- СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН

Содержание
- 2. ОБЩИЕ ПОЛОЖЕНИЯ Детали машин соответствующим образом соединяются между собой, образуя подвижное или неподвижное соединение. Различают разъемные
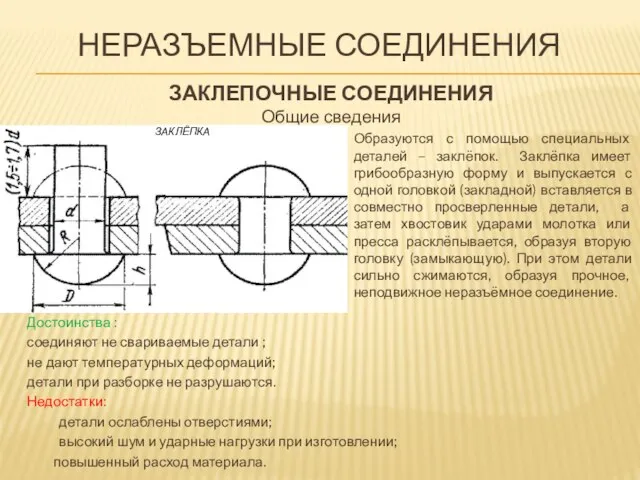
- 3. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ Общие сведения Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет грибообразную
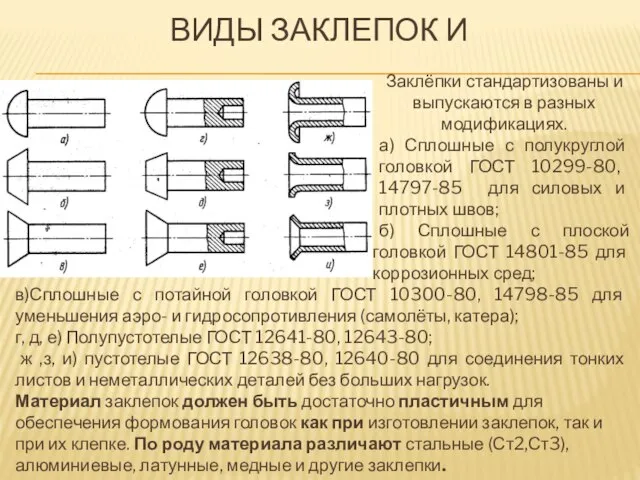
- 4. ВИДЫ ЗАКЛЕПОК И Заклёпки стандартизованы и выпускаются в разных модификациях. а) Сплошные с полукруглой головкой ГОСТ
- 5. ВИДЫ ШВОВ Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным швом. По назначению различают:
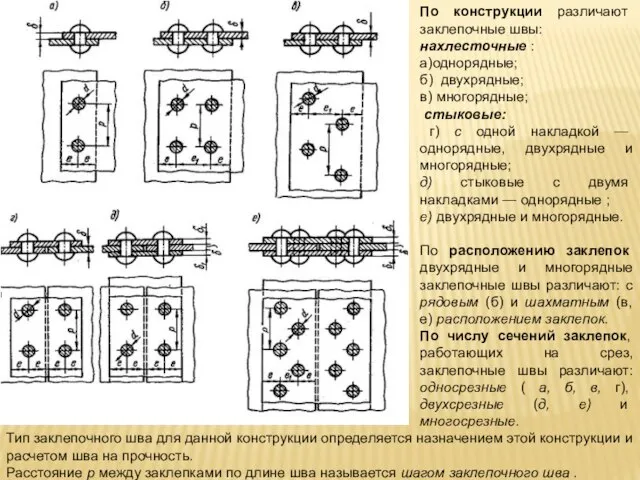
- 6. По конструкции различают заклепочные швы: нахлесточные : а)однорядные; б) двухрядные; в) многорядные; стыковые: г) с одной
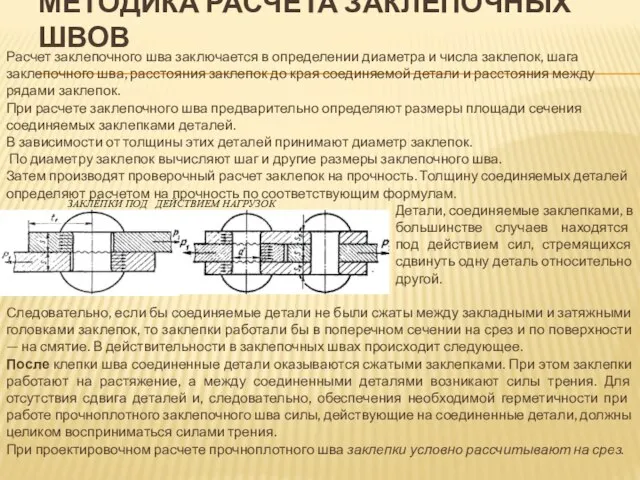
- 7. МЕТОДИКА РАСЧЕТА ЗАКЛЕПОЧНЫХ ШВОВ Расчет заклепочного шва заключается в определении диаметра и числа заклепок, шага заклепочного
- 8. СВАРКА Общие сведения Сварка—это технологический процесс соединения металлических деталей, основанный на использовании сил молекулярного сцепления происходящий
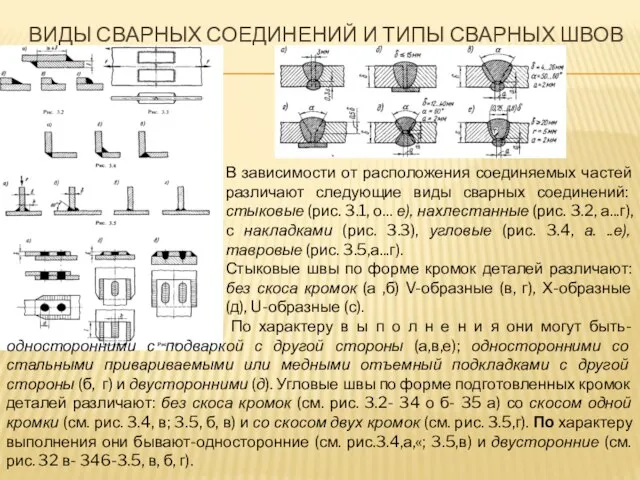
- 9. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ СВАРНЫХ ШВОВ В зависимости от расположения соединяемых частей различают следующие виды
