- Поперечно-клиновая прокатка

Содержание
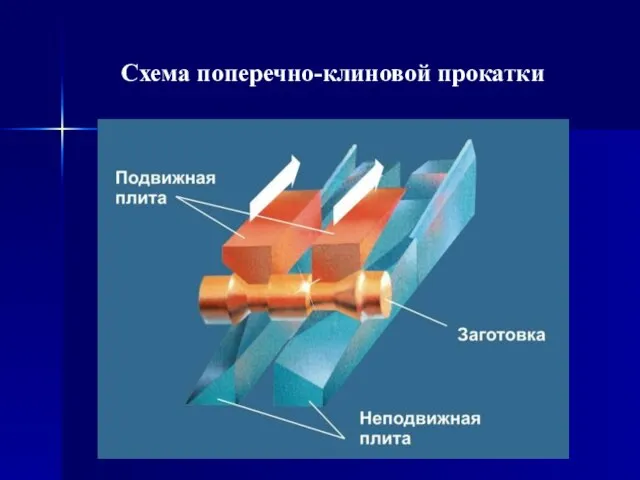
- 2. Схема поперечно-клиновой прокатки
- 3. Детали, полученные методом поперечно-клиновой прокатки
- 4. Страны, использующие белорусское оборудование поперечно-клиновой прокатки: Беларусь, Россия, Украина, Германия, Турция, Болгария, Италия, Испания, Южная Корея,
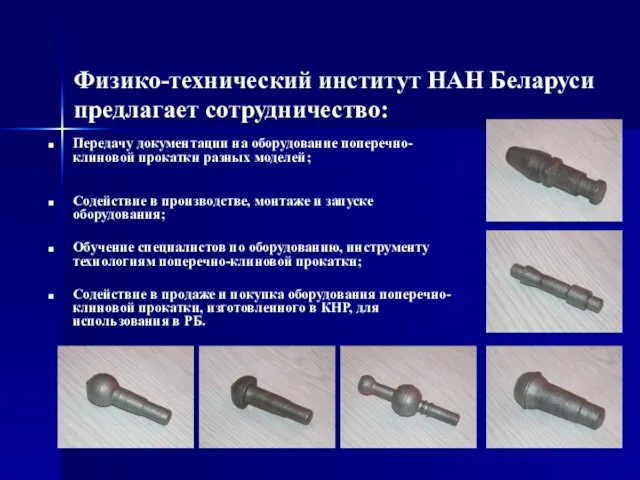
- 5. Физико-технический институт НАН Беларуси предлагает сотрудничество: Передачу документации на оборудование поперечно-клиновой прокатки разных моделей; Содействие в
- 6. Наши партнеры • Пекинский НИИ механических и электрических технологий, Китай; • Университет науки и техники, Пекин,
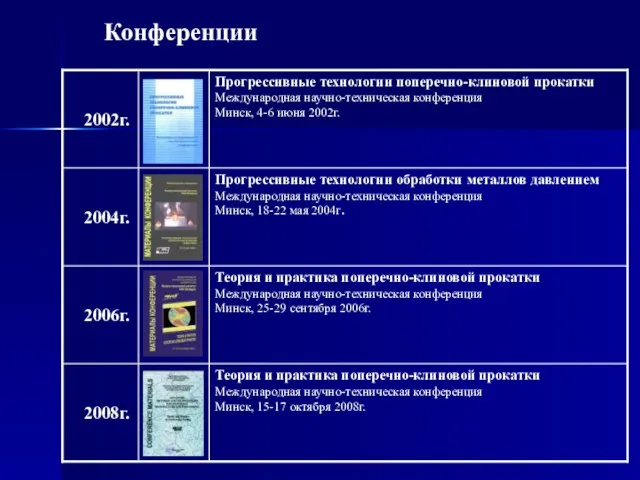
- 7. Конференции
- 8. Стан поперечно-клиновой прокатки ПМ 5.150 конструкции «ФТИ НАН Беларуси» Стан ПМ 5.150 внедрен на ОАО «БЕЛКАРД»
- 9. Стан поперечно-клиновой прокатки ПМ 5.155 разработанный в «ФТИ НАН Беларуси» для фирмы «Sun Steel Stock Company»,
- 10. Технические характеристики комплексов ПМ конструкции «ФТИ НАН Беларуси»
