- Разработка маршрута обработки детали (МОД)

Содержание
- 2. При разработке маршрута обработки детали (МОД) дается общий план обработки детали и намечается содержание операций на
- 3. Эта задача тем сложнее, чем больше у детали точно обрабатываемых поверхностей. При этом всегда существуют несколько
- 4. При выборе оптимального варианта руководствуются следующими рекомендациями: 1) прежде всего, обрабатывают технологические базы. Базовые поверхности должны
- 5. 2) затем обрабатывают остальные поверхности в порядке восхождения от исходной точности заготовки до требуемой точности поверхностей,
- 6. Таким образом, построение МОД должно быть подчинено одному из главных принципов – обеспечению служебного назначения детали.
- 7. Обработка остальных поверхностей должна вестись параллельно с обработкой исполнительных поверхностей на тех же этапах, на которых
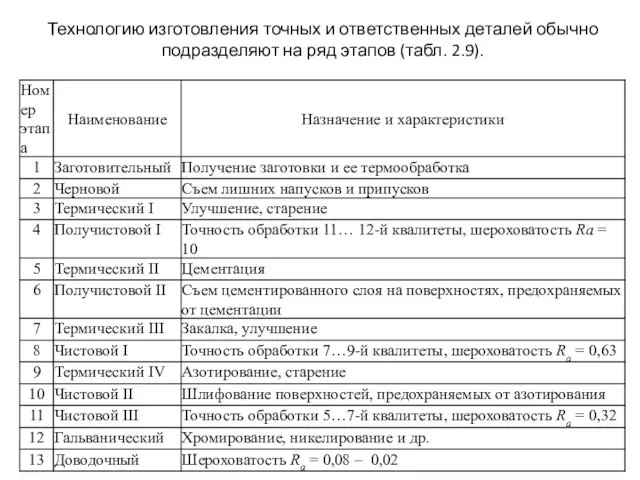
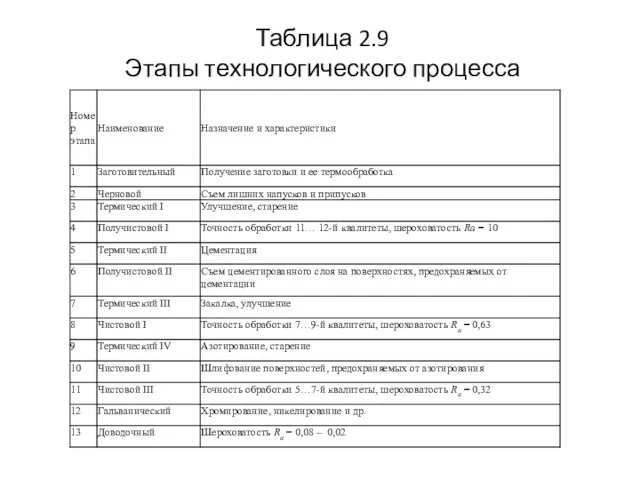
- 8. Технологию изготовления точных и ответственных деталей обычно подразделяют на ряд этапов (табл. 2.9).
- 9. Представленные в таблице этапы не обязательны для всех технологических процессов, так как далеко не все детали
- 10. Для прецизионных заготовок могут отсутствовать черновые, получистовые и даже чистовые этапы обработки. Маршрут обработки таких заготовок
- 11. Таблица 2.9 Этапы технологического процесса
- 12. Поскольку исполнительные поверхности детали имеют самую высокую точность и минимальную шероховатость, то естественно, что чистовой или
- 13. Обработка тех поверхностей, точность и шероховатость которых ниже чем у исполнительных, заканчивается на более ранних этапах,
- 14. Разделяя технологический процесс на этапы, достигают ряда положительных моментов. Черновая обработка может выполняться на специально выделенном
- 15. Разрыв во времени между черновой и отделочной обработками позволяет более полно выявиться деформациям до их устранения
- 16. Разумеется, от этого основного правила построения МОД могут быть некоторые отступления. Так, например, в конец маршрута
- 17. Для деталей достаточно жестких часто с целью обнаружения внутренних дефектов на более ранних стадиях обработки назначают
- 18. В этом случае достигается более высокая степень концентрации обработки, уменьшается число установов детали, и сокращаются расходы
- 19. Если деталь подвергается термической обработке, то технологический маршрут механической обработки (как следует из табл. 2.10) расчленяют
- 20. Для устранения этих дефектов иногда в МОД приходится вносить операцию правки или повторную обработку отдельных поверхностей
- 21. Переносить механическую обработку из одной части технологического процесса в другую с целью интеграции надо весьма осторожно.
