Проектирование технологического процесса изготовления детали класса рычагов в условиях крупносерийного производства
- Проектирование технологического процесса изготовления детали класса рычагов в условиях крупносерийного производства

Содержание
- 2. Актуальность Отрасль вагоностроения в России объединяет около 30 вагоностроительных и вагоноремонтных предприятий. В настоящее время производственные
- 3. Цель, объект, предмет исследования Цель исследования – проектирование технологического процесса изготовления детали класса «Рычаг» в условиях
- 4. Задачи исследования Провести анализ исходных данных (описание назначения и конструкции детали, описание материала детали и его
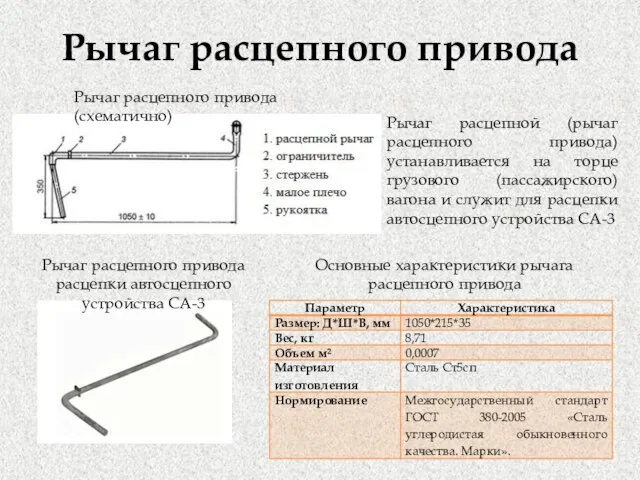
- 5. Рычаг расцепного привода Рычаг расцепного привода (схематично) Рычаг расцепного привода расцепки автосцепного устройства СА-3 Основные характеристики
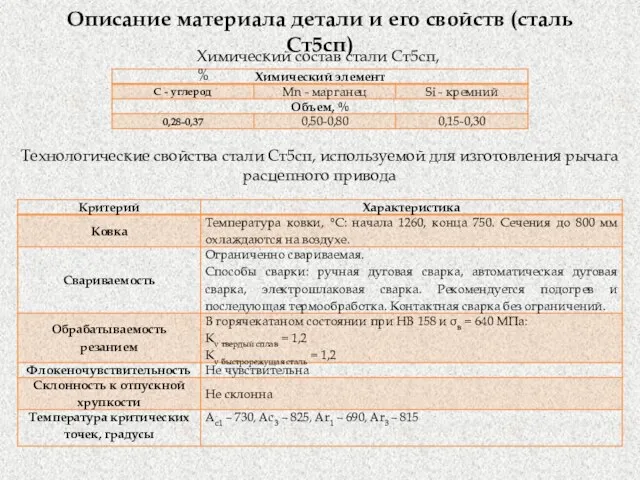
- 6. Описание материала детали и его свойств (сталь Ст5сп) Химический состав стали Ст5сп, % Технологические свойства стали
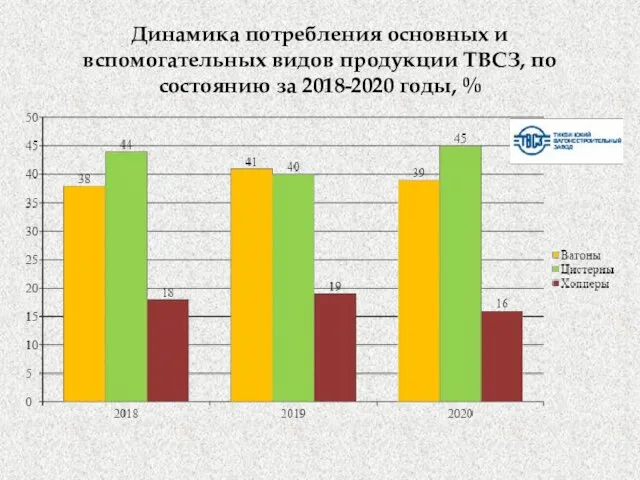
- 7. Динамика потребления основных и вспомогательных видов продукции ТВСЗ, по состоянию за 2018-2020 годы, %
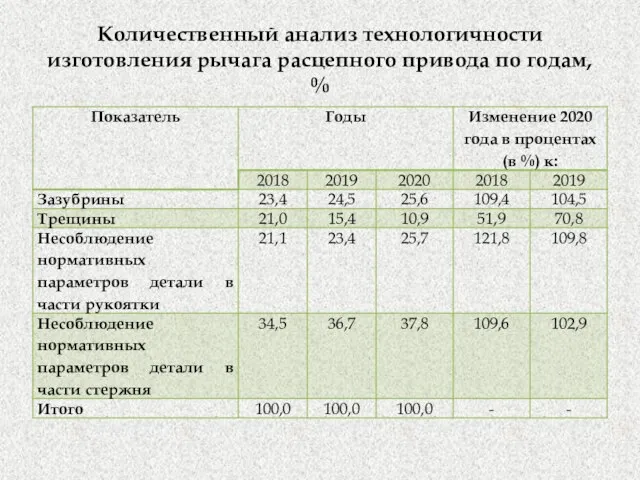
- 8. Количественный анализ технологичности изготовления рычага расцепного привода по годам, %
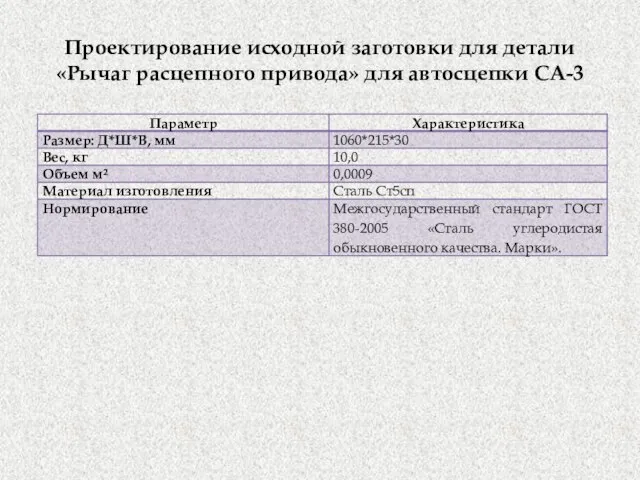
- 9. Проектирование исходной заготовки для детали «Рычаг расцепного привода» для автосцепки СА-3
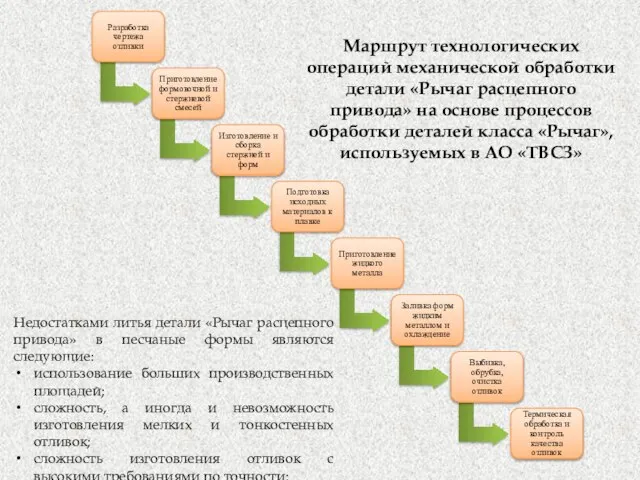
- 10. Маршрут технологических операций механической обработки детали «Рычаг расцепного привода» на основе процессов обработки деталей класса «Рычаг»,
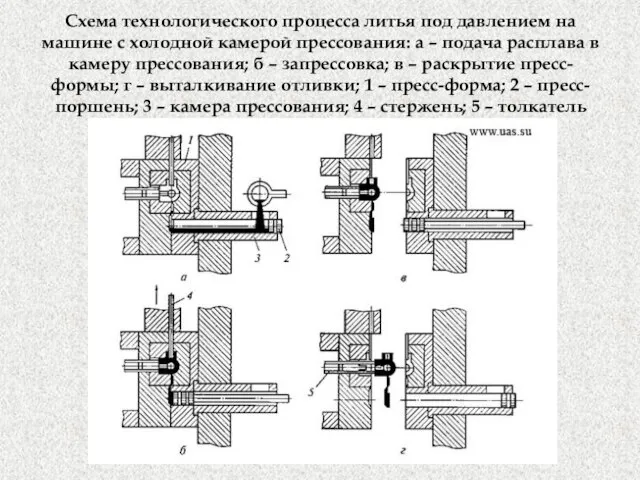
- 11. Схема технологического процесса литья под давлением на машине с холодной камерой прессования: а – подача расплава
- 12. Технические характеристики машины с холодной камерой прессования Z145WA
