- Обработка фрезерованием

Содержание
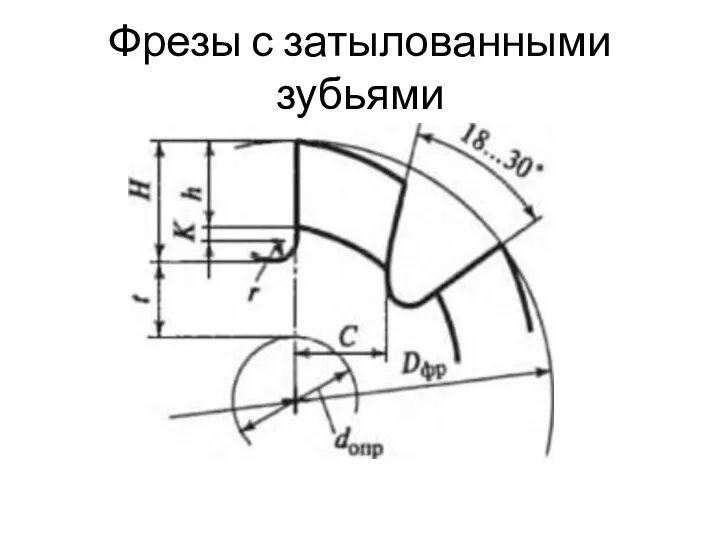
- 2. Фрезы с затылованными зубьями
- 3. Фрезы перетачиваются по передней поверхности так какзадняя ограничена кривой затылования. (Архимедова или Логарифмическая спираль). Чаще используется
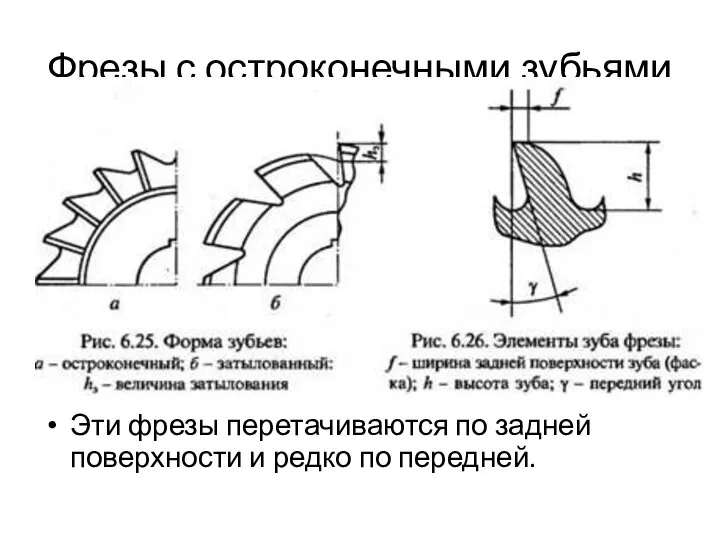
- 4. Фрезы с остроконечными зубьями Эти фрезы перетачиваются по задней поверхности и редко по передней.
- 5. 3 вида: Трапецеидальная форма зуба- легки в изготовлении, но имеют малую прочность зуба. Параболическая форма зуба
- 6. С двойной спинкой зуба – имеет высокую прочность и несложна в изготовлении, т.к. прямолинейные участки, образующие
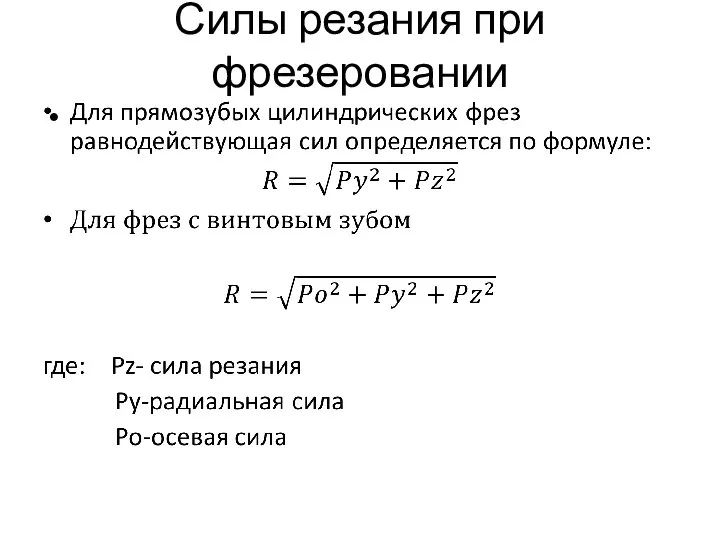
- 7. Силы резания при фрезеровании
- 8. Торцевое фрезерование Основную работу резания выполняют боковые зубья, торцовые зубья лишь защищают обработанную поверхность. Фрезы, работающие
- 9. Расчёт режимов резания Обработка конической фрезой Если нет ограниченной по конфигурации детали, то для обработки используют