- 11. Плоский прокатный инструмент стана поперечно-клиновой прокатки Инструмент изготавливается из вольфрамовой инструментальной стали. На одном инструменте можно
- 12. Плоско-прокатные станы обладают рядом преимуществ по сравнению с валковыми станами: • простота изготовления и низкая стоимость
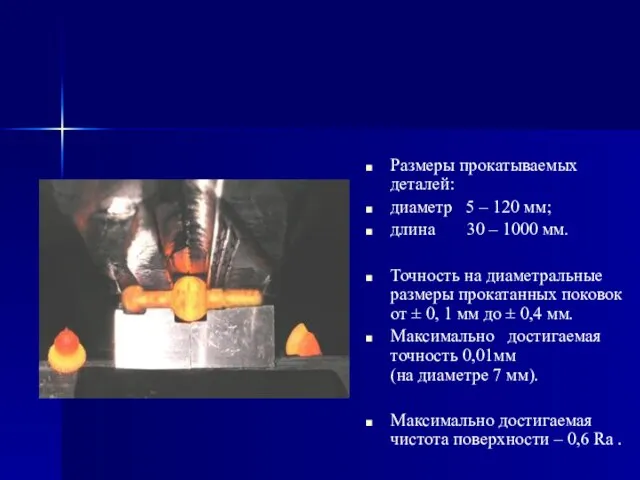
- 13. Размеры прокатываемых деталей: диаметр 5 – 120 мм; длина 30 – 1000 мм. Точность на диаметральные
- 14. Технология поперечно-клиновой прокатки резца горнопроходческого комбайна Методом поперечно-клиновой прокатки прокатывается заготовка. Рабочая часть резца подвергается лазерному
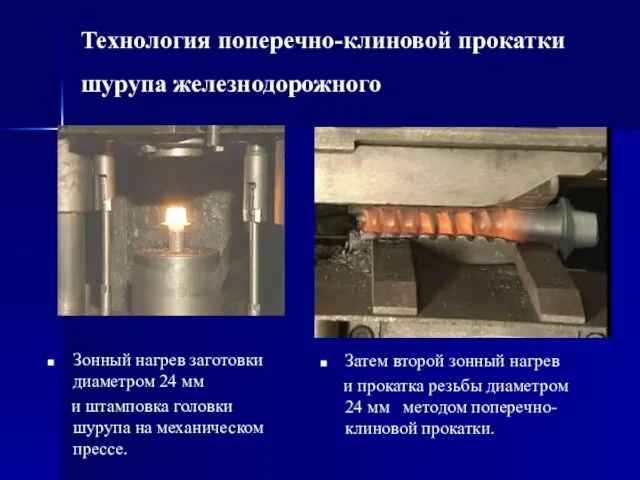
- 15. Технология поперечно-клиновой прокатки шурупа железнодорожного Зонный нагрев заготовки диаметром 24 мм и штамповка головки шурупа на
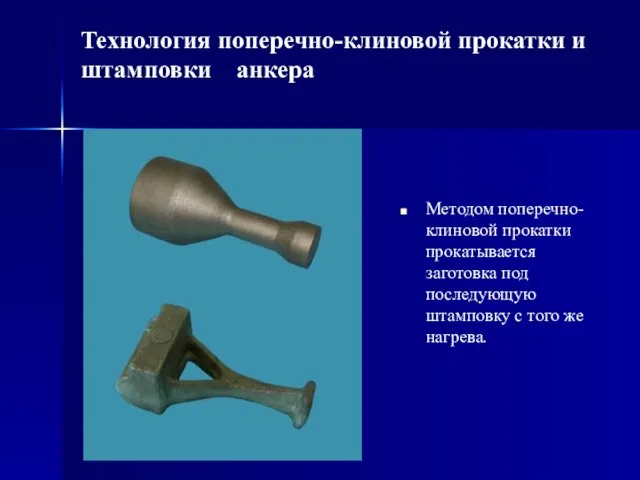
- 16. Технология поперечно-клиновой прокатки и штамповки анкера Методом поперечно-клиновой прокатки прокатывается заготовка под последующую штамповку с того
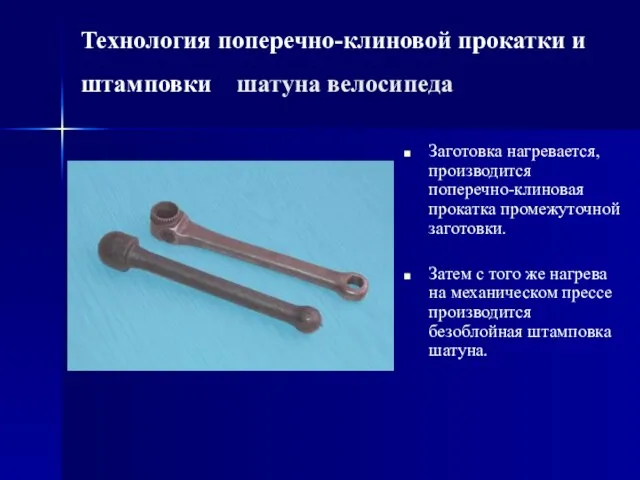
