- Сборка изделий на гвоздях

Содержание
- 2. Домашняя работа: § 11; §12; §13.
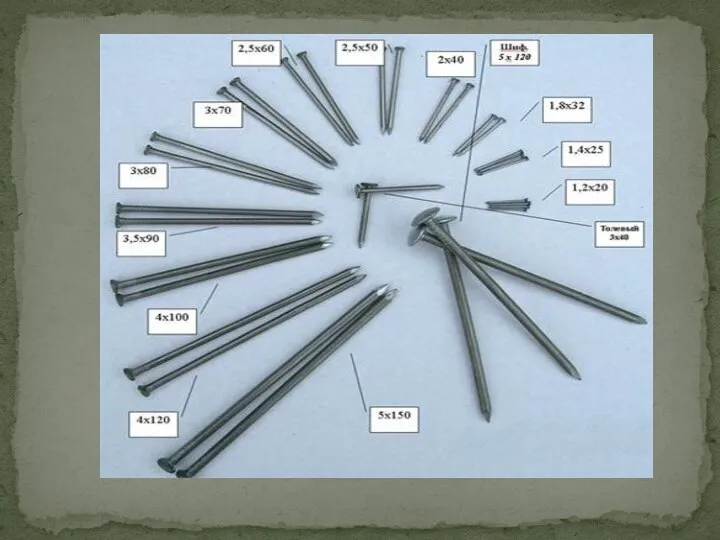
- 3. Чтобы из отдельных деталей получить готовое изделие, их нужно соединить между собой. Сборка может быть выполнена
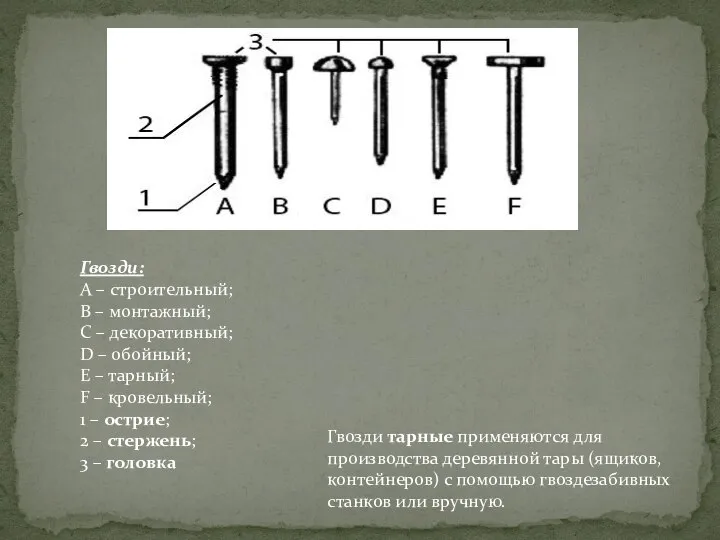
- 5. Гвозди: A – строительный; B – монтажный; C – декоративный; D – обойный; E – тарный;
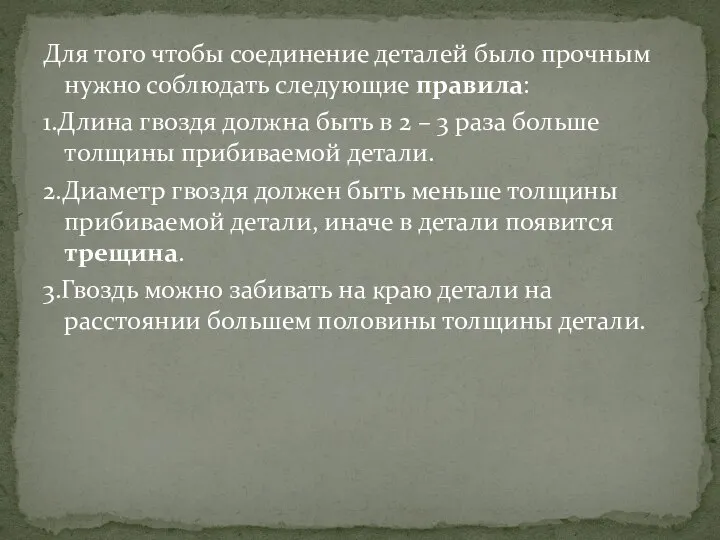
- 6. Для того чтобы соединение деталей было прочным нужно соблюдать следующие правила: 1.Длина гвоздя должна быть в
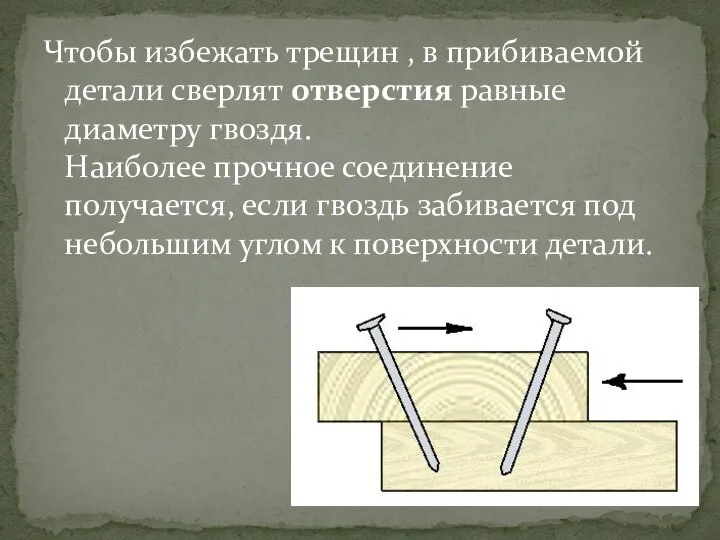
- 8. Чтобы избежать трещин , в прибиваемой детали сверлят отверстия равные диаметру гвоздя. Наиболее прочное соединение получается,
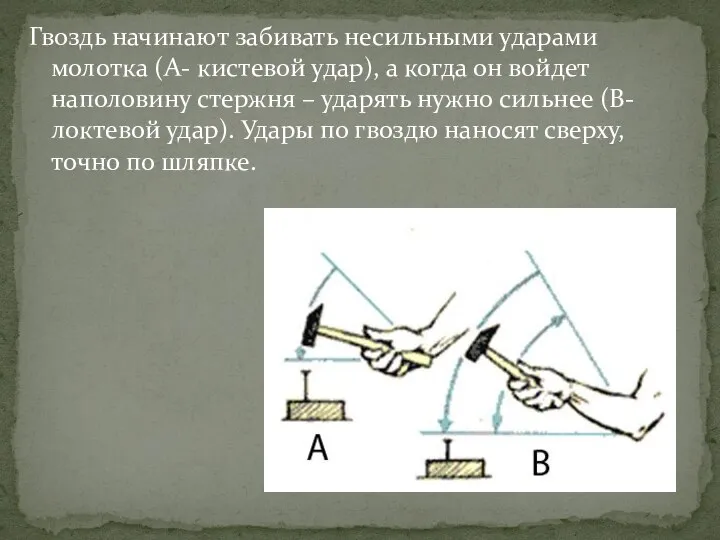