- 22. Излишняя концентрация операций механической обработки может привести к деформации и браку деталей. При разработке технологических процессов
- 23. На всех остальных операциях (их должно быть большинство) необходимо планировать выборочный контроль. Предварительное содержание операций устанавливают
- 24. Учитывая, что на многооперационных и координатно-сверлильных станках с ЧПУ отверстия обрабатывают без кондукторов и все параметры
- 25. При обработке отверстий в сплошном материале необходимо предусматривать технологические переходы по зацентровке будущих отверстий, выполняемые сверлами
- 26. При установлении последовательности обработки отверстий на станках с ЧПУ следует, помимо достижения заданной точности, учитывать и
- 27. При обработке отверстий в корпусных деталях единичными инструментами структура технологической операции может быть построена по одному
- 28. 2) в условиях тяжелого машиностроения при построении МОД необходимо учитывать сложность и трудоемкость транспортирования детали от
- 30. Скачать презентацию
Слайд 3Эта задача тем сложнее, чем больше у детали точно обрабатываемых поверхностей. При
Эта задача тем сложнее, чем больше у детали точно обрабатываемых поверхностей. При
Слайд 4При выборе оптимального варианта руководствуются следующими рекомендациями:
1) прежде всего, обрабатывают технологические базы.
При выборе оптимального варианта руководствуются следующими рекомендациями:
1) прежде всего, обрабатывают технологические базы.
Слайд 52) затем обрабатывают остальные поверхности в порядке восхождения от исходной точности заготовки
2) затем обрабатывают остальные поверхности в порядке восхождения от исходной точности заготовки
Слайд 6Таким образом, построение МОД должно быть подчинено одному из главных принципов –
Таким образом, построение МОД должно быть подчинено одному из главных принципов –
Слайд 7Обработка остальных поверхностей должна вестись параллельно с обработкой исполнительных поверхностей на тех
Обработка остальных поверхностей должна вестись параллельно с обработкой исполнительных поверхностей на тех
Слайд 8Технологию изготовления точных и ответственных деталей обычно подразделяют на ряд этапов (табл.
Технологию изготовления точных и ответственных деталей обычно подразделяют на ряд этапов (табл.
Слайд 9Представленные в таблице этапы не обязательны для всех технологических процессов, так как
Представленные в таблице этапы не обязательны для всех технологических процессов, так как
Слайд 10Для прецизионных заготовок могут отсутствовать черновые, получистовые и даже чистовые этапы обработки.
Для прецизионных заготовок могут отсутствовать черновые, получистовые и даже чистовые этапы обработки.