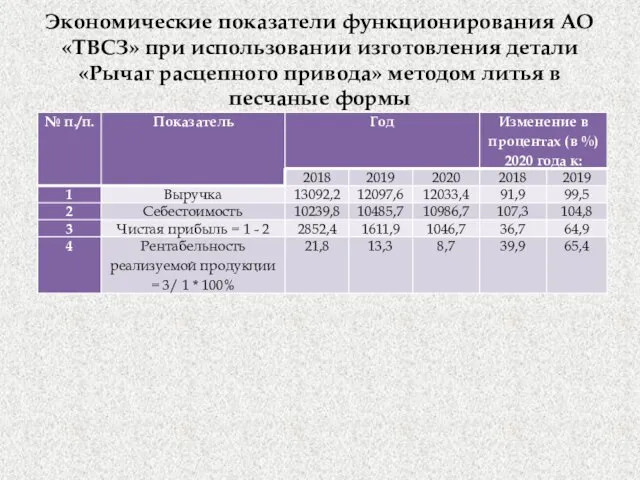
- 13. Экономические показатели функционирования АО «ТВСЗ» при использовании изготовления детали «Рычаг расцепного привода» методом литья в песчаные
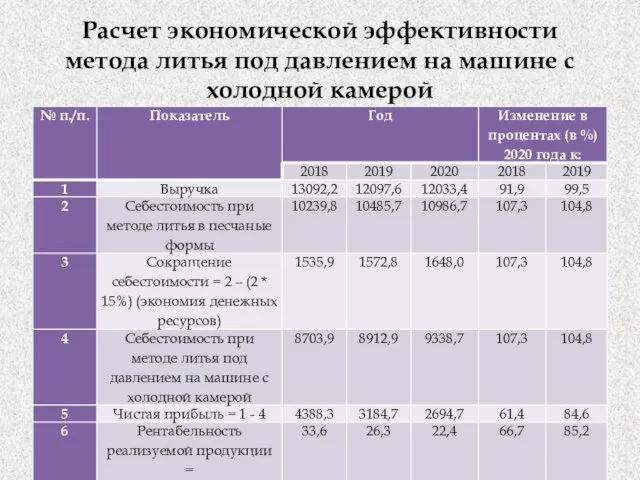
- 14. Расчет экономической эффективности метода литья под давлением на машине с холодной камерой
- 16. Скачать презентацию
Слайд 2Актуальность
Отрасль вагоностроения в России объединяет около 30 вагоностроительных и вагоноремонтных предприятий. В
Актуальность
Отрасль вагоностроения в России объединяет около 30 вагоностроительных и вагоноремонтных предприятий. В
Слайд 3Цель, объект, предмет исследования
Цель исследования – проектирование технологического процесса изготовления детали класса
Цель, объект, предмет исследования
Цель исследования – проектирование технологического процесса изготовления детали класса
Слайд 4Задачи исследования
Провести анализ исходных данных (описание назначения и конструкции детали, описание материала
Задачи исследования
Провести анализ исходных данных (описание назначения и конструкции детали, описание материала
Слайд 5Рычаг расцепного привода
Рычаг расцепного привода (схематично)
Рычаг расцепного привода расцепки автосцепного устройства СА-3
Основные
Рычаг расцепного привода
Рычаг расцепного привода (схематично)
Рычаг расцепного привода расцепки автосцепного устройства СА-3
Основные
Слайд 6Описание материала детали и его свойств (сталь Ст5сп)
Химический состав стали Ст5сп, %
Технологические
Описание материала детали и его свойств (сталь Ст5сп)
Химический состав стали Ст5сп, %
Технологические
Слайд 7Динамика потребления основных и вспомогательных видов продукции ТВСЗ, по состоянию за 2018-2020
Динамика потребления основных и вспомогательных видов продукции ТВСЗ, по состоянию за 2018-2020
Слайд 8Количественный анализ технологичности изготовления рычага расцепного привода по годам, %