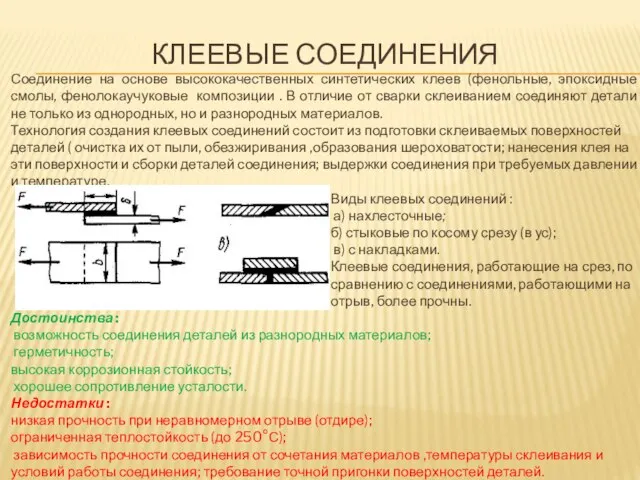
- 10. КЛЕЕВЫЕ СОЕДИНЕНИЯ Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые композиции . В отличие
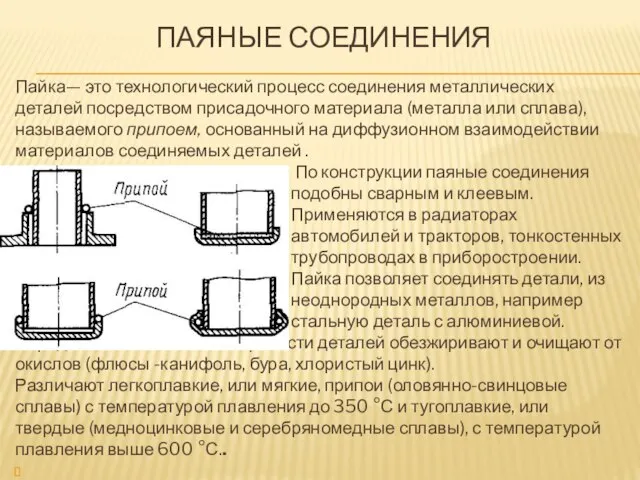
- 11. ПАЯНЫЕ СОЕДИНЕНИЯ Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала (металла или сплава), называемого
- 12. СОЕДИНЕНИЯ С НАТЯГОМ Цилиндрические соединения с натягом Из соединений деталей, выполняемых с натягом, наиболее распространены цилиндрические,
- 13. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ Резьбовые соединения Резьбовые соединения относятся к разъемным и выполняются посредством сверления отверстий в соединяемых
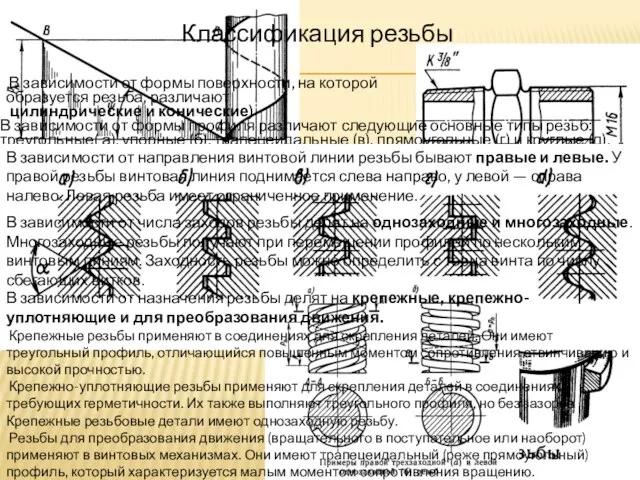
- 14. Классификация резьбы В зависимости от формы поверхности, на которой образуется резьба, различают цилиндрические и конические) В
- 15. ДОСТОИНСТВА И НЕДОСТАТКИ Достоинства: высокая надёжность; удобство сборки-разборки; простота конструкции; дешевизна (вследствие стандартизации); технологичность; возможность регулировки
- 16. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЬБЫ Основными геометрическими параметрами цилиндрической резьбы являются: d — номинальный диаметр резьбы (наружный диаметр
- 17. ОСНОВНЫЕ ТИПЫ РЕЗЬБ Метрические резьбы. Профиль в виде равностороннего треугольника. Радиальный зазор делает ее негерметичной. Метрические
