- Измерение расхода. FR — лидер в новейшей высокоточной технологии измерения расхода

Содержание
- 2. Обзор FR — лидер в новейшей высокоточной технологии измерения расхода: Кориолисовы расходомеры и плотномеры Вихревые расходомеры
- 3. Кориолисова технология Сенсоры Elite от Micro Motion
- 4. Кориолисовы расходомеры Micro Motion Фирма-изобретатель и технологический лидер в области кориолисовых расходомеров Точность по массе (и
- 5. Кориолисовы расходомеры Micro Motion Двунаправленное измерение Выполняет измерение жидкостей и газов (в одной фазе) Отсутствуют движущиеся
- 6. Сенсор кориолисового расходомера
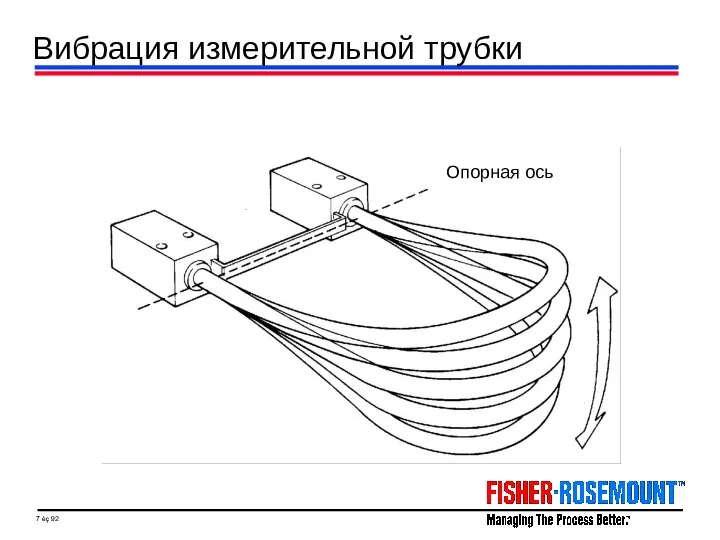
- 7. Вибрация измерительной трубки
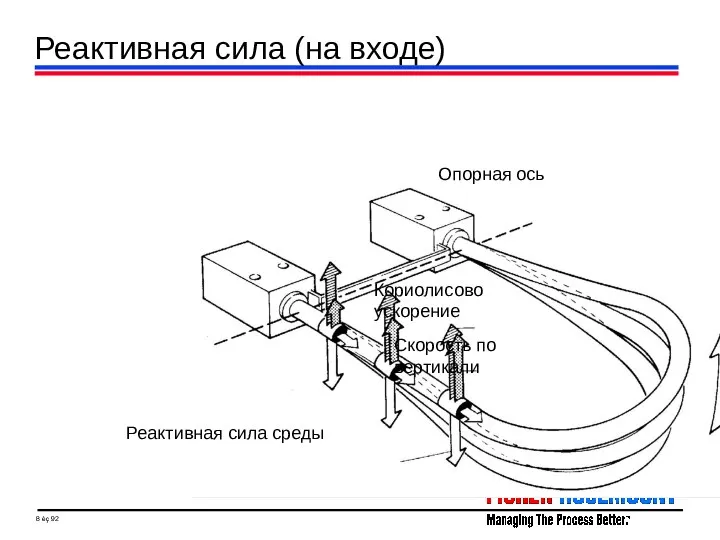
- 8. Реактивная сила (на входе) Опорная ось Скорость по вертикали Кориолисово ускорение Реактивная сила среды
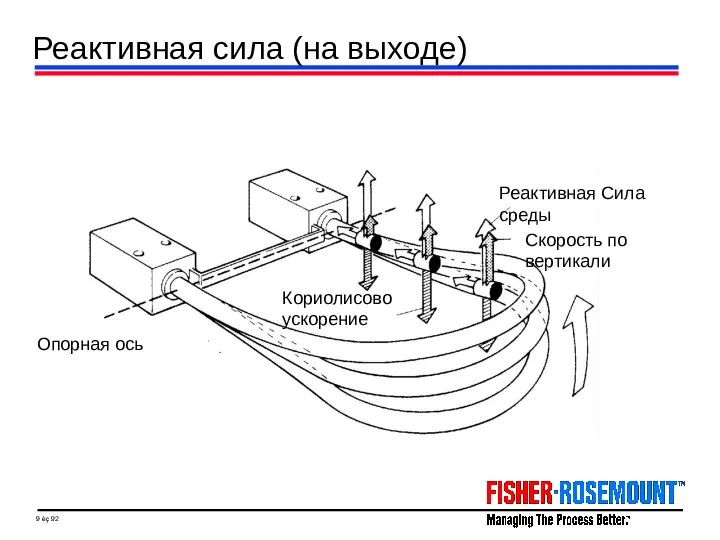
- 9. Реактивная сила (на выходе)
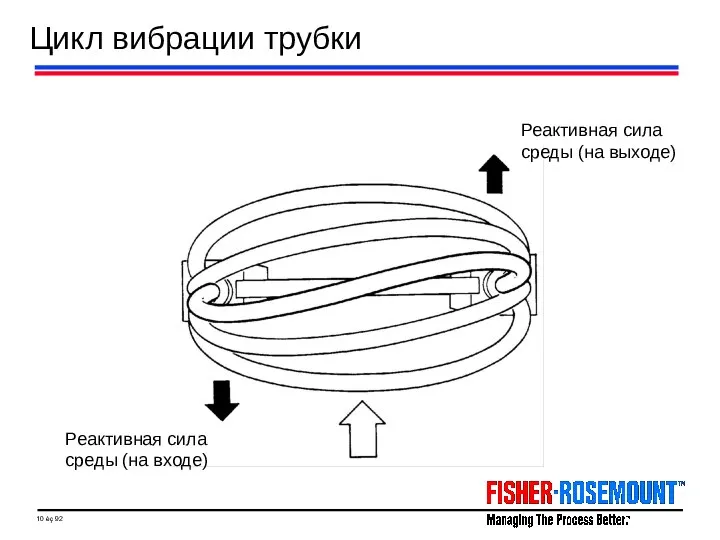
- 10. Цикл вибрации трубки
- 11. Массовый расход Магнит Время мВ Поток отсутствует Катушка
- 12. Массовый расход Время мВ Время мВ Поток отсутствует Поток есть Катушка Магнит
- 13. Частота — функция плотности среды
- 14. Применения кориолисовых расходомеров в добыче, подготовке, транспорте, переработке нефти В рамках настоящей презентации мы рассмотрим некоторые
- 15. Материальный баланс на нефтеперерабатывающем заводе Точное, надежное измерение всех входящих и исходящих потоков на нефтеперерабатывающем заводе
- 16. Материальный баланс на нефтеперерабатывающем заводе Сырая нефть Ïðèðîäíûé ãàç ñ ãàçîãåíåðàòîðíîé óñòàíîâêè Ñûðàÿ íåôòü ñ íåôòåõèìè÷åñêèì
- 17. Загрузка сырой нефти в ректификационную колонну
- 18. Нефтепродукты, получаемые в ректификационной колонне
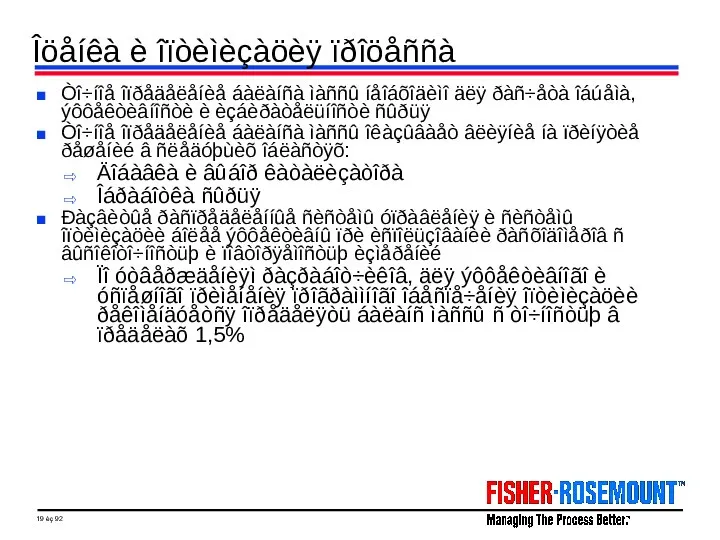
- 19. Îöåíêà è îïòèìèçàöèÿ ïðîöåññà Òî÷íîå îïðåäåëåíèå áàëàíñà ìàññû íåîáõîäèìî äëÿ ðàñ÷åòà îáúåìà, ýôôåêòèâíîñòè è èçáèðàòåëüíîñòè ñûðüÿ
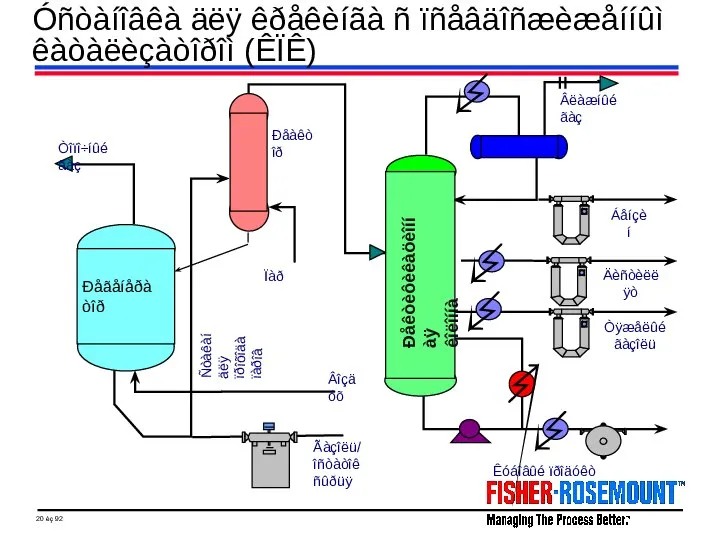
- 20. Óñòàíîâêà äëÿ êðåêèíãà ñ ïñåâäîñæèæåííûì êàòàëèçàòîðîì (ÊÏÊ) Âëàæíûé ãàç Òÿæåëûé ãàçîëü Ãàçîëü/ îñòàòîê ñûðüÿ Êóáîâûé ïðîäóêò
- 21. Çàãðóçêà ãàçîéëÿ â ÊÏÊ
- 22. Êóáîâûé ïðîäóêò, ïîëó÷àåìûé èç ÊÏÊ
- 23. Íåôòåïðîäóêòû, ïîëó÷àåìûå èç ÊÏÊ
- 24. Êîíöåíòðàöèÿ Îïðåäåëåíèå %-íîé êîíöåíòðàöèè â ëþáîé äâóõêîìïîíåíòíîé ñìåñè Òî÷íîñòü çàâèñèò îò: Òî÷íîñòè îïðåäåëåíèÿ ïëîòíîñòè äàò÷èêîì: +/-
- 25. Ðàçâåäåíèå êàóñòè÷åñêîé ñîäû Òèïîâîé ïðîöåññ Ðåçåðâóàð äëÿ ðàçâåäåíèÿ Èñòî÷íèê 50%-íîé êàóñòè÷åñêîé ñîäû DeltaV èëè Âîäà Ñòàòè÷åñêèé
- 26. Èçìåðåíèå òÿæåëûõ, âÿçêèõ ñðåä Áåç ïîãðóæåíèÿ Îòñóòñòâóþò ñóæàþùèå óñòðîéñòâà, ÷òî ïðåäîòâðàùàåò çàñîðåíèå Îòñóòñòâóþò èìïóëüñíûå ëèíèè Îòñóòñòâóþò
- 27. Èçìåðåíèå ìàçóòà
- 28. Íåôòÿíûå îñòàòêè/àñôàëüò ñ çàâîäà ñìàçî÷íûõ ìàòåðèàëîâ
- 29. Èçìåðåíèå âÿçêîñòè Îñíîâàíî íà óðàâíåíèè Õàãåíà-Ïóàçåéëÿ, óñòàíàâëèâàþùåì ñîîòíîøåíèå ìåæäó ïåðåïàäîì äàâëåíèé, îáúåìíûì ðàñõîäîì è âÿçêîñòüþ â