Количественный анализ технологичности изготовления рычага расцепного привода по годам, %
Слайд 9Проектирование исходной заготовки для детали «Рычаг расцепного привода» для автосцепки СА-3
Проектирование исходной заготовки для детали «Рычаг расцепного привода» для автосцепки СА-3
Слайд 10Маршрут технологических операций механической обработки детали «Рычаг расцепного привода» на основе процессов
Маршрут технологических операций механической обработки детали «Рычаг расцепного привода» на основе процессов
Слайд 11Схема технологического процесса литья под давлением на машине с холодной камерой прессования:
Схема технологического процесса литья под давлением на машине с холодной камерой прессования:
Слайд 12Технические характеристики машины с холодной камерой прессования Z145WA
Технические характеристики машины с холодной камерой прессования Z145WA

Слайд 13Экономические показатели функционирования АО «ТВСЗ» при использовании изготовления детали «Рычаг расцепного привода»
Экономические показатели функционирования АО «ТВСЗ» при использовании изготовления детали «Рычаг расцепного привода»
Слайд 14Расчет экономической эффективности метода литья под давлением на машине с холодной камерой
Расчет экономической эффективности метода литья под давлением на машине с холодной камерой
 Preterit present verbs
Preterit present verbs 레스토랑서비스 9장
레스토랑서비스 9장 Дым без огня
Дым без огня Программа НАНО продленка
Программа НАНО продленка Квартиры в Санкт-Петербурге
Квартиры в Санкт-Петербурге МУНИЦИПАЛЬНОЕ БЮДЖЕТНОЕ ДОШКОЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ МУНИЦИПАЛЬНОГО ОБРАЗОВАНИЯ «Город Архангельск» « Детский сад ком
МУНИЦИПАЛЬНОЕ БЮДЖЕТНОЕ ДОШКОЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ МУНИЦИПАЛЬНОГО ОБРАЗОВАНИЯ «Город Архангельск» « Детский сад ком Смена стратегий: планирование неизвестного