- 18. ОСНОВНЫЕ ТИПЫ РЕЗЬБ Трапециидальная резьба. Это основная резьба в передаче винт – гайка. Ее профиль равнобедренная
- 19. СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ Существует следующие способы изготовления резьб: нарезание; накатывание; литье; выдавливание. Нарезание резьб осуществляется резцами,
- 20. КОНСТРУКТИВНЫЕ ФОРМЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
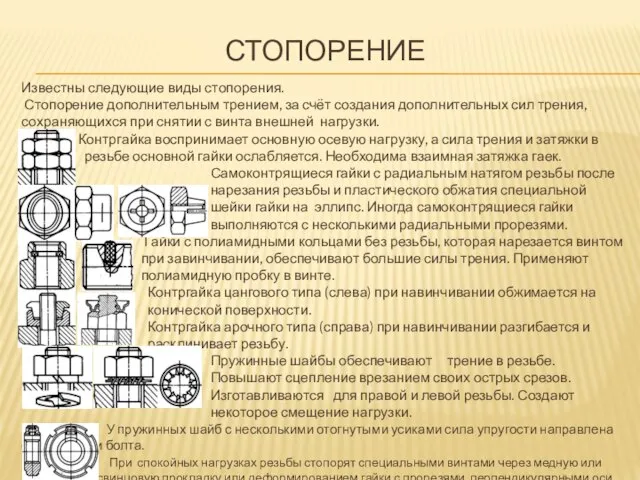
- 21. СТОПОРЕНИЕ Известны следующие виды стопорения. Стопорение дополнительным трением, за счёт создания дополнительных сил трения, сохраняющихся при
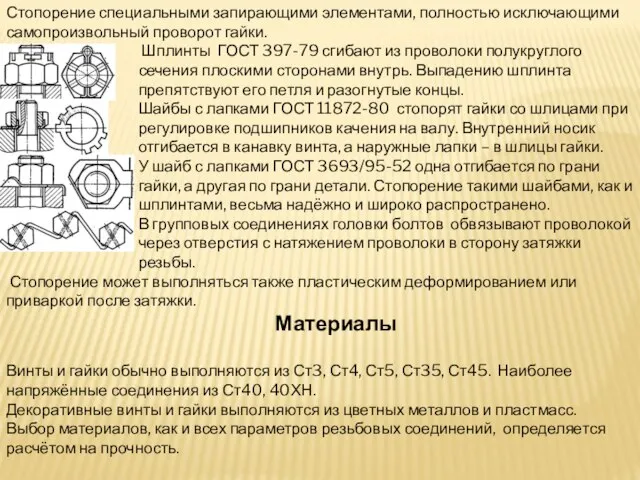
- 22. Стопорение специальными запирающими элементами, полностью исключающими самопроизвольный проворот гайки. Шплинты ГОСТ 397-79 сгибают из проволоки полукруглого
- 23. ШПОНОЧНЫЕ СОЕДИНЕНИЯ Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3 колеса (шкива, звездочки и
- 24. РАЗНОВИДНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения получают при использовании призматических
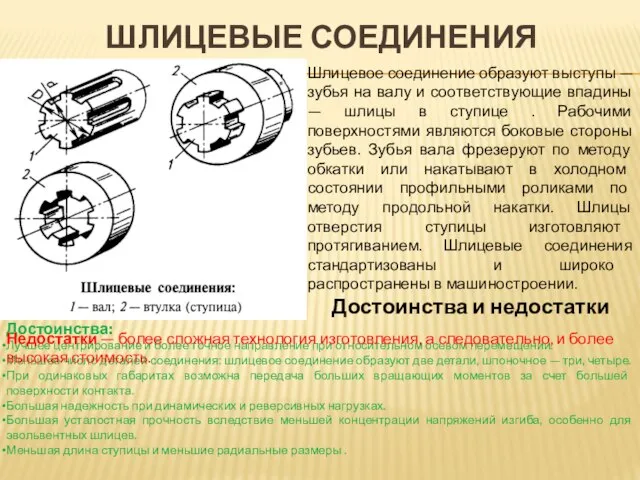
- 25. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ Шлицевое соединение образуют выступы — зубья на валу и соответствующие впадины — шлицы в
- 26. РАЗНОВИДНОСТИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ Шлицевые соединения различают: по характеру соединения: а) неподвижные – для закрепления детали на
