и режимов их стабильности удобно пользоваться коэффициентом
Для сопоставления различных источников питания и режимов их стабильности удобно пользоваться коэффициентом
Слайд 23Для стабилизации силы тока рекомендуется использовать источник с крутопадающей внешней характеристикой (с
Для стабилизации силы тока рекомендуется использовать источник с крутопадающей внешней характеристикой (с
Слайд 24Устойчивость процесса сварки во многом зависит от динамических свойств источников питания дуги.
Устойчивость процесса сварки во многом зависит от динамических свойств источников питания дуги.

Слайд 25Критерии оценки сварочных свойств могут быть прямыми и косвенными.
Прямые: по количественным и
Критерии оценки сварочных свойств могут быть прямыми и косвенными.
Прямые: по количественным и
Слайд 28http://docs.cntd.ru/document/gost-25616-83
Оценка сварочных свойств осуществляется в соответствии с ГОСТ 26616-83 «ИСТОЧНИКИ ПИТАНИЯ ДЛЯ
Оценка сварочных свойств осуществляется в соответствии с ГОСТ 26616-83 «ИСТОЧНИКИ ПИТАНИЯ ДЛЯ
Слайд 29ГОСТ предусматривает, что комплексную оценку источника проводят суммированием баллов.
Максимальное количество баллов –
ГОСТ предусматривает, что комплексную оценку источника проводят суммированием баллов.
Максимальное количество баллов –
Слайд 33НАЧАЛЬНОЕ ЗАЖИГАНИЕ ДУГИ
Это - процесс возбуждения дуги в начале сварки.
(От него
НАЧАЛЬНОЕ ЗАЖИГАНИЕ ДУГИ
Это - процесс возбуждения дуги в начале сварки.
(От него
Слайд 34Схема процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании
Схема процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании
Слайд 35 Стадии процесса (а) и
осциллограммы напряжения (б)
и тока (в) при зажигании
Стадии процесса (а) и
осциллограммы напряжения (б)
и тока (в) при зажигании
Слайд 36После разрыва цепи короткого замыкания с момента 2 наступает стадия развития дугового
После разрыва цепи короткого замыкания с момента 2 наступает стадия развития дугового
Слайд 37На второй стадии важно, чтобы напряжение источника было достаточным для питания дуги
На второй стадии важно, чтобы напряжение источника было достаточным для питания дуги
Слайд 38Из перечисленных характеристик переходного процесса в качестве косвенного критерия для оценки надежности зажигания выбрано Uи min.
Из перечисленных характеристик переходного процесса в качестве косвенного критерия для оценки надежности зажигания выбрано Uи min.
Слайд 39Принципиальная устойчивость системы «источник—дуга»
Дуговой разряд называется устойчивым, если он существует непрерывно в
Принципиальная устойчивость системы «источник—дуга»
Дуговой разряд называется устойчивым, если он существует непрерывно в
Слайд 40Система «источник—дуга» при малом возмущении по длине дуги Δlд
Внешние характеристики источника питания
Система «источник—дуга» при малом возмущении по длине дуги Δlд
Внешние характеристики источника питания
Слайд 41Однако только точка А соответствует устойчивому горению дуги; в точке В дуга
Однако только точка А соответствует устойчивому горению дуги; в точке В дуга
Слайд 42В реальных условиях ручного процесса сварки возможны резкие изменения длины дуги, поэтому
В реальных условиях ручного процесса сварки возможны резкие изменения длины дуги, поэтому
Слайд 43Таким образом, источники питания с крутопадающей характеристикой обеспечивают процессу РДС следующие технологические
Таким образом, источники питания с крутопадающей характеристикой обеспечивают процессу РДС следующие технологические
Слайд 44Переходный процесс при значительном удлинении дуги
Осциллограммы тока и напряжения, полученные в эксперименте
Переходный процесс при значительном удлинении дуги
Осциллограммы тока и напряжения, полученные в эксперименте
Слайд 45Колебания напряжения сети являются другим возмущающим воздействием, оказывающим влияние на устойчивость.
У
Колебания напряжения сети являются другим возмущающим воздействием, оказывающим влияние на устойчивость.
У
Слайд 46Процесс переноса капли с коротким замыканием (а) и осциллограммы напряжения и тока
Процесс переноса капли с коротким замыканием (а) и осциллограммы напряжения и тока
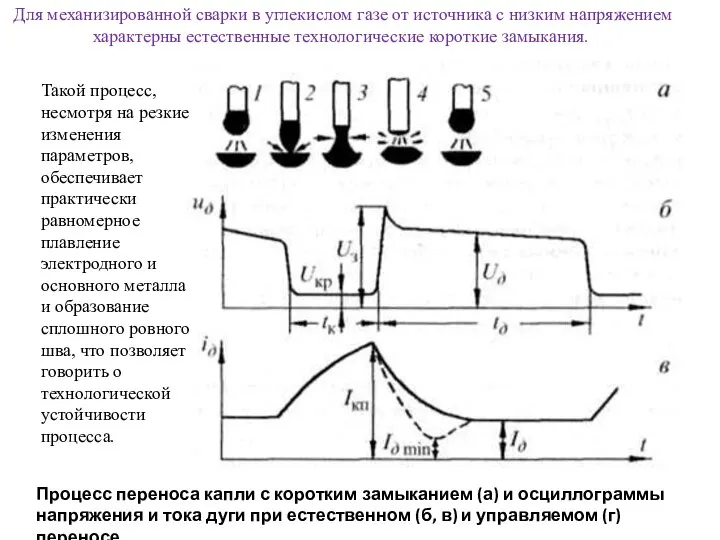
Слайд 47На стадии дугового разряда (1) происходит плавление электрода и образование капли. По
На стадии дугового разряда (1) происходит плавление электрода и образование капли. По
Слайд 48Условием технологической устойчивости процесса с естественными короткими замыканиями следует считать регулярную смену
Условием технологической устойчивости процесса с естественными короткими замыканиями следует считать регулярную смену
Слайд 49Для увеличения пикового значения тока короткого замыкания следует увеличивать напряжение холостого хода U0 источника
Слайд 50Увеличение индуктивности L способствует:
снижению разбрызгивания,
надежному повторному зажиганию дуги,
слиянию капли с ванной,
но препятствует
Увеличение индуктивности L способствует:
снижению разбрызгивания,
надежному повторному зажиганию дуги,
слиянию капли с ванной,
но препятствует

