- Погрешности точностные расчеты оэп методы. Повышения качества ОЭП

Содержание
- 2. Точностные критерии качества ОЭП Одним из важнейших критериев качества ОЭП является точность, определяемая потерями информации, которые
- 3. Результаты точностных расчетов помогают определить требования к отдельным узлам прибора, допуски на погрешности их изготовления и
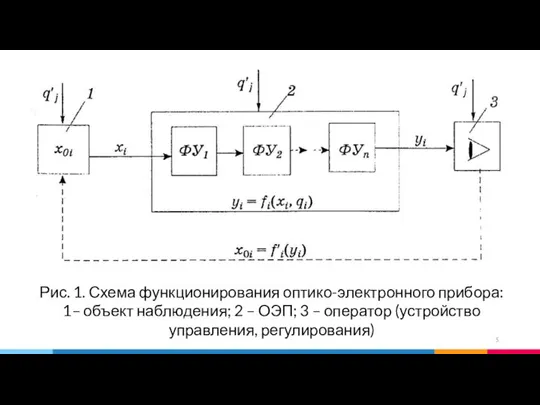
- 5. Рис. 1. Схема функционирования оптико-электронного прибора: 1– объект наблюдения; 2 – ОЭП; 3 – оператор (устройство
- 6. Процесс функционирования ОЭП сопровождается погрешностями (потерей информации), которые характеризуют точность результата функционирования, т.е. точность измерения, управления
- 7. методические и инструментальные погрешности
- 8. Погрешности из-за потери информации до преобразования ее в приборе, а также при регистрации и обработке, называют
- 9. Методические погрешности. Методические погрешности обусловлены ошибочностью или недостаточностью разработки принятой теории метода функционирования прибора в целом,
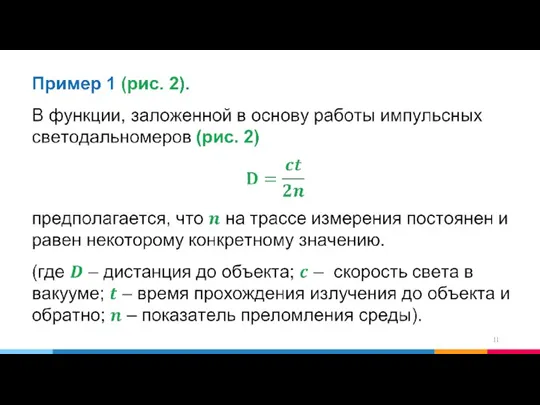
- 10. Методические погрешности, связанные с допущениями, особенно характерны для измерительных приборов, принцип действия которых основан на косвенных
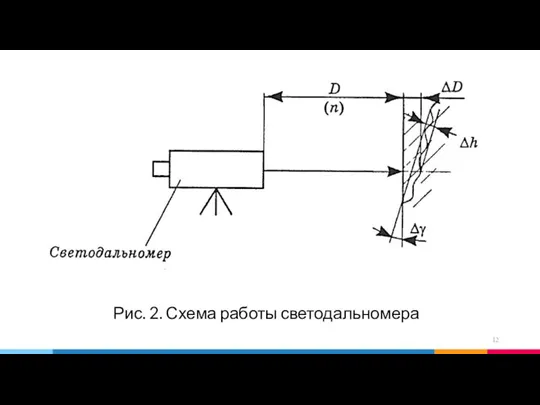
- 12. Рис. 2. Схема работы светодальномера
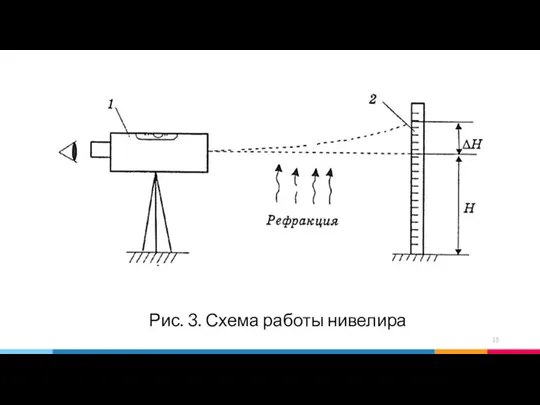
- 15. Рис. 3. Схема работы нивелира
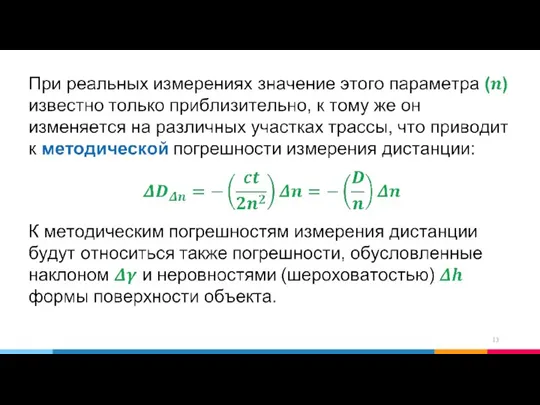
- 16. Отличительной особенностью методических погрешностей является то, что они обязательно связаны с результатом функционирования прибора (измерения, управления,
- 19. Теоретические погрешности второго вида (параметрические) обусловлены округлениями конструктивных параметров до значений, нормируемых стандартами. Например, при расчетах
- 20. Теоретические погрешности третьего вида (конструктивные) обычно возникают при конструировании высших кинематических пар кулачковых и рычажных механизмов.
