Роль национального композитного центра ФГУП «ЦАГИ» в решении прорывных задач, связанных с применением композиционных материалов
- Роль национального композитного центра ФГУП «ЦАГИ» в решении прорывных задач, связанных с применением композиционных материалов

Содержание
- 2. История создания, цель и миссия национального композитного центра ДАТА СОЗДАНИЯ: 1 июня 2010 года ПЕРСОНАЛ: Специалисты,
- 3. Инновационный подход к созданию композитных авиаконструкций Методология выбора и использования базовых материалов Математическое моделирование возникновения и
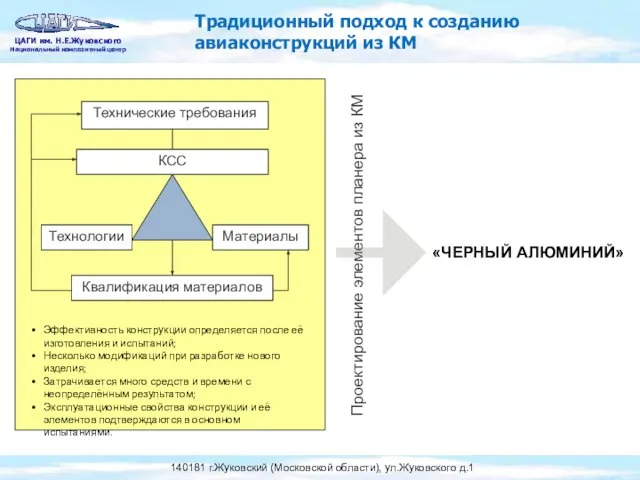
- 4. Эффективность конструкции определяется после её изготовления и испытаний; Несколько модификаций при разработке нового изделия; Затрачивается много
- 5. BOEING 787 Появление расслоений в концевой зоне стрингера в области присоединения композитных элементов консоли к центроплану
- 6. На основании требований к изделию рассматривается весь перечень существующих материалов и технологий; Проектирование осуществляется с максимальным
- 7. Опыт ведущих авиапроизводителей по весовой оптимизации планера Грузовая рампа военно-транспортного самолёта A400M Интегральная конструкция, изготовленная методом
- 8. Методология обеспечения безопасности и весовой эффективности авиаконструкций из КМ
- 9. Инновационный подход к созданию композитных авиаконструкций Методология выбора и использования базовых материалов Математическое моделирование возникновения и
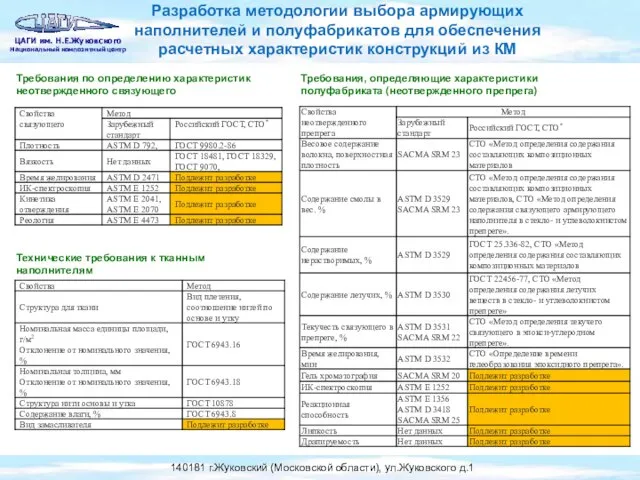
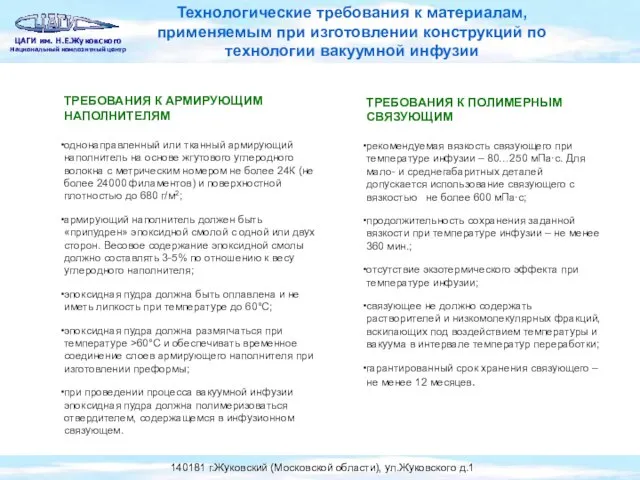
- 10. Требования по определению характеристик неотвержденного связующего Технические требования к тканным наполнителям Требования, определяющие характеристики полуфабриката (неотвержденного
- 11. Технологические требования к материалам, применяемым при изготовлении конструкций по технологии вакуумной инфузии ТРЕБОВАНИЯ К АРМИРУЮЩИМ НАПОЛНИТЕЛЯМ
- 12. Вязкость Вязкость Характеристики полимерных связующих для вакуумной инфузии Время Температура Физико-механические характеристики отверждённого связующего для вакуумной
