- Проектирование ТП изготовления корпусных деталей

Содержание
- 2. Проектирование ТП изготовления корпусных деталей Корпусные детали машин представляют собой базовые детали, на них устанавливают различные
- 3. Корпусная деталь Корпусные детали можно разделить на пять групп.
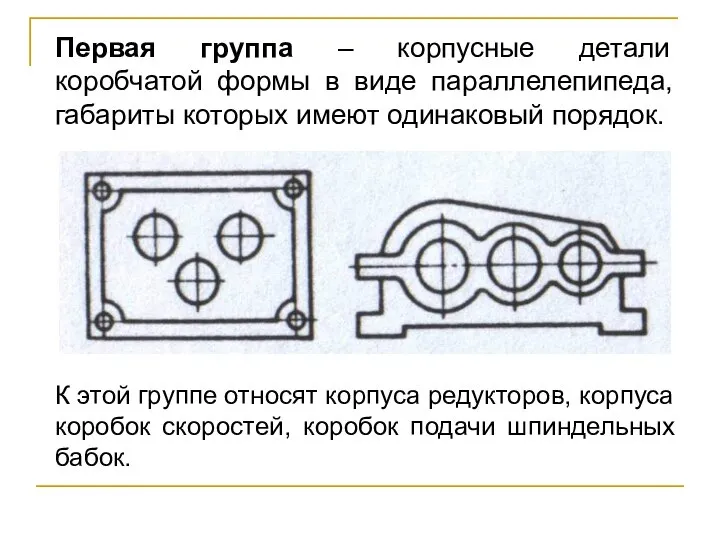
- 4. Первая группа – корпусные детали коробчатой формы в виде параллелепипеда, габариты которых имеют одинаковый порядок. К
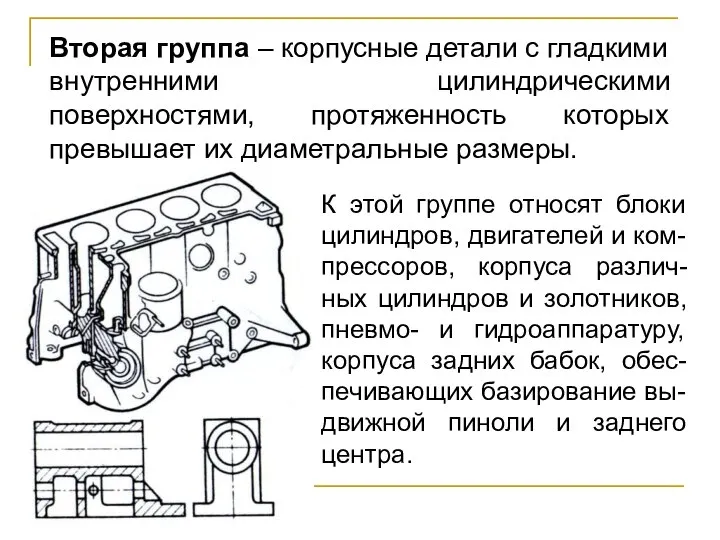
- 5. Вторая группа – корпусные детали с гладкими внутренними цилиндрическими поверхностями, протяженность которых превышает их диаметральные размеры.
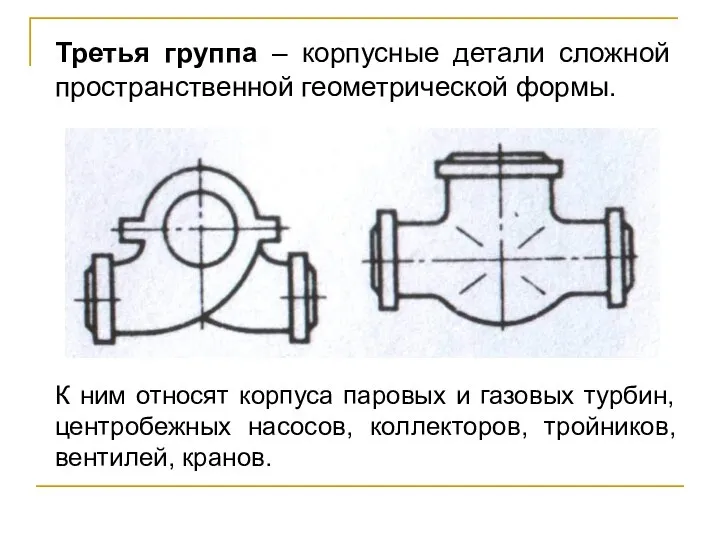
- 6. Третья группа – корпусные детали сложной пространственной геометрической формы. К ним относят корпуса паровых и газовых
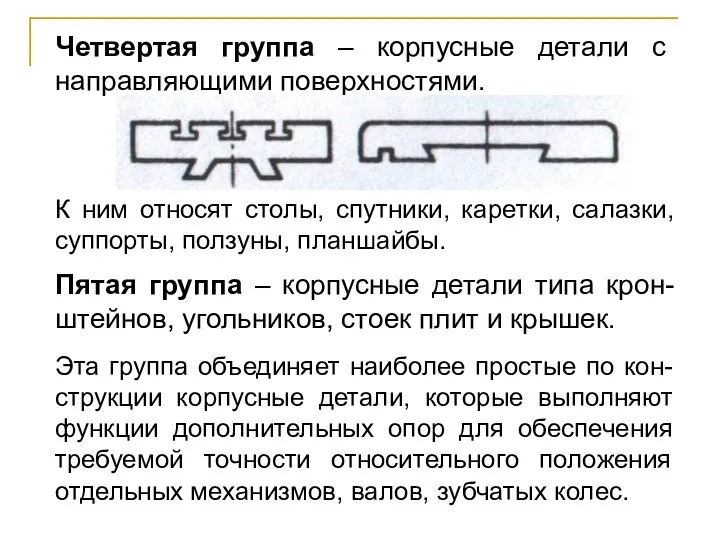
- 7. Четвертая группа – корпусные детали с направляющими поверхностями. К ним относят столы, спутники, каретки, салазки, суппорты,
- 8. У большинства корпусных деталей имеются различные мелкие и резьбовые крепежные отверстия. Они предназначены для подвода смазочного
- 9. В размерных связях машины или отдельных узлов корпусная деталь участвует размерами и относительными поворотами своих поверх-ностей.