Слайд 52Принцип обратной связи. Суть этого принципа заключается в том, что на любом этапе деятельности
Принцип обратной связи. Суть этого принципа заключается в том, что на любом этапе деятельности
Слайд 53Цепь AB, по которой передается обратная связь, называется цепью, линией или каналом
Цепь AB, по которой передается обратная связь, называется цепью, линией или каналом
Слайд 54Конец 1-й части
Конец 1-й части

Слайд 552-я часть лекции
2-я часть лекции

Слайд 56Сварочные трансформаторы
Трансформатор - статический электромагнитный преобразователь переменного тока одного напряжения в другое
Сварочные трансформаторы
Трансформатор - статический электромагнитный преобразователь переменного тока одного напряжения в другое

Слайд 59Сварочный выпрямитель
Сварка на постоянном токе имеет целый ряд преимуществ по сравнению с
Сварочный выпрямитель
Сварка на постоянном токе имеет целый ряд преимуществ по сравнению с


Слайд 63Сварочные генераторы
Термин «сварочный генератор» применяют к устройству особого типа, успешно сочетающему в своей конструкции
Сварочные генераторы
Термин «сварочный генератор» применяют к устройству особого типа, успешно сочетающему в своей конструкции

Слайд 64Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей
Слайд 65Сварочные преобразователи
Сварочные преобразователи


Слайд 67ИНВЕРТОРЫ
Сварочный инвертор - это последнее слово техники в сварочном производстве. Инвертор имеет
ИНВЕРТОРЫ
Сварочный инвертор - это последнее слово техники в сварочном производстве. Инвертор имеет
Слайд 68Преимущества:
1. Небольшие габариты и масса делают аппарат очень удобным для применения в
Преимущества:
1. Небольшие габариты и масса делают аппарат очень удобным для применения в
Слайд 69Создание инверторов стало возможным благодаря созданиюТРАНЗИСТОРОВ.
(Выпрямители работают на диодах и тиристорах,
инверторы
Создание инверторов стало возможным благодаря созданиюТРАНЗИСТОРОВ.
(Выпрямители работают на диодах и тиристорах,
инверторы

Слайд 70День завтрашний – за гибридной сваркой!
День завтрашний – за гибридной сваркой!