- 21. погрешности размеров и форм деталей, возникающие при их изготовлении (например, погрешности радиусов кривизны и формы рабочих
- 23. Технологические погрешности – это один из самых многочисленных и наиболее сильно влияющих на точность функционирования и
- 24. Влияние этих факторов приводит: к изменению характеристик материалов (например, показателя преломления стекла при изменении температуры); к
- 25. к изменению характеристик и параметров покупных изделий (например, чувствительности приемников, излучательной способности источников излучения). Отличительной особенностью
- 26. Все погрешности можно классифицировать различным образом: по размерности - абсолютные и относительные; по характеру связи с
- 27. по причинам появления - методические и инструментальные; по условиям появления - статические и динамические. Абсолютная погрешность
- 28. Аддитивная погрешность - погрешность, постоянная в каждой точке шкалы. Мультипликативная погрешность - погрешность, линейно возрастающая или
- 29. Статическая погрешность измерений - погрешность результата измерений, свойственная условиям статического измерения, то есть при измерении постоянных
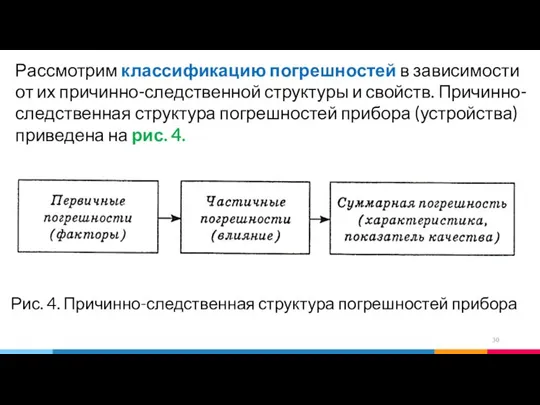
- 30. Рассмотрим классификацию погрешностей в зависимости от их причинно-следственной структуры и свойств. Причинно-следственная структура погрешностей прибора (устройства)
- 37. Определяющий номенклатуру основных метрологических характеристик ГОСТ 8.009-84 «Государственная система обеспечения единства измерений. Нормируемые метрологические характеристики средств
- 38. дополнительную, вызванную реакцией прибора на изменения внешних влияющих факторов и неинформативных параметров входного сигнала относительно их
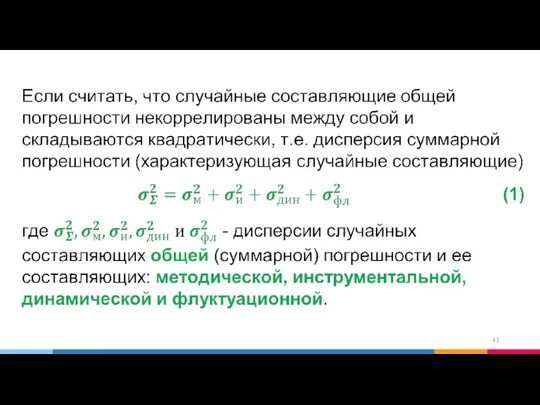
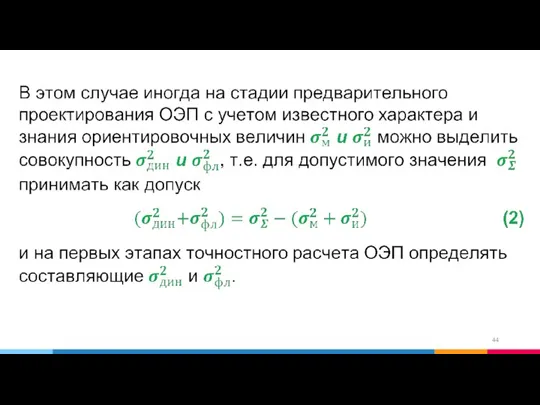
- 42. Здесь динамическая и флуктуационная (обусловленная шумами и помехами внутреннего и внешнего происхождения) составляющие выделены из общей
- 45. ТОЧНОСТНЫЕ РАСЧЕТЫ ОЭП
- 46. При разработке новых ОЭП или при оценке точностных возможностей уже созданных ОЭП в условиях эксплуатации, существенно
- 47. Первым этапом точностного расчета для вновь разрабатываемого ОЭП может являться расчет его потенциальной точности, т.е. точности
- 48. Значение погрешности, определяющей потенциальную точность, характеризует предельно достижимое качество измерений (для выбранной идеализированной измерительной схемы), а
- 49. После выбора предварительной структурной схемы прибора и значений основных параметров его звеньев необходимо рассчитать динамические и
- 51. Следующим этапом точностного расчета, проведение которого необходимо после разработки реальной конструкции прибора, является расчет инструментальной погрешности,
- 52. Общая методика расчета инструментальных погрешностей Методы расчета инструментальных погрешностей очень разнообразны и зависят от особенностей конструкции
- 53. Обычно основой расчета инструментальных погрешностей является составление уравнения погрешностей, которое выражает зависимость общей статической погрешности прибора
- 54. Основные этапы расчета: 1) анализ процесса измерения и составление структурной схемы ОЭП; 2) составление рабочей формулы
- 55. 3) определение уравнений погрешностей для отдельных звеньев и приведение их к стандартной безразмерной форме; 4) разделение
- 56. 5) составление уравнения погрешностей всего прибора суммированием погрешностей отдельных звеньев с их коэффициентами влияния (весовыми коэффициентами),
- 57. В соответствии с целью расчета с помощью уравнения погрешностей либо определяется общая инструментальная погрешность прибора, либо
- 58. Это особенно сложно сделать, если проводятся единичные измерения, хотя и в случае многократных измерений одних и
- 59. Очень часто после разработки конструкции прибора, его изготовления и испытаний необходимо провести дополнительный расчет на максимальное
- 60. МЕТОДЫ ПОВЫШЕНИЯ КАЧЕСТВА ОЭП
- 61. Методы повышения качества приборов Качество оптико-электронного прибора и его подсистем определяется совокупностью простых и сложных свойств:
- 62. Повысить качество ОЭП можно технологическим, проектно - конструкторским или компенсационным методами. Технологический метод повышения качества Технологический
- 63. применяются более высококачественные покупные (унифицированные) элементы: приемники, источники, шарикоподшипники, датчики, преобразователи и т. п. назначаются более
- 64. Технологический метод повышения качества ОЭП следует считать полезным и эффективным также в случае рационального использования уже
- 65. К тому же развитие технологических возможностей отстает от предъявляемых требований к точности изготовления элементов и приборов
- 66. Проектно - конструкторский метод повышения качества Проектно-конструкторский метод является наиболее эффективным и перспективным для повышения качества
- 67. Рациональное перераспределение допусков позволяет повысить технологичность прибора, а иногда и его показатели назначения. Например, в объективах
- 68. Компенсационный метод повышения качества Компенсационный метод повышения качества ОЭП широко используется на практике и может дать
- 69. Этот метод тесно связан как с технологическим (в случае применения технологических методов компенсации), так и с
- 70. Методы компенсации погрешностей в ОЭ приборах Технологический метод компенсации заключается в дополнительной обработке деталей прибора, а
- 71. Доводки бывают раздельные, когда каждая деталь подгоняется к эталону, либо совместные, когда подгоняются друг к другу
- 72. При применении конструктивных методов компенсации, как правило, не обойтись без регулировок и юстировок таких компенсаторов (т.