Слайд 11Таблица 2.9
Этапы технологического процесса
Таблица 2.9
Этапы технологического процесса
Слайд 12Поскольку исполнительные поверхности детали имеют самую высокую точность и минимальную шероховатость, то
Поскольку исполнительные поверхности детали имеют самую высокую точность и минимальную шероховатость, то
Слайд 13Обработка тех поверхностей, точность и шероховатость которых ниже чем у
исполнительных, заканчивается
Обработка тех поверхностей, точность и шероховатость которых ниже чем у
исполнительных, заканчивается
Слайд 14Разделяя технологический процесс на этапы, достигают ряда положительных моментов. Черновая обработка может
Разделяя технологический процесс на этапы, достигают ряда положительных моментов. Черновая обработка может
Слайд 15 Разрыв во времени между черновой и отделочной обработками позволяет более полно выявиться
Разрыв во времени между черновой и отделочной обработками позволяет более полно выявиться
Слайд 16Разумеется, от этого основного правила построения МОД могут быть некоторые отступления. Так,
Разумеется, от этого основного правила построения МОД могут быть некоторые отступления. Так,
Слайд 17Для деталей достаточно жестких часто с целью обнаружения внутренних дефектов на более
Для деталей достаточно жестких часто с целью обнаружения внутренних дефектов на более
Слайд 18В этом случае достигается более высокая степень концентрации обработки, уменьшается число установов
В этом случае достигается более высокая степень концентрации обработки, уменьшается число установов
Слайд 19Если деталь подвергается термической обработке, то технологический маршрут механической обработки (как следует
Если деталь подвергается термической обработке, то технологический маршрут механической обработки (как следует
Слайд 20Для устранения этих дефектов иногда в МОД приходится вносить операцию правки или
Для устранения этих дефектов иногда в МОД приходится вносить операцию правки или
Слайд 21Переносить механическую обработку из одной части технологического процесса в другую с целью
Переносить механическую обработку из одной части технологического процесса в другую с целью
Слайд 22 Излишняя концентрация операций механической обработки может привести к деформации и браку
Излишняя концентрация операций механической обработки может привести к деформации и браку
Слайд 23 На всех остальных операциях (их должно быть большинство) необходимо планировать выборочный
На всех остальных операциях (их должно быть большинство) необходимо планировать выборочный
Слайд 24Учитывая, что на многооперационных и координатно-сверлильных станках с ЧПУ отверстия обрабатывают без
Учитывая, что на многооперационных и координатно-сверлильных станках с ЧПУ отверстия обрабатывают без
Слайд 25При обработке отверстий в сплошном материале необходимо предусматривать технологические переходы по зацентровке
При обработке отверстий в сплошном материале необходимо предусматривать технологические переходы по зацентровке
Слайд 26При установлении последовательности обработки отверстий на станках с ЧПУ следует, помимо достижения
При установлении последовательности обработки отверстий на станках с ЧПУ следует, помимо достижения
Слайд 27 При обработке отверстий в корпусных деталях единичными инструментами структура технологической операции
При обработке отверстий в корпусных деталях единичными инструментами структура технологической операции
Слайд 28 2) в условиях тяжелого машиностроения при построении МОД необходимо учитывать сложность
2) в условиях тяжелого машиностроения при построении МОД необходимо учитывать сложность
 Внутреннее строение Земли
Внутреннее строение Земли База отдыха Борвиха
База отдыха Борвиха Сегментирование рынка
Сегментирование рынка  Преступление
Преступление  Основы С++
Основы С++ В здоровом теле - здоровый дух!
В здоровом теле - здоровый дух! Основные сведения о мониторах с ЭЛТ
Основные сведения о мониторах с ЭЛТ Русская литература 18 века. Классицизм.
Русская литература 18 века. Классицизм. Изложение в 3 классе
Изложение в 3 классе Переработка отходов в рубительной машине
Переработка отходов в рубительной машине Презентация на тему Святые и химеры
Презентация на тему Святые и химеры БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ
БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ День космонавтики - 2012
День космонавтики - 2012 Примитивная группа в классе, или класс как примитивная группа
Примитивная группа в классе, или класс как примитивная группа Осциллограф ВМ8020
Осциллограф ВМ8020 НОВАЯ СЕРИЯ WM
НОВАЯ СЕРИЯ WM Бытовой подряд
Бытовой подряд Архитектура и искусство эпохи Просвещения
Архитектура и искусство эпохи Просвещения Современные образовательные технологии в начальной школе
Современные образовательные технологии в начальной школе Презентация на темум Повесть о Петре и Февронии Муромских
Презентация на темум Повесть о Петре и Февронии Муромских ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?…
ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?… Размер 56-62
Размер 56-62 "Горжусь профессией своей!"
"Горжусь профессией своей!" День школьных библиотек
День школьных библиотек Великий Багратион
Великий Багратион КЛИНИЧЕСКИЕ СУПЕРВИЗИИ
КЛИНИЧЕСКИЕ СУПЕРВИЗИИ Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах
Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс
Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс