- Пайка и ее виды

Содержание
- 2. Пайка Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения
- 3. Пайка в печах Применяются печи непрерывного действия, колпаковые элеваторные, муфельные, безмуфельные и др.
- 4. Пайка в печах Границы применения. Размеры: толщина деталей 1—10 мм. Материал: высоколегированные стали, тугоплавкие металлы (титан,
- 5. Пайка в печах Параметры пайки: вакуум от 1,33 до 0,01 Па, для нержавеющих сталей 1,33 Па;
- 6. Пайка в печах Техника пайки. При пайке в вакууме необходима тщательная подготовка поверхности деталей. Сборку паяемых
- 7. Газопламенная пайка Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
- 8. Газопламенная пайка Границы применения. Размеры: детали любой формы толщиной 1—10 мм. Материал: углеродистые и низколегированные стали,
- 9. Газопламенная пайка Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление
- 10. Газопламенная пайка Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др. Флюсы: выбираются в зависимости от
- 11. Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением
- 12. Пайка паяльником Применяются электрические паяльники непрерывного и периодического действия.
- 13. Пайка паяльником Границы применения. Размеры: толщина деталей 0,2—2 мм. Материал: сталь, никель, медь, латунь, цинк и
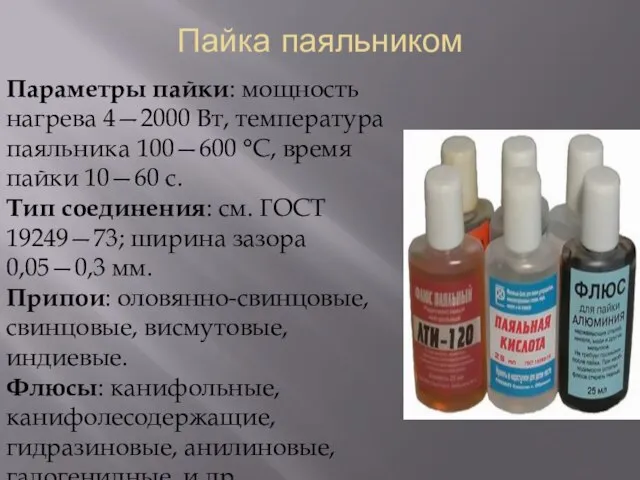
- 14. Пайка паяльником Параметры пайки: мощность нагрева 4—2000 Вт, температура паяльника 100—600 °С, время пайки 10—60 с.
- 15. Пайка паяльником Техника пайки. В зависимости от конфигурации паяемого шва стержни паяльника могут иметь различную форму.
- 17. Скачать презентацию
Слайд 2Пайка
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между
Пайка
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между
Слайд 3Пайка в печах
Применяются печи непрерывного действия, колпаковые элеваторные, муфельные, безмуфельные и др.
Пайка в печах
Применяются печи непрерывного действия, колпаковые элеваторные, муфельные, безмуфельные и др.

Слайд 4Пайка в печах
Границы применения. Размеры: толщина деталей 1—10 мм.
Материал: высоколегированные стали, тугоплавкие
Пайка в печах
Границы применения. Размеры: толщина деталей 1—10 мм.
Материал: высоколегированные стали, тугоплавкие
Слайд 5Пайка в печах
Параметры пайки: вакуум от 1,33 до 0,01 Па, для нержавеющих
Пайка в печах
Параметры пайки: вакуум от 1,33 до 0,01 Па, для нержавеющих
Слайд 6Пайка в печах
Техника пайки. При пайке в вакууме необходима тщательная подготовка поверхности
Пайка в печах
Техника пайки. При пайке в вакууме необходима тщательная подготовка поверхности
Слайд 7Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для
Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для

Слайд 8Газопламенная пайка
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и
Газопламенная пайка
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и
Слайд 9Газопламенная пайка
Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого
Газопламенная пайка
Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого

Слайд 10Газопламенная пайка
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в
Газопламенная пайка
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в
Слайд 11Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с
Слайд 12Пайка паяльником
Применяются электрические паяльники непрерывного и периодического действия.
Пайка паяльником
Применяются электрические паяльники непрерывного и периодического действия.