- 10. формирование требуемых физико-механи-ческих свойств материала детали; получение необходимой прочности и вибро-устойчивости; обеспечение требуемой геометрической точности детали;
- 11. Технические требования, характеризую-щие различные параметры геометричес-кой точности корпусных деталей Точность геометрической формы плоских базирующих поверхностей. Точность
- 12. Технические требования, характеризую-щие различные параметры геометричес-кой точности корпусных деталей (окончание) Точность относительного углового положения осей отверстий.
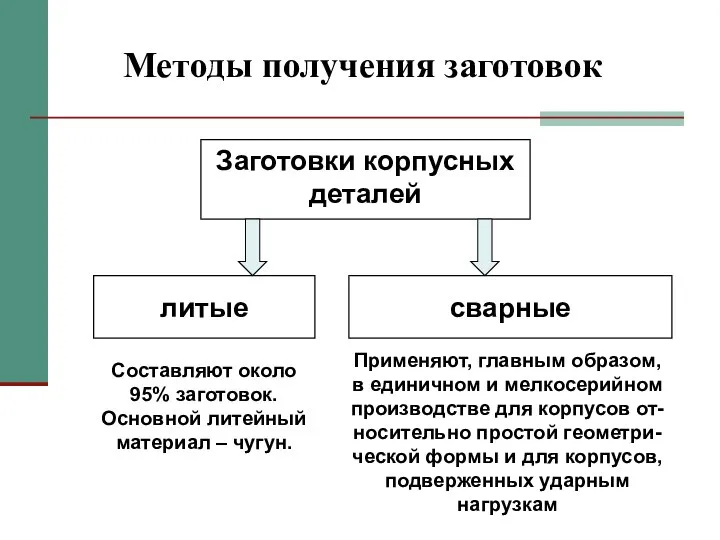
- 13. Составляют около 95% заготовок. Основной литейный материал – чугун. Методы получения заготовок Заготовки корпусных деталей Применяют,
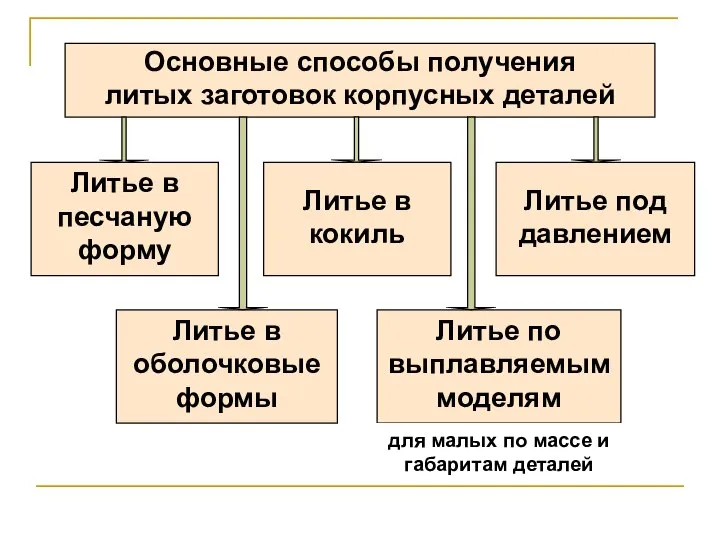
- 14. Основные способы получения литых заготовок корпусных деталей для малых по массе и габаритам деталей
- 15. Этапы ТП изготовления корпусных деталей: черновая и чистовая обработка плоских поверхностей или плоскости и двух отверстий,
- 16. Этапы ТП изготовления корпусных деталей: обработка мелких и резьбовых отверстий; Между этапами черновой и чистовой обработки
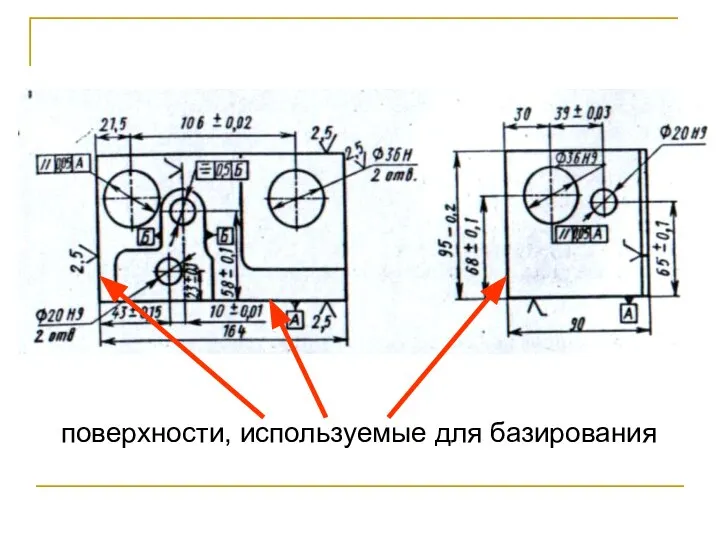
- 17. Выбор технологических баз Базами, с помощью которых корпусные детали присоединяются к станинам, рамам и другим корпусам,
- 18. В первую очередь необходимо выбирать тех-нологические базы для обработки большинст-ва поверхностей заготовки, а затем базы для
- 19. поверхности, используемые для базирования
- 20. наибольшие габаритные размеры для поверхности установочной базы; наибольшая протяженность для поверхности направляющей базы; наименьшие габаритные размеры
- 21. по трем плоскостям, образующим коорди-натный угол; по плоскости и двум отверстиям. Основные схемы базирования заготовок при
