- Организация вспомогательных цехов и служб предприятия. Лекция 5

Содержание
- 2. Лекция 5 «Организация вспомогательных цехов и служб предприятия»
- 3. Содержание лекции 5: Содержание и задачи организации технического обслуживания производства. Принципиальная схема системы обслуживания производства. Организация
- 4. Содержание лекции 5: 5. Методика определения межремонтного цикла, годового объёма ремонтных работ и численности ремонтных работников.
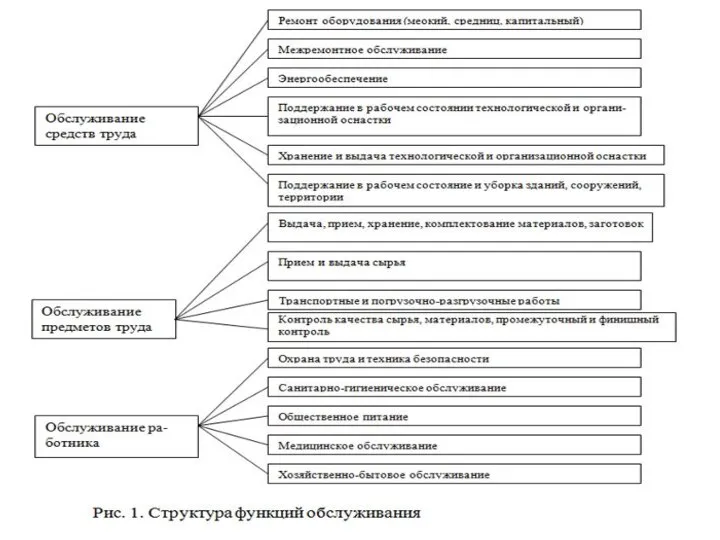
- 5. 1. Содержание и задачи организации технического обслуживания производства
- 8. Техническое обслуживание производства включает функции по обеспечению технического состояния (готовности) средств производства и движения предметов труда
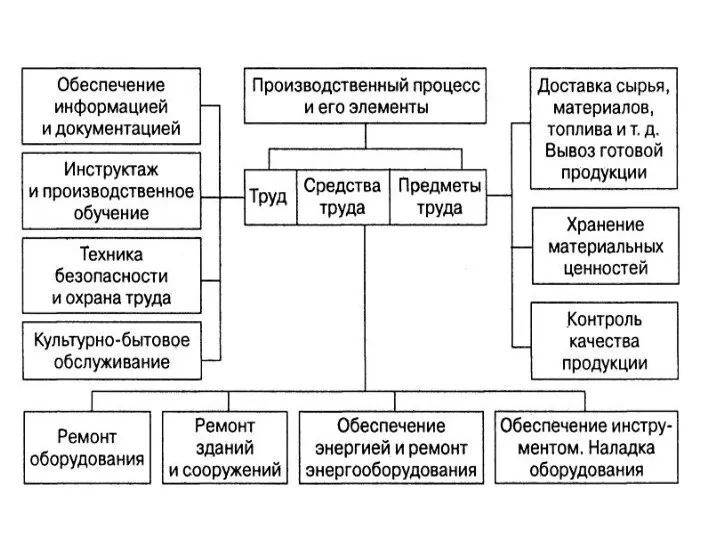
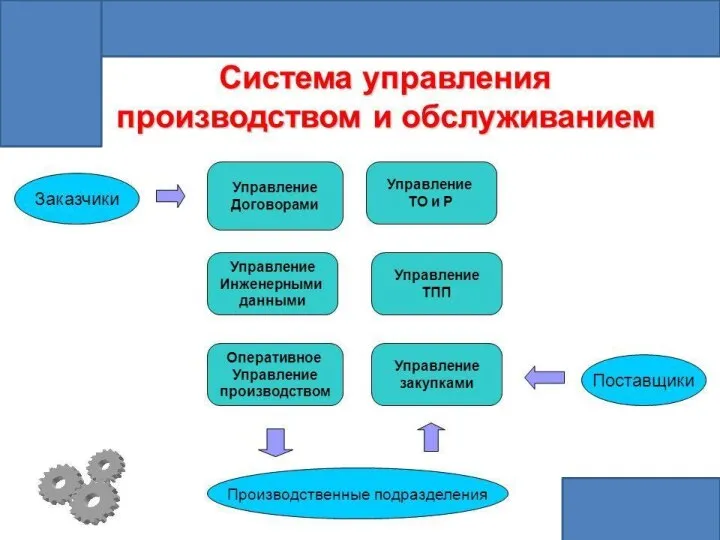
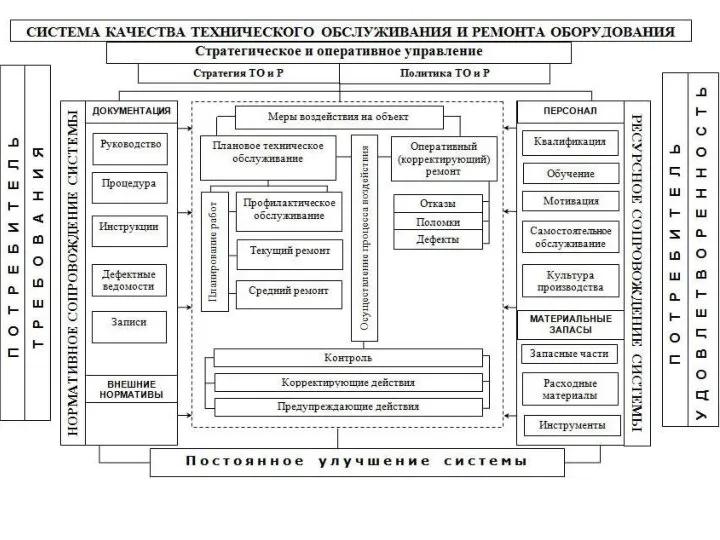
- 10. 2. Принципиальная схема системы обслуживания производства
- 12. 3. Организация инструментального и ремонтного хозяйства.
- 13. Инструментальное хозяйство на предприятии включает производственные звенья (участки, цехи) по изготовлению инструментов, складские и комплектующие подразделения
- 15. 4. Прогрессивные формы и методы ремонта оборудования.
- 16. Методы выполнения ремонтных работ многообразны: узловой; последовательно-узловой; «против потока».
- 17. Узловой метод заключается в замене изношенных узлов агрегата запасными, ранее изготовленными или отремонтированными. При этом время
- 21. 5. Методика определения межремонтного цикла, годового объёма ремонтных работ и численности ремонтных работников