- 13. Инновационный подход к созданию композитных авиаконструкций Методология выбора и использования базовых материалов Математическое моделирование возникновения и
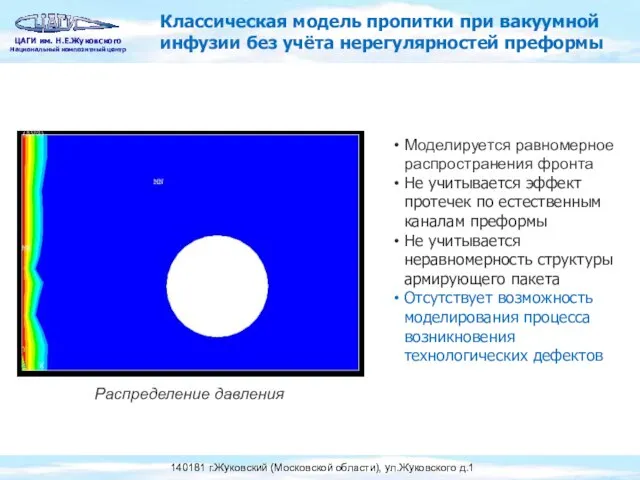
- 14. Распределение давления Моделируется равномерное распространения фронта Не учитывается эффект протечек по естественным каналам преформы Не учитывается
- 15. Технологические дефекты, характерные для технологии вакуумной инфузии Низкая степень отверждения или неравномерное отверждение, возникающие из-за несоответствующих
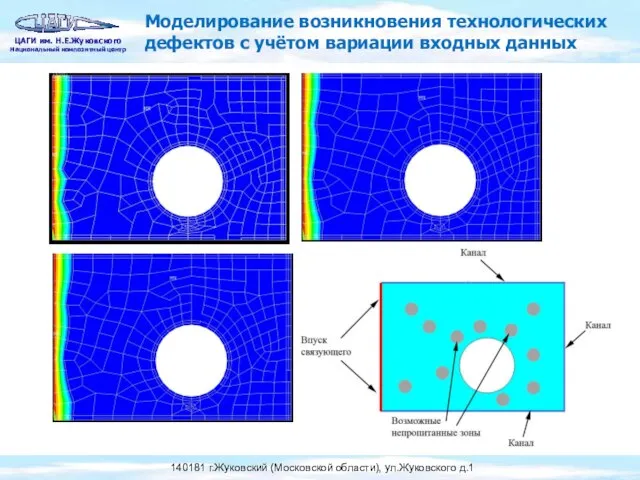
- 16. Моделирование инфузии с учетом статистического распределения неоднородностей в преформе Алгоритм моделирования с учетом вариации данных Свойства
- 17. Моделирование возникновения технологических дефектов с учётом вариации входных данных
- 18. Инновационный подход к созданию композитных авиаконструкций Методология выбора и использования базовых материалов Математическое моделирование возникновения и
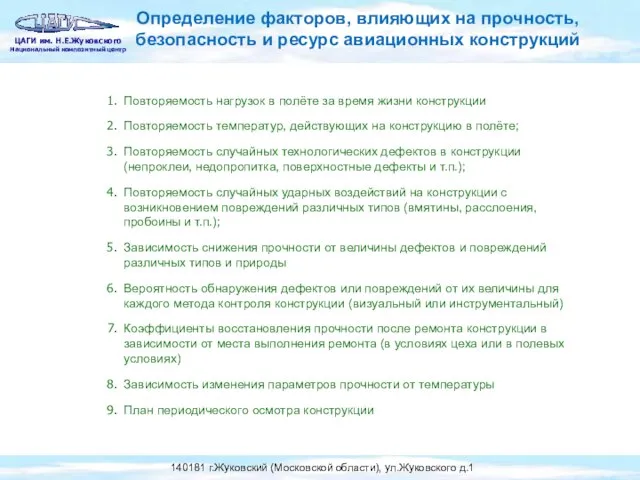
- 19. 1. вмятины 2. растрескивание матрицы 3. расслоения 4. трещина на внутренней стороне панели 5. трещина на
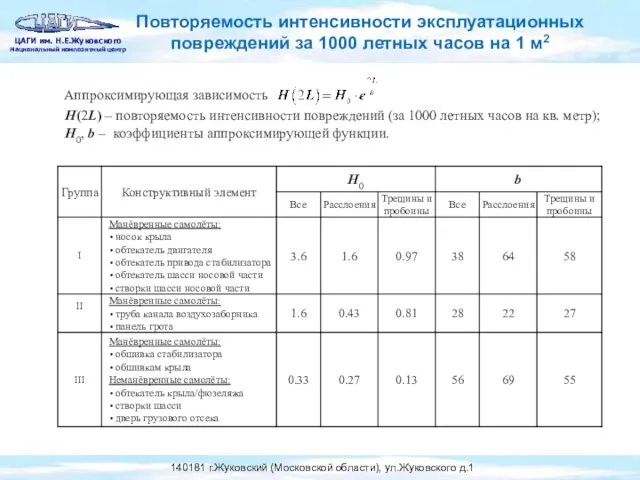
- 20. Повторяемость нагрузок в полёте за время жизни конструкции Повторяемость температур, действующих на конструкцию в полёте; Повторяемость
- 21. H(2L) – повторяемость интенсивности повреждений (за 1000 летных часов на кв. метр); H0, b – коэффициенты
- 22. Повторяемости эксплуатационных повреждений для различных элементов планера самолетов
- 23. Коэффициенты восстановления прочности (КВП) после ремонта
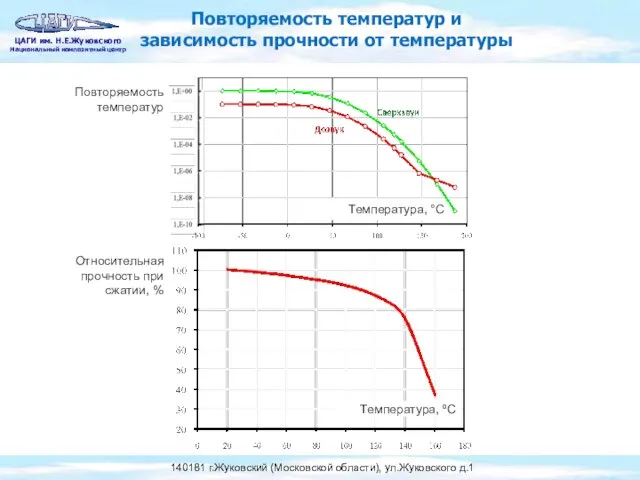
- 24. Относительная прочность при сжатии, % Температура, ºC Повторяемость температур и зависимость прочности от температуры Повторяемость температур
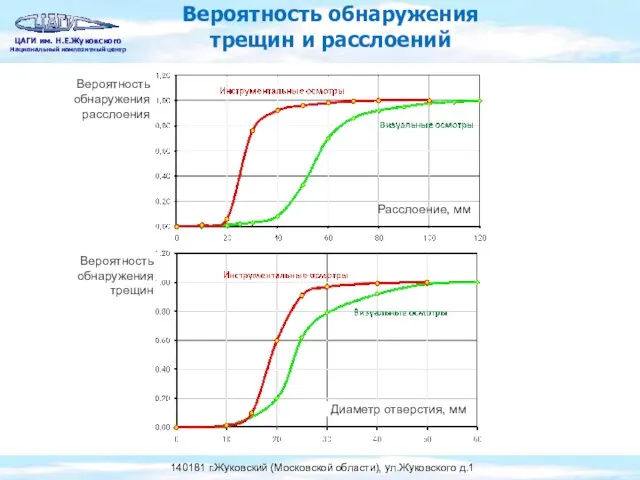
- 25. Вероятность обнаружения трещин и расслоений Вероятность обнаружения расслоения Расслоение, мм Диаметр отверстия, мм Вероятность обнаружения трещин