- 22. Обработка наружных плоскостей корпусных деталей Наружные поверхности заготовок корпусных деталей обрабатывают следующими методами: фрезерованием; строганием; точением;
- 23. Станки, используемые при обработке наружных поверхностей: вертикальные и горизонтальные универ-сально-фрезерные; многошпиндельные продольно-фрезер-ные; карусельно- и барабанно-фрезерные агрегатного
- 24. Методы обработки главных отверстий Обработка главных отверстий является обычно трудоемким и ответственным этапом ТП изготовления корпусных
- 25. Станки, используемые при обработке главных отверстий: расточные; сверлильные; агрегатные; станки с ЧПУ и многоцелевые станки. координатно-расточные;
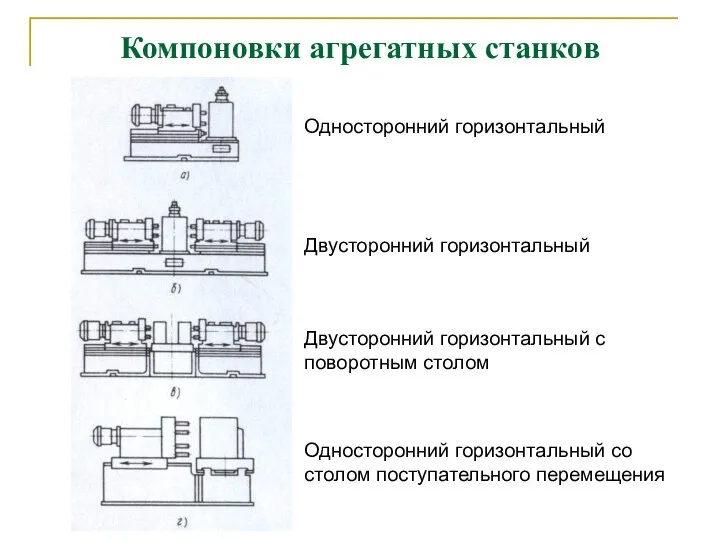
- 26. Компоновки агрегатных станков Односторонний горизонтальный Двусторонний горизонтальный Двусторонний горизонтальный с поворотным столом Односторонний горизонтальный со столом
- 27. Компоновки агрегатных станков (окончание) Вертикальный с неподвижным столом С вертикальными и горизонтальными головками и поворотным столом
- 28. Это означает выработанное практикой разделение процесса обработки главных отверстий на следующие этапы: черновая обработка; отделочная обработка.
- 29. При черновой обработке: снимают основной припуск с заготовки; обеспечивают равномерность припуска под чистовую обработку. обеспечивают точность
- 30. точности размера обрабатываемого отверстия; шероховатости поверхности обрабатываемого отверстия. Отделочную обработку применяют при необходимости достижения повышенных требований
- 31. развертывание; планетарное шлифование; Методами отделки главных отверстий являются: тонкое растачивание; хонингование; раскатка роликами; притирка; шабрение.