- 17. Технология поперечно-клиновой прокатки и штамповки шатуна велосипеда Заготовка нагревается, производится поперечно-клиновая прокатка промежуточной заготовки. Затем с
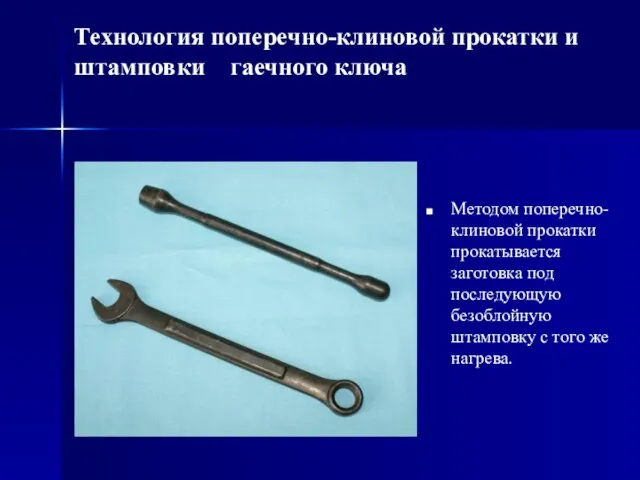
- 18. Технология поперечно-клиновой прокатки и штамповки гаечного ключа Методом поперечно-клиновой прокатки прокатывается заготовка под последующую безоблойную штамповку
- 19. Технология теплой поперечно-клиновая прокатки Прокатка с нагревом стальных заготовок до 873-973К позволяет на порядок улучшить качество
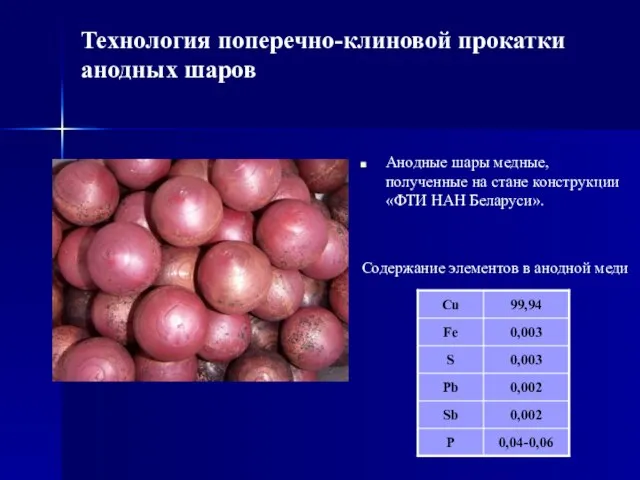
- 20. Технология поперечно-клиновой прокатки анодных шаров Анодные шары медные, полученные на стане конструкции «ФТИ НАН Беларуси». Содержание
- 21. Компьютерное моделирование процесса поперечно-клиновой прокатки Разработанная компьютерная модель позволяет проводить анализ разрабатываемых технологий не прибегая к
- 23. Скачать презентацию
Слайд 3Детали, полученные методом
поперечно-клиновой прокатки
Детали, полученные методом
поперечно-клиновой прокатки