Слайд 73Лазерно-гибридная сварка предлагает производителям возможность достижения производительности и качества на порядок выше
Лазерно-гибридная сварка предлагает производителям возможность достижения производительности и качества на порядок выше
Слайд 74http://www.photonics.su/files/article_pdf/2/article_2540_55.pdf
http://www.photonics.su/files/article_pdf/2/article_2540_55.pdf
 План расширения программы ОЗТ
План расширения программы ОЗТ Использование ИТ в проектировании предметно-пространственной среды Руководители: Шишко С.М. Баженова О.Д.
Использование ИТ в проектировании предметно-пространственной среды Руководители: Шишко С.М. Баженова О.Д. Sieben Fliegen blieben liegen Sieben Fliegen fliegen weg!
Sieben Fliegen blieben liegen Sieben Fliegen fliegen weg! Презентация на тему Виды информационных технологий
Презентация на тему Виды информационных технологий Центральная Россия
Центральная Россия  Подвиги в годы Виликой Отечественной Войны
Подвиги в годы Виликой Отечественной Войны Пасхальные традиции
Пасхальные традиции Бейджи. Раскладка
Бейджи. Раскладка ТЕХНИЧЕСКАЯ ДИАГНОСТИКА АВТОМОБИЛЕЙ
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА АВТОМОБИЛЕЙ Память о Холокосте – путь к толерантности
Память о Холокосте – путь к толерантности Математика в природе
Математика в природе 7кл технические открытия
7кл технические открытия Коммуникативные универсальные учебные действия
Коммуникативные универсальные учебные действия Презентация на тему Учебный план основного общего образования как один из основных механизмов реализации основной образовательн
Презентация на тему Учебный план основного общего образования как один из основных механизмов реализации основной образовательн Итоги реализации КПМО в Шелаболихинском районе: эффекты,проблемы, перспективы
Итоги реализации КПМО в Шелаболихинском районе: эффекты,проблемы, перспективы Прощание с первым классом
Прощание с первым классом Антигитлеровская коалиция и итоги Второй мировой войны
Антигитлеровская коалиция и итоги Второй мировой войны Японская экономическая модель: содержание и направления развития
Японская экономическая модель: содержание и направления развития ОБУЧЕНИЕ И ПЕРЕОБУЧЕНИЕ В УСЛОВИЯХ КРИЗИСА
ОБУЧЕНИЕ И ПЕРЕОБУЧЕНИЕ В УСЛОВИЯХ КРИЗИСА Господь, любви Твоей свет сияет, Горит огнём среди тьмы и мрака, Иисус, свет мира, сияет над нами Истинным словом освобождая Сияй над
Господь, любви Твоей свет сияет, Горит огнём среди тьмы и мрака, Иисус, свет мира, сияет над нами Истинным словом освобождая Сияй над АНАЛИЗ МНОГОЗНАЧНОСТЕЙВ ЕСТЕСТВЕННО-ЯЗЫКОВЫХ ТЕКСТАХ
АНАЛИЗ МНОГОЗНАЧНОСТЕЙВ ЕСТЕСТВЕННО-ЯЗЫКОВЫХ ТЕКСТАХ Черная металлургия мира
Черная металлургия мира Концепция благоустройства города Полевской
Концепция благоустройства города Полевской Сечения
Сечения Запах веществ
Запах веществ Подводим итоги Фестиваля проектов - 2012
Подводим итоги Фестиваля проектов - 2012 Коммерческое предложение
Коммерческое предложение Новоюласинская средняя школа…
Новоюласинская средняя школа…