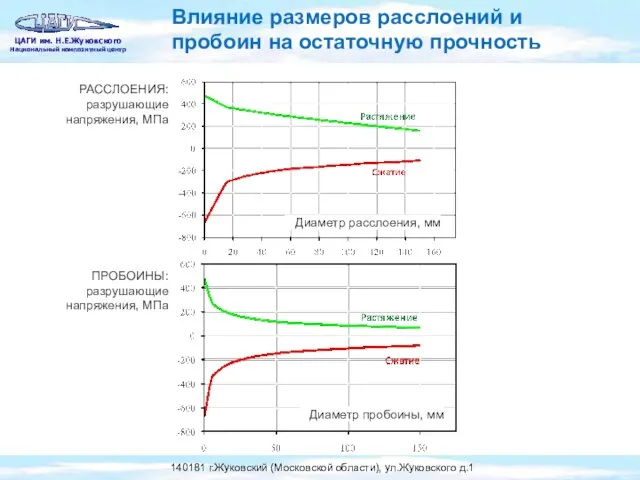
- 26. РАССЛОЕНИЯ: разрушающие напряжения, МПа Влияние размеров расслоений и пробоин на остаточную прочность Диаметр расслоения, мм Диаметр
- 27. ProDeCompos Вероятностное распределение прочности для всех видов разрушения Повторяемость температур для полётных случаев Повторяемость размеров повреждений
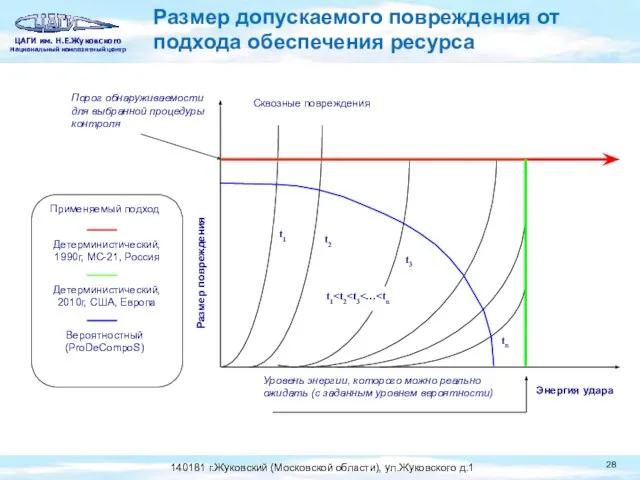
- 28. Размер допускаемого повреждения от подхода обеспечения ресурса tn Размер повреждения Порог обнаруживаемости для выбранной процедуры контроля
- 29. Управление местными свойствами материала Результаты испытаний на растяжение панелей с высокомодульными элементами Опытные панели из углепластика
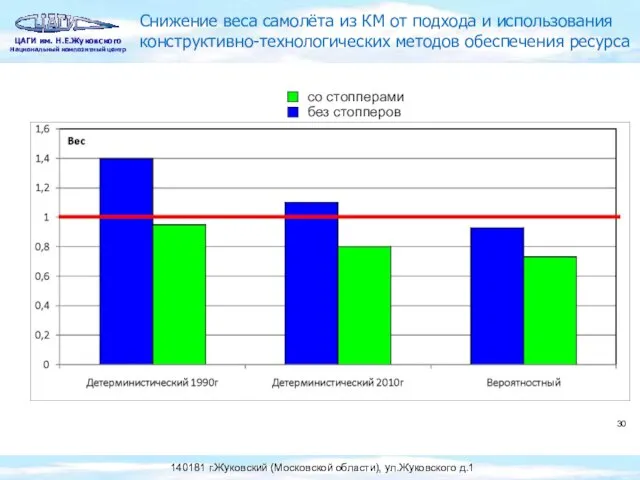
- 30. Снижение веса самолёта из КМ от подхода и использования конструктивно-технологических методов обеспечения ресурса
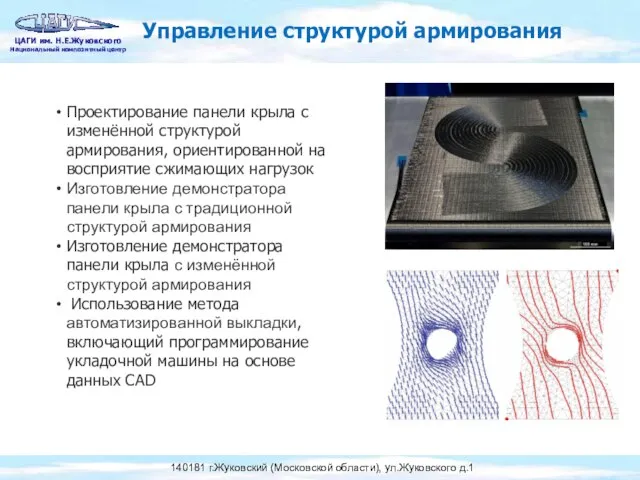
- 31. Проектирование панели крыла с изменённой структурой армирования, ориентированной на восприятие сжимающих нагрузок Изготовление демонстратора панели крыла
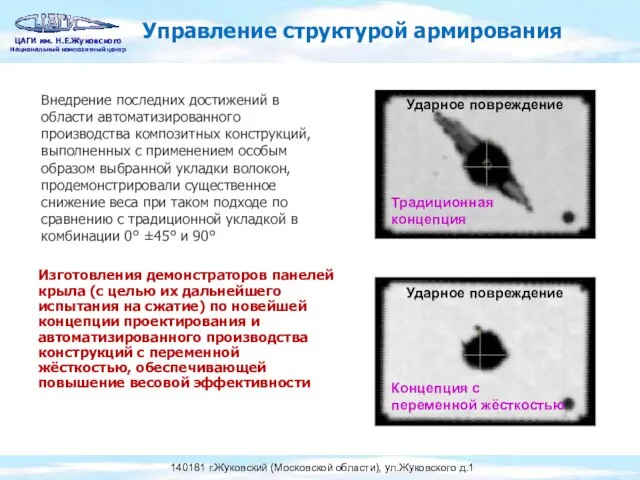
- 32. Управление структурой армирования Изготовления демонстраторов панелей крыла (с целью их дальнейшего испытания на сжатие) по новейшей
- 34. Скачать презентацию

Слайд 3Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Слайд 4Эффективность конструкции определяется после её изготовления и испытаний;
Несколько модификаций при разработке нового
Эффективность конструкции определяется после её изготовления и испытаний;
Несколько модификаций при разработке нового
Слайд 5BOEING 787
Появление расслоений в концевой зоне стрингера в области присоединения композитных элементов
BOEING 787
Появление расслоений в концевой зоне стрингера в области присоединения композитных элементов

Слайд 6На основании требований к изделию рассматривается весь перечень существующих материалов и технологий;
Проектирование