Слайд 4Страны, использующие белорусское оборудование поперечно-клиновой прокатки:
Беларусь, Россия, Украина, Германия, Турция, Болгария,
Страны, использующие белорусское оборудование поперечно-клиновой прокатки: Беларусь, Россия, Украина, Германия, Турция, Болгария,

Слайд 5Физико-технический институт НАН Беларуси предлагает сотрудничество:
Передачу документации на оборудование поперечно-клиновой прокатки разных
Физико-технический институт НАН Беларуси предлагает сотрудничество:
Передачу документации на оборудование поперечно-клиновой прокатки разных
Слайд 6Наши партнеры
• Пекинский НИИ механических и электрических технологий, Китай;
• Университет науки
Наши партнеры
• Пекинский НИИ механических и электрических технологий, Китай;
• Университет науки
Слайд 7Конференции
Конференции
Слайд 8Стан поперечно-клиновой прокатки ПМ 5.150 конструкции «ФТИ НАН Беларуси»
Стан ПМ 5.150
Стан поперечно-клиновой прокатки ПМ 5.150 конструкции «ФТИ НАН Беларуси»
Стан ПМ 5.150

Слайд 9Стан поперечно-клиновой прокатки ПМ 5.155 разработанный в «ФТИ НАН Беларуси»
для фирмы
Стан поперечно-клиновой прокатки ПМ 5.155 разработанный в «ФТИ НАН Беларуси» для фирмы

Слайд 10Технические характеристики комплексов ПМ конструкции «ФТИ НАН Беларуси»
Технические характеристики комплексов ПМ конструкции «ФТИ НАН Беларуси»

Слайд 11Плоский прокатный инструмент
стана поперечно-клиновой прокатки
Инструмент изготавливается из вольфрамовой инструментальной стали.
Плоский прокатный инструмент
стана поперечно-клиновой прокатки
Инструмент изготавливается из вольфрамовой инструментальной стали.

Слайд 12Плоско-прокатные станы обладают рядом преимуществ по сравнению с валковыми станами:
• простота изготовления
Плоско-прокатные станы обладают рядом преимуществ по сравнению с валковыми станами:
• простота изготовления
Слайд 13Размеры прокатываемых деталей:
диаметр 5 – 120 мм;
длина 30 – 1000 мм.
Точность
Размеры прокатываемых деталей:
диаметр 5 – 120 мм;
длина 30 – 1000 мм.
Точность
Слайд 14Технология поперечно-клиновой прокатки резца горнопроходческого комбайна
Методом поперечно-клиновой прокатки прокатывается заготовка.
Рабочая часть
Технология поперечно-клиновой прокатки резца горнопроходческого комбайна
Методом поперечно-клиновой прокатки прокатывается заготовка.
Рабочая часть

Слайд 15Технология поперечно-клиновой прокатки шурупа железнодорожного
Зонный нагрев заготовки диаметром 24 мм
и
Технология поперечно-клиновой прокатки шурупа железнодорожного
Зонный нагрев заготовки диаметром 24 мм
и
Слайд 16Технология поперечно-клиновой прокатки и штамповки анкера
Методом поперечно-клиновой прокатки прокатывается заготовка под последующую
Технология поперечно-клиновой прокатки и штамповки анкера
Методом поперечно-клиновой прокатки прокатывается заготовка под последующую
Слайд 17Технология поперечно-клиновой прокатки и штамповки шатуна велосипеда
Заготовка нагревается, производится поперечно-клиновая прокатка
Технология поперечно-клиновой прокатки и штамповки шатуна велосипеда
Заготовка нагревается, производится поперечно-клиновая прокатка
Слайд 18Технология поперечно-клиновой прокатки и штамповки гаечного ключа
Методом поперечно-клиновой прокатки прокатывается заготовка под
Технология поперечно-клиновой прокатки и штамповки гаечного ключа
Методом поперечно-клиновой прокатки прокатывается заготовка под
Слайд 19Технология
теплой поперечно-клиновая прокатки
Прокатка с нагревом
стальных заготовок до 873-973К
Технология
теплой поперечно-клиновая прокатки
Прокатка с нагревом
стальных заготовок до 873-973К