- 73. В остальных случаях экономически выгоднее применять организационно-технический или конструктивный методы компенсации. Организационно-технический метод компенсации заключается, например,
- 74. При селекции из партии деталей, поступающих на сборку, выбирают такие, которые дают нужное сочетание друг с
- 75. Для компенсации влияния некоторых погрешностей применяются также чисто организационные методы. Например, для компенсации погрешности от мертвого
- 76. К конструктивным методам компенсации относится ввод в конструкцию специальных деталей и устройств для компенсации погрешностей, ухудшающих
- 77. Ступенчатые компенсаторы - это детали, изменением размеров которых добиваются компенсации технологических и других погрешностей приборов. Изменение
- 78. Рис. 5. Примеры использования простейших конструктивных компенсаторов
- 79. На рис. 5 б компенсационная прокладка позволяет регулировать зазор оси вращения. На рис. 5 в прокладка
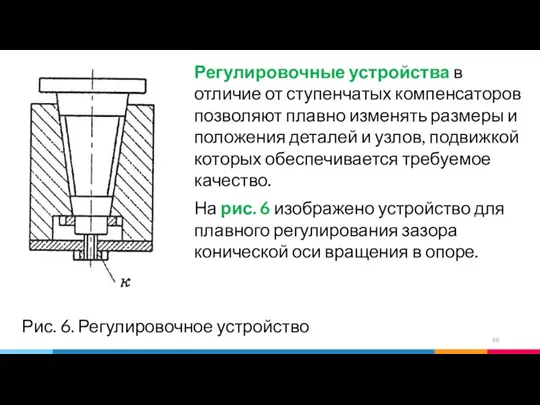
- 80. Регулировочные устройства в отличие от ступенчатых компенсаторов позволяют плавно изменять размеры и положения деталей и узлов,
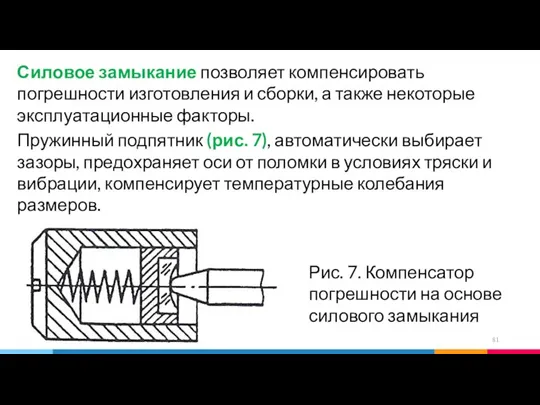
- 81. Силовое замыкание позволяет компенсировать погрешности изготовления и сборки, а также некоторые эксплуатационные факторы. Пружинный подпятник (рис.
- 82. В зависимости от вида компенсируемых погрешностей и места регулировки (изменения параметров) компенсаторы можно подразделить на регулировочно-юстировочные,
- 83. Функциональные компенсаторы, предназначены для компенсации переменных погрешностей функциональных преобразователей прибора. Их параметры изменяются при эксплуатации ОЭП.
- 84. Настроечно-выверочные компенсаторы предназначены для компенсации погрешностей ориентации прибора, износа, расстройки. Параметры этих компенсаторов изменяются в процессе
- 85. ЮСТИРОВКА ОЭП
- 86. Юстировка является одним из специфических методов компенсации погрешностей ОЭП приборов, включающим и технологические, и организационно-технические, и
- 87. Требуется проведение дополнительных мероприятий по устранению или компенсации тех или иных погрешностей путем подвижек деталей и
- 88. Юстировка - процесс, выполняемый во время или после сборки приборов и узлов, для достижения в них
- 89. На практике и в отечественной литературе: термин «юстировка» обычно применяют к оптическим приборам и узлам; термин
- 90. При эксплуатации приборов иногда также возникает необходимость их юстировки из-за недопустимого ухудшения их качества в результате