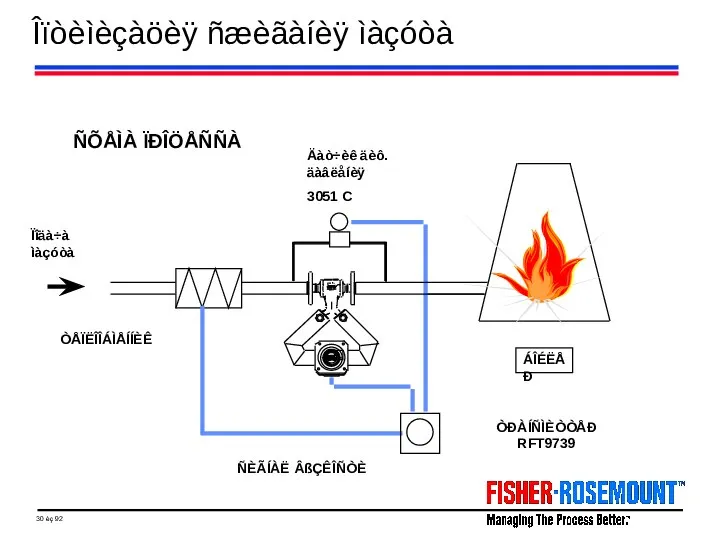
- 30. Îïòèìèçàöèÿ ñæèãàíèÿ ìàçóòà R ÁÎÉËÅÐ Ïîäà÷à ìàçóòà ÒÅÏËÎÎÁÌÅÍÍÈÊ Äàò÷èê äèô. äàâëåíèÿ 3051 C ÑÈÃÍÀË ÂßÇÊÎÑÒÈ ÒÐÀÍÑÌÈÒÒÅÐ
- 31. Îïòèìèçàöèÿ ñæèãàíèÿ íåôòÿíîãî òîïëèâà
- 32. Èçìåðåíèå ñðåä, íàõîäÿùèõñÿ â ãàçîîáðàçíîé ôàçå Óñïåøíîå èçìåðåíèå: âîäîðîäà ïðèðîäíîãî ãàçà ãàçîîáðàçíîãî ýòèëåíà ðàçëè÷íûõ ãàçîâ, âûäåëÿåìûõ
- 33. Ïî÷åìó èìåííî ÊÐÌ ñëåäóåò èñïîëüçîâàòü äëÿ èçìåðåíèé ãàçà Íåïîñðåäñòâåííîå èçìåðåíèå óäåëüíîãî ìàññîâîãî ðàñõîäà Êîìïåíñàöèè ïî òåìïåðàòóðå
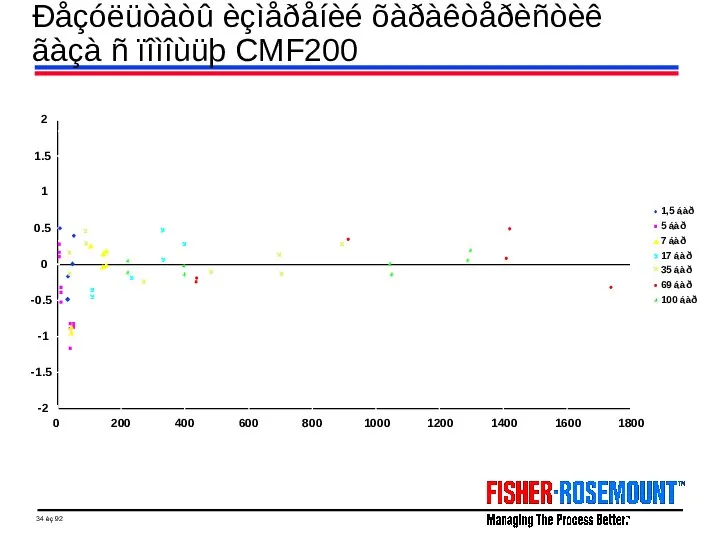
- 34. Ðåçóëüòàòû èçìåðåíèé õàðàêòåðèñòèê ãàçà ñ ïîìîùüþ CMF200 -2 -1.5 -1 -0.5 0 0.5 1 1.5 2
- 35. Ïðèìåð èçìåðåíèÿ ãàçîîáðàçíîãî ýòèëåíà Óçåë êîììåð÷åñêîãî ó÷åòà ýòèëåíà íà ÍÏÇ Ïîâûøåíèå òî÷íîñòè ñ +/- 3 äî
- 36. Ïåðåêà÷êà ïî òðóáîïðîâîäó Ïåðåêà÷êà òîâàðíîé íåôòè íà íåôòåïåðåðàáàòûâàþùèå çàâîäû Ïåðåêà÷êà ãîòîâîãî íåôòåïðîäóêòà ê òåðìèíàëàì/íà õðàíåíèå Âûÿâëåíèå
- 37. Ïåðåêà÷êà ïî òðóáîïðîâîäó Ïðåèìóùåñòâà êîðèîëèñîâîé òåõíîëîãèè: Òî÷íîñòü èçìåðåíèé — âíå êîíêóðåíöèè Íåïîñðåäñòâåííîå èçìåðåíèå ìàññû, îáúåìà è
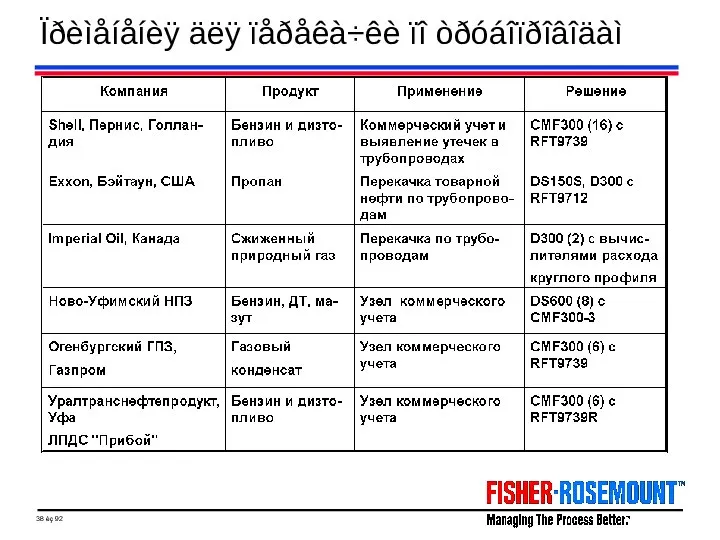
- 38. Ïðèìåíåíèÿ äëÿ ïåðåêà÷êè ïî òðóáîïðîâîäàì
- 39. Ïåðåêà÷êà ïî òðóáîïðîâîäó Ïåðåêà÷êà ñûðîé íåôòè ïî òðóáîïðîâîäó â INA (Ðèåêà, Õîðâàòèÿ)
- 40. Êîììåð÷åñêèé ó÷åò ÊÐÌ Micro Motion ïîëó÷èëè îäîáðåíèå W&M äëÿ èçìåðåíèÿ ðàñõîäà âî ìíîãèõ ñòðàíàõ, ñðåäè êîòîðûõ:
- 41. Óçåë êîììåð÷åñêîãî ó÷åòà DS600 èñïîëüçóþòñÿ äëÿ ïåðåêà÷êè ñûðîé íåôòè ìåæäó Amoco è Nerefco â Ãîëëàíäèè Ïîëó÷åíî
- 42. Òåðìèíàëû ñëèâà/íàëèâà Çàãðóçêà/ðàçãðóçêà àâòîìîáèëüíîãî, æåëåçíîäîðîæíîãî òðàíñïîðòà è ñóäîâ Âûïîëíåíèå ïîñëåäîâàòåëüíûõ èëè çàäàâàåìûõ ïðîïîðöèÿìè öèêëè÷åñêèõ ïðîöåäóð ïî
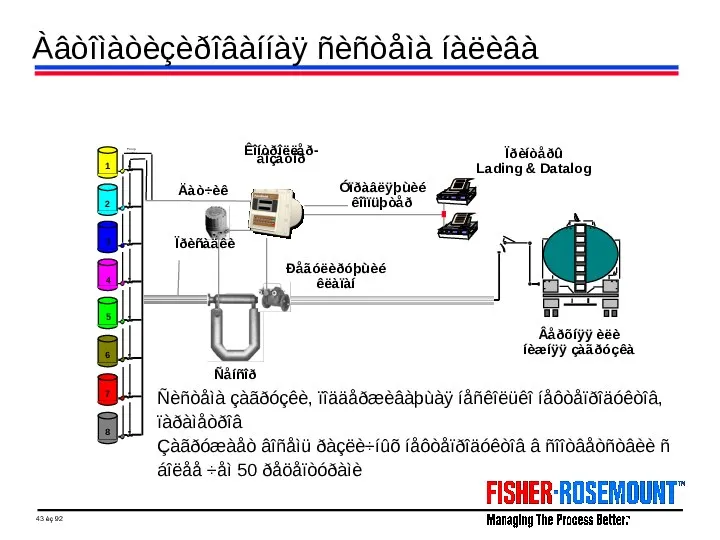
- 43. Àâòîìàòèçèðîâàííàÿ ñèñòåìà íàëèâà Ñåíñîð Ðåãóëèðóþùèé êëàïàí Äàò÷èê Êîíòðîëëåð-äîçàòîð Ïðèíòåðû Lading & Datalog Âåðõíÿÿ èëè íèæíÿÿ çàãðóçêà
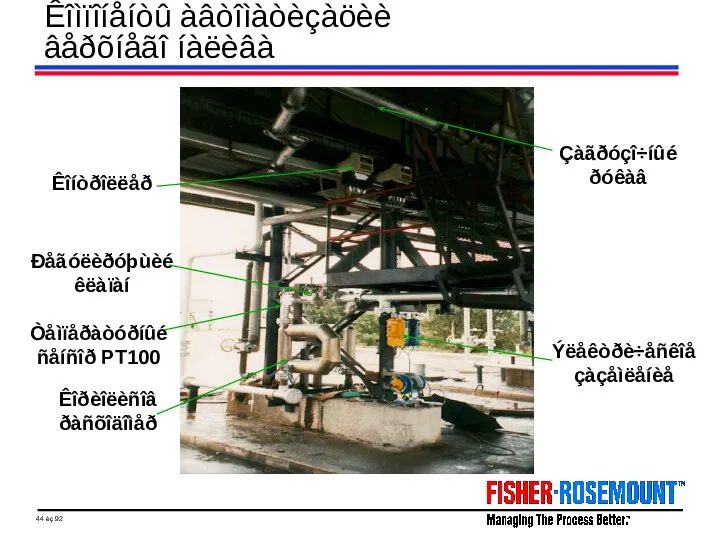
- 44. Êîìïîíåíòû àâòîìàòèçàöèè âåðõíåãî íàëèâà Êîðèîëèñîâ ðàñõîäîìåð Ðåãóëèðóþùèé êëàïàí Êîíòðîëëåð Ýëåêòðè÷åñêîå çàçåìëåíèå Çàãðóçî÷íûé ðóêàâ Òåìïåðàòóðíûé ñåíñîð PT100
- 45. Âíåøíèé âèä íåôòåíàëèâíîé ýñòàêàäû
- 46. Ïðèìåðû ïðèìåíåíèÿ äëÿ íàëèâà
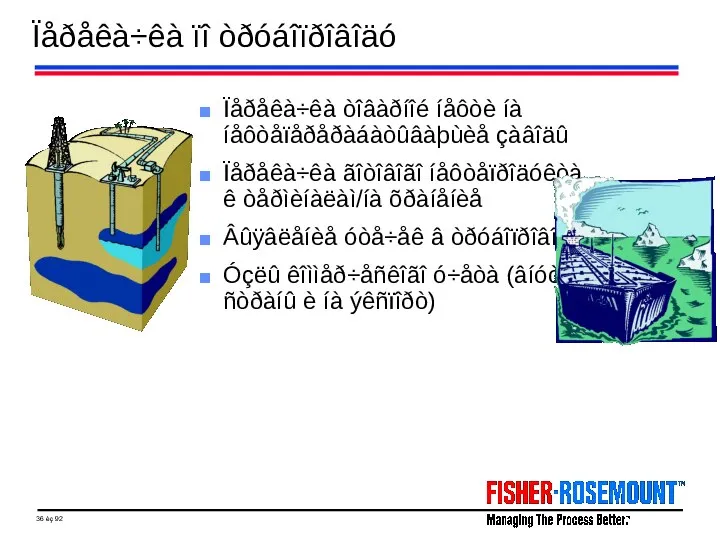
- 47. Êîðèîëèñîâà òåõíîëîãèÿ â äîáû÷å ñûðîé íåôòè Èçìåðåíèå êîëè÷åñòâà íåôòè (% âîäû â óñòüå ñêâàæèíû) Èçìåðåíèå êîëè÷åñòâà
- 48. Ïðèìåíåíèÿ â äîáû÷å ñûðîé íåôòè Íåôòåäîáû÷à Èçìåðåíèå êîëè÷åñòâà íåôòè (ñîäåðæàíèÿ âîäû) â óñòüå ñêâàæèíû Èçìåðåíèå êîëè÷åñòâà
- 49. Òèïè÷íûå ïðèìåíåíèÿ â íåôòåäîáû÷å
- 50. Òðàäèöèîííûé ñïîñîá òåñòèðîâàíèÿ ñêâàæèí Ëèíåéíàÿ ÈÑ Ëèíåéíàÿ ÈÑ Èíòåðôåéñ Ïðîãðàììèðóåìàÿ ÈÑ Àíàëèçàòîð ñîäåðæàíèÿ îñàäêà è âîäû
- 51. Òðàäèöèîííûé ñïîñîá òåñòèðîâàíèÿ ñêâàæèí Âûõîä % ñîäåðæàíèÿ âîäû 40% (0,0) 100% 100% Îòêëèê åìêîñòíîãî çîíäà Îòêëèê