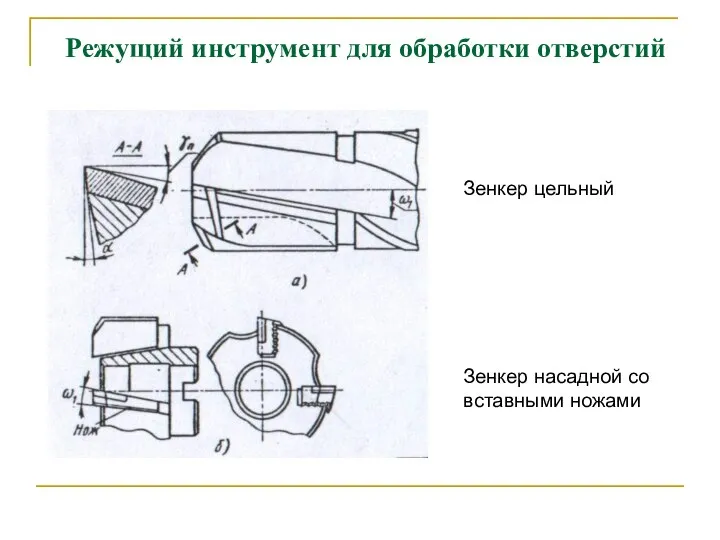
- 32. Режущий инструмент для обработки отверстий Зенкер цельный Зенкер насадной со вставными ножами
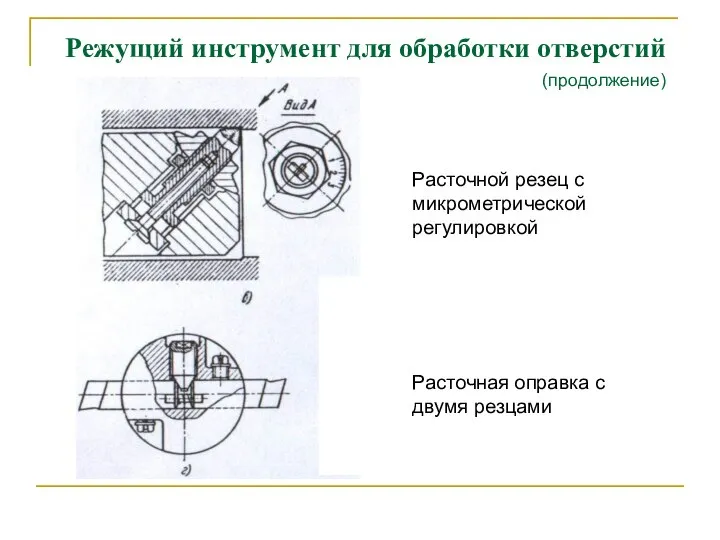
- 33. Режущий инструмент для обработки отверстий Расточной резец с микрометрической регулировкой Расточная оправка с двумя резцами (продолжение)
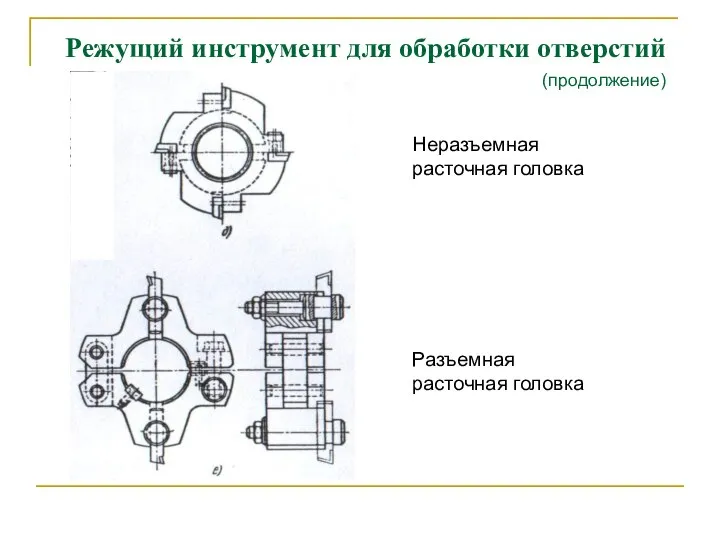
- 34. Режущий инструмент для обработки отверстий Неразъемная расточная головка Разъемная расточная головка (продолжение)
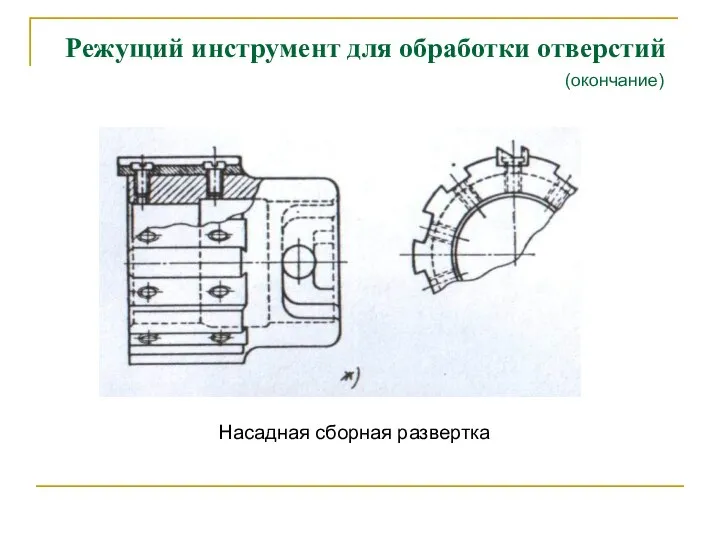
- 35. Режущий инструмент для обработки отверстий Насадная сборная развертка (окончание)
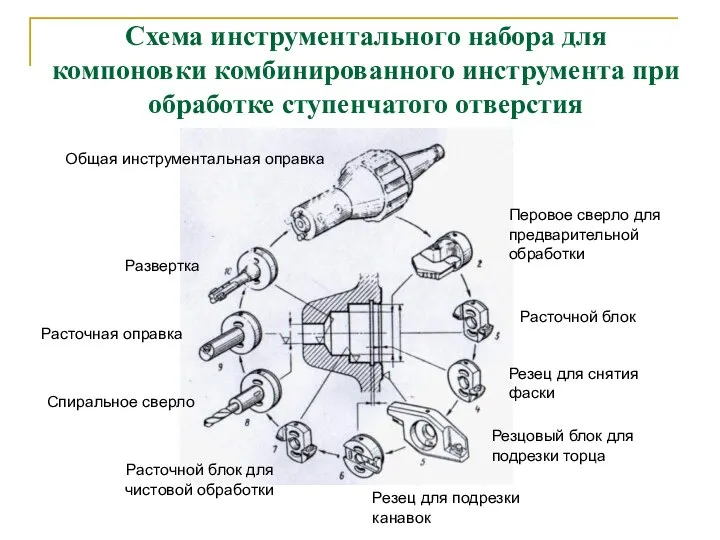
- 36. Схема инструментального набора для компоновки комбинированного инструмента при обработке ступенчатого отверстия Общая инструментальная оправка Перовое сверло
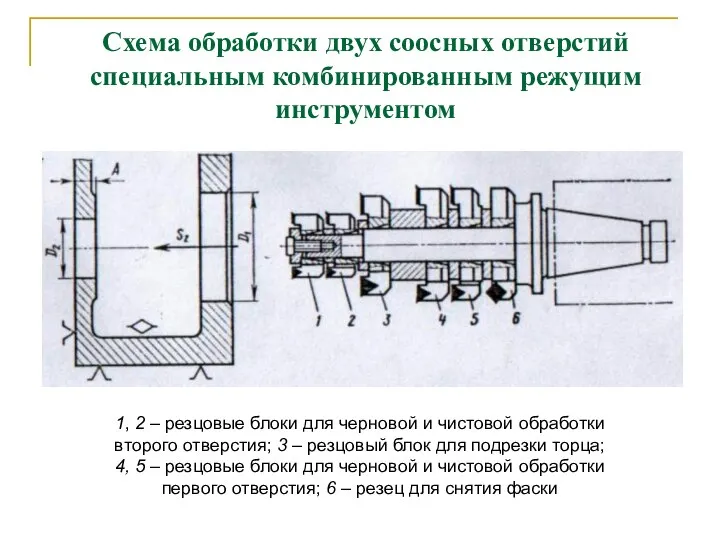
- 37. Схема обработки двух соосных отверстий специальным комбинированным режущим инструментом 1, 2 – резцовые блоки для черновой
- 38. Проектирование ТП изготовления фланцев Основное служебное назначение фланцев заключается в ограничении осевого переме-щения вала, установленного на
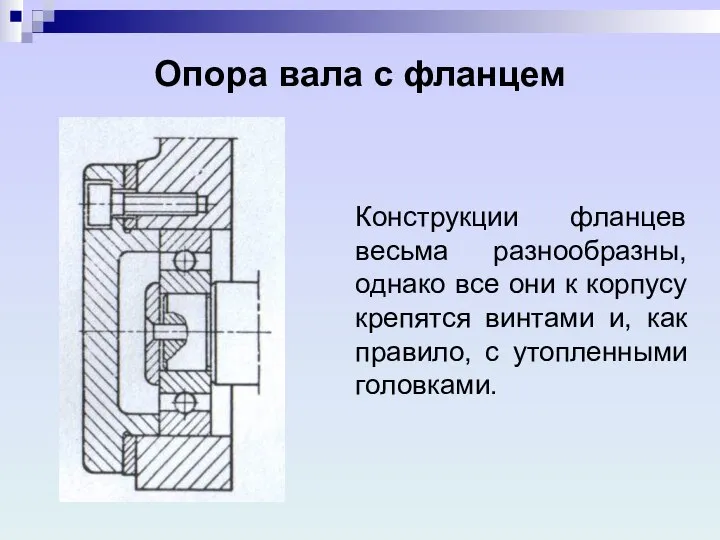
- 39. Опора вала с фланцем Конструкции фланцев весьма разнообразны, однако все они к корпусу крепятся винтами и,