- 27. ШТИФТОВЫЕ СОЕДИНЕНИЯ Образуются совместным сверлением соединяемых деталей и установкой в отверстие с натягом специальных цилиндрических или
- 28. ВИДЫ ШТИФТОВ Конструкции штифтов многообразны. Известны: цилиндрические (а,б); конические (в,г,д); цилиндрические пружинные разрезные (е); просечённые цилиндрические,
- 29. ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ В профильных (бесшпоночных) соединениях соединяемые детали скрепляются между собой посредством взаимного контакта по плавной
- 31. Скачать презентацию
Слайд 2ОБЩИЕ ПОЛОЖЕНИЯ
Детали машин соответствующим образом соединяются между собой, образуя подвижное или неподвижное
ОБЩИЕ ПОЛОЖЕНИЯ
Детали машин соответствующим образом соединяются между собой, образуя подвижное или неподвижное
Слайд 3НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Общие сведения
Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Общие сведения
Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет
Слайд 4ВИДЫ ЗАКЛЕПОК И
Заклёпки стандартизованы и выпускаются в разных модификациях.
а) Сплошные с полукруглой
ВИДЫ ЗАКЛЕПОК И
Заклёпки стандартизованы и выпускаются в разных модификациях.
а) Сплошные с полукруглой
Слайд 5ВИДЫ ШВОВ
Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным швом.
По
ВИДЫ ШВОВ
Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным швом.