- 9. Гвоздь начинают забивать несильными ударами молотка (А- кистевой удар), а когда он войдет наполовину стержня –
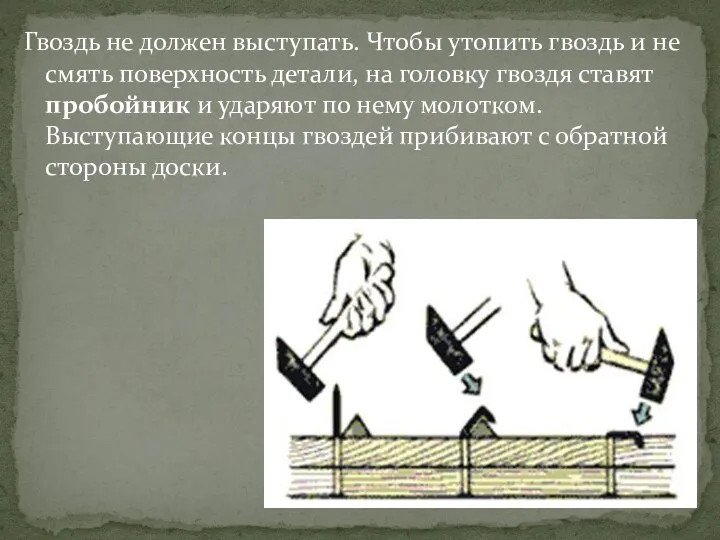
- 10. Гвоздь не должен выступать. Чтобы утопить гвоздь и не смять поверхность детали, на головку гвоздя ставят
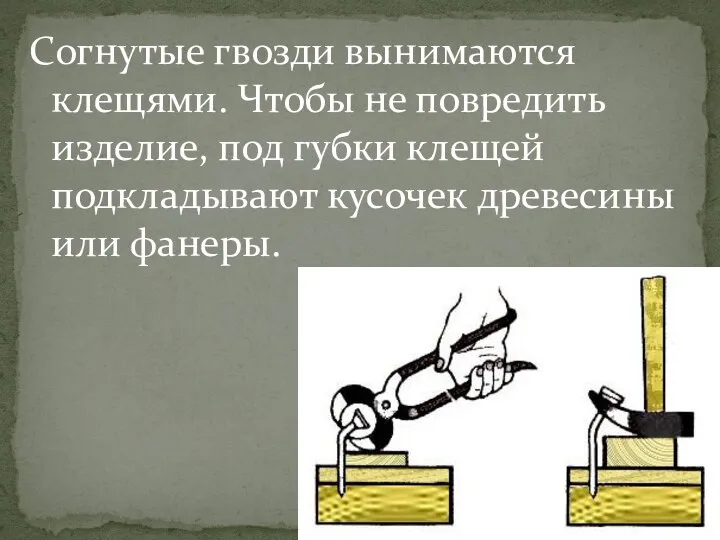
- 11. Согнутые гвозди вынимаются клещями. Чтобы не повредить изделие, под губки клещей подкладывают кусочек древесины или фанеры.
- 12. Техника безопасности при забивании гвоздей 1.Работать нужно только исправным инструментом. 2.Молоток нужно держать на расстоянии 20-30
- 13. Сборка изделий на шурупах
- 14. Со временем соединение на гвоздях ослабевает. Более прочно соединение на шурупах. Шуруп – это крепежная деталь,
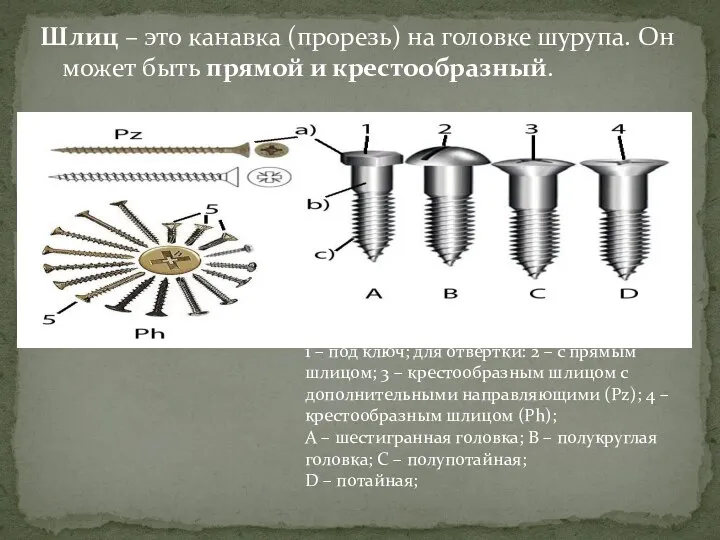
