- Применение конечно-элементного анализак прокатке в калибрах

Содержание
- 2. Введение Обсуждаются основные соотношения и результаты моделирования процесса прокатки в калибрах с помощью вычислительной системы SPLEN,
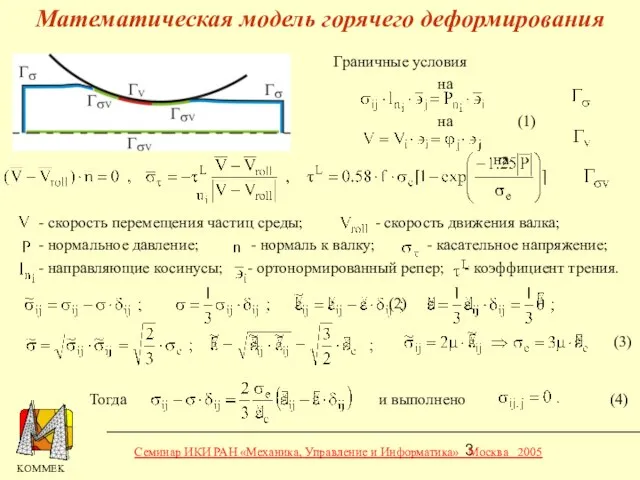
- 3. (2) (3) Тогда и выполнено (4) Граничные условия на на (1) на Математическая модель горячего деформирования
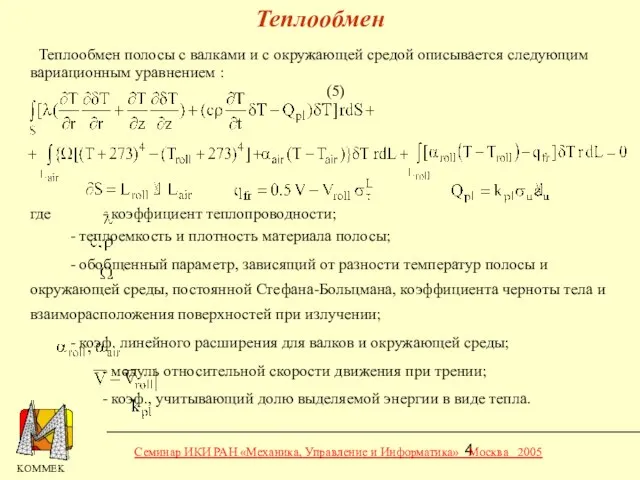
- 4. Теплообмен полосы с валками и с окружающей средой описывается следующим вариационным уравнением : (5) где -
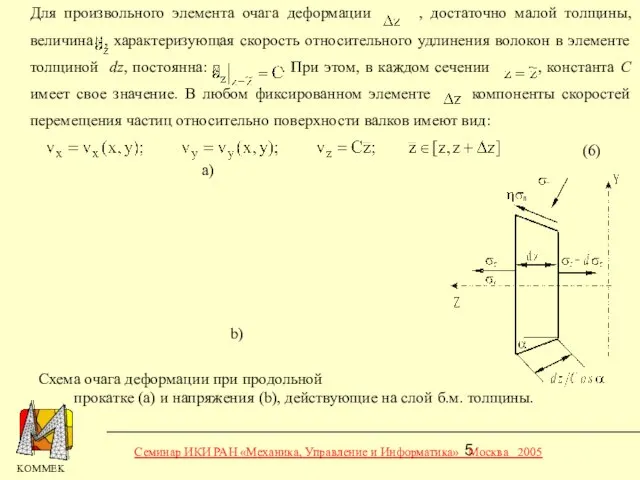
- 5. Для произвольного элемента очага деформации , достаточно малой толщины, величина , характеризующая скорость относительного удлинения волокон
- 6. Полуаналитический метод конечных элементов Таким образом, трехмерное поле скоростей элемента разбивается на две составляющие. Поле скоростей
- 7. Алгоритм решения пространственной задачи для каждого отдельного элемента основан на минимизации функционала: (7) Окончательно скорость продольного
- 8. Экспериментальная проверка Для проверки достоверности алгоритмов использованы экспериментальные данные, полученные в опытах по исследованию напряженного состояния
- 9. Экспериментальная проверка Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
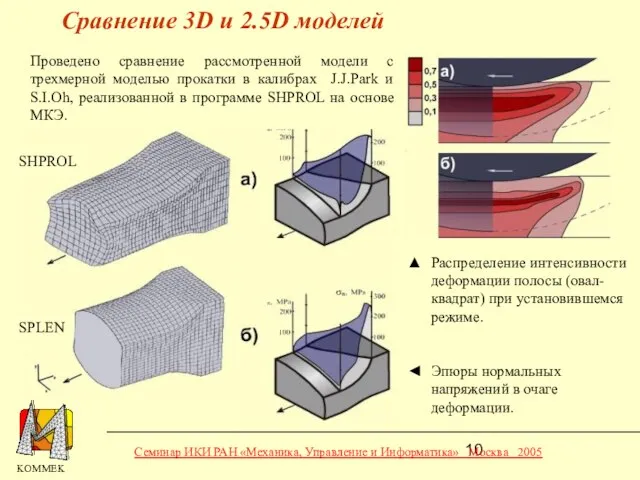
- 10. Проведено сравнение рассмотренной модели с трехмерной моделью прокатки в калибрах J.J.Park и S.I.Oh, реализованной в программе
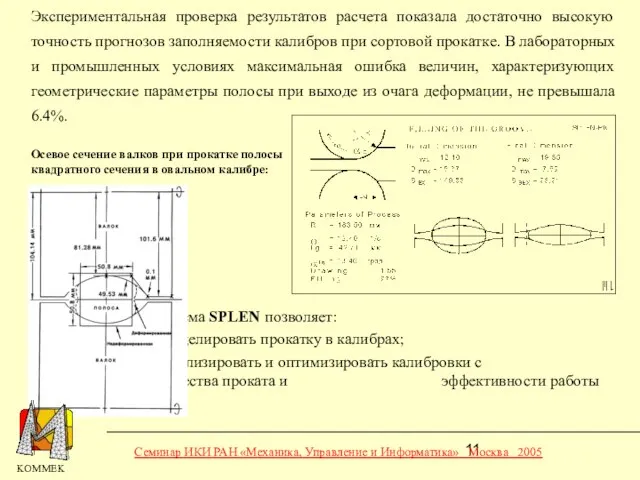
- 11. Экспериментальная проверка результатов расчета показала достаточно высокую точность прогнозов заполняемости калибров при сортовой прокатке. В лабораторных
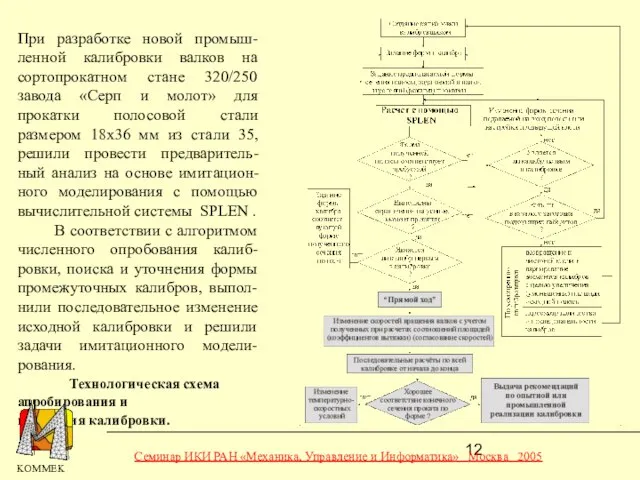
- 12. При разработке новой промыш-ленной калибровки валков на сортопрокатном стане 320/250 завода «Серп и молот» для прокатки
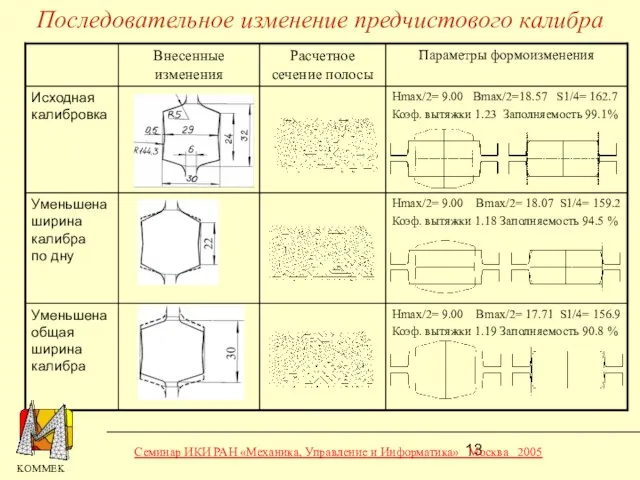
- 13. Последовательное изменение предчистового калибра Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
- 14. Последовательное изменение предчистового калибра Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
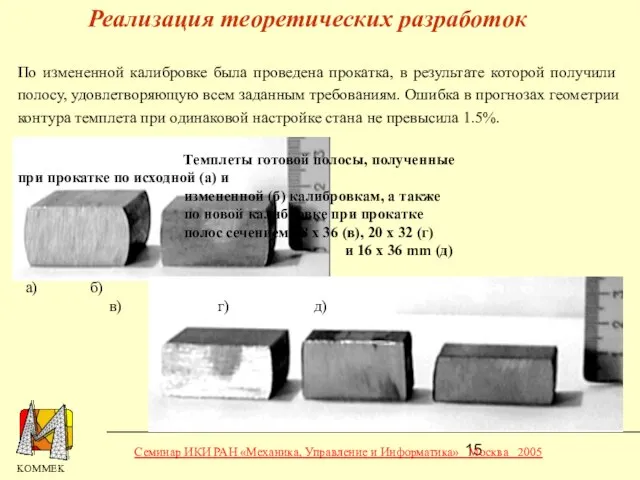
- 15. Реализация теоретических разработок По измененной калибровке была проведена прокатка, в результате которой получили полосу, удовлетворяющую всем