- 22. Межремонтным периодом называется период работы оборудования между двумя очередными плановыми ремонтами. Межосмотровым периодом называется период работ
- 23. Длительность межремонтного периода рассчитывается по формуле где Пс и Пт - соответственно число средних и текущих
- 24. Длительность межосмотрового периода для станков определяется по формуле де По - число осмотров в течение межремонтного
- 25. 6. Тенденции развития технического обслуживания производства
- 26. В последние годы наблюдается тенденция к индустриализации ряда функций обслуживания производства, т. е. к их централизации
- 28. Скачать презентацию
Слайд 3Содержание лекции 5:
Содержание и задачи организации технического обслуживания производства.
Принципиальная схема системы обслуживания
Содержание лекции 5:
Содержание и задачи организации технического обслуживания производства.
Принципиальная схема системы обслуживания
Слайд 4Содержание лекции 5:
5. Методика определения межремонтного цикла, годового объёма ремонтных работ и
Содержание лекции 5:
5. Методика определения межремонтного цикла, годового объёма ремонтных работ и
Слайд 51. Содержание и задачи организации технического обслуживания производства
1. Содержание и задачи организации технического обслуживания производства

Слайд 8Техническое обслуживание производства включает функции по обеспечению технического состояния (готовности) средств производства
Техническое обслуживание производства включает функции по обеспечению технического состояния (готовности) средств производства
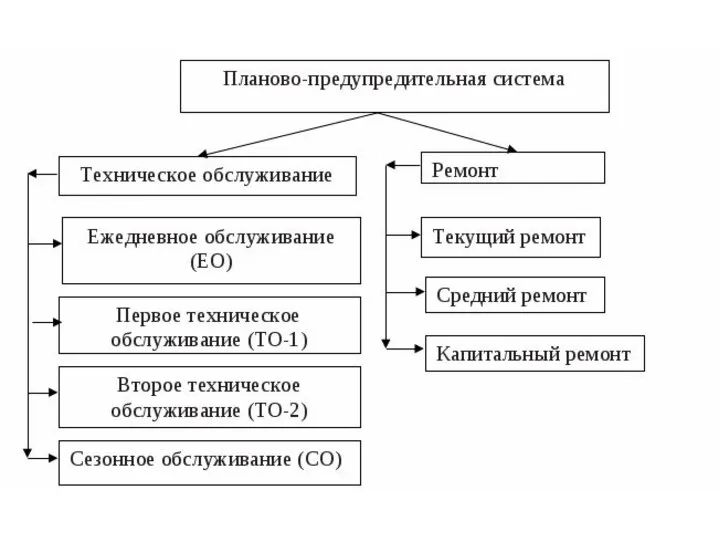