- 40. Фланец Базами фланца являются: посадочная цилиндрическая поверхность по размеру отверстия в корпусе; малый торец центрирующего пояска,
- 41. отливки (чугунные и стальные); поковки и штамповки; Виды заготовок для фланцев (в зависимости от серийности выпуска):
- 42. Типовой ТП изготовления фланцев В первую очередь обрабатываются посадочная поверхность цилиндрического пояска, торец, буртик и выточки
- 43. В крупносерийном производстве для операций точения используются многошпиндельные верти-кальные токарные полуавтоматы 1К282 и 1К284. В серийном
- 44. Обработка отверстий в крупносерийном произ-водстве может быть произведена на вертикально-сверлильном станке с применением многошпин-дельных головок, а
- 45. При обработке на вертикально-сверлильных станках с ЧПУ инструмент работает без направляющих втулок с выводом и индексацией
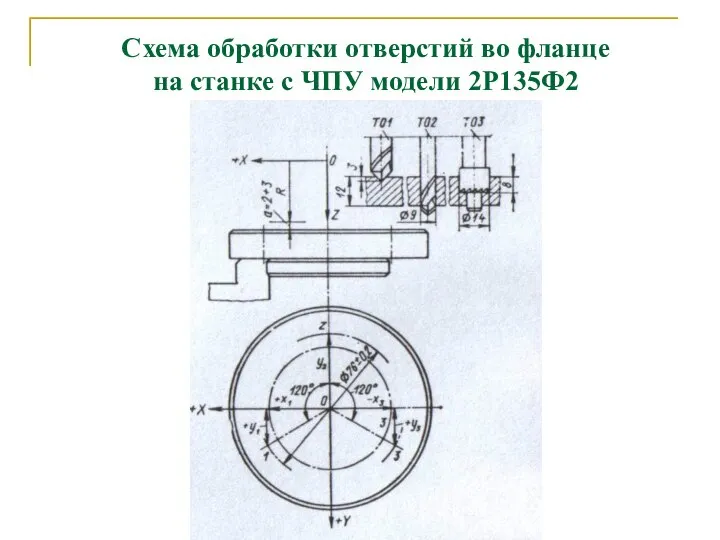
- 46. Схема обработки отверстий во фланце на станке с ЧПУ модели 2Р135Ф2
- 47. Обработка отверстий может выполняться по параллельному и последовательному методам. В первом случае сначала одним инструментом, например
- 49. Скачать презентацию
Слайд 2Проектирование ТП изготовления корпусных деталей
Корпусные детали машин представляют собой базовые детали, на
Проектирование ТП изготовления корпусных деталей
Корпусные детали машин представляют собой базовые детали, на
Слайд 3Корпусная деталь
Корпусные детали можно разделить на пять групп.