- 16. Опытно-промышленное опробование системы SPLEN на действующих калибровках сортовых станов 500, 300-2, 250-1 и проволочного стана 250-2
- 17. Выводы Разработана математическая модель и алгоритмы, позволяющие осуществлять имитационное моделирование установившегося процесса прокатки в калибрах. На
- 19. Скачать презентацию
Слайд 2 Введение
Обсуждаются основные соотношения и результаты моделирования процесса прокатки в калибрах с помощью
Введение
Обсуждаются основные соотношения и результаты моделирования процесса прокатки в калибрах с помощью
Слайд 3 (2)
(3)
Тогда и выполнено (4)
Граничные условия
на
на (1)
на
Математическая
(2)
(3)
Тогда и выполнено (4)
Граничные условия
на
на (1)
на
Математическая
Слайд 4 Теплообмен полосы с валками и с окружающей средой описывается следующим вариационным уравнением
Теплообмен полосы с валками и с окружающей средой описывается следующим вариационным уравнением
Слайд 5 Для произвольного элемента очага деформации , достаточно малой толщины, величина , характеризующая
Для произвольного элемента очага деформации , достаточно малой толщины, величина , характеризующая
Слайд 6 Полуаналитический метод конечных элементов
Таким образом, трехмерное поле скоростей элемента разбивается на
Полуаналитический метод конечных элементов
Таким образом, трехмерное поле скоростей элемента разбивается на
Слайд 7 Алгоритм решения пространственной задачи для каждого отдельного элемента основан на минимизации функционала:
(7)
Окончательно
Алгоритм решения пространственной задачи для каждого отдельного элемента основан на минимизации функционала:
(7)
Окончательно
Слайд 8Экспериментальная проверка
Для проверки достоверности алгоритмов использованы экспериментальные данные, полученные в опытах по
Экспериментальная проверка
Для проверки достоверности алгоритмов использованы экспериментальные данные, полученные в опытах по
Слайд 9Экспериментальная проверка
Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
Экспериментальная проверка
Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
Слайд 10 Проведено сравнение рассмотренной модели с трехмерной моделью прокатки в калибрах J.J.Park и
