Особенности квалификации сварочных процедур при строительстве узла подготовки газа к транспорту КС "Портовая" СЕГ
- Особенности квалификации сварочных процедур при строительстве узла подготовки газа к транспорту КС "Портовая" СЕГ

Содержание
- 2. Узел подготовки газа к транспорту КС "Портовая" СЕГ Рабочее давление – 9,8 МПа Диаметр трубной обвязки
- 3. Узел подготовки газа к транспорту КС "Портовая" СЕГ Заказчик проекта – ООО «Газпром инвест Запад». Проектная
- 4. Нормативный документ для строительства УПГТ КС "Портовая" СЕГ Технологическая инструкция по сварке и неразрушающему контролю обвязочных
- 5. Зарубежная нормативно – техническая документация по сварке и НК ASME B31.3 – 2002. Система технологических трубопроводов;
- 6. Отечественная нормативно – техническая документация по сварке и НК СТО Газпром 2–2.2–136–2007. Инструкция по технологиям сварки
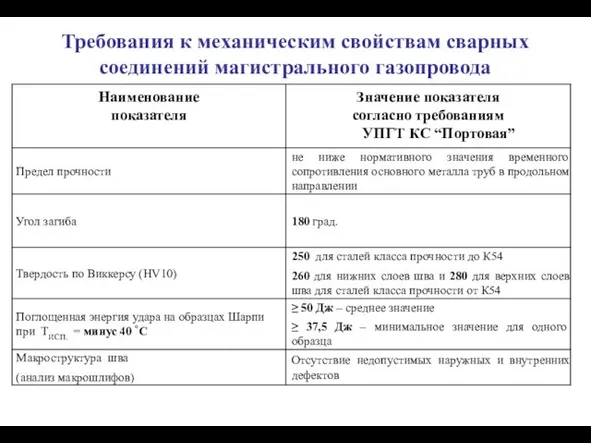
- 7. Требования к механическим свойствам сварных соединений магистрального газопровода
- 8. Требования к механическим свойствам сварных соединений магистрального газопровода обеспечение высокого значения ударной вязкости при температуре испытаний
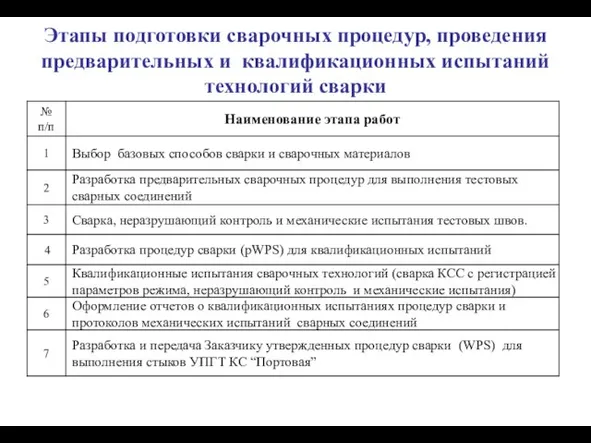
- 9. Этапы подготовки сварочных процедур, проведения предварительных и квалификационных испытаний технологий сварки
- 10. Перечень предлагаемых технологий сварки РАД – ручная аргонодуговая сварка. Применялась для сварки стыков диаметром до 114,3
- 11. Перечень рекомендованных сварочных материалов для труб из низкоуглеродистых сталей
- 12. Перечень рекомендованных сварочных материалов для труб из нержавеющих сталей
- 13. Предварительные испытания Ручная дуговая сварка. Свариваемые материалы: сталь A 671 CC 70 cl. 22 Послесварочная термическая
- 14. Предварительные испытания
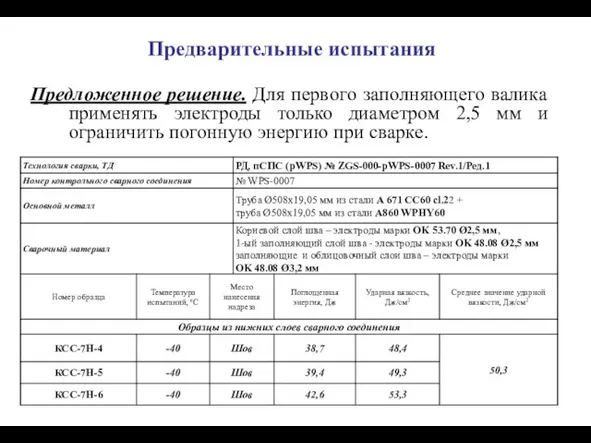
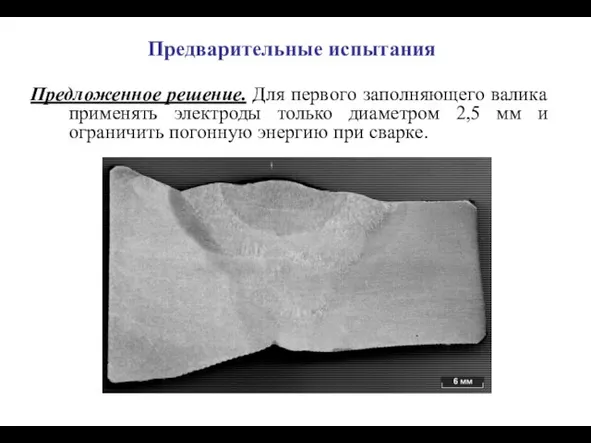
- 15. Предварительные испытания Предложенное решение. Для первого заполняющего валика применять электроды только диаметром 2,5 мм и ограничить
- 16. Предварительные испытания Предложенное решение. Для первого заполняющего валика применять электроды только диаметром 2,5 мм и ограничить
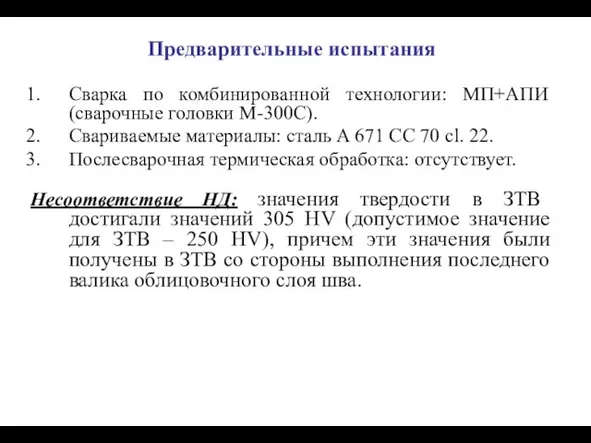
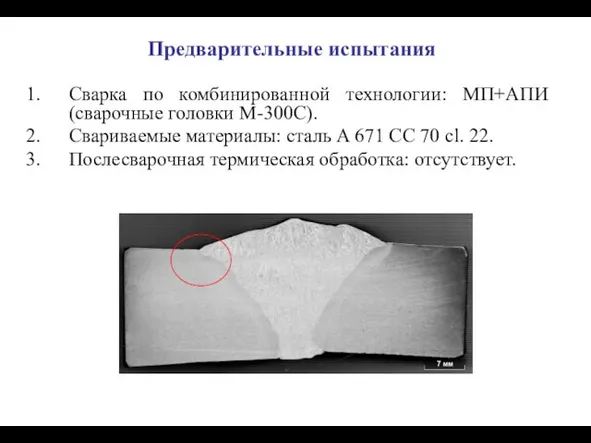
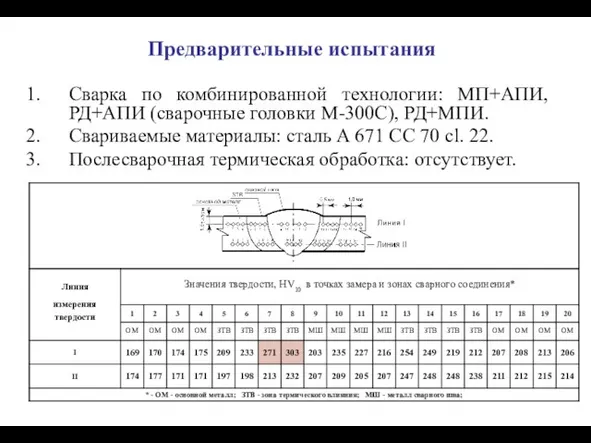
- 17. Предварительные испытания Сварка по комбинированной технологии: МП+АПИ (сварочные головки М-300С). Свариваемые материалы: сталь A 671 CC
- 18. Предварительные испытания Сварка по комбинированной технологии: МП+АПИ (сварочные головки М-300С). Свариваемые материалы: сталь A 671 CC
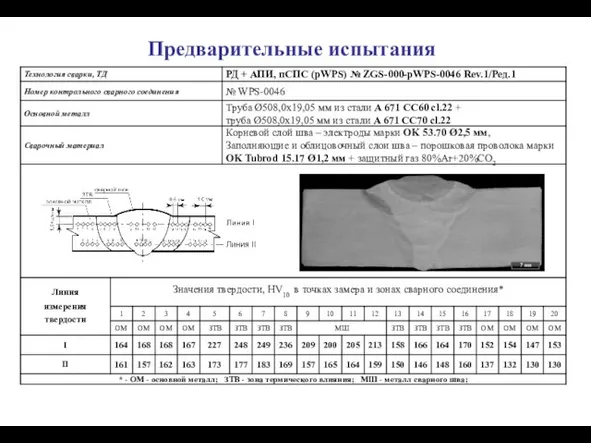
- 19. Предварительные испытания Сварка по комбинированной технологии: МП+АПИ, РД+АПИ (сварочные головки М-300С), РД+МПИ. Свариваемые материалы: сталь A
- 20. Предварительные испытания Предложенное решение. Изменить порядок наложения валиков в облицовочном слое шва – сначала выполняют валики,
- 21. Предварительные испытания
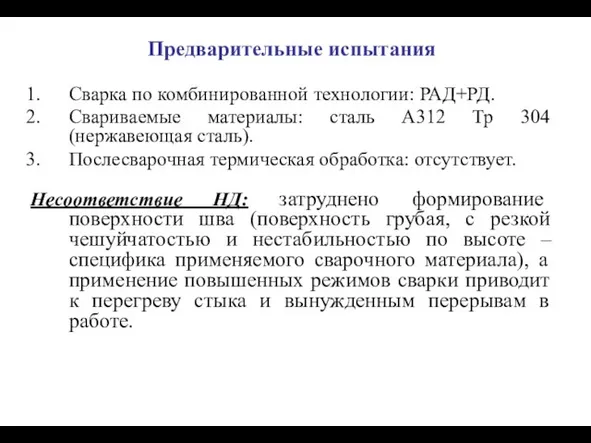
- 22. Предварительные испытания Сварка по комбинированной технологии: РАД+РД. Свариваемые материалы: сталь A312 Tp 304 (нержавеющая сталь). Послесварочная
- 23. Предварительные испытания Предложенное решение. Для устранения наружных дефектов и сглаживания поверхности облицовочного слоя шва в случае
- 24. Предварительные испытания РАД+РД РАД+РД+РАД
- 25. Сочетания сталей для проведения квалификационных испытаний Для низкоуглеродистых сталей класса прочности до К54 включительно: A 671
- 26. Сочетания сталей для проведения квалификационных испытаний Для аустенитных сталей: A312 Tp 304L (труба) + A312 Tp
- 27. Объем квалификационных испытаний 41 предварительная процедура сварки (pWPS), включая неразрушающий контроль (ВИК,РК,УЗК, ПВК) и весь комплекс
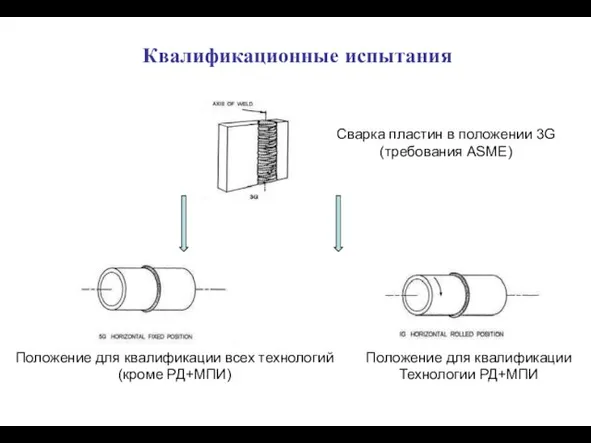
- 28. Квалификационные испытания Положение для квалификации Технологии РД+МПИ Сварка пластин в положении 3G (требования ASME) Положение для
- 29. Квалификационные испытания
- 30. Схема проведения квалификационных испытаний 1 - ая серия 2 - ая серия 3 - яя серия