- 52. Íåäîñòàòêè òðàäèöèîííîãî ñïîñîáà èñïûòàíèÿ ñêâàæèí Îãðàíè÷åííûé äèàïàçîí åìêîñòíîãî çîíäà äëÿ îïðåäåëåíèÿ ñîäåðæàíèÿ âîäû Ïîäõîäèò òîëüêî äëÿ
- 53. Íåäîñòàòêè òðàäèöèîííîãî ñïîñîáà èñïûòàíèÿ ñêâàæèí Íèçêàÿ îáùàÿ òî÷íîñòü ñèñòåìû ×åì áîëüøå ñðåäñòâ èçìåðåíèé, òåì íèæe îáùàÿ
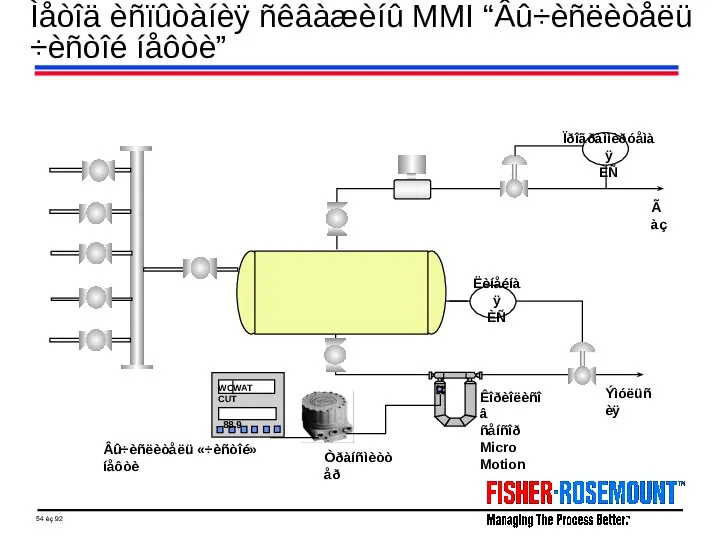
- 54. Ìåòîä èñïûòàíèÿ ñêâàæèíû MMI “Âû÷èñëèòåëü ÷èñòîé íåôòè” Ëèíåéíàÿ ÈÑ Ïðîãðàììèðóåìàÿ ÈÑ Ýìóëüñèÿ Ãàç Òðàíñìèòòåð Êîðèîëèñîâ ñåíñîð
- 55. Îïðåäåëåíèå ñîäåðæàíèÿ âîäû/êîëè÷åñòâà äîáûâàåìîé íåôòè Èçìåðåíèå êîëè÷åñòâà äîáûâàåìîé íåôòè è ñîäåðæàíèÿ âîäû íà ìåñòîðîæäåíèè Shell â
- 56. Îïðåäåëåíèå ñîäåðæàíèÿ âîäû/êîëè÷åñòâà äîáûâàåìîé íåôòè
- 57. Îòêëèê âû÷èñëèòåëÿ ÷èñòîé íåôòè Ïîäõîäèò äëÿ äèàïàçîíà 0-100% Ëèíåéíûé îòêëèê Âûõîä % ñîäåðæàíèÿ âîäû 40% (0,0)
- 58. Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà Èçìåðåíèå íåñêîëüêèõ ïàðàìåòðîâ ñ ïîìîùüþ îäíîãî ñåíñîðà/îäíîé ñèñòåìû Ïîâûøàåò òî÷íîñòü
- 59. Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà Èçìåðåíèå íåñêîëüêèõ ïàðàìåòðîâ ñ ïîìîùüþ îäíîãî ñåíñîðà/îäíîé ñèñòåìû: % ñîäåðæàíèÿ
- 60. Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà Ýêîíîìèÿ íà òåõîáñëóæèâàíèè Îòñóòñòâóþò äâèæóùèåñÿ ÷àñòè/íåò èçíîñà Îòñóòñòâóåò çàêóïîðèâàíèå Ñòàáèëüíîñòü
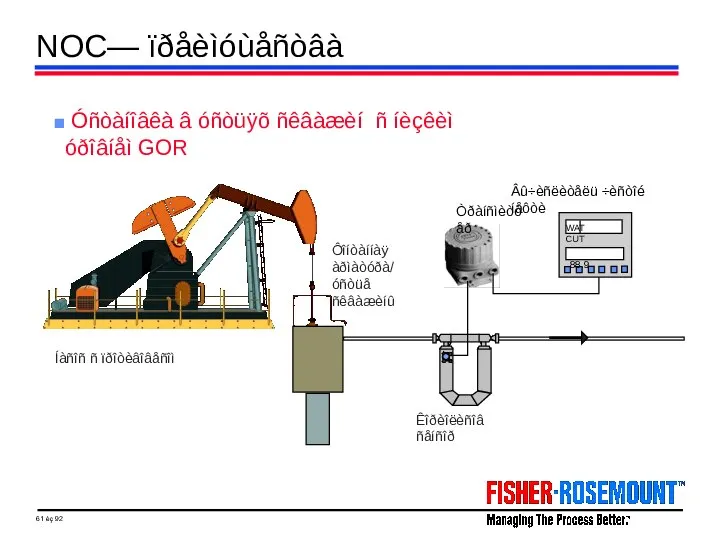
- 61. NOC— ïðåèìóùåñòâà Óñòàíîâêà â óñòüÿõ ñêâàæèí ñ íèçêèì óðîâíåì GOR Âû÷èñëèòåëü ÷èñòîé íåôòè Íàñîñ ñ ïðîòèâîâåñîì
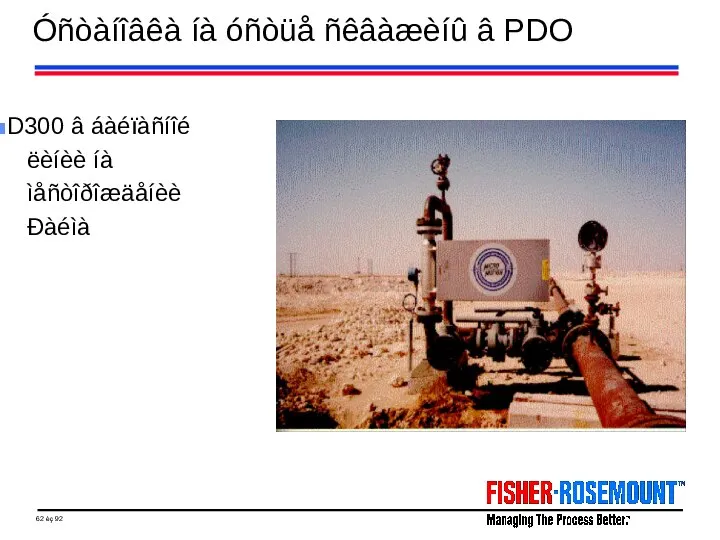
- 62. Óñòàíîâêà íà óñòüå ñêâàæèíû â PDO D300 â áàéïàñíîé ëèíèè íà ìåñòîðîæäåíèè Ðàéìà
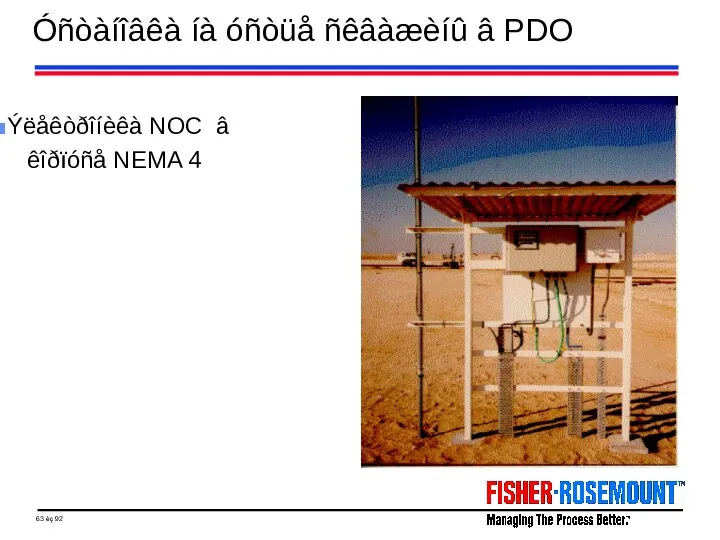
- 63. Óñòàíîâêà íà óñòüå ñêâàæèíû â PDO Ýëåêòðîíèêà NOC â êîðïóñå NEMA 4
- 64. Îãðàíè÷åíèÿ NOC Èçìåíåíèå ïëîòíîñòåé âîäû è/èëè ñûðîé íåôòè â ïðîöåññå äîáû÷è: Ìîæåò îêàçàòü âëèÿíèå íà èçìåðåíèå
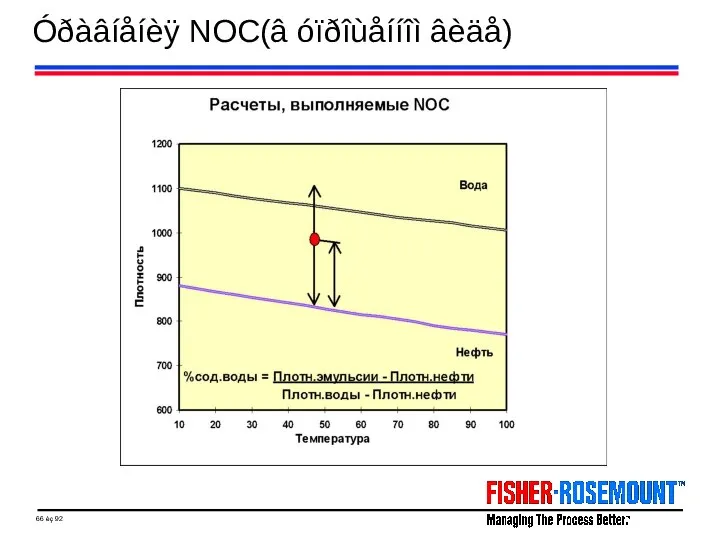
- 65. Óðàâíåíèÿ NOC(â óïðîùåííîì âèäå) % ñîäåðæàíèÿ âîäû = Ïëîòíîñòü ýìóëüñèè - Ïëîòíîñòü íåôòè Ïëîòíîñòü âîäû -
- 66. Óðàâíåíèÿ NOC(â óïðîùåííîì âèäå)
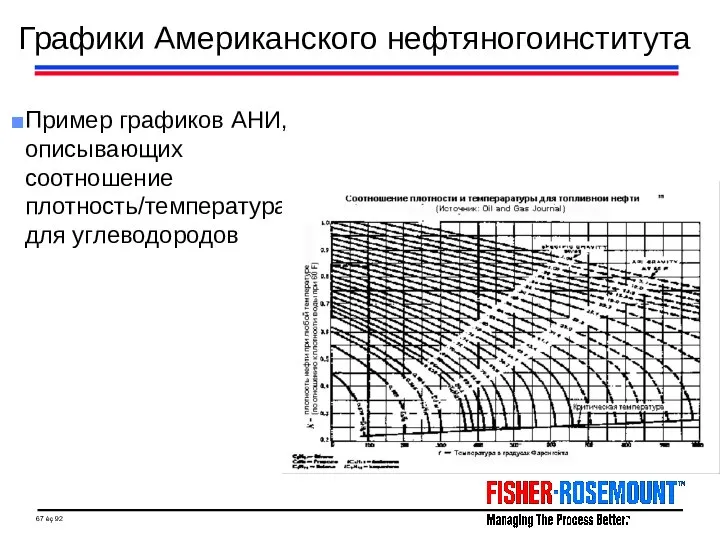
- 67. Графики Американского нефтяногоинститута Пример графиков АНИ, описывающих соотношение плотность/температура для углеводородов
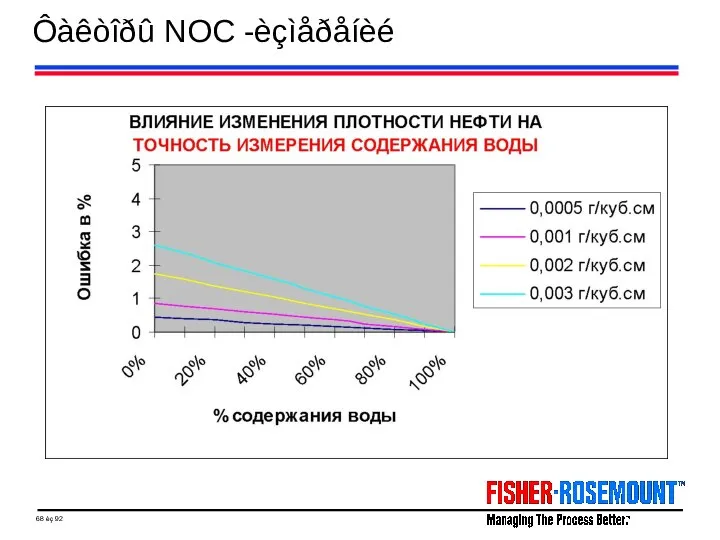
- 68. Ôàêòîðû NOC -èçìåðåíèé
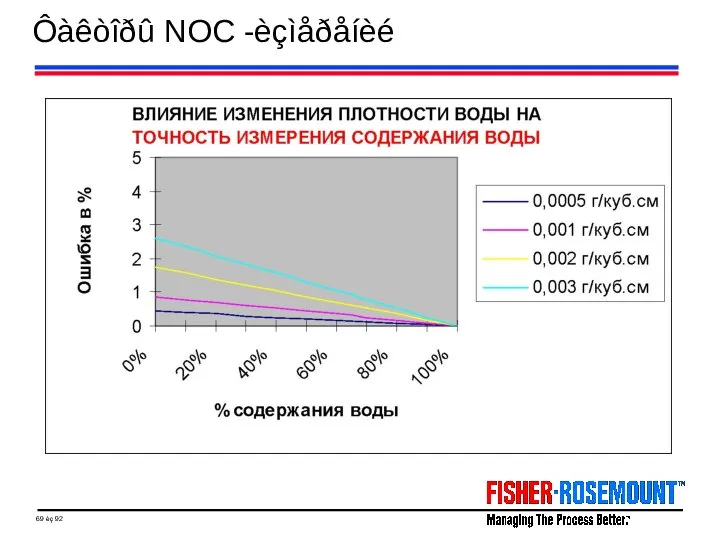
- 69. Ôàêòîðû NOC -èçìåðåíèé
- 70. Âèõðåâûå ðàñõîäîìåðû Rosemount Èíòåëëåêòóàëüíûé âèõðåâîé ðàñõîäîìåð ìîäåëè 8800
- 71. Âèõðåâîé ðàñõîäîìåð Rosemount Ëèäåð â âèõðåâîé òåõíîëîãèè èçìåðåíèé Ðàçìåðû îò 10 äî 200 ìì Íîìèíàëüíûé ðàñõîä:
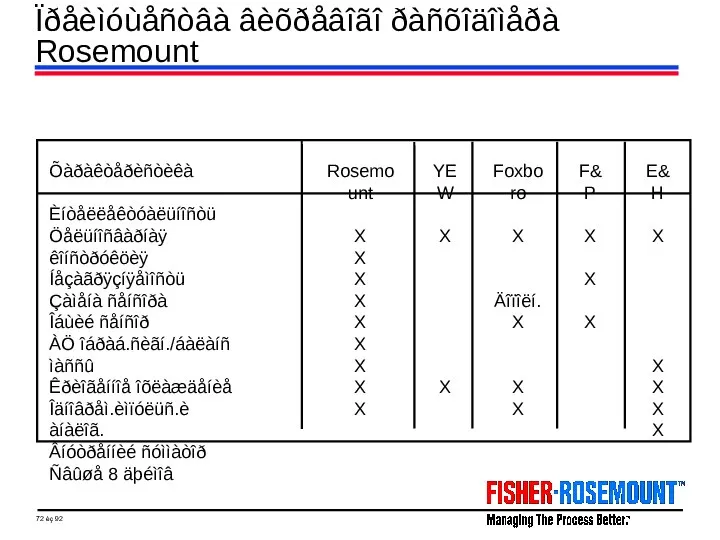
- 72. Ïðåèìóùåñòâà âèõðåâîãî ðàñõîäîìåðà Rosemount
- 73. Ïðèìåíåíèÿ âèõðåâûõ äàò÷èêîâ Àöåòîí Áåíçîë Áóòàí Ýòàí Ôðåîí Ôîðìàëüäåãèä Æèäêèå è ïàðîîáðàçíûå óãëåâîäîðîäû Ïðèðîäíûé ãàç Ñæèæåííûé
- 74. Brooks Êàìåðíûå ðàñõîäîìåðû (Bi-Rotor) Ðàñõîäîìåð íà îñíîâå âûòåñíåíèÿ îáúåìà ñ ìåõàíè÷åñêè áàëàíñèðóåìîé öèëèíäðè÷åñêîé çóá÷àòîé ïåðåäà÷åé: Òî÷íîñòü