На основании требований к изделию рассматривается весь перечень существующих материалов и технологий;
Проектирование

Слайд 7Опыт ведущих авиапроизводителей по весовой оптимизации планера
Грузовая рампа военно-транспортного самолёта A400M
Интегральная
Опыт ведущих авиапроизводителей по весовой оптимизации планера
Грузовая рампа военно-транспортного самолёта A400M
Интегральная

Слайд 8Методология обеспечения безопасности и весовой эффективности авиаконструкций из КМ
Методология обеспечения безопасности и весовой эффективности авиаконструкций из КМ

Слайд 9Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Слайд 10Требования по определению характеристик неотвержденного связующего
Технические требования к тканным наполнителям
Требования, определяющие характеристики
Требования по определению характеристик неотвержденного связующего
Технические требования к тканным наполнителям
Требования, определяющие характеристики
Слайд 11Технологические требования к материалам, применяемым при изготовлении конструкций по технологии вакуумной инфузии
Технологические требования к материалам, применяемым при изготовлении конструкций по технологии вакуумной инфузии
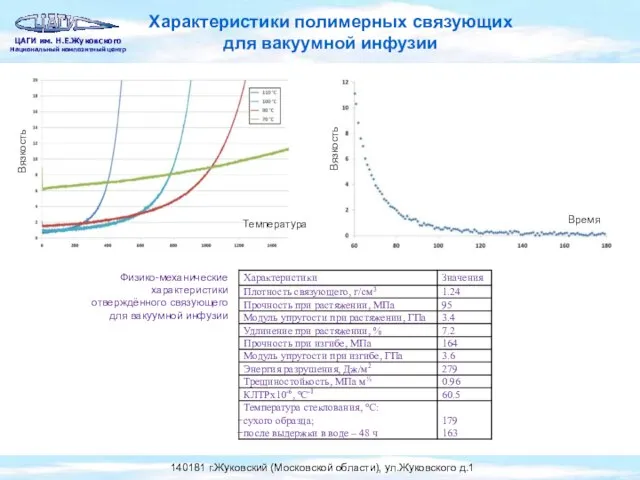
Слайд 12Вязкость
Вязкость
Характеристики полимерных связующих для вакуумной инфузии
Время
Температура
Физико-механические характеристики отверждённого связующего для вакуумной
Вязкость
Вязкость
Характеристики полимерных связующих для вакуумной инфузии
Время
Температура
Физико-механические характеристики отверждённого связующего для вакуумной
Слайд 13Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Слайд 14Распределение давления
Моделируется равномерное распространения фронта
Не учитывается эффект протечек по естественным каналам преформы
Распределение давления
Моделируется равномерное распространения фронта
Не учитывается эффект протечек по естественным каналам преформы
Слайд 15Технологические дефекты, характерные для технологии вакуумной инфузии
Низкая степень отверждения или неравномерное отверждение,