- 31. Квалификационные испытания Процедура pWPS-005 Сталь A 671 CC 60 + A 671 CC 70 Технология: РД
- 32. Квалификационные испытания Процедура pWPS-026 Сталь A 671 CC 60 + A860 WPHY60 Технология: РД Процедура pWPS-025
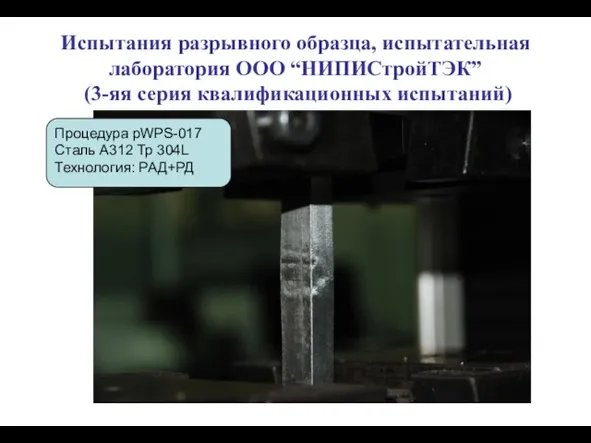
- 33. Испытания разрывного образца, испытательная лаборатория ООО “НИПИСтройТЭК” (3-яя серия квалификационных испытаний) Процедура pWPS-017 Сталь А312 Тр
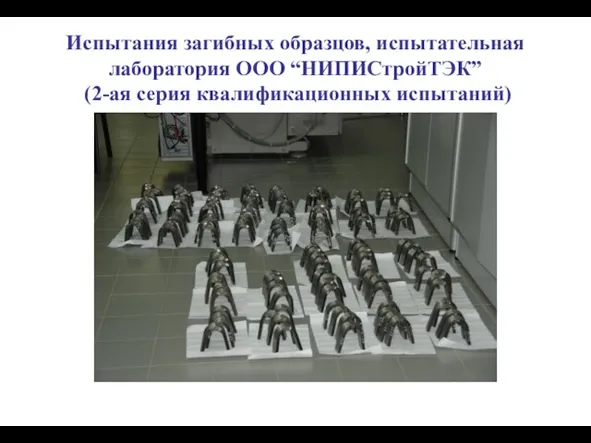
- 34. Испытания загибных образцов, испытательная лаборатория ООО “НИПИСтройТЭК” (2-ая серия квалификационных испытаний)
- 35. Выводы Проведение предквалификационных испытаний технологий сварки позволило на начальном этапе внести необходимые коррективы в технологии, предлагаемые
- 37. Скачать презентацию
Слайд 3Узел подготовки газа к транспорту
КС "Портовая" СЕГ
Заказчик проекта – ООО «Газпром
Узел подготовки газа к транспорту
КС "Портовая" СЕГ
Заказчик проекта – ООО «Газпром
Слайд 4Нормативный документ для строительства УПГТ КС "Портовая" СЕГ
Технологическая инструкция по сварке и
Нормативный документ для строительства УПГТ КС "Портовая" СЕГ
Технологическая инструкция по сварке и
Слайд 5Зарубежная нормативно – техническая документация по сварке и НК
ASME B31.3 – 2002.
Зарубежная нормативно – техническая документация по сварке и НК
ASME B31.3 – 2002.