- 75. Òóðáèííûå ïðåîáðàçîâàòåëè ðàñõîäà Brooks Òóðáèííûé ðàñõîäîìåð Parity îáåñïå÷èâàåò âûñîêóþ òî÷íîñòü äëÿ ãîòîâûõ íåôòåïðîäóêòîâ: Òî÷íîñòü îò +/-
- 76. Ðàññâåò íîâîé ýðû â èçìåðåíèè ïåðåïàäà äàâëåíèé! Ðàññâåò íîâîé ýðû â èçìåðåíèè ïåðåïàäà äàâëåíèé!
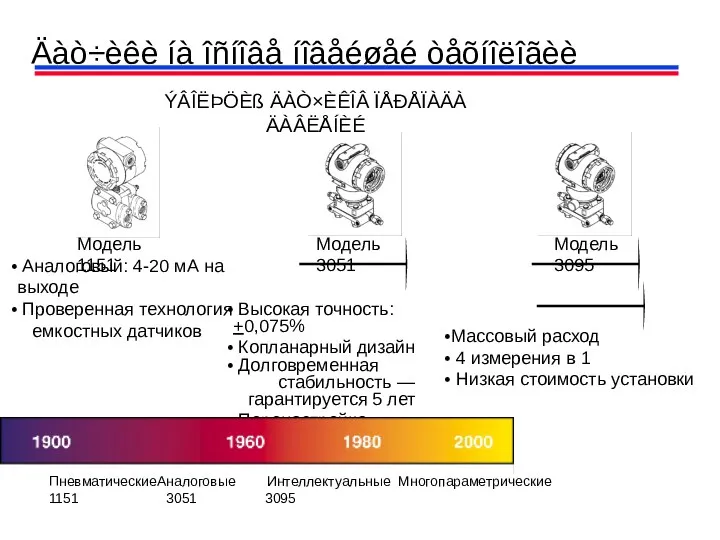
- 77. European Roll-out Массовый расход 4 измерения в 1 Низкая стоимость установки Аналоговый: 4-20 мА на выходе
- 78. Ñêîìïåíñèðîâàííûé ðàñõîä äî ïîÿâëåíèÿ ÌÏ-òåõíîëîãèè èçìåðåíèé Äàò÷èê ïåðåïàäà äàâëåíèÿ Âåíòèëüíûé áëîê Èçìåðèòåëüíàÿ äèàôðàãìà Äàò÷èê àáñîëþòíîãî äàâëåíèÿ
- 79. Ñêîìïåíñèðîâàííûé ðàñõîä ïîñëå ïîÿâëåíèÿ ÌÏ-òåõíîëîãèè èçìåðåíèé Ìíîãîïàðàìåòðè÷å-ñêèé (ÌÏ) äàò÷èê ñ òåìïåðàòóðíûì ýëåìåíòîì Âåíòèëüíûé áëîê Èçìåðèòåëüíàÿ äèàôðàãìà
- 80. Èçìåðåíèå ðàñõîäà ïî òåõíîëîãèè Annubar
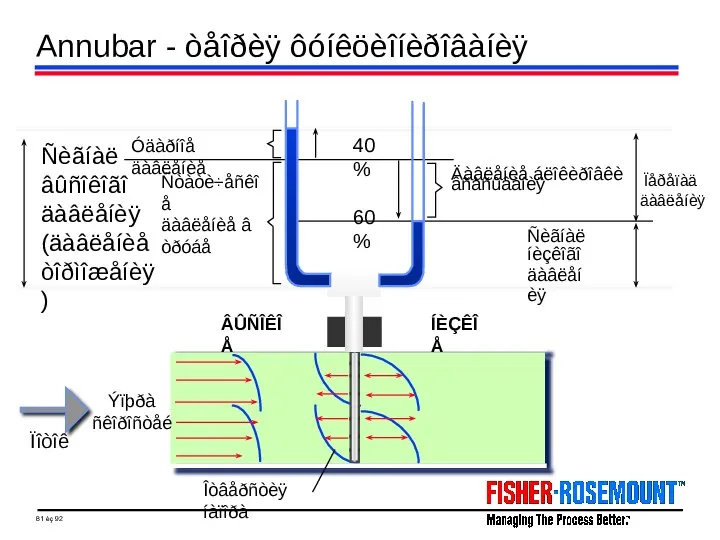
- 81. Annubar - òåîðèÿ ôóíêöèîíèðîâàíèÿ Ïîòîê Ýïþðà ñêîðîñòåé Ñèãíàë íèçêîãî äàâëåíèÿ Äàâëåíèå áëîêèðîâêè âñàñûâàíèÿ Ñèãíàë âûñîêîãî äàâëåíèÿ
- 82. Ïîñòîÿííûé êîýôôèöèåíò ðàñõîäà Íåçàáèâàþùàÿñÿ êîíñòðóêöèÿ Èçìåðåíèå ðàñõîäà ïðè ïîòîêå Ìîíòàæ â êîëåíî òðóáîïðîâîäà Ñòàíäàðòèçîâàííûå óðàâíåíèÿ ïîòîêà
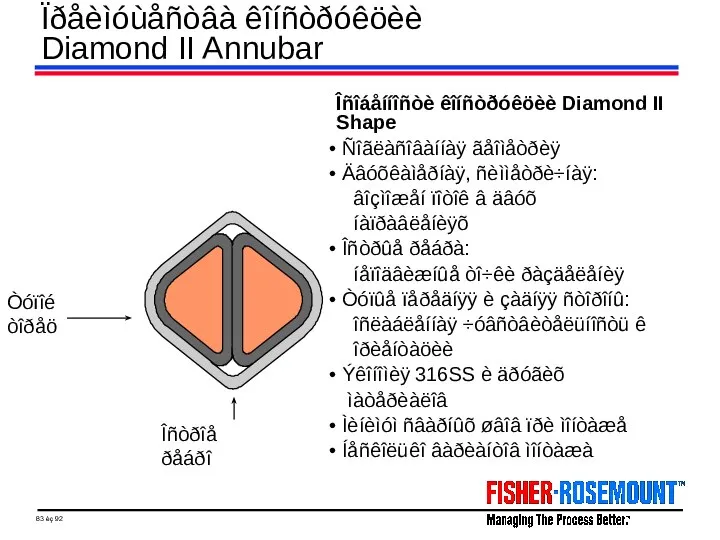
- 83. Ïðåèìóùåñòâà êîíñòðóêöèè Diamond II Annubar Îñîáåííîñòè êîíñòðóêöèè Diamond II Shape Ñîãëàñîâàííàÿ ãåîìåòðèÿ Äâóõêàìåðíàÿ, ñèììåòðè÷íàÿ: âîçìîæåí ïîòîê
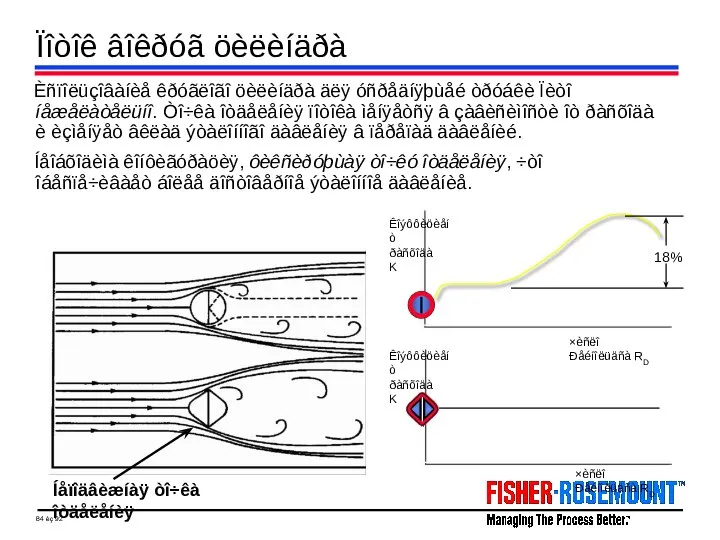
- 84. Ïîòîê âîêðóã öèëèíäðà Èñïîëüçîâàíèå êðóãëîãî öèëèíäðà äëÿ óñðåäíÿþùåé òðóáêè Ïèòî íåæåëàòåëüíî. Òî÷êà îòäåëåíèÿ ïîòîêà ìåíÿåòñÿ â
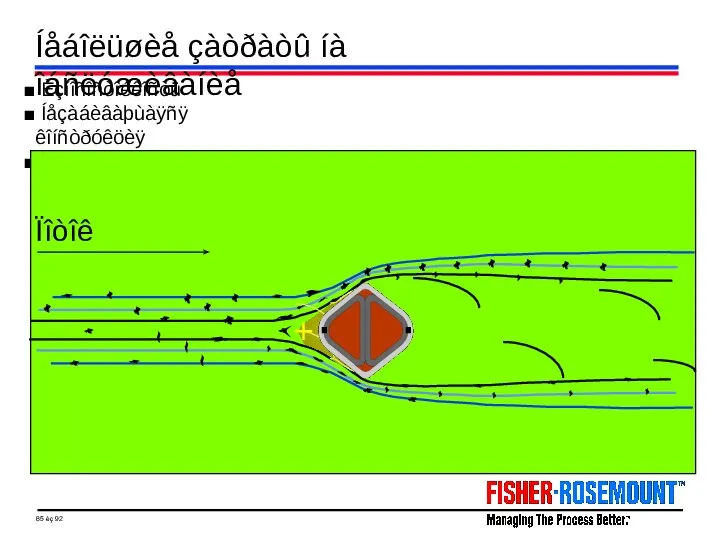
- 85. Íåáîëüøèå çàòðàòû íà îáñëóæèâàíèå Èçíîñîñòîéêîñòü Íåçàáèâàþùàÿñÿ êîíñòðóêöèÿ Îòñóòñòâèå äâèæóùèõñÿ ÷àñòåé + Ïîòîê
- 86. Ïîçâîëüòå ïðåäëîæèòü Âàì ÏÎËÍÎÅ ÐÅØÅÍÈÅ ÄËß ÒÎ×ÊÈ ÈÇÌÅÐÅÍÈß íà áàçå ËÓ×ØÅÃÎ Â ÌÈÐÅ ÄÀÒ×ÈÊÀ ! Âåíòèëüíûé
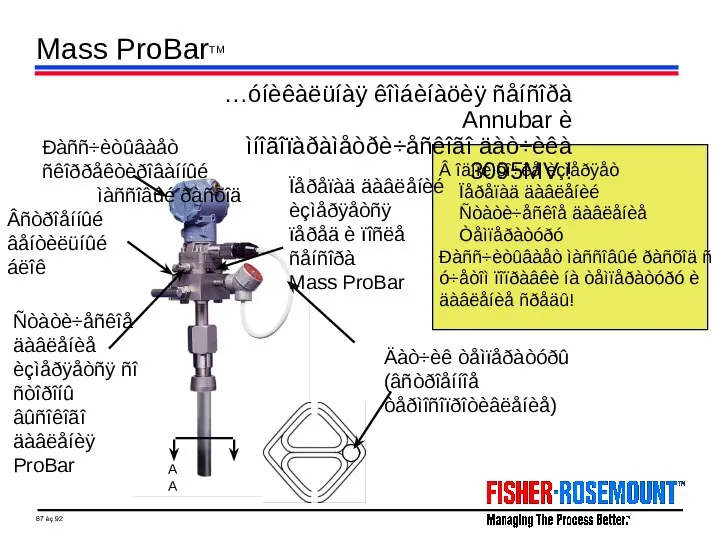
- 87. Mass ProBarTM Äàò÷èê òåìïåðàòóðû (âñòðîåííîå òåðìîñîïðîòèâëåíèå) Ñòàòè÷åñêîå äàâëåíèå èçìåðÿåòñÿ ñî ñòîðîíû âûñîêîãî äàâëåíèÿ ProBar A A
- 88. Ïðåèìóùåñòâà Mass ProBarTM  äîïîëíåíèå ê ïðåèìóùåñòâàì Annubar: Ïðîñòàÿ óñòàíîâêà Ýêîíîìèÿ ýíåðãèè / íåáîëüøàÿ âåëè÷èíà ïîòåðè
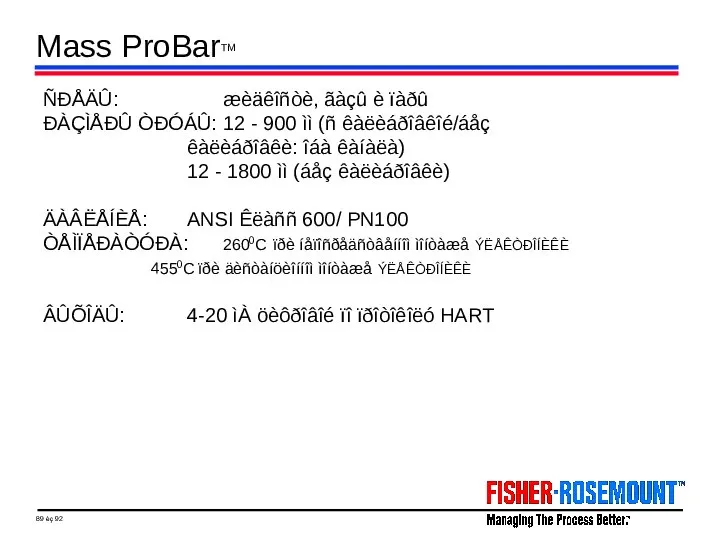
- 89. Mass ProBarTM ÑÐÅÄÛ: æèäêîñòè, ãàçû è ïàðû ÐÀÇÌÅÐÛ ÒÐÓÁÛ: 12 - 900 ìì (ñ êàëèáðîâêîé/áåç êàëèáðîâêè:
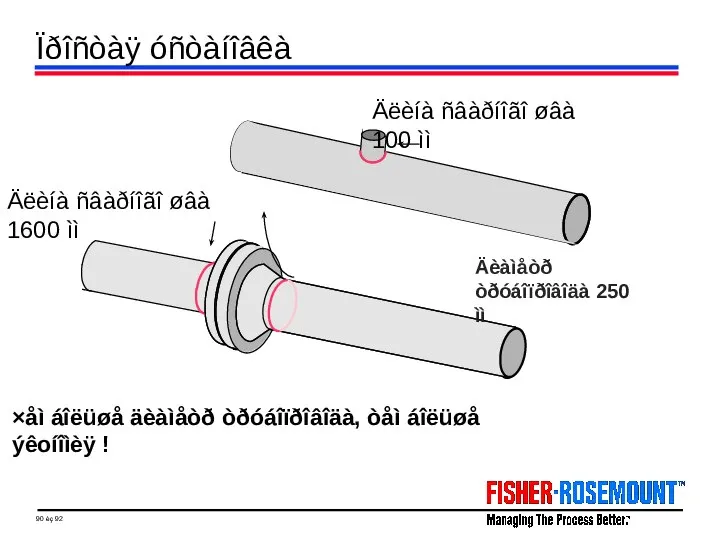
- 90. Ïðîñòàÿ óñòàíîâêà Äëèíà ñâàðíîãî øâà 100 ìì Äëèíà ñâàðíîãî øâà 1600 ìì Äèàìåòð òðóáîïðîâîäà 250 ìì
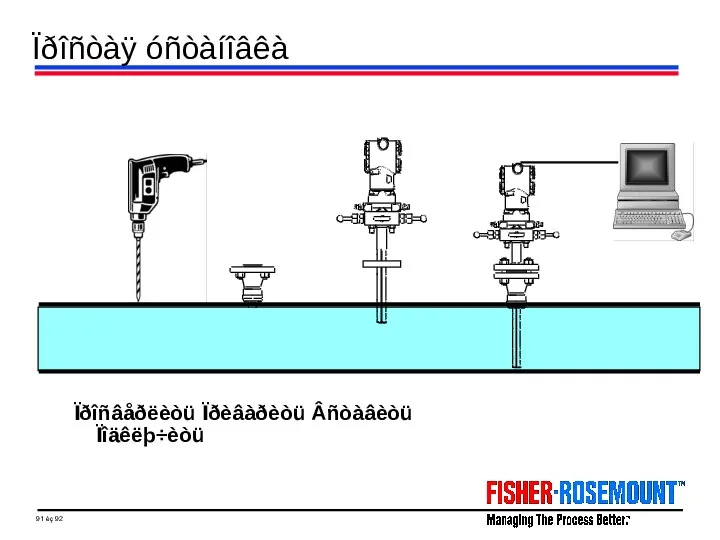
- 91. Ïðîñòàÿ óñòàíîâêà Ïðîñâåðëèòü Ïðèâàðèòü Âñòàâèòü Ïîäêëþ÷èòü
- 93. Скачать презентацию
Слайд 2Обзор
FR — лидер в новейшей высокоточной технологии измерения расхода:
Кориолисовы расходомеры и плотномеры
Вихревые
Обзор
FR — лидер в новейшей высокоточной технологии измерения расхода:
Кориолисовы расходомеры и плотномеры
Вихревые
Слайд 3Кориолисова технология
Сенсоры Elite
от Micro Motion
Кориолисова технология
Сенсоры Elite
от Micro Motion