- 10. Материал режущей части – стр 267(таб 19) Стойкость –стр 194 (таб 1) Твердость –стр 154 Подача
- 11. Стандартные значения диаметра и числа зубьев концевых фрез Для обработки пазов Для обработки плоскостей
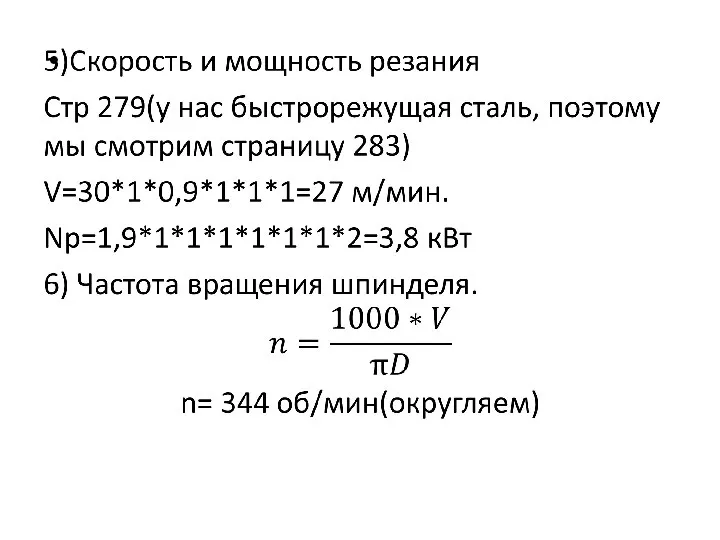
- 12. Задача №1 На станке с ПУ производится черновое фрезерование паза b=25 мм, l=72 мм, h=8 мм.
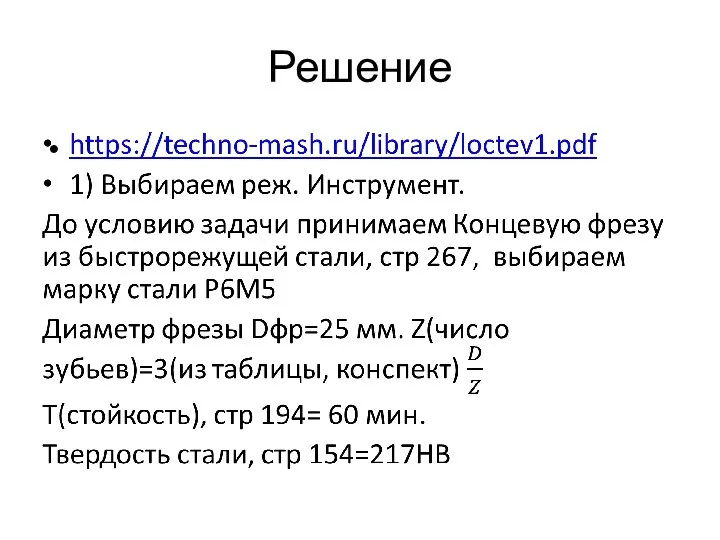
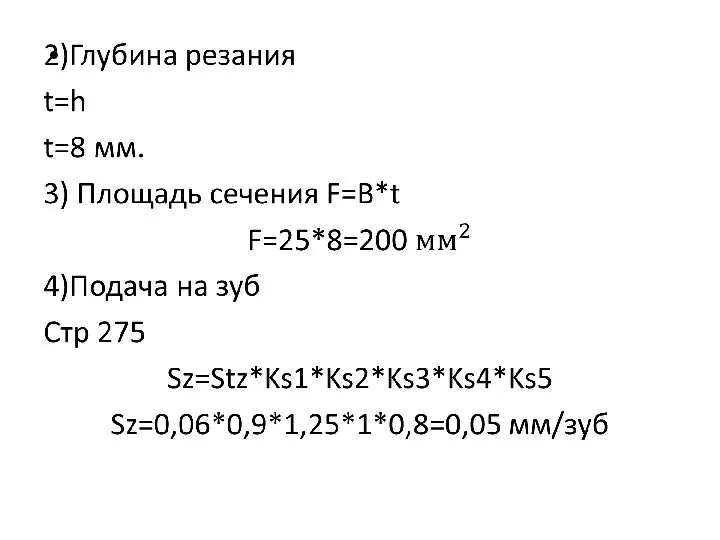
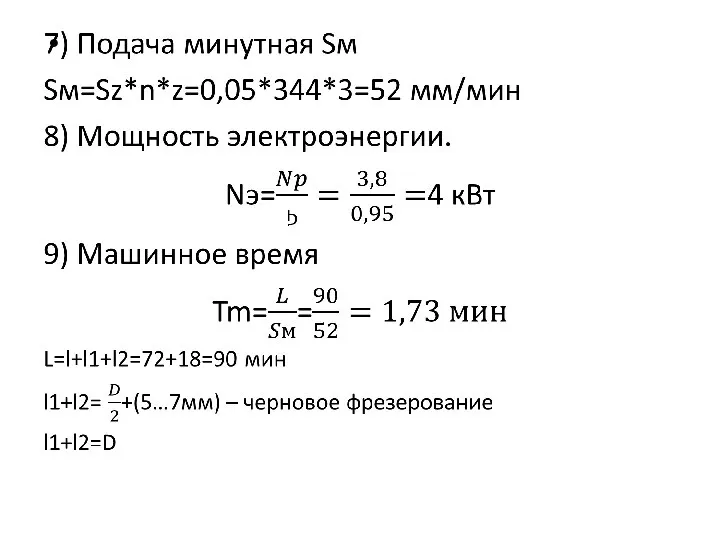
- 13. Решение
- 18. Скачать презентацию
Слайд 3Фрезы перетачиваются по передней поверхности так какзадняя ограничена кривой затылования. (Архимедова или
Фрезы перетачиваются по передней поверхности так какзадняя ограничена кривой затылования. (Архимедова или
Слайд 4Фрезы с остроконечными зубьями
Эти фрезы перетачиваются по задней поверхности и редко по
Фрезы с остроконечными зубьями
Эти фрезы перетачиваются по задней поверхности и редко по
Слайд 53 вида:
Трапецеидальная форма зуба- легки в изготовлении, но имеют малую прочность зуба.