- 91. В процессе эксплуатации приборов применяются также операции их выверки, настройки, калибровки - представляющие собой мероприятия по
- 92. Процесс юстировки в общем случае заключается в следующем: 1) выявление погрешностей прибора или его устройств, превосходящих
- 93. 3) воздействие (механическое, электрическое, тепловое) юстировочным устройством на определенные структурные элементы прибора (функциональные устройства, узлы, детали)
- 94. 4) фиксация юстируемых структурных элементов для надежного закрепления их положения, состояния, свойств, измененных в результате юстировки;
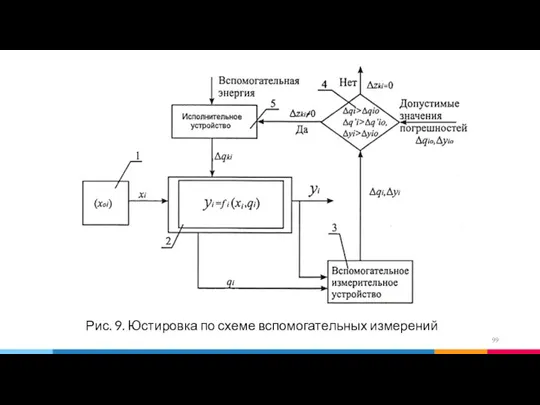
- 96. Рис. 8. Обобщенная схема процесса юстировки
- 97. В систему сравнения поступают номинальные значения параметров или значения погрешностей, полученные с помощью измерительных или эталонных
- 99. Рис. 9. Юстировка по схеме вспомогательных измерений
- 103. По этой схеме происходит юстировка элементов прибора при поузловой сборке и отдельных показателей его качества (регулировка
- 104. Рис. 10. Адаптивное зеркало: 1 - отдельное элементарное зеркало; 2 - цилиндр из пьезокерамики; 3 -
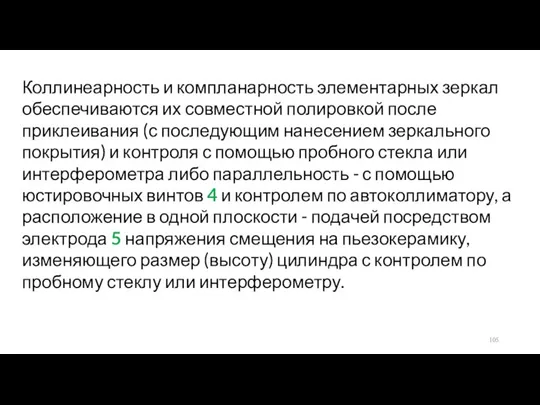
- 105. Коллинеарность и компланарность элементарных зеркал обеспечиваются их совместной полировкой после приклеивания (с последующим нанесением зеркального покрытия)
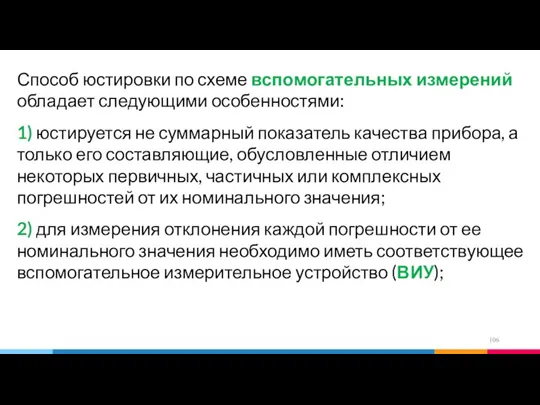
- 106. Способ юстировки по схеме вспомогательных измерений обладает следующими особенностями: 1) юстируется не суммарный показатель качества прибора,
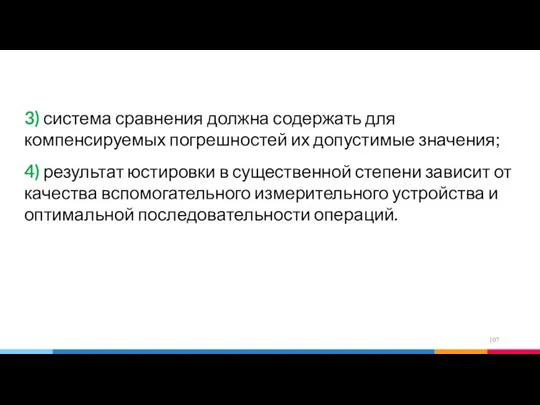
- 107. 3) система сравнения должна содержать для компенсируемых погрешностей их допустимые значения; 4) результат юстировки в существенной
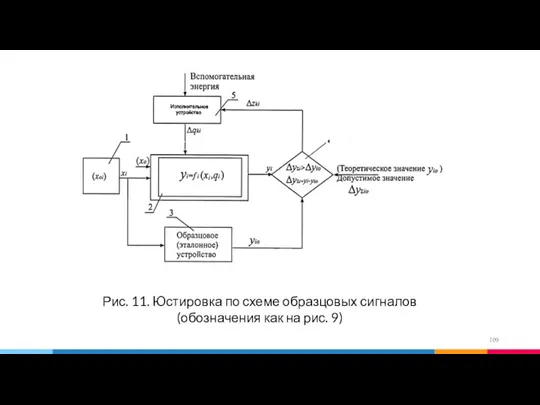
- 109. Рис. 11. Юстировка по схеме образцовых сигналов (обозначения как на рис. 9)
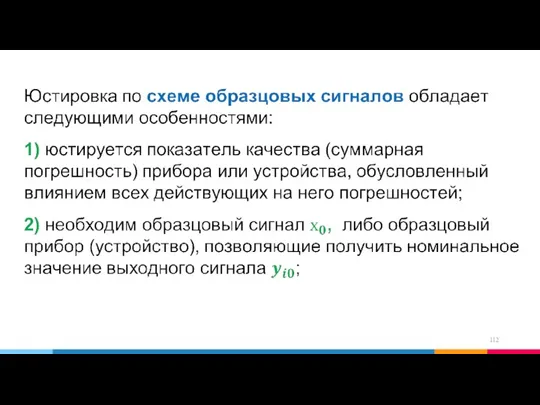
- 111. В качестве образцового сигнала используются, например, волновой фронт эталонного источника светового излучения, эталоны угловых и линейных
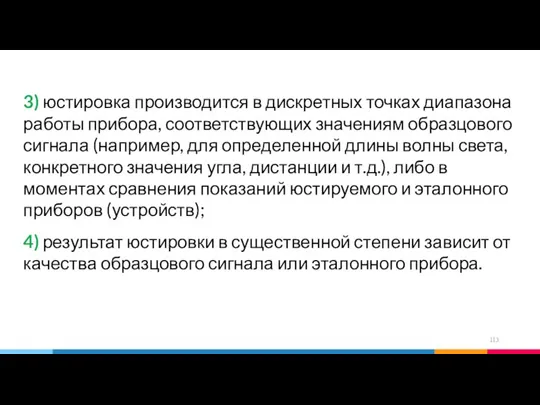
- 113. 3) юстировка производится в дискретных точках диапазона работы прибора, соответствующих значениям образцового сигнала (например, для определенной
- 114. Юстировочные расчеты Юстировка является весьма трудоемким процессом. Она требует использования специальной оснастки, инструмента, прецизионных средств контроля.