Слайд 4Кориолисовы расходомеры Micro Motion
Фирма-изобретатель и технологический лидер в области кориолисовых расходомеров
Точность по
Кориолисовы расходомеры Micro Motion
Фирма-изобретатель и технологический лидер в области кориолисовых расходомеров
Точность по
Слайд 5Кориолисовы расходомеры Micro Motion
Двунаправленное измерение
Выполняет измерение жидкостей и газов (в одной
Кориолисовы расходомеры Micro Motion
Двунаправленное измерение
Выполняет измерение жидкостей и газов (в одной
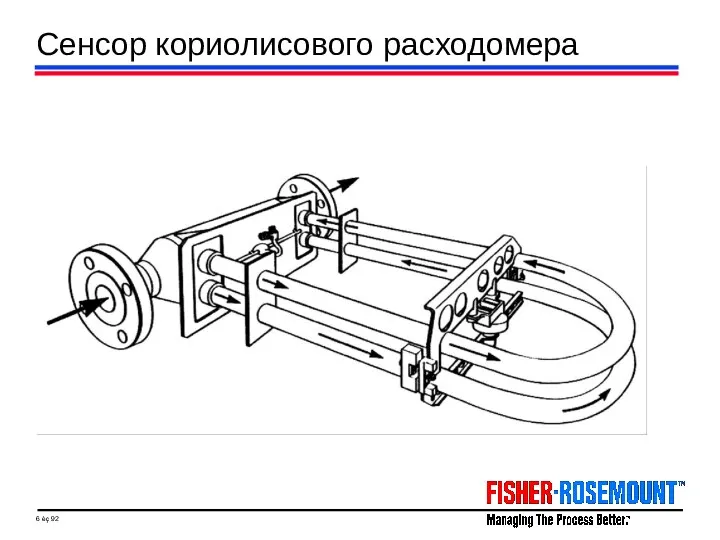
Слайд 6Сенсор кориолисового расходомера
Сенсор кориолисового расходомера
Слайд 7Вибрация измерительной трубки
Вибрация измерительной трубки
Слайд 8Реактивная сила (на входе)
Опорная ось
Скорость по вертикали
Кориолисово ускорение
Реактивная сила среды
Реактивная сила (на входе)
Опорная ось
Скорость по вертикали
Кориолисово ускорение
Реактивная сила среды
Слайд 9Реактивная сила (на выходе)
Реактивная сила (на выходе)
Слайд 10Цикл вибрации трубки
Цикл вибрации трубки
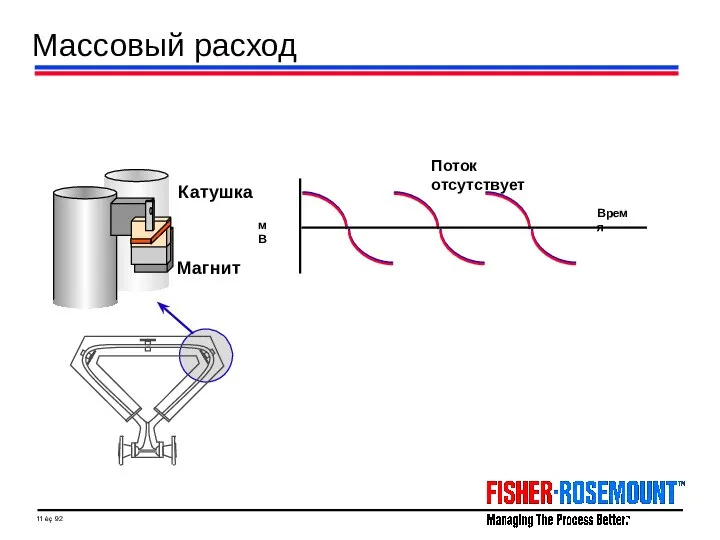
Слайд 11Массовый расход
Магнит
Время
мВ
Поток отсутствует
Катушка
Массовый расход
Магнит
Время
мВ
Поток отсутствует
Катушка
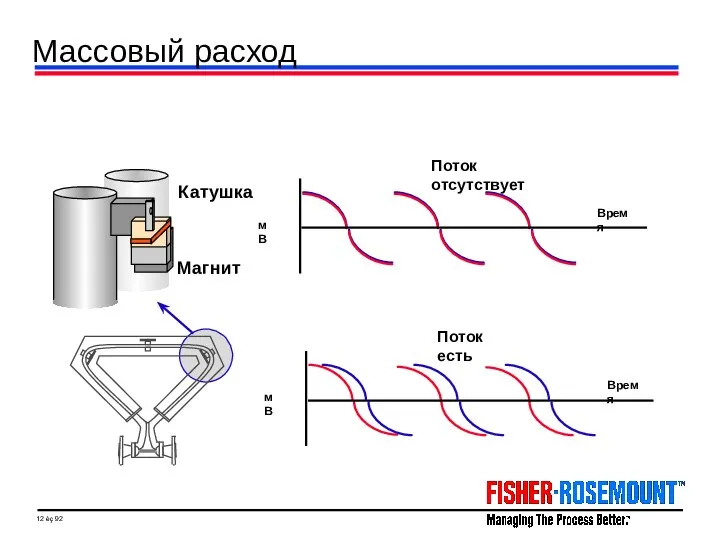
Слайд 12Массовый расход
Время
мВ
Время
мВ
Поток отсутствует
Поток есть
Катушка
Магнит
Массовый расход
Время
мВ
Время
мВ
Поток отсутствует
Поток есть
Катушка
Магнит
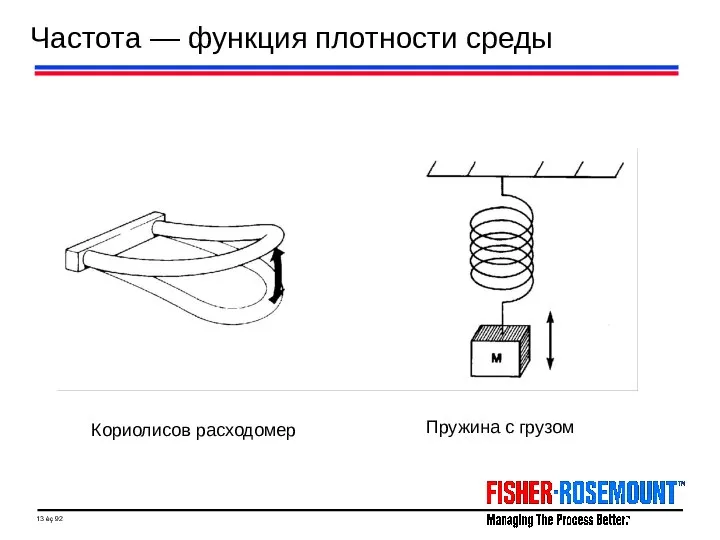
Слайд 13Частота — функция плотности среды
Частота — функция плотности среды
Слайд 14Применения кориолисовых расходомеров в добыче, подготовке, транспорте, переработке нефти
В рамках настоящей презентации
Применения кориолисовых расходомеров в добыче, подготовке, транспорте, переработке нефти
В рамках настоящей презентации
Слайд 15Материальный баланс на нефтеперерабатывающем заводе
Точное, надежное измерение всех входящих и исходящих
Материальный баланс на нефтеперерабатывающем заводе
Точное, надежное измерение всех входящих и исходящих
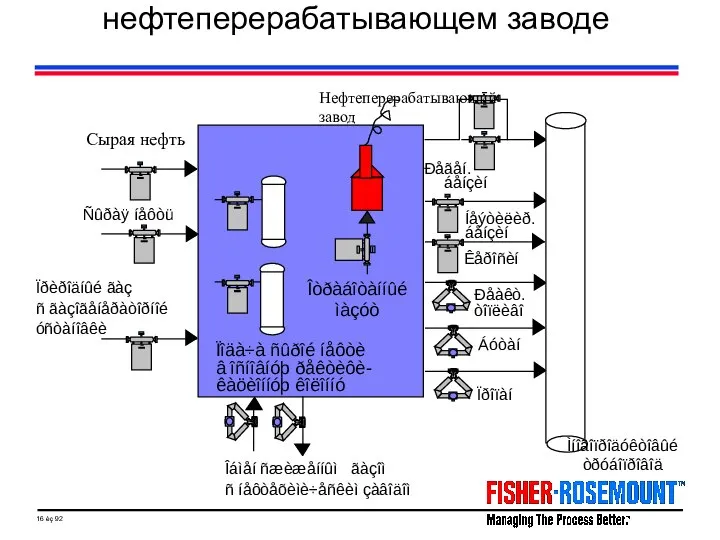
Слайд 16 Материальный баланс на нефтеперерабатывающем заводе
Сырая нефть
Ïðèðîäíûé ãàç
ñ ãàçîãåíåðàòîðíîé
óñòàíîâêè
Ñûðàÿ íåôòü
ñ íåôòåõèìè÷åñêèì
Материальный баланс на нефтеперерабатывающем заводе
Сырая нефть
Ïðèðîäíûé ãàç
ñ ãàçîãåíåðàòîðíîé
óñòàíîâêè
Ñûðàÿ íåôòü
ñ íåôòåõèìè÷åñêèì
Слайд 17Загрузка сырой нефти в ректификационную колонну
Загрузка сырой нефти в ректификационную колонну