По
Слайд 6По конструкции различают заклепочные швы:
нахлесточные :
а)однорядные;
б) двухрядные;
в) многорядные;
стыковые:
г) с
По конструкции различают заклепочные швы:
нахлесточные :
а)однорядные;
б) двухрядные;
в) многорядные;
стыковые:
г) с
Слайд 7МЕТОДИКА РАСЧЕТА ЗАКЛЕПОЧНЫХ ШВОВ
Расчет заклепочного шва заключается в определении диаметра и числа
МЕТОДИКА РАСЧЕТА ЗАКЛЕПОЧНЫХ ШВОВ
Расчет заклепочного шва заключается в определении диаметра и числа
Слайд 8СВАРКА
Общие сведения
Сварка—это технологический процесс соединения металлических деталей, основанный на использовании сил
СВАРКА
Общие сведения
Сварка—это технологический процесс соединения металлических деталей, основанный на использовании сил
Слайд 9ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ СВАРНЫХ ШВОВ
В зависимости от расположения соединяемых частей
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ СВАРНЫХ ШВОВ
В зависимости от расположения соединяемых частей
Слайд 10КЛЕЕВЫЕ СОЕДИНЕНИЯ
Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые композиции
КЛЕЕВЫЕ СОЕДИНЕНИЯ
Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые композиции
Слайд 11ПАЯНЫЕ СОЕДИНЕНИЯ
Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала (металла
ПАЯНЫЕ СОЕДИНЕНИЯ
Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала (металла
Слайд 12СОЕДИНЕНИЯ С НАТЯГОМ
Цилиндрические соединения с натягом
Из соединений деталей, выполняемых с натягом, наиболее
СОЕДИНЕНИЯ С НАТЯГОМ
Цилиндрические соединения с натягом
Из соединений деталей, выполняемых с натягом, наиболее
Слайд 13РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Резьбовые соединения
Резьбовые соединения относятся к разъемным и выполняются посредством сверления отверстий
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Резьбовые соединения
Резьбовые соединения относятся к разъемным и выполняются посредством сверления отверстий

Слайд 14Классификация резьбы
В зависимости от формы поверхности, на которой образуется резьба, различают
Классификация резьбы
В зависимости от формы поверхности, на которой образуется резьба, различают
Слайд 15ДОСТОИНСТВА И НЕДОСТАТКИ
Достоинства:
высокая надёжность;
удобство сборки-разборки;
простота конструкции;
дешевизна (вследствие стандартизации);
технологичность;
возможность регулировки силы сжатия.
Недостатки:
концентрация напряжений
ДОСТОИНСТВА И НЕДОСТАТКИ
Достоинства:
высокая надёжность;
удобство сборки-разборки;
простота конструкции;
дешевизна (вследствие стандартизации);
технологичность;
возможность регулировки силы сжатия.
Недостатки:
концентрация напряжений
Слайд 16ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЬБЫ
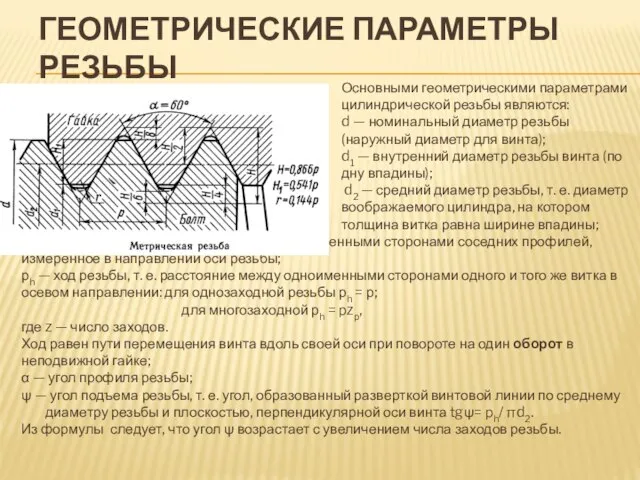
Основными геометрическими параметрами цилиндрической резьбы являются:
d — номинальный диаметр
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЬБЫ
Основными геометрическими параметрами цилиндрической резьбы являются:
d — номинальный диаметр
Слайд 17ОСНОВНЫЕ ТИПЫ РЕЗЬБ
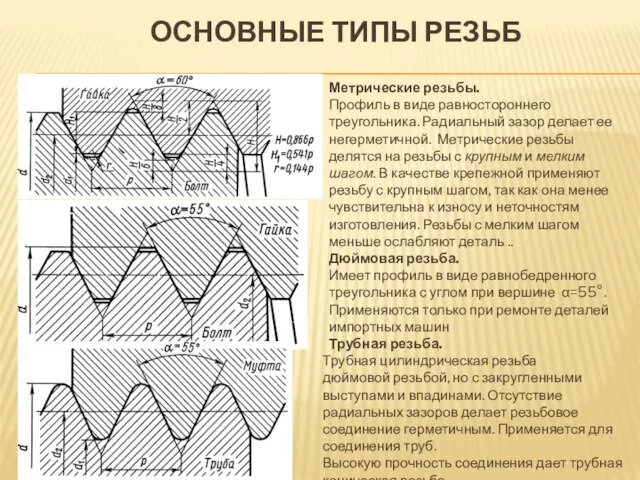
Метрические резьбы.
