- Расчет калибровки стана хпт (по методике Шевакина)

Содержание
- 2. ИСХОДНЫЕ ДАННЫЕ 1. Маршрут прокатки 57х4,5 – 38х1,8 Исходный диаметр заготовки Dз=57 мм Исходная толщина стенки
- 3. ДЛИНЫ ОСНОВНЫХ УЧАСТКОВ Для унификации технологического инструмента длины основных участков для каждого типа стана принимаются постоянными
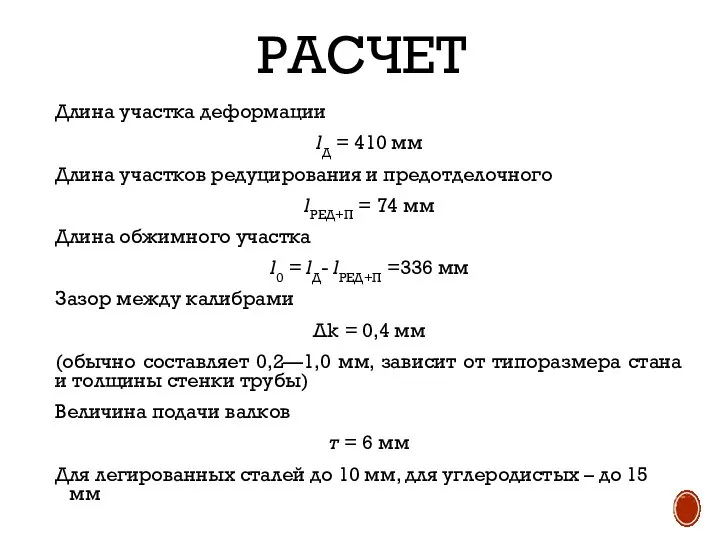
- 4. РАСЧЕТ Длина участка деформации lД = 410 мм Длина участков редуцирования и предотделочного lРЕД+П = 74
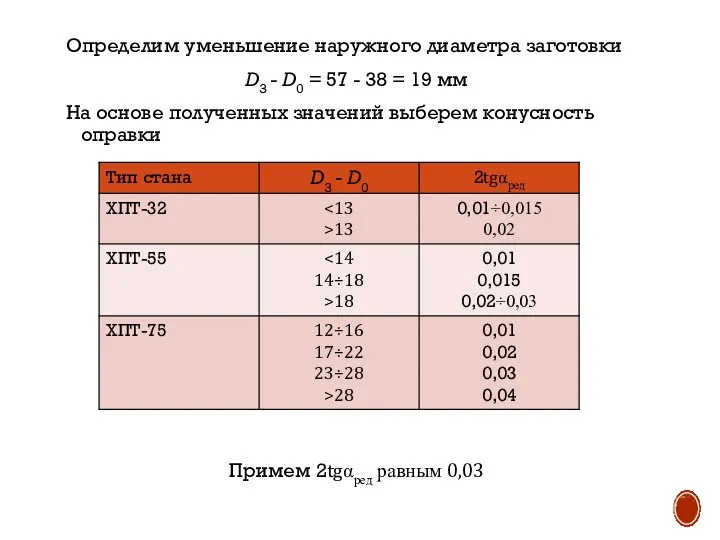
- 5. Определим уменьшение наружного диаметра заготовки D3 - D0 = 57 - 38 = 19 мм На
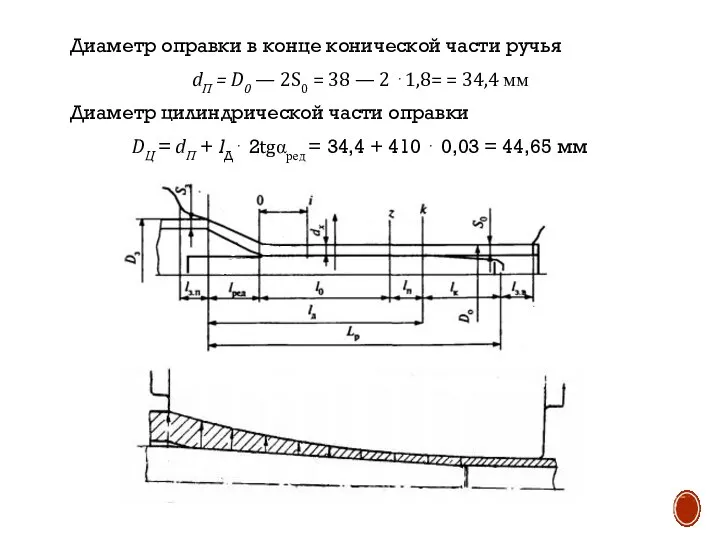
- 6. Диаметр оправки в конце конической части ручья dП = D0 — 2S0 = 38 — 2
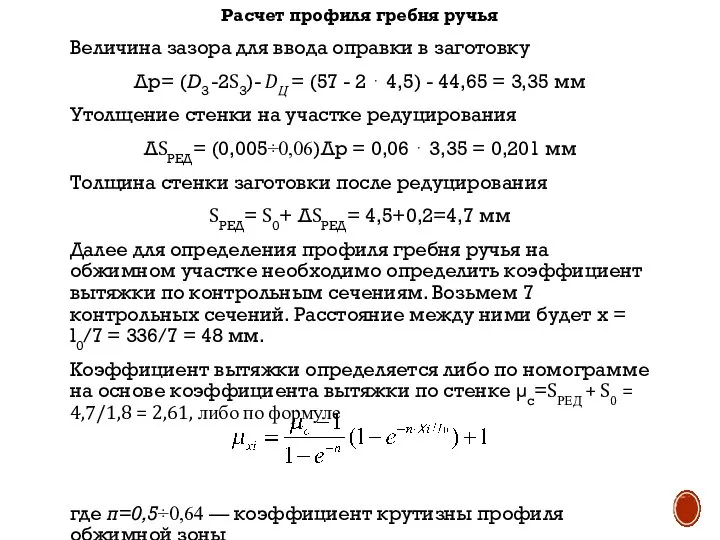
- 7. Расчет профиля гребня ручья Величина зазора для ввода оправки в заготовку Δр= (D3 -2S3)- DЦ =
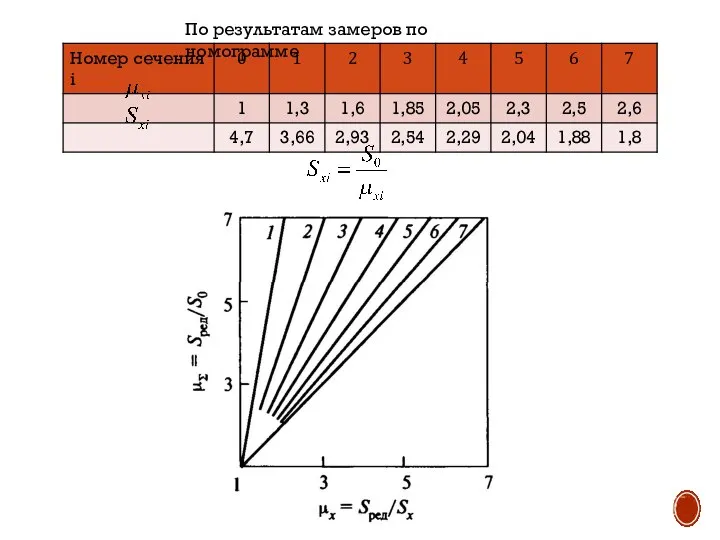
- 8. По результатам замеров по номограмме
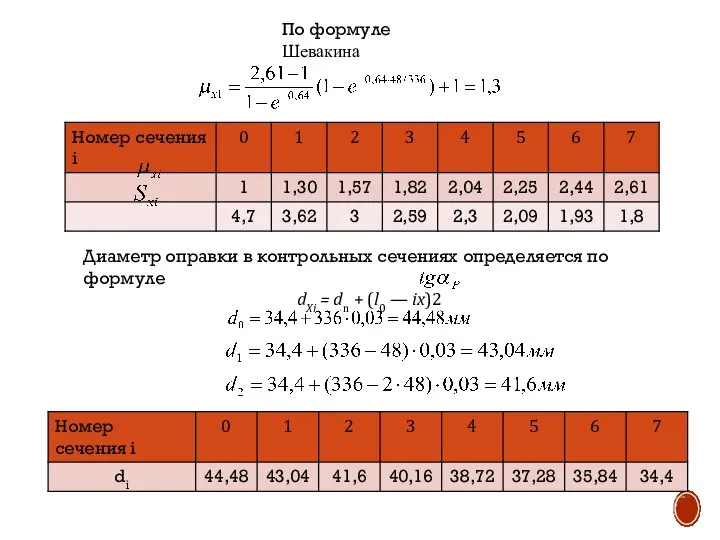
- 9. По формуле Шевакина Диаметр оправки в контрольных сечениях определяется по формуле dXi = dn + (l0
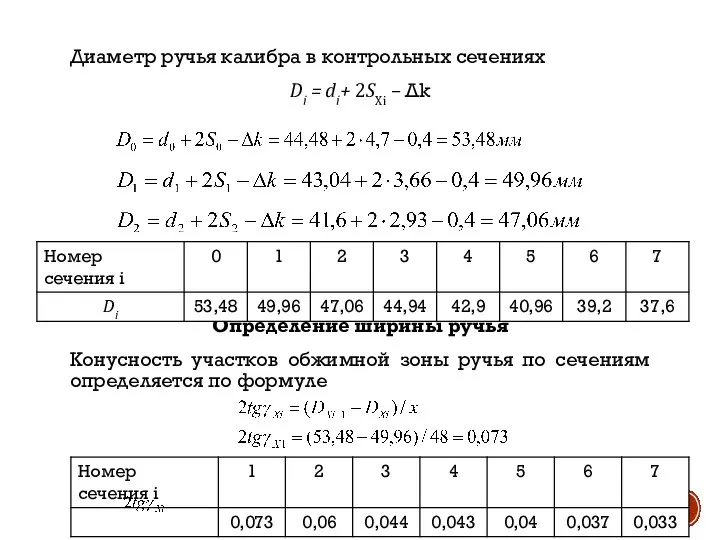
- 10. Диаметр ручья калибра в контрольных сечениях Di = di+ 2SXi – Δk Определение ширины ручья Конусность
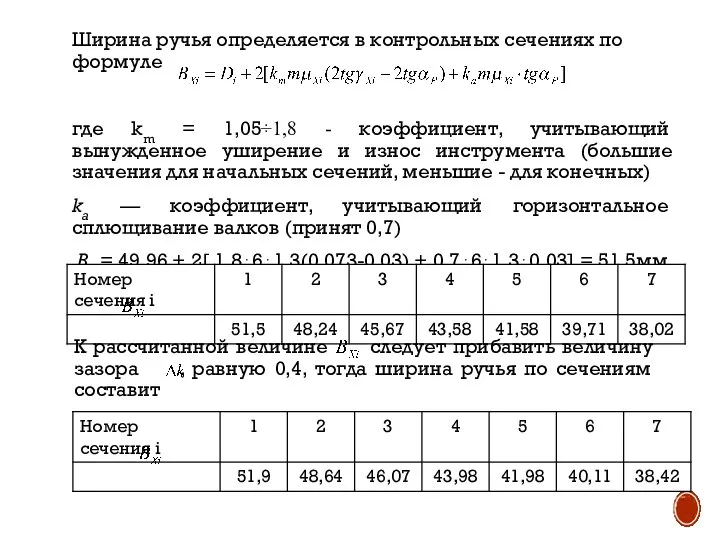
- 11. Ширина ручья определяется в контрольных сечениях по формуле где km = 1,05÷1,8 - коэффициент, учитывающий вынужденное
- 13. Скачать презентацию