- 15. Шлиц – это канавка (прорезь) на головке шурупа. Он может быть прямой и крестообразный. Шурупы: 1
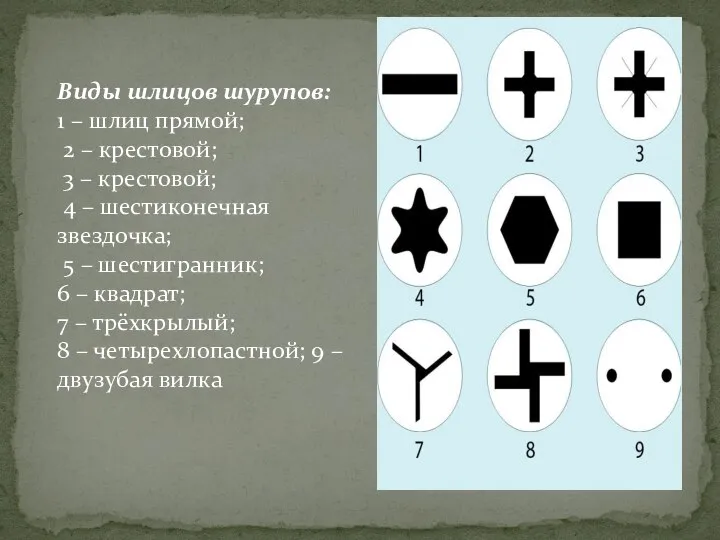
- 16. Виды шлицов шурупов: 1 – шлиц прямой; 2 – крестовой; 3 – крестовой; 4 – шестиконечная
- 18. При выборе шурупов нужно учитывать, что их длина должна в 2,5 – 3 раза превышать толщину
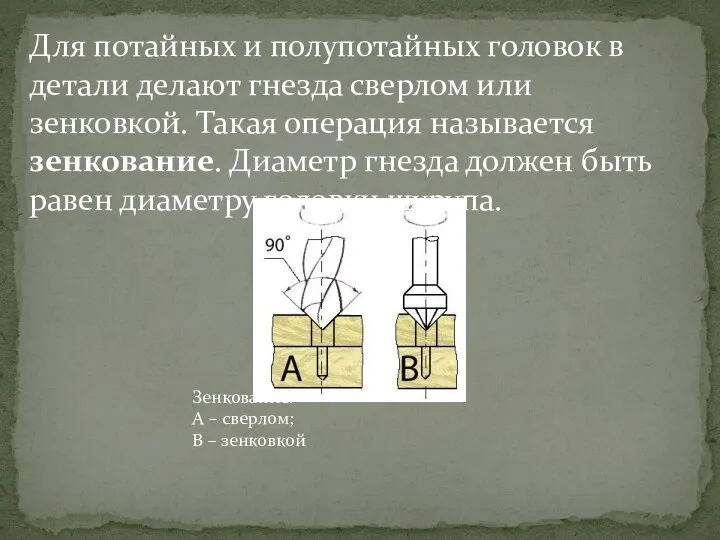
- 19. Зенкование: А – сверлом; В – зенковкой Для потайных и полупотайных головок в детали делают гнезда
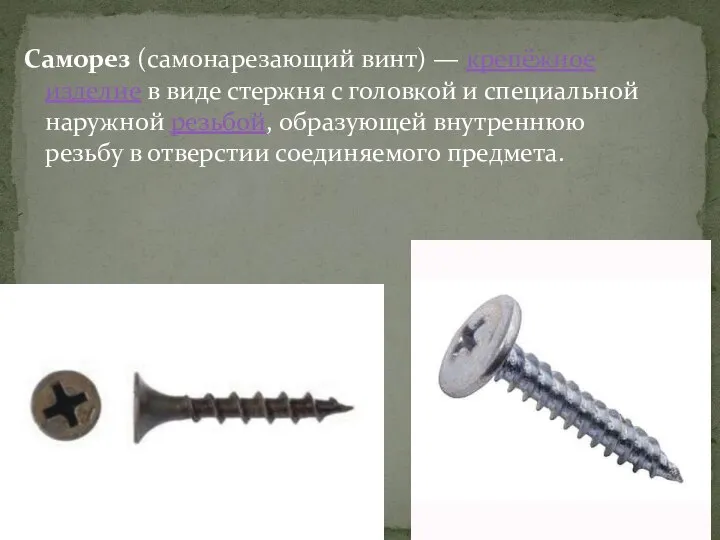
- 20. Саморез (самонарезающий винт) — крепёжное изделие в виде стержня с головкой и специальной наружной резьбой, образующей
- 21. Техника безопасности при завинчивании шурупов Пользоваться нужно отверткой, которая плотно заходит в шлиц шурупа. Ось отвертки,
- 23. Основной вид соединения деталей из древесины – склеивание. Между склеиваемыми поверхностями образуется очень тонкая пленка клея,
- 24. Процесс склеивания 1.Нанесение клея на поверхности деталей. 2.Открытая выдержка. 3.Соединение деталей намазанными поверхностями. 4.Сжатие под прессом
- 25. Клей наносят кисточкой или валиком на одну или обе соединяемые поверхности. Толщина клеевого шва должна быть
- 29. Техника безопасности при склеивании 1.Склеивание производить только на подкладной доске. 2.Избегать попадания клея на руки и
- 30. Слесарные струбцины — распространенные зажимные приспособления — обладают одним существенным недостатком, заключающимся в том, что при
- 33. Скачать презентацию
Слайд 3Чтобы из отдельных деталей получить готовое изделие, их нужно соединить между собой.