Профиль в виде равностороннего треугольника. Радиальный зазор делает ее
ОСНОВНЫЕ ТИПЫ РЕЗЬБ
Метрические резьбы.
Профиль в виде равностороннего треугольника. Радиальный зазор делает ее
Слайд 18ОСНОВНЫЕ ТИПЫ РЕЗЬБ
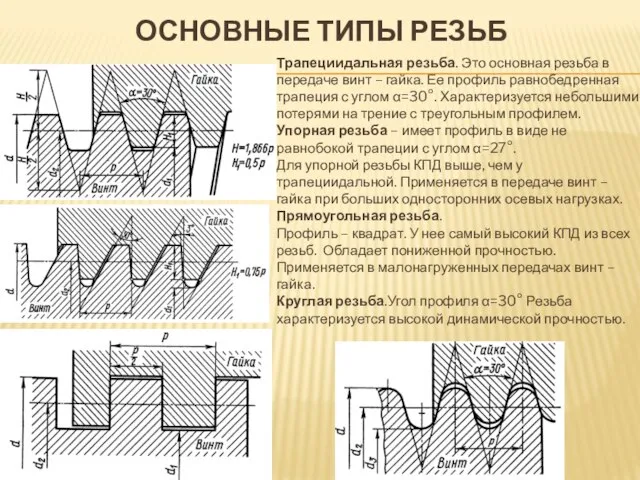
Трапециидальная резьба. Это основная резьба в передаче винт – гайка.
ОСНОВНЫЕ ТИПЫ РЕЗЬБ
Трапециидальная резьба. Это основная резьба в передаче винт – гайка.
Слайд 19СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
Существует следующие способы изготовления резьб:
нарезание;
накатывание;
литье;
выдавливание.
Нарезание резьб осуществляется резцами, гребенками, плашками,
СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
Существует следующие способы изготовления резьб:
нарезание;
накатывание;
литье;
выдавливание.
Нарезание резьб осуществляется резцами, гребенками, плашками,
Слайд 20КОНСТРУКТИВНЫЕ ФОРМЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
КОНСТРУКТИВНЫЕ ФОРМЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ

Слайд 21СТОПОРЕНИЕ
Известны следующие виды стопорения.
Стопорение дополнительным трением, за счёт создания дополнительных сил трения,
СТОПОРЕНИЕ
Известны следующие виды стопорения.
Стопорение дополнительным трением, за счёт создания дополнительных сил трения,
Слайд 22Стопорение специальными запирающими элементами, полностью исключающими самопроизвольный проворот гайки.
Шплинты ГОСТ 397-79 сгибают
Стопорение специальными запирающими элементами, полностью исключающими самопроизвольный проворот гайки.