Технологические дефекты, характерные для технологии вакуумной инфузии
Низкая степень отверждения или неравномерное отверждение,
Слайд 16Моделирование инфузии с учетом статистического распределения неоднородностей в преформе
Алгоритм моделирования с учетом
Моделирование инфузии с учетом статистического распределения неоднородностей в преформе
Алгоритм моделирования с учетом

Слайд 17Моделирование возникновения технологических дефектов с учётом вариации входных данных
Моделирование возникновения технологических дефектов с учётом вариации входных данных
Слайд 18Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Инновационный подход к созданию композитных авиаконструкций
Методология выбора и использования базовых материалов
Математическое моделирование
Слайд 191. вмятины
2. растрескивание матрицы
3. расслоения
4. трещина на внутренней стороне панели
5.
1. вмятины
2. растрескивание матрицы
3. расслоения
4. трещина на внутренней стороне панели
5.

Слайд 20Повторяемость нагрузок в полёте за время жизни конструкции
Повторяемость температур, действующих на
Повторяемость нагрузок в полёте за время жизни конструкции
Повторяемость температур, действующих на
Слайд 21H(2L) – повторяемость интенсивности повреждений (за 1000 летных часов на кв. метр);
H(2L) – повторяемость интенсивности повреждений (за 1000 летных часов на кв. метр);
Слайд 22Повторяемости эксплуатационных повреждений для различных элементов планера самолетов
Повторяемости эксплуатационных повреждений для различных элементов планера самолетов

Слайд 23Коэффициенты восстановления прочности (КВП) после ремонта
Коэффициенты восстановления прочности (КВП) после ремонта

Слайд 24Относительная прочность при сжатии, %
Температура, ºC
Повторяемость температур и зависимость прочности от температуры
Повторяемость
Относительная прочность при сжатии, %
Температура, ºC
Повторяемость температур и зависимость прочности от температуры
Повторяемость
Слайд 25Вероятность обнаружения трещин и расслоений
Вероятность обнаружения расслоения
