- Принципиальные возможности управления точностью технологического размера

Содержание
- 2. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера Рассмотренные ранее элементарные погрешности технологического
- 3. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера С этой точки зрения все
- 4. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера 2. Систематические переменные погрешности -
- 5. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера 3. Случайные погрешности - это
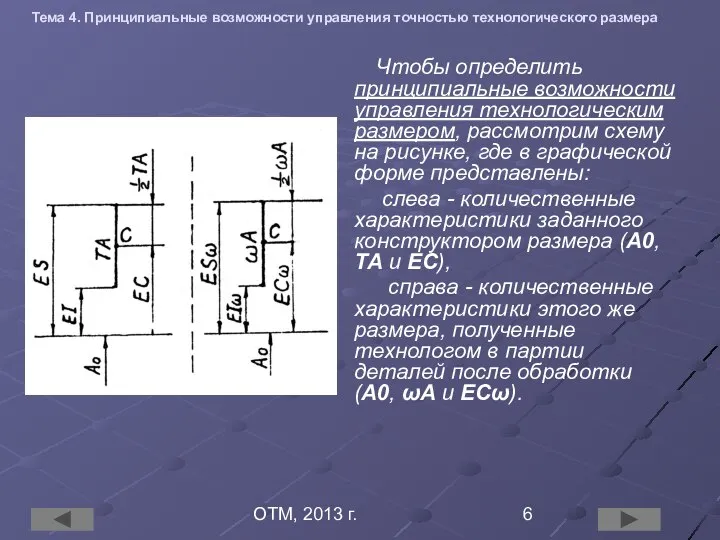
- 6. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера Чтобы определить принципиальные возможности управления
- 7. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера Из этой схемы можно сформулировать
- 8. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера Таким образом, целью управления технологическим
- 9. ОТМ, 2013 г. Тема 4. Принципиальные возможности управления точностью технологического размера 2) Воздействовать на накопленную величину
- 11. Скачать презентацию
Слайд 2ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Рассмотренные
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Рассмотренные
Слайд 3ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
С
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
С
Слайд 4ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
2. Систематические
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
2. Систематические
Слайд 5ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
3. Случайные
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
3. Случайные
Слайд 6ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Чтобы
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Чтобы
Слайд 7ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Из
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Из
Слайд 8ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Таким
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
Таким
Слайд 9ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
2)
ОТМ, 2013 г.
Тема 4. Принципиальные возможности управления точностью технологического размера
2)
 Композицияның бөліктері құрамдык
Композицияның бөліктері құрамдык ТАЙНЫ РОЖДЕНИЯ
ТАЙНЫ РОЖДЕНИЯ Ионные двигатели с радиочастотной ионизацией
Ионные двигатели с радиочастотной ионизацией Архитектура микропроцессора
Архитектура микропроцессора 你呢? Вопросительная частица
你呢? Вопросительная частица Юный рекламист (язык и композиция рекламы)
Юный рекламист (язык и композиция рекламы) Презентация на тему Добрых рук мастерство
Презентация на тему Добрых рук мастерство Slovo_o_polku_Igoreve (3)
Slovo_o_polku_Igoreve (3) Презентация на тему Адаптация к детскому саду
Презентация на тему Адаптация к детскому саду Становление и развитие избирательного права в Российском государстве
Становление и развитие избирательного права в Российском государстве Продается недвижимость в Татарстане. База отдыха в пгт. Рыбная Слобода
Продается недвижимость в Татарстане. База отдыха в пгт. Рыбная Слобода Презентация на тему Луч и угол 7 класс
Презентация на тему Луч и угол 7 класс Презентация на тему Грамматическая основа предложения
Презентация на тему Грамматическая основа предложения Внимание. Виды внимания
Внимание. Виды внимания Досвід роботи Дибка В.Є.
Досвід роботи Дибка В.Є. Pyat_krasok__vse_bogatstvo_tsveta_i_tona
Pyat_krasok__vse_bogatstvo_tsveta_i_tona Виды проектов дз (3)
Виды проектов дз (3) ВЕСНА
ВЕСНА Небо небо небес
Небо небо небес Презентация по географии на тему:«Экология Челябинской области»
Презентация по географии на тему:«Экология Челябинской области» Интернет портал тестирования «Твой тест»
Интернет портал тестирования «Твой тест» Аэро тату
Аэро тату Образы людей в эпизоде «Сон Раскольникова»
Образы людей в эпизоде «Сон Раскольникова» О
О Белое кружево весны
Белое кружево весны Вклад М. В. Ломоносова в развитие физики
Вклад М. В. Ломоносова в развитие физики Начисление бонусов после покупки
Начисление бонусов после покупки С Днём матери. Какое это счастье – Материнство
С Днём матери. Какое это счастье – Материнство