Проведено сравнение рассмотренной модели с трехмерной моделью прокатки в калибрах J.J.Park и
Слайд 11 Экспериментальная проверка результатов расчета показала достаточно высокую точность прогнозов заполняемости калибров при
Экспериментальная проверка результатов расчета показала достаточно высокую точность прогнозов заполняемости калибров при
Слайд 12 При разработке новой промыш-ленной калибровки валков на сортопрокатном стане 320/250 завода «Серп
При разработке новой промыш-ленной калибровки валков на сортопрокатном стане 320/250 завода «Серп
Слайд 13Последовательное изменение предчистового калибра
Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
Последовательное изменение предчистового калибра
Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
Слайд 14Последовательное изменение предчистового калибра
Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005
Последовательное изменение предчистового калибра
Семинар ИКИ РАН «Механика, Управление и Информатика» Москва 2005

Слайд 15Реализация теоретических разработок
По измененной калибровке была проведена прокатка, в результате которой получили
Реализация теоретических разработок
По измененной калибровке была проведена прокатка, в результате которой получили
Слайд 16 Опытно-промышленное
опробование системы SPLEN
на действующих калибровках
сортовых станов 500, 300-2,
250-1 и проволочного
стана 250-2 выполнено
Опытно-промышленное опробование системы SPLEN на действующих калибровках сортовых станов 500, 300-2, 250-1 и проволочного стана 250-2 выполнено
Слайд 17Выводы
Разработана математическая модель и алгоритмы, позволяющие осуществлять имитационное моделирование установившегося процесса прокатки
Выводы
Разработана математическая модель и алгоритмы, позволяющие осуществлять имитационное моделирование установившегося процесса прокатки

 Отношение к курению учащихся лицея
Отношение к курению учащихся лицея Формирование индивидуального стиля деятельности с учетом особенностей темперамента
Формирование индивидуального стиля деятельности с учетом особенностей темперамента О комплексе мер по профилактике травматизма обучающихся и воспитанников. Порядок расследования несчастных случаев с обучающимис
О комплексе мер по профилактике травматизма обучающихся и воспитанников. Порядок расследования несчастных случаев с обучающимис УПРАВЛЕНЧЕСКИЙКОНСАЛТИНГ
УПРАВЛЕНЧЕСКИЙКОНСАЛТИНГ Гармония пространства
Гармония пространства Что же такое «гражданский брак»?Почему дети нашего времени в своем большинстве появляются на свет «незаконнорожденными»?
Что же такое «гражданский брак»?Почему дети нашего времени в своем большинстве появляются на свет «незаконнорожденными»? Украшение и фантазия
Украшение и фантазия The Theory of Factor Proportions
The Theory of Factor Proportions Построение образовательного пространства обучения на системно-деятельностном подходе
Построение образовательного пространства обучения на системно-деятельностном подходе Рыбацкие ложки
Рыбацкие ложки PowerPoint Show by Andrew
PowerPoint Show by Andrew Организация проектной деятельности
Организация проектной деятельности Действительные и страдательные причастия 7 класс
Действительные и страдательные причастия 7 класс Беляковой от подружек
Беляковой от подружек Беспроводная передача электричества
Беспроводная передача электричества О заболеваниях мочеполовой системы не принято говорить вслух, но бросать эти недуги на самотек опасно для здоровья, поэтому в данн
О заболеваниях мочеполовой системы не принято говорить вслух, но бросать эти недуги на самотек опасно для здоровья, поэтому в данн Презентация на тему We like the place we live
Презентация на тему We like the place we live Уильям Шекспир
Уильям Шекспир Опоры самости
Опоры самости Презентация на тему сентиментализм
Презентация на тему сентиментализм  С чего начинается Родина. Праздничный концерт в Пычановском досуговом центре
С чего начинается Родина. Праздничный концерт в Пычановском досуговом центре Сергей Александрович Есенин
Сергей Александрович Есенин  Использование аппликативной техники при выполнении дизайн - проекта
Использование аппликативной техники при выполнении дизайн - проекта С мамой в спорте
С мамой в спорте Кто придумал первую ракету?
Кто придумал первую ракету? Развивайся!
Развивайся! Гончаров Александр Андреевич 11.09.1925 года рождения Ветеран великой Отечественной войны.
Гончаров Александр Андреевич 11.09.1925 года рождения Ветеран великой Отечественной войны. Алгоритм решения уравнений
Алгоритм решения уравнений