Расслоение, мм
Диаметр отверстия, мм
Вероятность обнаружения трещин
Вероятность обнаружения трещин и расслоений
Вероятность обнаружения расслоения
Расслоение, мм
Диаметр отверстия, мм
Вероятность обнаружения трещин
Слайд 26РАССЛОЕНИЯ:
разрушающие напряжения, МПа
Влияние размеров расслоений и пробоин на остаточную прочность
Диаметр расслоения, мм
Диаметр
РАССЛОЕНИЯ:
разрушающие напряжения, МПа
Влияние размеров расслоений и пробоин на остаточную прочность
Диаметр расслоения, мм
Диаметр
Слайд 27
ProDeCompos
Вероятностное распределение прочности для всех видов разрушения
Повторяемость температур для полётных
ProDeCompos
Вероятностное распределение прочности для всех видов разрушения
Повторяемость температур для полётных

Слайд 28Размер допускаемого повреждения от подхода обеспечения ресурса
tn
Размер повреждения
Порог обнаруживаемости для выбранной процедуры
Размер допускаемого повреждения от подхода обеспечения ресурса
tn
Размер повреждения
Порог обнаруживаемости для выбранной процедуры
Слайд 29Управление местными свойствами материала
Результаты испытаний на растяжение панелей с высокомодульными элементами
Опытные панели
Управление местными свойствами материала
Результаты испытаний на растяжение панелей с высокомодульными элементами
Опытные панели

Слайд 30Снижение веса самолёта из КМ от подхода и использования конструктивно-технологических методов обеспечения
Снижение веса самолёта из КМ от подхода и использования конструктивно-технологических методов обеспечения
Слайд 31Проектирование панели крыла с изменённой структурой армирования, ориентированной на восприятие сжимающих нагрузок
Проектирование панели крыла с изменённой структурой армирования, ориентированной на восприятие сжимающих нагрузок
Слайд 32Управление структурой армирования
Изготовления демонстраторов панелей крыла (с целью их дальнейшего испытания на
Управление структурой армирования
Изготовления демонстраторов панелей крыла (с целью их дальнейшего испытания на