Слайд 6Отечественная нормативно – техническая документация по сварке и НК
СТО Газпром 2–2.2–136–2007. Инструкция по
Отечественная нормативно – техническая документация по сварке и НК
СТО Газпром 2–2.2–136–2007. Инструкция по
Слайд 7Требования к механическим свойствам сварных соединений магистрального газопровода
Требования к механическим свойствам сварных соединений магистрального газопровода
Слайд 8Требования к механическим свойствам сварных соединений магистрального газопровода
обеспечение высокого значения ударной вязкости
Требования к механическим свойствам сварных соединений магистрального газопровода
обеспечение высокого значения ударной вязкости
Слайд 9
Этапы подготовки сварочных процедур, проведения предварительных и квалификационных испытаний технологий сварки
Этапы подготовки сварочных процедур, проведения предварительных и квалификационных испытаний технологий сварки
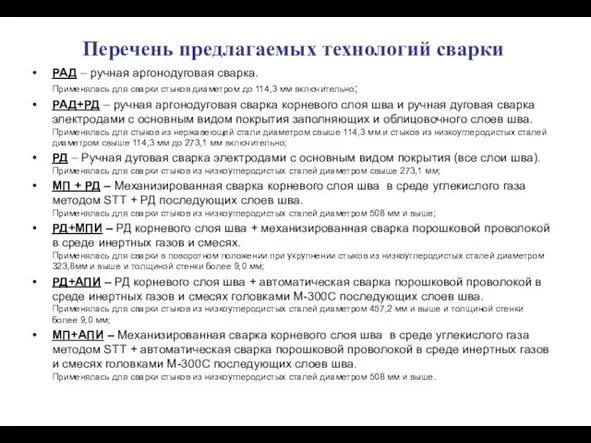
Слайд 10Перечень предлагаемых технологий сварки
РАД – ручная аргонодуговая сварка.
Применялась для сварки стыков диаметром
Перечень предлагаемых технологий сварки
РАД – ручная аргонодуговая сварка. Применялась для сварки стыков диаметром
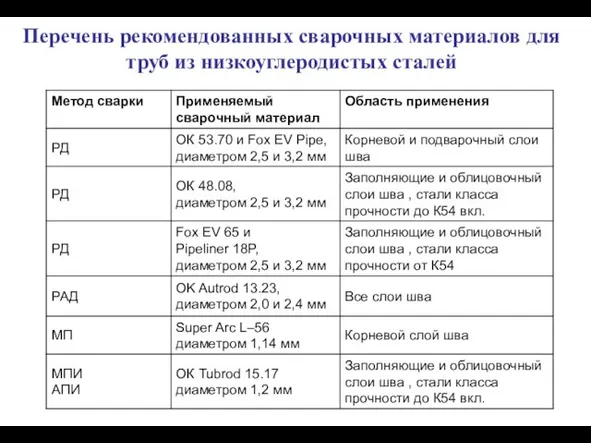
Слайд 11Перечень рекомендованных сварочных материалов для труб из низкоуглеродистых сталей
Перечень рекомендованных сварочных материалов для труб из низкоуглеродистых сталей
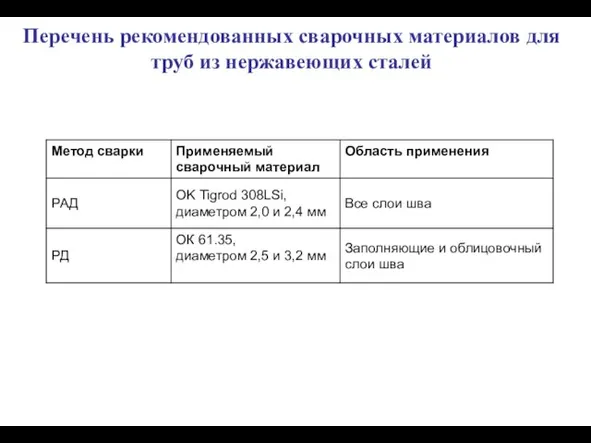
Слайд 12Перечень рекомендованных сварочных материалов для труб из нержавеющих сталей
Перечень рекомендованных сварочных материалов для труб из нержавеющих сталей
Слайд 13Предварительные испытания
Ручная дуговая сварка.
Свариваемые материалы: сталь A 671 CC 70 cl. 22
Послесварочная
Предварительные испытания
Ручная дуговая сварка.