Чтобы из отдельных деталей получить готовое изделие, их нужно соединить между собой.
Слайд 5Гвозди:
A – строительный;
B – монтажный;
C – декоративный;
D – обойный;
E – тарный;
F –
Гвозди: A – строительный; B – монтажный; C – декоративный; D – обойный; E – тарный; F –
Слайд 6Для того чтобы соединение деталей было прочным нужно соблюдать следующие правила:
1.Длина гвоздя
Для того чтобы соединение деталей было прочным нужно соблюдать следующие правила:
1.Длина гвоздя
Слайд 8Чтобы избежать трещин , в прибиваемой детали сверлят отверстия равные диаметру гвоздя.
Наиболее
Чтобы избежать трещин , в прибиваемой детали сверлят отверстия равные диаметру гвоздя. Наиболее
Слайд 9Гвоздь начинают забивать несильными ударами молотка (А- кистевой удар), а когда он
Гвоздь начинают забивать несильными ударами молотка (А- кистевой удар), а когда он
Слайд 10Гвоздь не должен выступать. Чтобы утопить гвоздь и не смять поверхность детали,
Гвоздь не должен выступать. Чтобы утопить гвоздь и не смять поверхность детали,
Слайд 11Согнутые гвозди вынимаются клещями. Чтобы не повредить изделие, под губки клещей подкладывают
Согнутые гвозди вынимаются клещями. Чтобы не повредить изделие, под губки клещей подкладывают
Слайд 12Техника безопасности при забивании гвоздей
1.Работать нужно только исправным инструментом.
2.Молоток нужно держать на
Техника безопасности при забивании гвоздей
1.Работать нужно только исправным инструментом.
2.Молоток нужно держать на
Слайд 13Сборка изделий на шурупах
Сборка изделий на шурупах
Слайд 14Со временем соединение на гвоздях ослабевает. Более прочно соединение на шурупах. Шуруп
Со временем соединение на гвоздях ослабевает. Более прочно соединение на шурупах. Шуруп
Слайд 15Шлиц – это канавка (прорезь) на головке шурупа. Он может быть прямой
Шлиц – это канавка (прорезь) на головке шурупа. Он может быть прямой
Слайд 16Виды шлицов шурупов:
1 – шлиц прямой;
2 – крестовой;
3 – крестовой;
Виды шлицов шурупов:
1 – шлиц прямой;
2 – крестовой;
3 – крестовой;

Слайд 18При выборе шурупов нужно учитывать, что их длина должна в 2,5 –
При выборе шурупов нужно учитывать, что их длина должна в 2,5 –
Слайд 19Зенкование:
А – сверлом;
В – зенковкой
Для потайных и полупотайных головок в детали
Зенкование:
А – сверлом;
В – зенковкой
Для потайных и полупотайных головок в детали
Слайд 20Саморез (самонарезающий винт) — крепёжное изделие в виде стержня с головкой и специальной
Саморез (самонарезающий винт) — крепёжное изделие в виде стержня с головкой и специальной
Слайд 21Техника безопасности при завинчивании шурупов
Пользоваться нужно отверткой, которая плотно заходит в шлиц
Техника безопасности при завинчивании шурупов
Пользоваться нужно отверткой, которая плотно заходит в шлиц
Слайд 23Основной вид соединения деталей из древесины – склеивание. Между склеиваемыми поверхностями образуется
Основной вид соединения деталей из древесины – склеивание. Между склеиваемыми поверхностями образуется
Слайд 24Процесс склеивания
1.Нанесение клея на поверхности деталей.