Слайд 18Нефтепродукты, получаемые в ректификационной колонне
Нефтепродукты, получаемые в ректификационной колонне

Слайд 19Îöåíêà è îïòèìèçàöèÿ ïðîöåññà
Òî÷íîå îïðåäåëåíèå áàëàíñà ìàññû íåîáõîäèìî äëÿ ðàñ÷åòà îáúåìà, ýôôåêòèâíîñòè
Îöåíêà è îïòèìèçàöèÿ ïðîöåññà
Òî÷íîå îïðåäåëåíèå áàëàíñà ìàññû íåîáõîäèìî äëÿ ðàñ÷åòà îáúåìà, ýôôåêòèâíîñòè
Слайд 20Óñòàíîâêà äëÿ êðåêèíãà ñ ïñåâäîñæèæåííûì êàòàëèçàòîðîì (ÊÏÊ)
Âëàæíûé ãàç
Òÿæåëûé ãàçîëü
Ãàçîëü/
îñòàòîê ñûðüÿ
Êóáîâûé ïðîäóêò
Òîïî÷íûé ãàç
Âîçäóõ
Ïàð
Áåíçèí
Äèñòèëëÿò
Ðåàêòîð
Ñòàêàí
äëÿ
Óñòàíîâêà äëÿ êðåêèíãà ñ ïñåâäîñæèæåííûì êàòàëèçàòîðîì (ÊÏÊ)
Âëàæíûé ãàç
Òÿæåëûé ãàçîëü
Ãàçîëü/
îñòàòîê ñûðüÿ
Êóáîâûé ïðîäóêò
Òîïî÷íûé ãàç
Âîçäóõ
Ïàð
Áåíçèí
Äèñòèëëÿò
Ðåàêòîð
Ñòàêàí
äëÿ
Слайд 21Çàãðóçêà ãàçîéëÿ â ÊÏÊ
Çàãðóçêà ãàçîéëÿ â ÊÏÊ