Корпусная деталь
Корпусные детали можно разделить на пять групп.

Слайд 4Первая группа – корпусные детали коробчатой формы в виде параллелепипеда, габариты которых
Первая группа – корпусные детали коробчатой формы в виде параллелепипеда, габариты которых
Слайд 5Вторая группа – корпусные детали с гладкими внутренними цилиндрическими поверхностями, протяженность которых
Вторая группа – корпусные детали с гладкими внутренними цилиндрическими поверхностями, протяженность которых
Слайд 6Третья группа – корпусные детали сложной пространственной геометрической формы.
К ним относят корпуса
Третья группа – корпусные детали сложной пространственной геометрической формы.
К ним относят корпуса
Слайд 7Четвертая группа – корпусные детали с направляющими поверхностями.
К ним относят столы, спутники,
Четвертая группа – корпусные детали с направляющими поверхностями.
К ним относят столы, спутники,
Слайд 8У большинства корпусных деталей имеются различные мелкие и резьбовые крепежные отверстия.
Они предназначены
У большинства корпусных деталей имеются различные мелкие и резьбовые крепежные отверстия.
Они предназначены
Слайд 9В размерных связях машины или отдельных узлов корпусная деталь участвует размерами и
В размерных связях машины или отдельных узлов корпусная деталь участвует размерами и
Слайд 10формирование требуемых физико-механи-ческих свойств материала детали;
получение необходимой прочности и вибро-устойчивости;
обеспечение требуемой геометрической
формирование требуемых физико-механи-ческих свойств материала детали;
получение необходимой прочности и вибро-устойчивости;
обеспечение требуемой геометрической
Слайд 11Технические требования, характеризую-щие различные параметры геометричес-кой точности корпусных деталей
Точность геометрической формы плоских
Технические требования, характеризую-щие различные параметры геометричес-кой точности корпусных деталей
Точность геометрической формы плоских
Слайд 12Технические требования, характеризую-щие различные параметры геометричес-кой точности корпусных деталей
(окончание)
Точность относительного углового положения
Технические требования, характеризую-щие различные параметры геометричес-кой точности корпусных деталей
(окончание)
Точность относительного углового положения
Слайд 13Составляют около 95% заготовок. Основной литейный материал – чугун.
Методы получения заготовок
Заготовки корпусных
Составляют около 95% заготовок. Основной литейный материал – чугун.
Методы получения заготовок
Заготовки корпусных
Слайд 14Основные способы получения
литых заготовок корпусных деталей
для малых по массе и габаритам
Основные способы получения
литых заготовок корпусных деталей
для малых по массе и габаритам
Слайд 15Этапы ТП изготовления корпусных деталей:
черновая и чистовая обработка плоских поверхностей или плоскости
Этапы ТП изготовления корпусных деталей:
черновая и чистовая обработка плоских поверхностей или плоскости
Слайд 16Этапы ТП изготовления корпусных деталей:
обработка мелких и резьбовых отверстий;
Между этапами черновой и
Этапы ТП изготовления корпусных деталей:
обработка мелких и резьбовых отверстий;
Между этапами черновой и
Слайд 17Выбор технологических баз
Базами, с помощью которых корпусные детали присоединяются к станинам, рамам
Выбор технологических баз
Базами, с помощью которых корпусные детали присоединяются к станинам, рамам
Слайд 18В первую очередь необходимо выбирать тех-нологические базы для обработки большинст-ва поверхностей заготовки,
В первую очередь необходимо выбирать тех-нологические базы для обработки большинст-ва поверхностей заготовки,
Слайд 19поверхности, используемые для базирования
поверхности, используемые для базирования
Слайд 20наибольшие габаритные размеры для поверхности установочной базы;
наибольшая протяженность для поверхности направляющей базы;
наименьшие
наибольшие габаритные размеры для поверхности установочной базы;
наибольшая протяженность для поверхности направляющей базы;
наименьшие
Слайд 21по трем плоскостям, образующим коорди-натный угол;
по плоскости и двум отверстиям.
Основные схемы базирования
по трем плоскостям, образующим коорди-натный угол;
по плоскости и двум отверстиям.
Основные схемы базирования
Слайд 22Обработка наружных плоскостей корпусных деталей
Наружные поверхности заготовок корпусных деталей обрабатывают следующими методами:
фрезерованием;
строганием;
точением;
шлифованием;
протягиванием.