Параболическая
3 вида:
Трапецеидальная форма зуба- легки в изготовлении, но имеют малую прочность зуба.
Параболическая
Слайд 6С двойной спинкой зуба – имеет высокую прочность и несложна в изготовлении,
С двойной спинкой зуба – имеет высокую прочность и несложна в изготовлении,
Слайд 7Силы резания при фрезеровании
Силы резания при фрезеровании
Слайд 8Торцевое фрезерование
Основную работу резания выполняют боковые зубья, торцовые зубья лишь защищают обработанную
Торцевое фрезерование
Основную работу резания выполняют боковые зубья, торцовые зубья лишь защищают обработанную
Слайд 9Расчёт режимов резания
Обработка конической фрезой
Если нет ограниченной по конфигурации детали, то для
Расчёт режимов резания
Обработка конической фрезой
Если нет ограниченной по конфигурации детали, то для
Слайд 10Материал режущей части – стр 267(таб 19)
Стойкость –стр 194 (таб 1)
Твердость –стр
Материал режущей части – стр 267(таб 19)
Стойкость –стр 194 (таб 1)
Твердость –стр
Слайд 11Стандартные значения диаметра и числа зубьев концевых фрез
Для обработки пазов
Для обработки плоскостей
Стандартные значения диаметра и числа зубьев концевых фрез
Для обработки пазов
Для обработки плоскостей

Слайд 12Задача №1
На станке с ПУ производится черновое фрезерование паза b=25 мм, l=72
Задача №1
На станке с ПУ производится черновое фрезерование паза b=25 мм, l=72
Слайд 13Решение
Решение
 Игра с рисками
Игра с рисками Презентация на тему СЕВЕРНАЯ КОРЕЯ (КОРЕЙСКАЯ НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА)
Презентация на тему СЕВЕРНАЯ КОРЕЯ (КОРЕЙСКАЯ НАРОДНО-ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА)  Механизмы памяти
Механизмы памяти moiseeva_prezentatsia_mchp
moiseeva_prezentatsia_mchp Чудеса природы
Чудеса природы Презентация на тему Награждения в годы Великой Отечественной войны
Презентация на тему Награждения в годы Великой Отечественной войны Презентация на тему Новый год
Презентация на тему Новый год ООО«ИНТЕРМАСС»
ООО«ИНТЕРМАСС» Эволюция человека
Эволюция человека 12 ДЕКАБРЯ
12 ДЕКАБРЯ Броски в прыжке. Борьба за отскок, добивание
Броски в прыжке. Борьба за отскок, добивание The rolling roll
The rolling roll Название доклада
Название доклада Кризис полупроводников
Кризис полупроводников Управление проектами под ключ (инфраструктурное строительство)
Управление проектами под ключ (инфраструктурное строительство) Актуальные правовые аспекты синдицированного кредитования
Актуальные правовые аспекты синдицированного кредитования Глава шестаяЗаконы денежного обращения
Глава шестаяЗаконы денежного обращения 大卫不可以
大卫不可以 Звягинцева ТИ_ВР_ПрезентацияВКР
Звягинцева ТИ_ВР_ПрезентацияВКР Депозит. Условия депозита
Депозит. Условия депозита Презентация по английскому Национальная библиотека Испании
Презентация по английскому Национальная библиотека Испании  УЧР вводная лекция
УЧР вводная лекция Прогерия
Прогерия Классическая 3-х этапная системная модель Г. Саймона принятия решений. Достоинства и недостатки. Тема 3
Классическая 3-х этапная системная модель Г. Саймона принятия решений. Достоинства и недостатки. Тема 3 Не бывает прав без обязанностей. Сказочная викторина
Не бывает прав без обязанностей. Сказочная викторина Презентация на тему Законы Ньютона Силы в природе Законы сокращения
Презентация на тему Законы Ньютона Силы в природе Законы сокращения  Применение мезенхимальных клеток костного мозга в травматологии и ортопедии
Применение мезенхимальных клеток костного мозга в травматологии и ортопедии Профессия – «Кассир»
Профессия – «Кассир»