Слайд 13Пайка паяльником
Границы применения. Размеры: толщина деталей 0,2—2 мм.
Материал: сталь, никель, медь, латунь,
Пайка паяльником
Границы применения. Размеры: толщина деталей 0,2—2 мм.
Материал: сталь, никель, медь, латунь,
Слайд 14Пайка паяльником
Параметры пайки: мощность нагрева 4—2000 Вт, температура паяльника 100—600 °С, время
Пайка паяльником
Параметры пайки: мощность нагрева 4—2000 Вт, температура паяльника 100—600 °С, время
Слайд 15Пайка паяльником
Техника пайки. В зависимости от конфигурации паяемого шва стержни паяльника могут
Пайка паяльником
Техника пайки. В зависимости от конфигурации паяемого шва стержни паяльника могут
 Презентация на тему ОЛИМПИАДА 2014 г. СОЧИ
Презентация на тему ОЛИМПИАДА 2014 г. СОЧИ  И это наш сайт
И это наш сайт Тарас Бульба
Тарас Бульба Натурализм
Натурализм Презентация на тему Первая печатная книга на Руси
Презентация на тему Первая печатная книга на Руси  ФГОУ СПО УРТК им. А.С. Попова ПОРТФОЛИО
ФГОУ СПО УРТК им. А.С. Попова ПОРТФОЛИО Комплексный чертеж прямой линии
Комплексный чертеж прямой линии Будущее фотографии
Будущее фотографии Горячая линия по вопросу погашения заложенности имущественным налогам физических лиц (земля, транспорт, имущество)
Горячая линия по вопросу погашения заложенности имущественным налогам физических лиц (земля, транспорт, имущество) Dimension and Units
Dimension and Units So Young Lee, Republic of Korea President of International Innovative Women
So Young Lee, Republic of Korea President of International Innovative Women Фазиль Абдулович Искандер
Фазиль Абдулович Искандер PWE Unit 6 Lesson 3
PWE Unit 6 Lesson 3 МАФ из современных материалов для детских площадок
МАФ из современных материалов для детских площадок Полиминифермер: перепеловодство, кролиководство, червеводство
Полиминифермер: перепеловодство, кролиководство, червеводство Национальный татарский костюм
Национальный татарский костюм ПСИХОЛОГИЧЕСКИЕ ОСНОВЫ СЕМЕЙНО-ОБЩЕСТВЕННОГО НАЧАЛЬНОГО ОБРАЗОВАНИЯ Е.Е. Кравцова (Институт психологии им. Л.С. Выготского РГГУ)
ПСИХОЛОГИЧЕСКИЕ ОСНОВЫ СЕМЕЙНО-ОБЩЕСТВЕННОГО НАЧАЛЬНОГО ОБРАЗОВАНИЯ Е.Е. Кравцова (Институт психологии им. Л.С. Выготского РГГУ) Ребрединг твое
Ребрединг твое Натуральные числа
Натуральные числа Бюджет для граждан на 2022 год
Бюджет для граждан на 2022 год Подвижные игры и эстафеты на лыжах
Подвижные игры и эстафеты на лыжах Презентация на тему Ассирийская держава Древний мир
Презентация на тему Ассирийская держава Древний мир  Презентация на тему Одоевский "Городок в табакерке"
Презентация на тему Одоевский "Городок в табакерке" Концепция психолингвиста А. А. Леонтьева о речевом общении
Концепция психолингвиста А. А. Леонтьева о речевом общении "Страшно живучи"
"Страшно живучи" Разработка проектa благоустройства и озеленения территории гимназии №29 г. Саранска
Разработка проектa благоустройства и озеленения территории гимназии №29 г. Саранска Организационно-правовые формы и правовой режим предпринимательской деятельности
Организационно-правовые формы и правовой режим предпринимательской деятельности Наука и искусство
Наука и искусство