Слайд 22Êóáîâûé ïðîäóêò, ïîëó÷àåìûé èç ÊÏÊ
Êóáîâûé ïðîäóêò, ïîëó÷àåìûé èç ÊÏÊ

Слайд 23Íåôòåïðîäóêòû, ïîëó÷àåìûå èç ÊÏÊ
Íåôòåïðîäóêòû, ïîëó÷àåìûå èç ÊÏÊ

Слайд 24Êîíöåíòðàöèÿ
Îïðåäåëåíèå %-íîé êîíöåíòðàöèè â ëþáîé äâóõêîìïîíåíòíîé ñìåñè
Òî÷íîñòü çàâèñèò îò:
Òî÷íîñòè îïðåäåëåíèÿ ïëîòíîñòè äàò÷èêîì:
Êîíöåíòðàöèÿ
Îïðåäåëåíèå %-íîé êîíöåíòðàöèè â ëþáîé äâóõêîìïîíåíòíîé ñìåñè
Òî÷íîñòü çàâèñèò îò:
Òî÷íîñòè îïðåäåëåíèÿ ïëîòíîñòè äàò÷èêîì:
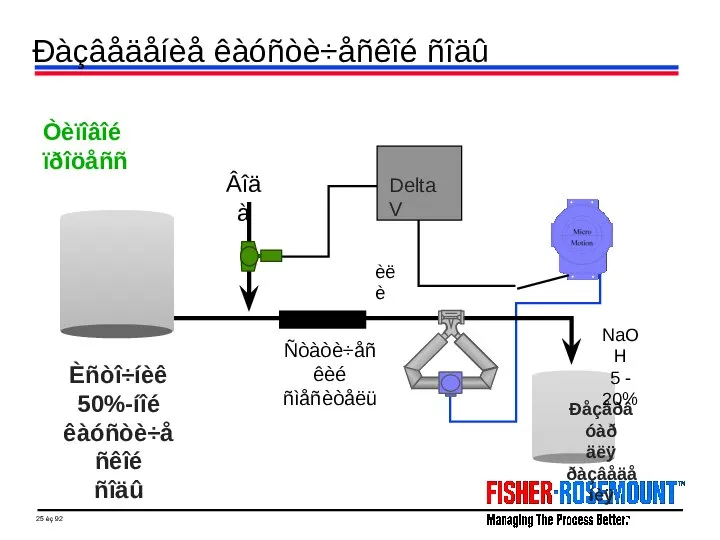
Слайд 25Ðàçâåäåíèå êàóñòè÷åñêîé ñîäû
Òèïîâîé ïðîöåññ
Ðåçåðâóàð
äëÿ
ðàçâåäåíèÿ
Èñòî÷íèê
50%-íîé
êàóñòè÷åñêîé
ñîäû
DeltaV
èëè
Âîäà
Ñòàòè÷åñêèé
ñìåñèòåëü
NaOH
5 - 20%
Ðàçâåäåíèå êàóñòè÷åñêîé ñîäû
Òèïîâîé ïðîöåññ
Ðåçåðâóàð
äëÿ
ðàçâåäåíèÿ
Èñòî÷íèê
50%-íîé
êàóñòè÷åñêîé
ñîäû
DeltaV
èëè
Âîäà
Ñòàòè÷åñêèé
ñìåñèòåëü
NaOH
5 - 20%
Слайд 26Èçìåðåíèå òÿæåëûõ, âÿçêèõ ñðåä
Áåç ïîãðóæåíèÿ
Îòñóòñòâóþò ñóæàþùèå óñòðîéñòâà, ÷òî ïðåäîòâðàùàåò çàñîðåíèå
Îòñóòñòâóþò èìïóëüñíûå ëèíèè
Èçìåðåíèå òÿæåëûõ, âÿçêèõ ñðåä
Áåç ïîãðóæåíèÿ
Îòñóòñòâóþò ñóæàþùèå óñòðîéñòâà, ÷òî ïðåäîòâðàùàåò çàñîðåíèå
Îòñóòñòâóþò èìïóëüñíûå ëèíèè
Слайд 27Èçìåðåíèå ìàçóòà
Èçìåðåíèå ìàçóòà

Слайд 28Íåôòÿíûå îñòàòêè/àñôàëüò ñ çàâîäà ñìàçî÷íûõ ìàòåðèàëîâ
Íåôòÿíûå îñòàòêè/àñôàëüò ñ çàâîäà ñìàçî÷íûõ ìàòåðèàëîâ

Слайд 29Èçìåðåíèå âÿçêîñòè
Îñíîâàíî íà óðàâíåíèè Õàãåíà-Ïóàçåéëÿ, óñòàíàâëèâàþùåì ñîîòíîøåíèå ìåæäó ïåðåïàäîì äàâëåíèé, îáúåìíûì ðàñõîäîì
Èçìåðåíèå âÿçêîñòè
Îñíîâàíî íà óðàâíåíèè Õàãåíà-Ïóàçåéëÿ, óñòàíàâëèâàþùåì ñîîòíîøåíèå ìåæäó ïåðåïàäîì äàâëåíèé, îáúåìíûì ðàñõîäîì
Слайд 30Îïòèìèçàöèÿ ñæèãàíèÿ ìàçóòà
R
ÁÎÉËÅÐ
Ïîäà÷à ìàçóòà
ÒÅÏËÎÎÁÌÅÍÍÈÊ
Äàò÷èê äèô. äàâëåíèÿ
3051 C
ÑÈÃÍÀË ÂßÇÊÎÑÒÈ
ÒÐÀÍÑÌÈÒÒÅÐ RFT9739
ÑÕÅÌÀ ÏÐÎÖÅÑÑÀ
Îïòèìèçàöèÿ ñæèãàíèÿ ìàçóòà
R
ÁÎÉËÅÐ
Ïîäà÷à ìàçóòà
ÒÅÏËÎÎÁÌÅÍÍÈÊ
Äàò÷èê äèô. äàâëåíèÿ
3051 C
ÑÈÃÍÀË ÂßÇÊÎÑÒÈ
ÒÐÀÍÑÌÈÒÒÅÐ RFT9739
ÑÕÅÌÀ ÏÐÎÖÅÑÑÀ
Слайд 31Îïòèìèçàöèÿ ñæèãàíèÿ íåôòÿíîãî òîïëèâà
Îïòèìèçàöèÿ ñæèãàíèÿ íåôòÿíîãî òîïëèâà