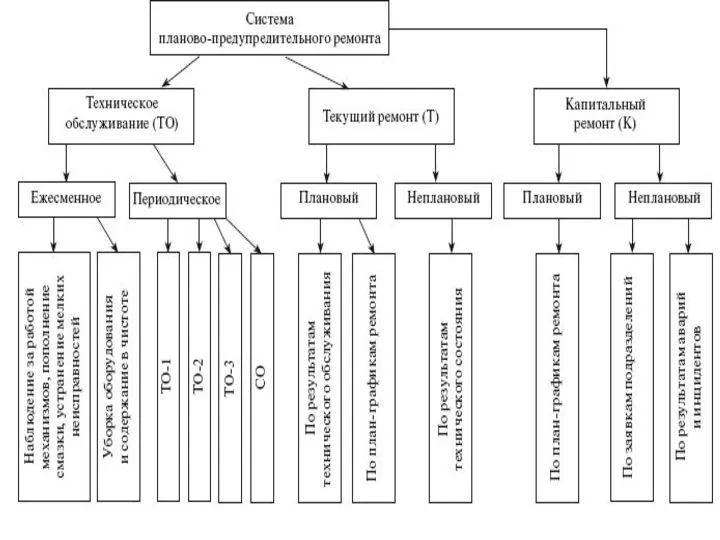
Слайд 102. Принципиальная схема системы обслуживания производства
2. Принципиальная схема системы обслуживания производства
Слайд 123. Организация инструментального и ремонтного хозяйства.
3. Организация инструментального и ремонтного хозяйства.
Слайд 13Инструментальное хозяйство на предприятии включает производственные звенья (участки, цехи) по изготовлению инструментов,
Инструментальное хозяйство на предприятии включает производственные звенья (участки, цехи) по изготовлению инструментов,

Слайд 154. Прогрессивные формы и методы ремонта оборудования.
4. Прогрессивные формы и методы ремонта оборудования.
Слайд 16Методы выполнения ремонтных работ многообразны:
узловой;
последовательно-узловой;
«против потока».
Методы выполнения ремонтных работ многообразны:
узловой;
последовательно-узловой;
«против потока».
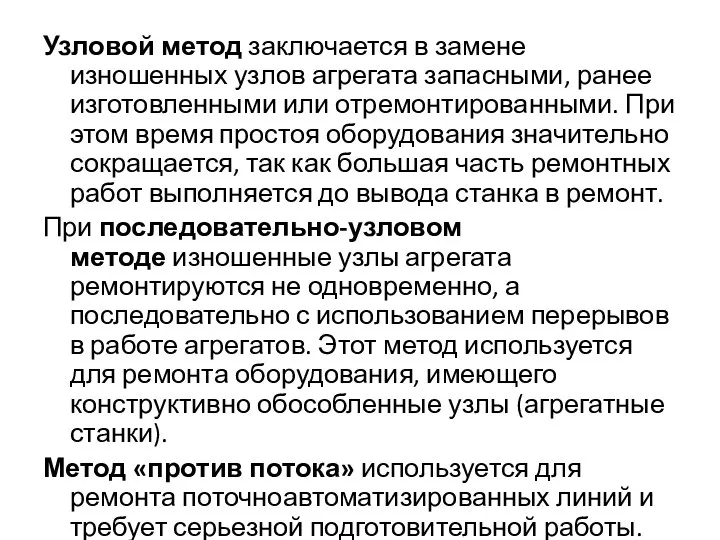
Слайд 17Узловой метод заключается в замене изношенных узлов агрегата запасными, ранее изготовленными или отремонтированными.
Узловой метод заключается в замене изношенных узлов агрегата запасными, ранее изготовленными или отремонтированными.
Слайд 215. Методика определения межремонтного цикла, годового объёма ремонтных работ и численности ремонтных
5. Методика определения межремонтного цикла, годового объёма ремонтных работ и численности ремонтных
Слайд 22Межремонтным периодом называется период работы оборудования между двумя очередными плановыми ремонтами.
Межосмотровым периодом
Межремонтным периодом называется период работы оборудования между двумя очередными плановыми ремонтами.