2.Открытая выдержка.
3.Соединение деталей намазанными поверхностями.
4.Сжатие под прессом
Процесс склеивания
1.Нанесение клея на поверхности деталей.
2.Открытая выдержка.
3.Соединение деталей намазанными поверхностями.
4.Сжатие под прессом
Слайд 25Клей наносят кисточкой или валиком на одну или обе соединяемые поверхности. Толщина
Клей наносят кисточкой или валиком на одну или обе соединяемые поверхности. Толщина


Слайд 29Техника безопасности при склеивании
1.Склеивание производить только на подкладной доске.
2.Избегать попадания клея на
Техника безопасности при склеивании
1.Склеивание производить только на подкладной доске.
2.Избегать попадания клея на
Слайд 30Слесарные струбцины — распространенные зажимные приспособления — обладают одним существенным недостатком, заключающимся
Слесарные струбцины — распространенные зажимные приспособления — обладают одним существенным недостатком, заключающимся


 Презентация на тему СИНТАКСИС И ПУНКТУАЦИЯ СЛОЖНОЕ ПРЕДЛОЖЕНИЕ 9 КЛАСС
Презентация на тему СИНТАКСИС И ПУНКТУАЦИЯ СЛОЖНОЕ ПРЕДЛОЖЕНИЕ 9 КЛАСС  Табличное сложение в пределах 10
Табличное сложение в пределах 10 Проблемы подготовки кадров первичного звена здравоохранения
Проблемы подготовки кадров первичного звена здравоохранения Добровольчество будущего
Добровольчество будущего Вегетативное размножение покрытосеменных растений
Вегетативное размножение покрытосеменных растений Долг и совесть
Долг и совесть КУЛЬТУРА ЗАПАДНОЕВРОПЕЙСКОГОСРЕДНЕВЕКОВЬЯ
КУЛЬТУРА ЗАПАДНОЕВРОПЕЙСКОГОСРЕДНЕВЕКОВЬЯ Физика нефтяного и газового пласта. Лекция
Физика нефтяного и газового пласта. Лекция Опыт Конкурентной Разведки в поиске и мониторинге информации в сети Интернет
Опыт Конкурентной Разведки в поиске и мониторинге информации в сети Интернет Презентация на тему Глицерин
Презентация на тему Глицерин Химический эксперимент в школе – элемент формирования исследовательской компетенции
Химический эксперимент в школе – элемент формирования исследовательской компетенции Наука и научные взгляды, значение и особенности
Наука и научные взгляды, значение и особенности Как прекрасно слово «МАМА»!
Как прекрасно слово «МАМА»! МАСТЕР-КЛАСС НА ПРИРОДЕ MAMINA-SHKOLA.RU
МАСТЕР-КЛАСС НА ПРИРОДЕ MAMINA-SHKOLA.RU Кубыз
Кубыз Табличка. Кабинет №1
Табличка. Кабинет №1 Телефон довериядля детей, подростков и их родителей
Телефон довериядля детей, подростков и их родителей Тайм-менеджмент
Тайм-менеджмент ГИА-9 в 2010/11 уч году
ГИА-9 в 2010/11 уч году Изобразительное искусство и православная культура
Изобразительное искусство и православная культура Проектирование информационной системы управления заказами клиентов в компании Служба доставки зоотоваров Гав’c
Проектирование информационной системы управления заказами клиентов в компании Служба доставки зоотоваров Гав’c Повышение уровня социальной адаптации учащихся с ОВЗ, на уроках математики, экономики и компьютерной грамоты
Повышение уровня социальной адаптации учащихся с ОВЗ, на уроках математики, экономики и компьютерной грамоты Проект кулинар. Салат Ёлочка
Проект кулинар. Салат Ёлочка Презентация на тему Вредоносные и антивирусные программы. Компьютерные черви и защита от них
Презентация на тему Вредоносные и антивирусные программы. Компьютерные черви и защита от них Анализ текста при подготовке к написанию сочинения – рассуждения
Анализ текста при подготовке к написанию сочинения – рассуждения Виртуальные выставки ТПП России
Виртуальные выставки ТПП России СЕКТЫ
СЕКТЫ Принципы и методы управления
Принципы и методы управления