Слайд 2ИСХОДНЫЕ ДАННЫЕ
1. Маршрут прокатки 57х4,5 – 38х1,8
Исходный диаметр заготовки Dз=57 мм
Исходная толщина
ИСХОДНЫЕ ДАННЫЕ
1. Маршрут прокатки 57х4,5 – 38х1,8
Исходный диаметр заготовки Dз=57 мм
Исходная толщина
Слайд 3ДЛИНЫ ОСНОВНЫХ УЧАСТКОВ
Для унификации технологического инструмента длины основных участков для каждого типа
ДЛИНЫ ОСНОВНЫХ УЧАСТКОВ
Для унификации технологического инструмента длины основных участков для каждого типа

Слайд 4РАСЧЕТ
Длина участка деформации
lД = 410 мм
Длина участков редуцирования и предотделочного
lРЕД+П
РАСЧЕТ
Длина участка деформации
lД = 410 мм
Длина участков редуцирования и предотделочного
lРЕД+П
Слайд 5Определим уменьшение наружного диаметра заготовки
D3 - D0 = 57 - 38
Определим уменьшение наружного диаметра заготовки
D3 - D0 = 57 - 38
Слайд 6Диаметр оправки в конце конической части ручья
dП = D0 — 2S0 =
Диаметр оправки в конце конической части ручья
dП = D0 — 2S0 =
Слайд 7Расчет профиля гребня ручья
Величина зазора для ввода оправки в заготовку
Δр= (D3 -2S3)-
Расчет профиля гребня ручья
Величина зазора для ввода оправки в заготовку
Δр= (D3 -2S3)-
Слайд 8По результатам замеров по номограмме
По результатам замеров по номограмме
Слайд 9По формуле Шевакина
Диаметр оправки в контрольных сечениях определяется по формуле
dXi = dn
По формуле Шевакина
Диаметр оправки в контрольных сечениях определяется по формуле
dXi = dn
Слайд 10Диаметр ручья калибра в контрольных сечениях