Свариваемые материалы: сталь A 671 CC 70 cl. 22
Послесварочная
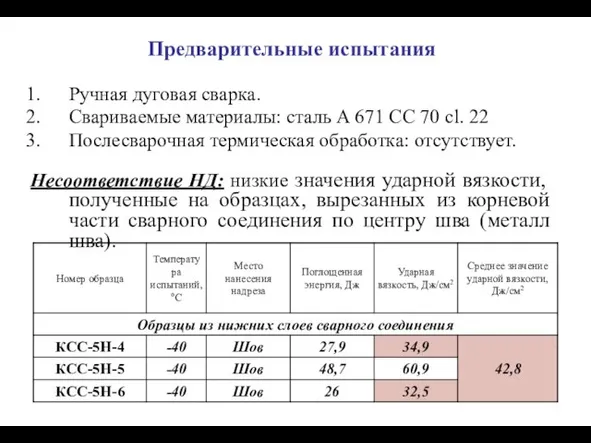
Слайд 14Предварительные испытания
Предварительные испытания

Слайд 15Предварительные испытания
Предложенное решение. Для первого заполняющего валика применять электроды только диаметром 2,5
Предварительные испытания
Предложенное решение. Для первого заполняющего валика применять электроды только диаметром 2,5
Слайд 16Предварительные испытания
Предложенное решение. Для первого заполняющего валика применять электроды только диаметром 2,5
Предварительные испытания
Предложенное решение. Для первого заполняющего валика применять электроды только диаметром 2,5
Слайд 17Предварительные испытания
Сварка по комбинированной технологии: МП+АПИ (сварочные головки М-300С).
Свариваемые материалы: сталь A
Предварительные испытания
Сварка по комбинированной технологии: МП+АПИ (сварочные головки М-300С).
Свариваемые материалы: сталь A
Слайд 18Предварительные испытания
Сварка по комбинированной технологии: МП+АПИ (сварочные головки М-300С).
Свариваемые материалы: сталь A
Предварительные испытания
Сварка по комбинированной технологии: МП+АПИ (сварочные головки М-300С).
Свариваемые материалы: сталь A
Слайд 19Предварительные испытания
Сварка по комбинированной технологии: МП+АПИ, РД+АПИ (сварочные головки М-300С), РД+МПИ.
Свариваемые материалы:
Предварительные испытания
Сварка по комбинированной технологии: МП+АПИ, РД+АПИ (сварочные головки М-300С), РД+МПИ.
Свариваемые материалы:
Слайд 20Предварительные испытания
Предложенное решение.
Изменить порядок наложения валиков в облицовочном слое шва –
Предварительные испытания
Предложенное решение.
Изменить порядок наложения валиков в облицовочном слое шва –
Слайд 21Предварительные испытания
Предварительные испытания
Слайд 22Предварительные испытания
Сварка по комбинированной технологии: РАД+РД.
Свариваемые материалы: сталь A312 Tp 304 (нержавеющая
Предварительные испытания
Сварка по комбинированной технологии: РАД+РД.
Свариваемые материалы: сталь A312 Tp 304 (нержавеющая
Слайд 23Предварительные испытания
Предложенное решение.
Для устранения наружных дефектов и сглаживания поверхности облицовочного слоя
Предварительные испытания
Предложенное решение.