 Презентация на тему Взаимоотношения в семье, описанные в произведениях Л. Н. Толстого
Презентация на тему Взаимоотношения в семье, описанные в произведениях Л. Н. Толстого Миссиология. Семинар по теме 3
Миссиология. Семинар по теме 3 Сибирская хаска
Сибирская хаска Презентация на тему История государственных символов России
Презентация на тему История государственных символов России Круглый стол «Механизмы и критерии оценки деятельности научного учреждения»
Круглый стол «Механизмы и критерии оценки деятельности научного учреждения» Ценовые газеты ТС Копейка
Ценовые газеты ТС Копейка Урок-лабиринт. Древний Крит
Урок-лабиринт. Древний Крит Презентация на тему Сленг
Презентация на тему Сленг  Проецирование геометрических фигур. Поверхности. Лекция № 3
Проецирование геометрических фигур. Поверхности. Лекция № 3 Ход лабораторной работы
Ход лабораторной работы Домашняя работа учащихся
Домашняя работа учащихся ВЕСЁЛЫЕ ЦИФРЫ
ВЕСЁЛЫЕ ЦИФРЫ Разработка локальных актов при введении НСОТ
Разработка локальных актов при введении НСОТ Презентация на тему Культура Древнего Китая
Презентация на тему Культура Древнего Китая  Holidays and customs of Great Britan
Holidays and customs of Great Britan Палитра планеты
Палитра планеты Презентация на тему День снятия блокады города Ленинграда 1944 год
Презентация на тему День снятия блокады города Ленинграда 1944 год Коллекции бренда Skechers и история
Коллекции бренда Skechers и история Работа с неуспевающими
Работа с неуспевающими Закон бытия
Закон бытия Проблемно-ориентированный анализ
Проблемно-ориентированный анализ ВЛАДИМИР
ВЛАДИМИР Добро пожаловать в Китай
Добро пожаловать в Китай Виды, разрезы, сечения, штриховка, выносные элементы на чертежах
Виды, разрезы, сечения, штриховка, выносные элементы на чертежах Студия и Агентство – разный бизнес
Студия и Агентство – разный бизнес Работа в Power Point
Работа в Power Point Презентация на тему Осязание
Презентация на тему Осязание  Экология и экологическая безопасность
Экология и экологическая безопасность