Слайд 20Технология поперечно-клиновой прокатки анодных шаров
Анодные шары медные, полученные на стане конструкции «ФТИ
Технология поперечно-клиновой прокатки анодных шаров
Анодные шары медные, полученные на стане конструкции «ФТИ
Слайд 21Компьютерное моделирование процесса поперечно-клиновой прокатки
Разработанная компьютерная модель позволяет проводить анализ разрабатываемых технологий
Компьютерное моделирование процесса поперечно-клиновой прокатки
Разработанная компьютерная модель позволяет проводить анализ разрабатываемых технологий

 Презентация на тему Луч и угол 7 класс
Презентация на тему Луч и угол 7 класс ПОВТОРЕНИЕ
ПОВТОРЕНИЕ Компания «Буржуй» Представляет вашему вниманию
Компания «Буржуй» Представляет вашему вниманию Гидромеханические процессы и аппараты
Гидромеханические процессы и аппараты Частица как часть речи Правописание частиц
Частица как часть речи Правописание частиц Нам 15 лет. Лучший выпуск в истории
Нам 15 лет. Лучший выпуск в истории Аборт
Аборт ЧАС ЗАНИМАТЕЛЬНОЙ БИОЛОГИИ 7 класс
ЧАС ЗАНИМАТЕЛЬНОЙ БИОЛОГИИ 7 класс "Горе от ума: как политическая комедия" 9 класс
"Горе от ума: как политическая комедия" 9 класс 1. Понятие легитимность означает: А) терпимость к другим мнениям Б) противостояние политических идей В) правомочность власти Г) прив
1. Понятие легитимность означает: А) терпимость к другим мнениям Б) противостояние политических идей В) правомочность власти Г) прив Что такое Закрытые Паевые Инвестиционные Фонды в России
Что такое Закрытые Паевые Инвестиционные Фонды в России 9 мая в 66 раз наша страна будет праздновать День Победы в ВОВ!!!
9 мая в 66 раз наша страна будет праздновать День Победы в ВОВ!!! Устойчивое развитие социо-эколого-экономической системы
Устойчивое развитие социо-эколого-экономической системы Что угрожает нашей планете Земля?
Что угрожает нашей планете Земля? Если не лениться , можно многого добиться
Если не лениться , можно многого добиться Презентация на тему Образ Наташи Ростовой в романе Л.Н. Толстого
Презентация на тему Образ Наташи Ростовой в романе Л.Н. Толстого  Развитие холдинга Развитие холдинга Заводы Заводы Каждый из пяти Итальянских заводов холдинга имет только складскую площадь от 12
Развитие холдинга Развитие холдинга Заводы Заводы Каждый из пяти Итальянских заводов холдинга имет только складскую площадь от 12  Новые совместные продукты фирмы "1С" и Microsoft 1С:Предприятие 8 + Microsoft Office 2010 для малого бизнеса"
Новые совместные продукты фирмы "1С" и Microsoft 1С:Предприятие 8 + Microsoft Office 2010 для малого бизнеса" Deutsche Phraseologie
Deutsche Phraseologie СПИРТ: его влияние на организм человека
СПИРТ: его влияние на организм человека Профессия - «Бренд-менеджер»
Профессия - «Бренд-менеджер» Организация социально значимой деятельности с детьми «группы риска»
Организация социально значимой деятельности с детьми «группы риска» Уголовный процесс (задачи)
Уголовный процесс (задачи) Презентация на тему Храмовое искусство Древней Руси
Презентация на тему Храмовое искусство Древней Руси  Разрезы (вырезы) на аксонометрических изображениях деталей
Разрезы (вырезы) на аксонометрических изображениях деталей Презентация на тему Пещерные храмы в Эллоре
Презентация на тему Пещерные храмы в Эллоре  Презентация на тему Кавказ в творчестве Пушкина
Презентация на тему Кавказ в творчестве Пушкина Натюрморт из крупного предмета быта и драпировки с простыми складками
Натюрморт из крупного предмета быта и драпировки с простыми складками