- 115. Юстировка прибора и его узлов должна предусматриваться на этапе их проектирования. Поэтому на соответствующем этапе проектирования
- 116. От правильного определения необходимого числа юстируемых параметров, требований к точности юстировки, диапазону и чувствительности регулировок, рациональной
- 117. Поэтому юстировочные расчеты представляют собой сложную, многофакторную задачу, решение которой должно основываться на моделях, учитывающих взаимосвязь
- 118. Естественно, что вначале выбирают способ устранения или компенсации наиболее сильно влияющей погрешности, а также такой, который
- 119. Методы юстировки типовых приборов и функциональных устройств обычно изучаются в специальных курсах учебных дисциплин и изложены
- 121. Скачать презентацию
Слайд 2Точностные критерии качества ОЭП
Одним из важнейших критериев качества ОЭП является точность, определяемая
Точностные критерии качества ОЭП
Одним из важнейших критериев качества ОЭП является точность, определяемая
Слайд 3Результаты точностных расчетов помогают определить требования к отдельным узлам прибора, допуски на
Результаты точностных расчетов помогают определить требования к отдельным узлам прибора, допуски на
Слайд 5Рис. 1. Схема функционирования оптико-электронного прибора:
1– объект наблюдения; 2 – ОЭП; 3
Рис. 1. Схема функционирования оптико-электронного прибора:
1– объект наблюдения; 2 – ОЭП; 3
Слайд 6Процесс функционирования ОЭП сопровождается погрешностями (потерей информации), которые характеризуют точность результата функционирования,
Процесс функционирования ОЭП сопровождается погрешностями (потерей информации), которые характеризуют точность результата функционирования,
Слайд 7
методические и инструментальные погрешности
методические и инструментальные погрешности
Слайд 8Погрешности из-за потери информации до преобразования ее в приборе, а также при
Погрешности из-за потери информации до преобразования ее в приборе, а также при
Слайд 9Методические погрешности.
Методические погрешности обусловлены ошибочностью или недостаточностью разработки принятой теории метода
Методические погрешности.
Методические погрешности обусловлены ошибочностью или недостаточностью разработки принятой теории метода
Слайд 10Методические погрешности, связанные с допущениями, особенно характерны для измерительных приборов, принцип действия
Методические погрешности, связанные с допущениями, особенно характерны для измерительных приборов, принцип действия
Слайд 12Рис. 2. Схема работы светодальномера
Рис. 2. Схема работы светодальномера
Слайд 15Рис. 3. Схема работы нивелира
Рис. 3. Схема работы нивелира
Слайд 16Отличительной особенностью методических погрешностей является то, что они обязательно связаны с результатом
Отличительной особенностью методических погрешностей является то, что они обязательно связаны с результатом
Слайд 19Теоретические погрешности второго вида (параметрические) обусловлены округлениями конструктивных параметров до значений, нормируемых
Теоретические погрешности второго вида (параметрические) обусловлены округлениями конструктивных параметров до значений, нормируемых
Слайд 20Теоретические погрешности третьего вида (конструктивные) обычно возникают при конструировании высших кинематических пар
Теоретические погрешности третьего вида (конструктивные) обычно возникают при конструировании высших кинематических пар
Слайд 21погрешности размеров и форм деталей, возникающие при их изготовлении (например, погрешности радиусов
погрешности размеров и форм деталей, возникающие при их изготовлении (например, погрешности радиусов
Слайд 23Технологические погрешности – это один из самых многочисленных и наиболее сильно влияющих
Технологические погрешности – это один из самых многочисленных и наиболее сильно влияющих
Слайд 24Влияние этих факторов приводит:
к изменению характеристик материалов (например, показателя преломления стекла
Влияние этих факторов приводит:
к изменению характеристик материалов (например, показателя преломления стекла
Слайд 25к изменению характеристик и параметров покупных изделий (например, чувствительности приемников, излучательной способности
к изменению характеристик и параметров покупных изделий (например, чувствительности приемников, излучательной способности
Слайд 26Все погрешности можно классифицировать различным образом:
по размерности - абсолютные и относительные;
по характеру
Все погрешности можно классифицировать различным образом:
по размерности - абсолютные и относительные;
по характеру
Слайд 27по причинам появления - методические и инструментальные;
по условиям появления - статические и
по причинам появления - методические и инструментальные;
по условиям появления - статические и
Слайд 28Аддитивная погрешность - погрешность, постоянная в каждой точке шкалы.
Мультипликативная погрешность -
Аддитивная погрешность - погрешность, постоянная в каждой точке шкалы.
Мультипликативная погрешность -
Слайд 29Статическая погрешность измерений - погрешность результата измерений, свойственная условиям статического измерения, то
Статическая погрешность измерений - погрешность результата измерений, свойственная условиям статического измерения, то
Слайд 30Рассмотрим классификацию погрешностей в зависимости от их причинно-следственной структуры и свойств. Причинно-следственная
Рассмотрим классификацию погрешностей в зависимости от их причинно-следственной структуры и свойств. Причинно-следственная
Слайд 37Определяющий номенклатуру основных метрологических характеристик ГОСТ 8.009-84 «Государственная система обеспечения единства измерений.
Определяющий номенклатуру основных метрологических характеристик ГОСТ 8.009-84 «Государственная система обеспечения единства измерений.
Слайд 38дополнительную, вызванную реакцией прибора на изменения внешних влияющих факторов и неинформативных параметров
дополнительную, вызванную реакцией прибора на изменения внешних влияющих факторов и неинформативных параметров
Слайд 42Здесь динамическая и флуктуационная (обусловленная шумами и помехами внутреннего и внешнего происхождения)
Здесь динамическая и флуктуационная (обусловленная шумами и помехами внутреннего и внешнего происхождения)
Слайд 45
ТОЧНОСТНЫЕ РАСЧЕТЫ ОЭП
ТОЧНОСТНЫЕ РАСЧЕТЫ ОЭП
Слайд 46При разработке новых ОЭП или при оценке точностных возможностей уже созданных ОЭП
При разработке новых ОЭП или при оценке точностных возможностей уже созданных ОЭП
Слайд 47Первым этапом точностного расчета для вновь разрабатываемого ОЭП может являться расчет его
Первым этапом точностного расчета для вновь разрабатываемого ОЭП может являться расчет его
Слайд 48Значение погрешности, определяющей потенциальную точность, характеризует предельно достижимое качество измерений (для выбранной
Значение погрешности, определяющей потенциальную точность, характеризует предельно достижимое качество измерений (для выбранной
Слайд 49После выбора предварительной структурной схемы прибора и значений основных параметров его звеньев
После выбора предварительной структурной схемы прибора и значений основных параметров его звеньев
Слайд 51Следующим этапом точностного расчета, проведение которого необходимо после разработки реальной конструкции прибора,
Следующим этапом точностного расчета, проведение которого необходимо после разработки реальной конструкции прибора,
Слайд 52Общая методика расчета инструментальных погрешностей
Методы расчета инструментальных погрешностей очень разнообразны и зависят
Общая методика расчета инструментальных погрешностей
Методы расчета инструментальных погрешностей очень разнообразны и зависят
Слайд 53Обычно основой расчета инструментальных погрешностей является составление уравнения погрешностей, которое выражает зависимость
Обычно основой расчета инструментальных погрешностей является составление уравнения погрешностей, которое выражает зависимость
Слайд 54Основные этапы расчета:
1) анализ процесса измерения и составление структурной схемы ОЭП;
2) составление
Основные этапы расчета:
1) анализ процесса измерения и составление структурной схемы ОЭП;
2) составление
Слайд 553) определение уравнений погрешностей для отдельных звеньев и приведение их к стандартной
3) определение уравнений погрешностей для отдельных звеньев и приведение их к стандартной
Слайд 565) составление уравнения погрешностей всего прибора суммированием погрешностей отдельных звеньев с их
5) составление уравнения погрешностей всего прибора суммированием погрешностей отдельных звеньев с их
Слайд 57В соответствии с целью расчета с помощью уравнения погрешностей либо определяется общая
В соответствии с целью расчета с помощью уравнения погрешностей либо определяется общая
Слайд 58Это особенно сложно сделать, если проводятся единичные измерения, хотя и в случае
Это особенно сложно сделать, если проводятся единичные измерения, хотя и в случае
Слайд 59Очень часто после разработки конструкции прибора, его изготовления и испытаний необходимо провести
Очень часто после разработки конструкции прибора, его изготовления и испытаний необходимо провести
Слайд 60МЕТОДЫ ПОВЫШЕНИЯ КАЧЕСТВА ОЭП
МЕТОДЫ ПОВЫШЕНИЯ КАЧЕСТВА ОЭП
Слайд 61Методы повышения качества приборов
Качество оптико-электронного прибора и его подсистем определяется совокупностью простых
Методы повышения качества приборов
Качество оптико-электронного прибора и его подсистем определяется совокупностью простых
Слайд 62Повысить качество ОЭП можно технологическим, проектно - конструкторским или компенсационным методами.
Технологический метод
Повысить качество ОЭП можно технологическим, проектно - конструкторским или компенсационным методами.
Технологический метод
Слайд 63применяются более высококачественные покупные (унифицированные) элементы: приемники, источники, шарикоподшипники, датчики, преобразователи и
применяются более высококачественные покупные (унифицированные) элементы: приемники, источники, шарикоподшипники, датчики, преобразователи и
Слайд 64Технологический метод повышения качества ОЭП следует считать полезным и эффективным также в
Технологический метод повышения качества ОЭП следует считать полезным и эффективным также в
Слайд 65К тому же развитие технологических возможностей отстает от предъявляемых требований к точности
К тому же развитие технологических возможностей отстает от предъявляемых требований к точности
Слайд 66Проектно - конструкторский метод повышения качества
Проектно-конструкторский метод является наиболее эффективным и перспективным
Проектно - конструкторский метод повышения качества
Проектно-конструкторский метод является наиболее эффективным и перспективным
Слайд 67Рациональное перераспределение допусков позволяет повысить технологичность прибора, а иногда и его показатели
Рациональное перераспределение допусков позволяет повысить технологичность прибора, а иногда и его показатели
Слайд 68Компенсационный метод повышения качества
Компенсационный метод повышения качества ОЭП широко используется на практике
Компенсационный метод повышения качества
Компенсационный метод повышения качества ОЭП широко используется на практике
Слайд 69Этот метод тесно связан как с технологическим (в случае применения технологических методов
Этот метод тесно связан как с технологическим (в случае применения технологических методов
Слайд 70Методы компенсации погрешностей в ОЭ приборах
Технологический метод компенсации заключается в дополнительной обработке
Методы компенсации погрешностей в ОЭ приборах
Технологический метод компенсации заключается в дополнительной обработке
Слайд 71Доводки бывают раздельные, когда каждая деталь подгоняется к эталону, либо совместные, когда
Доводки бывают раздельные, когда каждая деталь подгоняется к эталону, либо совместные, когда
Слайд 72При применении конструктивных методов компенсации, как правило, не обойтись без регулировок и
При применении конструктивных методов компенсации, как правило, не обойтись без регулировок и
Слайд 73В остальных случаях экономически выгоднее применять организационно-технический или конструктивный методы компенсации.
Организационно-технический метод
В остальных случаях экономически выгоднее применять организационно-технический или конструктивный методы компенсации.
Организационно-технический метод
Слайд 74При селекции из партии деталей, поступающих на сборку, выбирают такие, которые дают
При селекции из партии деталей, поступающих на сборку, выбирают такие, которые дают
Слайд 75Для компенсации влияния некоторых погрешностей применяются также чисто организационные методы. Например, для
Для компенсации влияния некоторых погрешностей применяются также чисто организационные методы. Например, для
Слайд 76К конструктивным методам компенсации относится ввод в конструкцию специальных деталей и устройств
К конструктивным методам компенсации относится ввод в конструкцию специальных деталей и устройств
Слайд 77Ступенчатые компенсаторы - это детали, изменением размеров которых добиваются компенсации технологических и
Ступенчатые компенсаторы - это детали, изменением размеров которых добиваются компенсации технологических и
Слайд 78Рис. 5. Примеры использования простейших конструктивных компенсаторов
Рис. 5. Примеры использования простейших конструктивных компенсаторов

Слайд 79На рис. 5 б компенсационная прокладка позволяет регулировать зазор оси вращения.
На рис.
На рис. 5 б компенсационная прокладка позволяет регулировать зазор оси вращения.
На рис.
Слайд 80Регулировочные устройства в отличие от ступенчатых компенсаторов позволяют плавно изменять размеры и
Регулировочные устройства в отличие от ступенчатых компенсаторов позволяют плавно изменять размеры и
Слайд 81Силовое замыкание позволяет компенсировать погрешности изготовления и сборки, а также некоторые эксплуатационные
Силовое замыкание позволяет компенсировать погрешности изготовления и сборки, а также некоторые эксплуатационные
Слайд 82В зависимости от вида компенсируемых погрешностей и места регулировки (изменения параметров) компенсаторы
В зависимости от вида компенсируемых погрешностей и места регулировки (изменения параметров) компенсаторы
Слайд 83Функциональные компенсаторы, предназначены для компенсации переменных погрешностей функциональных преобразователей прибора. Их параметры
Функциональные компенсаторы, предназначены для компенсации переменных погрешностей функциональных преобразователей прибора. Их параметры
Слайд 84Настроечно-выверочные компенсаторы предназначены для компенсации погрешностей ориентации прибора, износа, расстройки. Параметры этих
Настроечно-выверочные компенсаторы предназначены для компенсации погрешностей ориентации прибора, износа, расстройки. Параметры этих
Слайд 85ЮСТИРОВКА ОЭП
ЮСТИРОВКА ОЭП
Слайд 86Юстировка является одним из специфических методов компенсации погрешностей ОЭП приборов, включающим и
Юстировка является одним из специфических методов компенсации погрешностей ОЭП приборов, включающим и
Слайд 87Требуется проведение дополнительных мероприятий по устранению или компенсации тех или иных погрешностей
Требуется проведение дополнительных мероприятий по устранению или компенсации тех или иных погрешностей
Слайд 88Юстировка - процесс, выполняемый во время или после сборки приборов и узлов,
Юстировка - процесс, выполняемый во время или после сборки приборов и узлов,
Слайд 89На практике и в отечественной литературе:
термин «юстировка» обычно применяют к оптическим приборам
На практике и в отечественной литературе:
термин «юстировка» обычно применяют к оптическим приборам
Слайд 90При эксплуатации приборов иногда также возникает необходимость их юстировки из-за недопустимого ухудшения
При эксплуатации приборов иногда также возникает необходимость их юстировки из-за недопустимого ухудшения
Слайд 91В процессе эксплуатации приборов применяются также операции их выверки, настройки, калибровки -
В процессе эксплуатации приборов применяются также операции их выверки, настройки, калибровки -
Слайд 92Процесс юстировки в общем случае заключается в следующем:
1) выявление погрешностей прибора или
Процесс юстировки в общем случае заключается в следующем:
1) выявление погрешностей прибора или
Слайд 933) воздействие (механическое, электрическое, тепловое) юстировочным устройством на определенные структурные элементы прибора
3) воздействие (механическое, электрическое, тепловое) юстировочным устройством на определенные структурные элементы прибора
Слайд 944) фиксация юстируемых структурных элементов для надежного закрепления их положения, состояния, свойств,
4) фиксация юстируемых структурных элементов для надежного закрепления их положения, состояния, свойств,
Слайд 96Рис. 8. Обобщенная схема процесса юстировки
Рис. 8. Обобщенная схема процесса юстировки

Слайд 97В систему сравнения поступают номинальные значения параметров или значения погрешностей, полученные с
В систему сравнения поступают номинальные значения параметров или значения погрешностей, полученные с
Слайд 99Рис. 9. Юстировка по схеме вспомогательных измерений
Рис. 9. Юстировка по схеме вспомогательных измерений
Слайд 103По этой схеме происходит юстировка элементов прибора при поузловой сборке и отдельных
По этой схеме происходит юстировка элементов прибора при поузловой сборке и отдельных
Слайд 104Рис. 10. Адаптивное зеркало: 1 - отдельное элементарное зеркало;
2 - цилиндр
Рис. 10. Адаптивное зеркало: 1 - отдельное элементарное зеркало;
2 - цилиндр
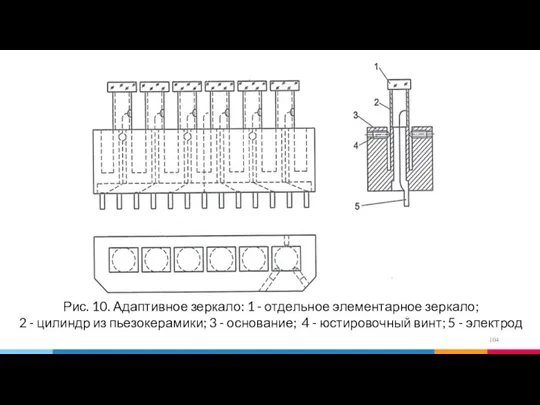
Слайд 105Коллинеарность и компланарность элементарных зеркал обеспечиваются их совместной полировкой после приклеивания (с
Коллинеарность и компланарность элементарных зеркал обеспечиваются их совместной полировкой после приклеивания (с