Смена стратегий: планирование неизвестного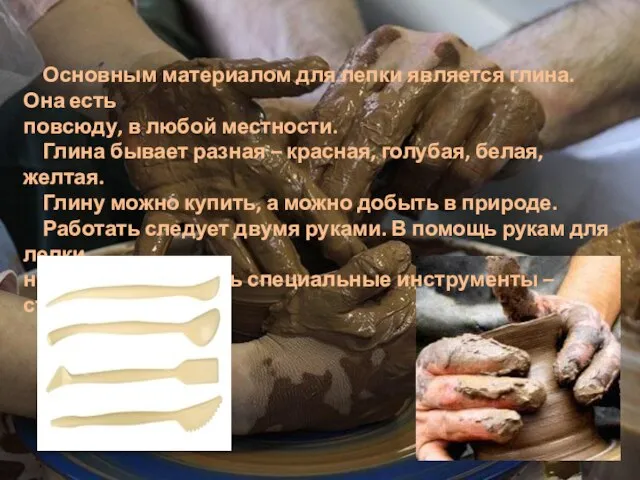 Основным материалом для лепки является глина
Основным материалом для лепки является глина Участие АО Россельхозбанк в развитии архангельской области
Участие АО Россельхозбанк в развитии архангельской области Устойство лазерного принтера
Устойство лазерного принтера Общество с ограниченной ответственностью «Страховая Компания «Согласие»
Общество с ограниченной ответственностью «Страховая Компания «Согласие» Что такое артикуляция и зачем она нужна?
Что такое артикуляция и зачем она нужна? ООО «НТЦ Энергосервис» Компания ООО «НТЦ Энергосервис»была организована в 2007 году и на сегодняшний день готова предложить своим к
ООО «НТЦ Энергосервис» Компания ООО «НТЦ Энергосервис»была организована в 2007 году и на сегодняшний день готова предложить своим к Conditional second and third
Conditional second and third История отечества Вехи
История отечества Вехи Взаимодействие человека и организации
Взаимодействие человека и организации Лекции 8-9
Лекции 8-9 Модель Леонтьева многоотраслевой экономики
Модель Леонтьева многоотраслевой экономики Пингвины
Пингвины Зеленая Волна - это…
Зеленая Волна - это… Влияние двигателя внутреннего сгорания на окружающую среду
Влияние двигателя внутреннего сгорания на окружающую среду Архитектура Windows
Архитектура Windows Организация рабочего места школьника
Организация рабочего места школьника Жанры в изобразительном искусстве. Игра-викторина
Жанры в изобразительном искусстве. Игра-викторина Проект «Раздельное обучение девочек и мальчиков на основе гендерного подхода в начальной школе»
Проект «Раздельное обучение девочек и мальчиков на основе гендерного подхода в начальной школе» Деньги
Деньги Назывные предложения и их роль в художественном тексте
Назывные предложения и их роль в художественном тексте Комплексное предложение по видеонаблюдению
Комплексное предложение по видеонаблюдению