Обработка наружных плоскостей корпусных деталей
Наружные поверхности заготовок корпусных деталей обрабатывают следующими методами:
фрезерованием;
строганием;
точением;
шлифованием;
протягиванием.
Слайд 23Станки, используемые при обработке наружных поверхностей:
вертикальные и горизонтальные универ-сально-фрезерные;
многошпиндельные продольно-фрезер-ные;
карусельно- и барабанно-фрезерные
Станки, используемые при обработке наружных поверхностей:
вертикальные и горизонтальные универ-сально-фрезерные;
многошпиндельные продольно-фрезер-ные;
карусельно- и барабанно-фрезерные
Слайд 24Методы обработки главных отверстий
Обработка главных отверстий является обычно трудоемким и ответственным этапом
Методы обработки главных отверстий
Обработка главных отверстий является обычно трудоемким и ответственным этапом
Слайд 25Станки, используемые при обработке главных отверстий:
расточные;
сверлильные;
агрегатные;
станки с ЧПУ и многоцелевые станки.
координатно-расточные;
Станки, используемые при обработке главных отверстий:
расточные;
сверлильные;
агрегатные;
станки с ЧПУ и многоцелевые станки.
координатно-расточные;
Слайд 26Компоновки агрегатных станков
Односторонний горизонтальный
Двусторонний горизонтальный
Двусторонний горизонтальный с поворотным столом
Односторонний горизонтальный со столом
Компоновки агрегатных станков
Односторонний горизонтальный
Двусторонний горизонтальный
Двусторонний горизонтальный с поворотным столом
Односторонний горизонтальный со столом
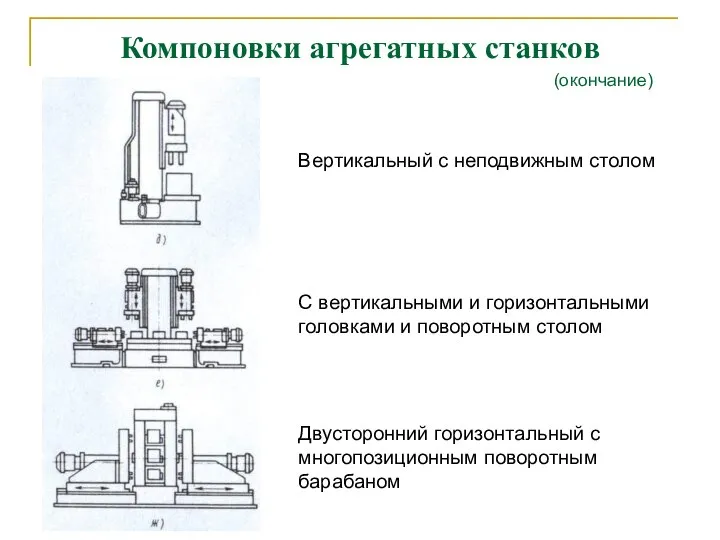
Слайд 27Компоновки агрегатных станков
(окончание)
Вертикальный с неподвижным столом
С вертикальными и горизонтальными головками и поворотным
Компоновки агрегатных станков
(окончание)
Вертикальный с неподвижным столом
С вертикальными и горизонтальными головками и поворотным
Слайд 28Это означает выработанное практикой разделение процесса обработки главных отверстий на следующие этапы:
черновая
Это означает выработанное практикой разделение процесса обработки главных отверстий на следующие этапы:
черновая
Слайд 29При черновой обработке:
снимают основной припуск с заготовки;
обеспечивают равномерность припуска под чистовую обработку.
обеспечивают
При черновой обработке:
снимают основной припуск с заготовки;
обеспечивают равномерность припуска под чистовую обработку.
обеспечивают
Слайд 30точности размера обрабатываемого отверстия;
шероховатости поверхности обрабатываемого отверстия.
Отделочную обработку применяют при необходимости достижения
точности размера обрабатываемого отверстия;
шероховатости поверхности обрабатываемого отверстия.
Отделочную обработку применяют при необходимости достижения
Слайд 31развертывание;
планетарное шлифование;
Методами отделки главных отверстий являются:
тонкое растачивание;
хонингование;
раскатка роликами;
притирка;
шабрение.
развертывание;
планетарное шлифование;
Методами отделки главных отверстий являются:
тонкое растачивание;
хонингование;
раскатка роликами;
притирка;
шабрение.