Di = di+ 2SXi – Δk
Определение
Диаметр ручья калибра в контрольных сечениях
Di = di+ 2SXi – Δk
Определение
Слайд 11Ширина ручья определяется в контрольных сечениях по формуле
где km = 1,05÷1,8 -
Ширина ручья определяется в контрольных сечениях по формуле
где km = 1,05÷1,8 -
 Простые пиццы
Простые пиццы Умножение матриц
Умножение матриц Демократическое правовое государство
Демократическое правовое государство Совместная программа /Joint Project «Национальные меньшинства в Российской Федерации: развитие языков, культуры, средств массовой инфор
Совместная программа /Joint Project «Национальные меньшинства в Российской Федерации: развитие языков, культуры, средств массовой инфор 16.04 Бахматова ВКР _prezentatsii (1)
16.04 Бахматова ВКР _prezentatsii (1) Отчет об исполнении сметы доходов и расходов Финакадемии за 2009 год
Отчет об исполнении сметы доходов и расходов Финакадемии за 2009 год Современное состояние науки
Современное состояние науки Совет детских школьных организаций
Совет детских школьных организаций Презентация на тему Золотые руки работника (7 класс)
Презентация на тему Золотые руки работника (7 класс) Презентация на тему Врожденные и приобретенные программы поведения
Презентация на тему Врожденные и приобретенные программы поведения  Неповторимые, эксклюзивные коллекции ограниченной серии. De Luxe
Неповторимые, эксклюзивные коллекции ограниченной серии. De Luxe Декоративная косметика для лица:
Декоративная косметика для лица: Object, the objects and components of computer science
Object, the objects and components of computer science История развития геометрии
История развития геометрии Презентация на тему Таблицы умножения и деления с числом 6
Презентация на тему Таблицы умножения и деления с числом 6 Инженерная деятельность как предмет правового регулирования
Инженерная деятельность как предмет правового регулирования Тема 1_завершение. Понятие и сущность авиационного менеджмента
Тема 1_завершение. Понятие и сущность авиационного менеджмента Циклы и кризисы
Циклы и кризисы Презентация на тему Власть и народ Российской империи - презентация (3 класс)
Презентация на тему Власть и народ Российской империи - презентация (3 класс) Удельная теплота парообразования и конденсации
Удельная теплота парообразования и конденсации Карнавал в Германии
Карнавал в Германии DQS-UL Holding международный холдинг по сертификации
DQS-UL Holding международный холдинг по сертификации Станция Географическая. Конституция РФ (и не только) в вопросах и ответах для обучающихся 6-10 классов
Станция Географическая. Конституция РФ (и не только) в вопросах и ответах для обучающихся 6-10 классов Всероссийский урок
Всероссийский урок Детское время
Детское время АЛЕКСЕЙ ОСТУДИН
АЛЕКСЕЙ ОСТУДИН Как IT мне помогали
Как IT мне помогали «Правдивы» ли русские художники в своих картинах?
«Правдивы» ли русские художники в своих картинах?