Шплинты ГОСТ 397-79 сгибают
Слайд 23ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3 колеса
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3 колеса

Слайд 24РАЗНОВИДНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения получают
РАЗНОВИДНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения получают

Слайд 25ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевое соединение образуют выступы — зубья на валу и соответствующие впадины
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевое соединение образуют выступы — зубья на валу и соответствующие впадины
Слайд 26РАЗНОВИДНОСТИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Шлицевые соединения различают:
по характеру соединения:
а) неподвижные – для
РАЗНОВИДНОСТИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Шлицевые соединения различают:
по характеру соединения:
а) неподвижные – для

Слайд 27ШТИФТОВЫЕ СОЕДИНЕНИЯ
Образуются совместным сверлением соединяемых деталей и установкой в отверстие с натягом
ШТИФТОВЫЕ СОЕДИНЕНИЯ
Образуются совместным сверлением соединяемых деталей и установкой в отверстие с натягом

Слайд 28ВИДЫ ШТИФТОВ
Конструкции штифтов многообразны. Известны: цилиндрические (а,б); конические (в,г,д); цилиндрические пружинные разрезные
ВИДЫ ШТИФТОВ
Конструкции штифтов многообразны. Известны: цилиндрические (а,б); конические (в,г,д); цилиндрические пружинные разрезные

Слайд 29ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ
В профильных (бесшпоночных) соединениях соединяемые детали скрепляются между собой посредством взаимного
ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ
В профильных (бесшпоночных) соединениях соединяемые детали скрепляются между собой посредством взаимного

 УРОК 5 Понедельник 26 июля 2010 Начало в 15.55 по московском времени 1. - презентация
УРОК 5 Понедельник 26 июля 2010 Начало в 15.55 по московском времени 1. - презентация Понедельник - встреча Масленницы
Понедельник - встреча Масленницы Котлеты по-киевски
Котлеты по-киевски КАЛЕНДАРЬЗНАМЕНАТЕЛЬНЫХ ДАТ (НА МАРТ 2012 ГОДА)
КАЛЕНДАРЬЗНАМЕНАТЕЛЬНЫХ ДАТ (НА МАРТ 2012 ГОДА) Архитектура ИКТ – организационная, юридическая и технологическая модель взаимодействий
Архитектура ИКТ – организационная, юридическая и технологическая модель взаимодействий ПРИЧИНЫ ДЛЯ ТОГО, ЧТОБЫ ИМЕТЬ НЕЗАВИСИМЫЙ РЕГУЛИРУЮЩИЙ ОРГАН: НЕБОЛЬШОЙ ОТДЫХ
ПРИЧИНЫ ДЛЯ ТОГО, ЧТОБЫ ИМЕТЬ НЕЗАВИСИМЫЙ РЕГУЛИРУЮЩИЙ ОРГАН: НЕБОЛЬШОЙ ОТДЫХ Некачественный татуаж. Способы исправления
Некачественный татуаж. Способы исправления Русская лексика с точки зрения сферы ее употребления
Русская лексика с точки зрения сферы ее употребления Выполнение домашнего задания
Выполнение домашнего задания Световой пучок и световой луч.Образование тени и полутени.
Световой пучок и световой луч.Образование тени и полутени. О внесении изменений в номенклатуру должностей педагогических работников организаций образовательной деятельности
О внесении изменений в номенклатуру должностей педагогических работников организаций образовательной деятельности Презентация ДСТИ+ (3)
Презентация ДСТИ+ (3) MadameTussaud’s Музей Восковых фигур Мадам Тюссо
MadameTussaud’s Музей Восковых фигур Мадам Тюссо Мы наследники барабинских татар
Мы наследники барабинских татар Короленко "В дурном обществе"
Короленко "В дурном обществе" Межличностная коммуникация
Межличностная коммуникация eBook Academic Collection
eBook Academic Collection Ознакомление с окружающим миром: зимующие птицы нашего края
Ознакомление с окружающим миром: зимующие птицы нашего края Выразительные словообразовательные средства Учитель Омельчук Е.И.
Выразительные словообразовательные средства Учитель Омельчук Е.И. Презентация на тему Загадки по ПДД
Презентация на тему Загадки по ПДД  Я – талант, мы все – таланты!. Проект о спортсменах. Выпуск 1
Я – талант, мы все – таланты!. Проект о спортсменах. Выпуск 1 Требования к оформлению мультимедийных презентаций
Требования к оформлению мультимедийных презентаций Коммуникативные сервисы электронных библиотек ВУЗов
Коммуникативные сервисы электронных библиотек ВУЗов Любовь Шамовна Вассерман
Любовь Шамовна Вассерман Залилов (Джалиль) Муса Мустафович 1906 – 1944 г
Залилов (Джалиль) Муса Мустафович 1906 – 1944 г Школа России
Школа России Привитие навыков здорового образа жизни у школьников
Привитие навыков здорового образа жизни у школьников Организация маркетинга в вузе
Организация маркетинга в вузе