Слайд 106Способ юстировки по схеме вспомогательных измерений обладает следующими особенностями:
1) юстируется не суммарный
Способ юстировки по схеме вспомогательных измерений обладает следующими особенностями:
1) юстируется не суммарный
Слайд 1073) система сравнения должна содержать для компенсируемых погрешностей их допустимые значения;
4) результат
3) система сравнения должна содержать для компенсируемых погрешностей их допустимые значения;
4) результат
Слайд 109Рис. 11. Юстировка по схеме образцовых сигналов (обозначения как на рис. 9)
Рис. 11. Юстировка по схеме образцовых сигналов (обозначения как на рис. 9)
Слайд 111В качестве образцового сигнала используются, например, волновой фронт эталонного источника светового излучения,
В качестве образцового сигнала используются, например, волновой фронт эталонного источника светового излучения,
Слайд 1133) юстировка производится в дискретных точках диапазона работы прибора, соответствующих значениям образцового
3) юстировка производится в дискретных точках диапазона работы прибора, соответствующих значениям образцового
Слайд 114Юстировочные расчеты
Юстировка является весьма трудоемким процессом. Она требует использования специальной оснастки, инструмента,
Юстировочные расчеты
Юстировка является весьма трудоемким процессом. Она требует использования специальной оснастки, инструмента,
Слайд 115Юстировка прибора и его узлов должна предусматриваться на этапе их проектирования.
Поэтому
Юстировка прибора и его узлов должна предусматриваться на этапе их проектирования.
Поэтому
Слайд 116От правильного определения необходимого числа юстируемых параметров, требований к точности юстировки, диапазону
От правильного определения необходимого числа юстируемых параметров, требований к точности юстировки, диапазону
Слайд 117Поэтому юстировочные расчеты представляют собой сложную, многофакторную задачу, решение которой должно основываться
Поэтому юстировочные расчеты представляют собой сложную, многофакторную задачу, решение которой должно основываться
Слайд 118Естественно, что вначале выбирают способ устранения или компенсации наиболее сильно влияющей погрешности,
Естественно, что вначале выбирают способ устранения или компенсации наиболее сильно влияющей погрешности,
Слайд 119Методы юстировки типовых приборов и функциональных устройств обычно изучаются в специальных курсах
Методы юстировки типовых приборов и функциональных устройств обычно изучаются в специальных курсах
 Правовое обеспечение деятельности государственных таможенных органов
Правовое обеспечение деятельности государственных таможенных органов Технологический процесс работы пассажирской технической станции Пятилетка
Технологический процесс работы пассажирской технической станции Пятилетка Тема: «Формирование эмоционально-ценностного отношения к миру у учащихся через экологический модуль на уроках химии»
Тема: «Формирование эмоционально-ценностного отношения к миру у учащихся через экологический модуль на уроках химии» Evolution3 система «открытого типа» с неограниченной возможностью наращивания функций. Сетевая архитектура построения комплекса спос
Evolution3 система «открытого типа» с неограниченной возможностью наращивания функций. Сетевая архитектура построения комплекса спос Астраханский Кремль
Астраханский Кремль О принципах формирования «Национальной комплексной программы профилактики суицидального поведения несовершеннолетних в Казах
О принципах формирования «Национальной комплексной программы профилактики суицидального поведения несовершеннолетних в Казах Презентация на тему Бесполое и половое размножение организмов
Презентация на тему Бесполое и половое размножение организмов  Составление сетчатых орнаментов на основе законов симметрии
Составление сетчатых орнаментов на основе законов симметрии Презентация на тему Равнины суши
Презентация на тему Равнины суши Откуда берутся снег и лед?«Окружающий мир» 1 класс
Откуда берутся снег и лед?«Окружающий мир» 1 класс Система экспресс-обработки НТМИ
Система экспресс-обработки НТМИ О правилах приема в ОУ
О правилах приема в ОУ Если б Гарри Поттером был я…
Если б Гарри Поттером был я… Отрасли права
Отрасли права Мотивация. Виды мотивации
Мотивация. Виды мотивации Что такое система?
Что такое система? Презентация на тему Мера ответственности родителей за воспитание детей
Презентация на тему Мера ответственности родителей за воспитание детей Проблемные мотивации на уроках русского языка и литературы и пути их решения
Проблемные мотивации на уроках русского языка и литературы и пути их решения Глаза - один из ценнейших органов чувств человека. Благодаря глазам мы получаем почти всю информацию об окружающем мире.
Глаза - один из ценнейших органов чувств человека. Благодаря глазам мы получаем почти всю информацию об окружающем мире. 7.1В Влияние деятельности человека на окружающую среду_презентация
7.1В Влияние деятельности человека на окружающую среду_презентация Регенерация
Регенерация Уральские горы (4 класс)
Уральские горы (4 класс) Занятие по обществознанию на тему: «Политические партии» Для студентов 1 курса СПО
Занятие по обществознанию на тему: «Политические партии» Для студентов 1 курса СПО Москва-река
Москва-река Украинский национальный костюм
Украинский национальный костюм Презентация%20по%20теме%20правописание%20приставок%20и%20предлогов
Презентация%20по%20теме%20правописание%20приставок%20и%20предлогов Олимпийские символы
Олимпийские символы Структура и содержание уголовно-исполнительного законодательства РФ
Структура и содержание уголовно-исполнительного законодательства РФ