Межосмотровым периодом
Слайд 23Длительность межремонтного периода рассчитывается по формуле
где Пс и Пт - соответственно число
Длительность межремонтного периода рассчитывается по формуле
где Пс и Пт - соответственно число
Слайд 24Длительность межосмотрового периода для станков определяется по формуле
де По - число осмотров
Длительность межосмотрового периода для станков определяется по формуле
де По - число осмотров
Слайд 256. Тенденции развития технического обслуживания производства
6. Тенденции развития технического обслуживания производства
Слайд 26В последние годы наблюдается тенденция к индустриализации ряда функций обслуживания производства, т.
В последние годы наблюдается тенденция к индустриализации ряда функций обслуживания производства, т.
 ОАО Туймазинский мясокомбинат
ОАО Туймазинский мясокомбинат Новая форма ГИА
Новая форма ГИА Права и обязанности в Конституции России
Права и обязанности в Конституции России Изделия в технике канзаши и в технике холодного фарфора
Изделия в технике канзаши и в технике холодного фарфора это надо скинуть шкарину
это надо скинуть шкарину Презентация на тему Изобразительное искусство в семье пластических искусств
Презентация на тему Изобразительное искусство в семье пластических искусств  Методы контроля при занятии физической культурой
Методы контроля при занятии физической культурой Основы религиозных культур и светской этики.
Основы религиозных культур и светской этики. Фотоаппарат. СРС
Фотоаппарат. СРС Проектирование электронного контента: основные принципы электронные курсы банк тестов
Проектирование электронного контента: основные принципы электронные курсы банк тестов ФОРЕКС - производный финансовый инструмент, в основе которого лежит обязательство компании-маркетмейкера выплатить клиенту разни
ФОРЕКС - производный финансовый инструмент, в основе которого лежит обязательство компании-маркетмейкера выплатить клиенту разни The role of the service industry in the modern Economy
The role of the service industry in the modern Economy  Интернет-проект «Забытый памятник незабытой войны»
Интернет-проект «Забытый памятник незабытой войны» Генерация идей для создания успешных проектов
Генерация идей для создания успешных проектов Сетевые технологии: терминология, устройства
Сетевые технологии: терминология, устройства Полисахариды
Полисахариды Обрушение смыслов: как вернуть себе желание жить после большой потери?
Обрушение смыслов: как вернуть себе желание жить после большой потери? Модели реализации межшкольными учебными комбинатами профориентационной работы со школьниками в рамках сетевого взаимодействия
Модели реализации межшкольными учебными комбинатами профориентационной работы со школьниками в рамках сетевого взаимодействия 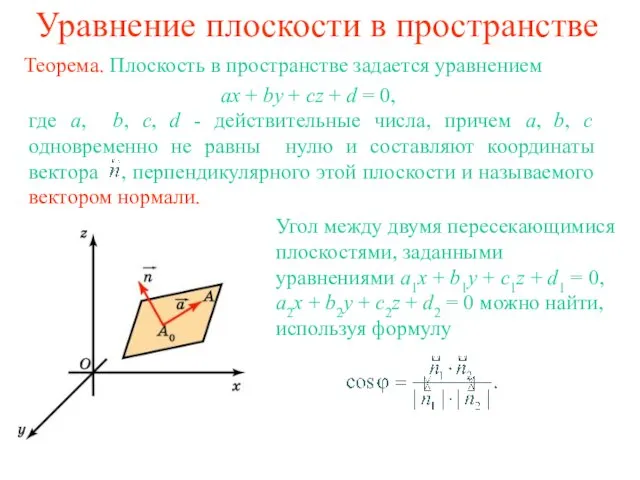 Уравнение плоскости в пространстве
Уравнение плоскости в пространстве Политика. Повторение. 9 класс
Политика. Повторение. 9 класс Технология контроля поверхностного слоя песчано-глинистой литейной формы
Технология контроля поверхностного слоя песчано-глинистой литейной формы В мире «кривых». Работа Яковлевой Яны 10b 2009 г.
В мире «кривых». Работа Яковлевой Яны 10b 2009 г. Оптические приборы. Глаз
Оптические приборы. Глаз Математические модели и оптимальные процессы в макросистемах (термодинамика и экономика)
Математические модели и оптимальные процессы в макросистемах (термодинамика и экономика) От А до К
От А до К 7. Презентация 2 этап (пример)
7. Презентация 2 этап (пример) Этюд простой архитектурной постройки сельского типа
Этюд простой архитектурной постройки сельского типа Расследование преступлений, совершенных организованными преступными группами
Расследование преступлений, совершенных организованными преступными группами