Для устранения наружных дефектов и сглаживания поверхности облицовочного слоя
Слайд 24Предварительные испытания
РАД+РД
РАД+РД+РАД
Предварительные испытания
РАД+РД
РАД+РД+РАД

Слайд 25
Сочетания сталей для проведения квалификационных испытаний
Для низкоуглеродистых сталей класса прочности до
Сочетания сталей для проведения квалификационных испытаний
Для низкоуглеродистых сталей класса прочности до
Слайд 26
Сочетания сталей для проведения квалификационных испытаний
Для аустенитных сталей:
A312 Tp 304L (труба)
Сочетания сталей для проведения квалификационных испытаний
Для аустенитных сталей:
A312 Tp 304L (труба)
Слайд 27Объем квалификационных испытаний
41 предварительная процедура сварки (pWPS), включая неразрушающий контроль (ВИК,РК,УЗК,
Объем квалификационных испытаний
41 предварительная процедура сварки (pWPS), включая неразрушающий контроль (ВИК,РК,УЗК,
Слайд 28Квалификационные испытания
Положение для квалификации
Технологии РД+МПИ
Сварка пластин в положении 3G
(требования ASME)
Положение для
Квалификационные испытания
Положение для квалификации
Технологии РД+МПИ
Сварка пластин в положении 3G
(требования ASME)
Положение для
Слайд 29Квалификационные испытания
Квалификационные испытания

Слайд 30Схема проведения квалификационных испытаний
1 - ая серия
2 - ая серия
3 - яя
Схема проведения квалификационных испытаний
1 - ая серия
2 - ая серия
3 - яя

Слайд 31Квалификационные испытания
Процедура pWPS-005
Сталь A 671 CC 60 +
A 671 CC
Квалификационные испытания
Процедура pWPS-005 Сталь A 671 CC 60 + A 671 CC

Слайд 32Квалификационные испытания
Процедура pWPS-026
Сталь A 671 CC 60 +
A860 WPHY60
Технология:
Квалификационные испытания
Процедура pWPS-026 Сталь A 671 CC 60 + A860 WPHY60 Технология:

Слайд 33Испытания разрывного образца, испытательная лаборатория ООО “НИПИСтройТЭК”
(3-яя серия квалификационных испытаний)
Процедура pWPS-017
Сталь
Испытания разрывного образца, испытательная лаборатория ООО “НИПИСтройТЭК”
(3-яя серия квалификационных испытаний)
Процедура pWPS-017 Сталь
Слайд 34Испытания загибных образцов, испытательная лаборатория ООО “НИПИСтройТЭК”
(2-ая серия квалификационных испытаний)
Испытания загибных образцов, испытательная лаборатория ООО “НИПИСтройТЭК”
(2-ая серия квалификационных испытаний)
Слайд 35
Выводы
Проведение предквалификационных испытаний технологий сварки позволило на начальном этапе внести необходимые коррективы
Выводы
Проведение предквалификационных испытаний технологий сварки позволило на начальном этапе внести необходимые коррективы
 Автономная некоммерческая организация Институт прав человека
Автономная некоммерческая организация Институт прав человека Кубизм, кубофутуризм
Кубизм, кубофутуризм Презентация МХК по программе Даниловой 10 класс
Презентация МХК по программе Даниловой 10 класс 20140127_prezentatsiya_38
20140127_prezentatsiya_38 Физическая культура. Здоровый образ жизни
Физическая культура. Здоровый образ жизни Развивающие упражнения на уроках географии 6 класс
Развивающие упражнения на уроках географии 6 класс Библиотека имени Н.А. Добролюбова г. Пермь, м/р Голованово
Библиотека имени Н.А. Добролюбова г. Пермь, м/р Голованово Презентация на тему Берлинская наступательная операция
Презентация на тему Берлинская наступательная операция Презентация на тему Александр Александрович Блок (1880 – 1921)
Презентация на тему Александр Александрович Блок (1880 – 1921)  Необходимость отмены запретов на пропуск трафика
Необходимость отмены запретов на пропуск трафика Лечение от табакокурения
Лечение от табакокурения Промышленное строительство
Промышленное строительство Авторское право
Авторское право  Презентация на тему Вячеслав Леонидович Кондратьев
Презентация на тему Вячеслав Леонидович Кондратьев  Внеурочная работа в области информационно-коммуникативных технологий и ее место в системе обучения младших школьников
Внеурочная работа в области информационно-коммуникативных технологий и ее место в системе обучения младших школьников Составление бизнес-плана
Составление бизнес-плана Старинные картины
Старинные картины Сайт. Психолог в Обнинске
Сайт. Психолог в Обнинске Музей творческого кризиза КРИК ДУШИ
Музей творческого кризиза КРИК ДУШИ Практика современного кредитования
Практика современного кредитования Изготовление прихватки. Лоскутное шитье
Изготовление прихватки. Лоскутное шитье A school bag
A school bag Морская подвижная служба
Морская подвижная служба Презентация на тему Тепловые машины
Презентация на тему Тепловые машины Изучаем спрос и предложение
Изучаем спрос и предложение НевскийИнаудит
НевскийИнаудит Природные и синтетические красители и ароматизаторы
Природные и синтетические красители и ароматизаторы Кошки– домашние целители
Кошки– домашние целители