Слайд 32Режущий инструмент для обработки отверстий
Зенкер цельный
Зенкер насадной со вставными ножами
Режущий инструмент для обработки отверстий
Зенкер цельный
Зенкер насадной со вставными ножами
Слайд 33Режущий инструмент для обработки отверстий
Расточной резец с микрометрической регулировкой
Расточная оправка с двумя
Режущий инструмент для обработки отверстий
Расточной резец с микрометрической регулировкой
Расточная оправка с двумя
Слайд 34Режущий инструмент для обработки отверстий
Неразъемная расточная головка
Разъемная расточная головка
(продолжение)
Режущий инструмент для обработки отверстий
Неразъемная расточная головка
Разъемная расточная головка
(продолжение)
Слайд 35Режущий инструмент для обработки отверстий
Насадная сборная развертка
(окончание)
Режущий инструмент для обработки отверстий
Насадная сборная развертка
(окончание)
Слайд 36Схема инструментального набора для компоновки комбинированного инструмента при обработке ступенчатого отверстия
Общая инструментальная
Схема инструментального набора для компоновки комбинированного инструмента при обработке ступенчатого отверстия
Общая инструментальная
Слайд 37Схема обработки двух соосных отверстий специальным комбинированным режущим инструментом
1, 2 – резцовые
Схема обработки двух соосных отверстий специальным комбинированным режущим инструментом
1, 2 – резцовые
Слайд 38Проектирование ТП изготовления фланцев
Основное служебное назначение фланцев заключается в ограничении осевого переме-щения
Проектирование ТП изготовления фланцев
Основное служебное назначение фланцев заключается в ограничении осевого переме-щения
Слайд 39Опора вала с фланцем
Конструкции фланцев весьма разнообразны, однако все они к корпусу
Опора вала с фланцем
Конструкции фланцев весьма разнообразны, однако все они к корпусу
Слайд 40Фланец
Базами фланца являются:
посадочная цилиндрическая поверхность по размеру отверстия в корпусе;
Фланец
Базами фланца являются:
посадочная цилиндрическая поверхность по размеру отверстия в корпусе;

Слайд 41отливки (чугунные и стальные);
поковки и штамповки;
Виды заготовок для фланцев
(в зависимости от
отливки (чугунные и стальные);
поковки и штамповки;
Виды заготовок для фланцев (в зависимости от
Слайд 42Типовой ТП изготовления фланцев
В первую очередь обрабатываются посадочная поверхность цилиндрического пояска, торец,
Типовой ТП изготовления фланцев
В первую очередь обрабатываются посадочная поверхность цилиндрического пояска, торец,
Слайд 43В крупносерийном производстве для операций точения используются многошпиндельные верти-кальные токарные полуавтоматы 1К282
В крупносерийном производстве для операций точения используются многошпиндельные верти-кальные токарные полуавтоматы 1К282
Слайд 44Обработка отверстий в крупносерийном произ-водстве может быть произведена на вертикально-сверлильном станке с
Обработка отверстий в крупносерийном произ-водстве может быть произведена на вертикально-сверлильном станке с
Слайд 45При обработке на вертикально-сверлильных станках с ЧПУ инструмент работает без направляющих втулок
При обработке на вертикально-сверлильных станках с ЧПУ инструмент работает без направляющих втулок
Слайд 46Схема обработки отверстий во фланце на станке с ЧПУ модели 2Р135Ф2
Схема обработки отверстий во фланце на станке с ЧПУ модели 2Р135Ф2
Слайд 47Обработка отверстий может выполняться по параллельному и последовательному методам.
В первом случае сначала
Обработка отверстий может выполняться по параллельному и последовательному методам.
В первом случае сначала
 Автоматическая пожарная сигнализация
Автоматическая пожарная сигнализация Как единое информационное пространство поможет научно-образовательным центрам решить задачи эффективности
Как единое информационное пространство поможет научно-образовательным центрам решить задачи эффективности Репьевка
Репьевка Астрология. Астропрогноз
Астрология. Астропрогноз Исследовательская работа Что мы знаем о чипсах?
Исследовательская работа Что мы знаем о чипсах? Плетение. Пояс, сплетённый из лент. Поэтапное выполнение
Плетение. Пояс, сплетённый из лент. Поэтапное выполнение Программа посткризисного восстановления (оздоровление конкурентоспособных предприятий)
Программа посткризисного восстановления (оздоровление конкурентоспособных предприятий) Геометрия архитектурной гармонии
Геометрия архитектурной гармонии aukcion_znaniy_5-8_klassy
aukcion_znaniy_5-8_klassy ХИМИЯ ЭЛЕМЕНТОВ ПОДГРУППЫ АЛЮМИНИЯ
ХИМИЯ ЭЛЕМЕНТОВ ПОДГРУППЫ АЛЮМИНИЯ Стратификация языка. Ярусы языковой системы
Стратификация языка. Ярусы языковой системы Wildlife and Fisheries Resource Governance
Wildlife and Fisheries Resource Governance Салтыков-Щедрин Сказки
Салтыков-Щедрин Сказки Презентация на тему Солнечная активность
Презентация на тему Солнечная активность  Десерт Шокомяч
Десерт Шокомяч Построение и эксплуатация систем коммутации сетей шифрованной телефонной связи
Построение и эксплуатация систем коммутации сетей шифрованной телефонной связи Актуальные вопросы реализации 225-ФЗ
Актуальные вопросы реализации 225-ФЗ Трудовое право
Трудовое право Жизнь прекрасна
Жизнь прекрасна Великая Отечественная война 1941 – 1945 гг. Мы помним. Мы не имеем права забыть подвиг, который совершил российский народ. Мы помним стр
Великая Отечественная война 1941 – 1945 гг. Мы помним. Мы не имеем права забыть подвиг, который совершил российский народ. Мы помним стр Профессионально важные качества
Профессионально важные качества Цикличность развития бизнеса и роль HR-функции в компании
Цикличность развития бизнеса и роль HR-функции в компании Жан Пиаже
Жан Пиаже Marketing
Marketing  Лексикология и фразеология
Лексикология и фразеология Презентация на тему Австралия
Презентация на тему Австралия  Композиция
Композиция Зачем ежу яблоки
Зачем ежу яблоки