Слайд 32Èçìåðåíèå ñðåä, íàõîäÿùèõñÿ â ãàçîîáðàçíîé ôàçå
Óñïåøíîå èçìåðåíèå:
âîäîðîäà
ïðèðîäíîãî ãàçà
ãàçîîáðàçíîãî ýòèëåíà
ðàçëè÷íûõ ãàçîâ, âûäåëÿåìûõ â
Èçìåðåíèå ñðåä, íàõîäÿùèõñÿ â ãàçîîáðàçíîé ôàçå
Óñïåøíîå èçìåðåíèå:
âîäîðîäà
ïðèðîäíîãî ãàçà
ãàçîîáðàçíîãî ýòèëåíà
ðàçëè÷íûõ ãàçîâ, âûäåëÿåìûõ â
Слайд 33Ïî÷åìó èìåííî ÊÐÌ ñëåäóåò èñïîëüçîâàòü äëÿ èçìåðåíèé ãàçà
Íåïîñðåäñòâåííîå èçìåðåíèå óäåëüíîãî ìàññîâîãî ðàñõîäà
Êîìïåíñàöèè
Ïî÷åìó èìåííî ÊÐÌ ñëåäóåò èñïîëüçîâàòü äëÿ èçìåðåíèé ãàçà
Íåïîñðåäñòâåííîå èçìåðåíèå óäåëüíîãî ìàññîâîãî ðàñõîäà
Êîìïåíñàöèè
Слайд 34Ðåçóëüòàòû èçìåðåíèé õàðàêòåðèñòèê ãàçà ñ ïîìîùüþ CMF200
-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
0
200
400
600
800
1000
1200
1400
1600
1800
Mass Flow Rate (lbm/min)
Error (%)
1,5 áàð
5
Ðåçóëüòàòû èçìåðåíèé õàðàêòåðèñòèê ãàçà ñ ïîìîùüþ CMF200
-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
0
200
400
600
800
1000
1200
1400
1600
1800
Mass Flow Rate (lbm/min)
Error (%)
1,5 áàð
5
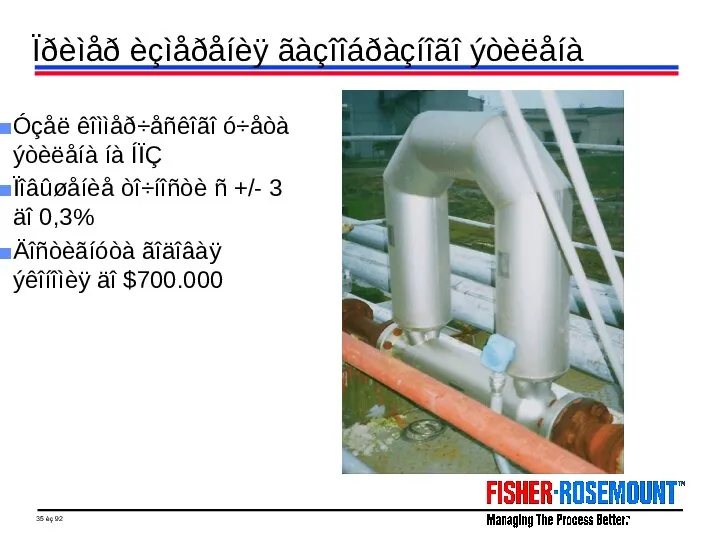
Слайд 35Ïðèìåð èçìåðåíèÿ ãàçîîáðàçíîãî ýòèëåíà
Óçåë êîììåð÷åñêîãî ó÷åòà ýòèëåíà íà ÍÏÇ
Ïîâûøåíèå òî÷íîñòè ñ
Ïðèìåð èçìåðåíèÿ ãàçîîáðàçíîãî ýòèëåíà
Óçåë êîììåð÷åñêîãî ó÷åòà ýòèëåíà íà ÍÏÇ
Ïîâûøåíèå òî÷íîñòè ñ
Слайд 36Ïåðåêà÷êà ïî òðóáîïðîâîäó
Ïåðåêà÷êà òîâàðíîé íåôòè íà íåôòåïåðåðàáàòûâàþùèå çàâîäû
Ïåðåêà÷êà ãîòîâîãî íåôòåïðîäóêòà ê òåðìèíàëàì/íà
Ïåðåêà÷êà ïî òðóáîïðîâîäó
Ïåðåêà÷êà òîâàðíîé íåôòè íà íåôòåïåðåðàáàòûâàþùèå çàâîäû
Ïåðåêà÷êà ãîòîâîãî íåôòåïðîäóêòà ê òåðìèíàëàì/íà
Слайд 37Ïåðåêà÷êà ïî òðóáîïðîâîäó
Ïðåèìóùåñòâà êîðèîëèñîâîé òåõíîëîãèè:
Òî÷íîñòü èçìåðåíèé — âíå êîíêóðåíöèè
Íåïîñðåäñòâåííîå èçìåðåíèå ìàññû, îáúåìà
Ïåðåêà÷êà ïî òðóáîïðîâîäó
Ïðåèìóùåñòâà êîðèîëèñîâîé òåõíîëîãèè:
Òî÷íîñòü èçìåðåíèé — âíå êîíêóðåíöèè
Íåïîñðåäñòâåííîå èçìåðåíèå ìàññû, îáúåìà
Слайд 38Ïðèìåíåíèÿ äëÿ ïåðåêà÷êè ïî òðóáîïðîâîäàì
Ïðèìåíåíèÿ äëÿ ïåðåêà÷êè ïî òðóáîïðîâîäàì
Слайд 39Ïåðåêà÷êà ïî òðóáîïðîâîäó
Ïåðåêà÷êà ñûðîé íåôòè ïî òðóáîïðîâîäó â INA (Ðèåêà, Õîðâàòèÿ)
Ïåðåêà÷êà ïî òðóáîïðîâîäó
Ïåðåêà÷êà ñûðîé íåôòè ïî òðóáîïðîâîäó â INA (Ðèåêà, Õîðâàòèÿ)

Слайд 40Êîììåð÷åñêèé ó÷åò
ÊÐÌ Micro Motion ïîëó÷èëè îäîáðåíèå W&M äëÿ èçìåðåíèÿ ðàñõîäà âî ìíîãèõ
Êîììåð÷åñêèé ó÷åò
ÊÐÌ Micro Motion ïîëó÷èëè îäîáðåíèå W&M äëÿ èçìåðåíèÿ ðàñõîäà âî ìíîãèõ
Слайд 41Óçåë êîììåð÷åñêîãî ó÷åòà
DS600 èñïîëüçóþòñÿ äëÿ ïåðåêà÷êè ñûðîé íåôòè ìåæäó Amoco è Nerefco
Óçåë êîììåð÷åñêîãî ó÷åòà
DS600 èñïîëüçóþòñÿ äëÿ ïåðåêà÷êè ñûðîé íåôòè ìåæäó Amoco è Nerefco

Слайд 42Òåðìèíàëû ñëèâà/íàëèâà
Çàãðóçêà/ðàçãðóçêà àâòîìîáèëüíîãî, æåëåçíîäîðîæíîãî òðàíñïîðòà è ñóäîâ
Âûïîëíåíèå ïîñëåäîâàòåëüíûõ èëè çàäàâàåìûõ ïðîïîðöèÿìè öèêëè÷åñêèõ
Òåðìèíàëû ñëèâà/íàëèâà
Çàãðóçêà/ðàçãðóçêà àâòîìîáèëüíîãî, æåëåçíîäîðîæíîãî òðàíñïîðòà è ñóäîâ
Âûïîëíåíèå ïîñëåäîâàòåëüíûõ èëè çàäàâàåìûõ ïðîïîðöèÿìè öèêëè÷åñêèõ
Слайд 43Àâòîìàòèçèðîâàííàÿ ñèñòåìà íàëèâà
Ñåíñîð
Ðåãóëèðóþùèé êëàïàí
Äàò÷èê
Êîíòðîëëåð-äîçàòîð
Ïðèíòåðû
Lading & Datalog
Âåðõíÿÿ èëè íèæíÿÿ çàãðóçêà
Ñèñòåìà çàãðóçêè, ïîääåðæèâàþùàÿ íåñêîëüêî
Àâòîìàòèçèðîâàííàÿ ñèñòåìà íàëèâà
Ñåíñîð
Ðåãóëèðóþùèé êëàïàí
Äàò÷èê
Êîíòðîëëåð-äîçàòîð
Ïðèíòåðû
Lading & Datalog
Âåðõíÿÿ èëè íèæíÿÿ çàãðóçêà
Ñèñòåìà çàãðóçêè, ïîääåðæèâàþùàÿ íåñêîëüêî
Слайд 44Êîìïîíåíòû àâòîìàòèçàöèè
âåðõíåãî íàëèâà
Êîðèîëèñîâ ðàñõîäîìåð
Ðåãóëèðóþùèé êëàïàí
Êîíòðîëëåð
Ýëåêòðè÷åñêîå çàçåìëåíèå
Çàãðóçî÷íûé ðóêàâ
Òåìïåðàòóðíûé ñåíñîð PT100
Êîìïîíåíòû àâòîìàòèçàöèè
âåðõíåãî íàëèâà
Êîðèîëèñîâ ðàñõîäîìåð
Ðåãóëèðóþùèé êëàïàí
Êîíòðîëëåð
Ýëåêòðè÷åñêîå çàçåìëåíèå
Çàãðóçî÷íûé ðóêàâ
Òåìïåðàòóðíûé ñåíñîð PT100
Слайд 45Âíåøíèé âèä íåôòåíàëèâíîé ýñòàêàäû
Âíåøíèé âèä íåôòåíàëèâíîé ýñòàêàäû

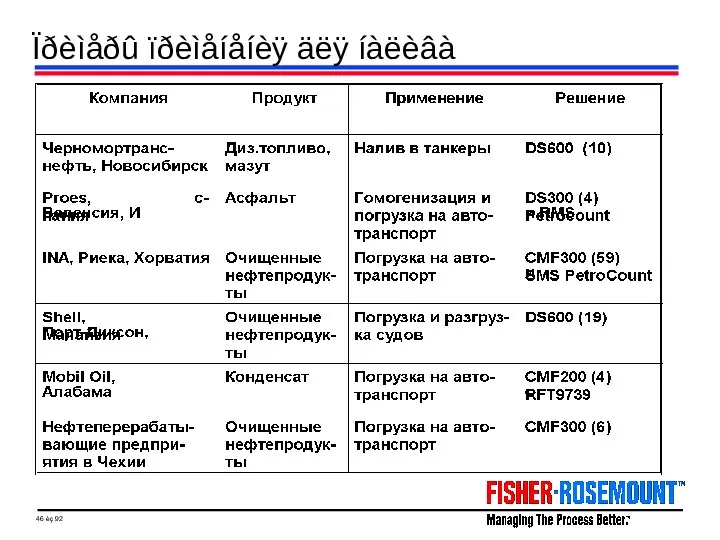
Слайд 46Ïðèìåðû ïðèìåíåíèÿ äëÿ íàëèâà
Ïðèìåðû ïðèìåíåíèÿ äëÿ íàëèâà
Слайд 47Êîðèîëèñîâà òåõíîëîãèÿ â äîáû÷å ñûðîé íåôòè
Èçìåðåíèå êîëè÷åñòâà íåôòè (% âîäû â óñòüå
Êîðèîëèñîâà òåõíîëîãèÿ â äîáû÷å ñûðîé íåôòè
Èçìåðåíèå êîëè÷åñòâà íåôòè (% âîäû â óñòüå
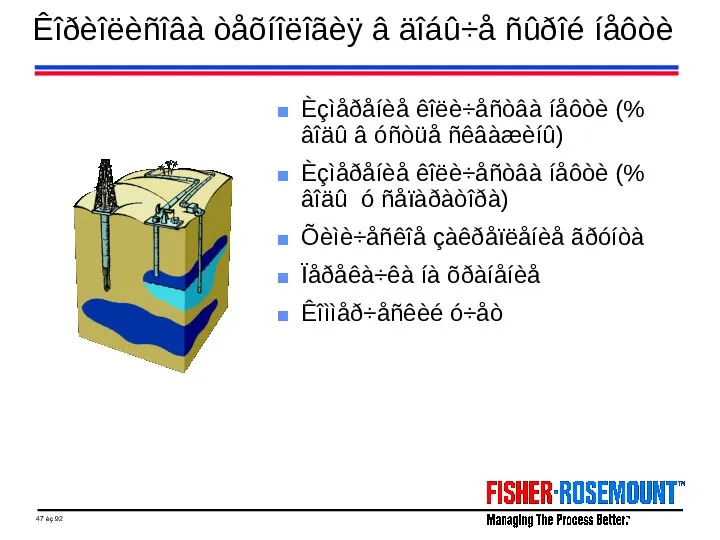
Слайд 48Ïðèìåíåíèÿ â äîáû÷å ñûðîé íåôòè
Íåôòåäîáû÷à
Èçìåðåíèå êîëè÷åñòâà íåôòè (ñîäåðæàíèÿ âîäû) â óñòüå ñêâàæèíû
Ïðèìåíåíèÿ â äîáû÷å ñûðîé íåôòè
Íåôòåäîáû÷à
Èçìåðåíèå êîëè÷åñòâà íåôòè (ñîäåðæàíèÿ âîäû) â óñòüå ñêâàæèíû

Слайд 49Òèïè÷íûå ïðèìåíåíèÿ â íåôòåäîáû÷å
Òèïè÷íûå ïðèìåíåíèÿ â íåôòåäîáû÷å

Слайд 50Òðàäèöèîííûé ñïîñîá òåñòèðîâàíèÿ ñêâàæèí
Ëèíåéíàÿ
ÈÑ
Ëèíåéíàÿ
ÈÑ
Èíòåðôåéñ
Ïðîãðàììèðóåìàÿ
ÈÑ
Àíàëèçàòîð
ñîäåðæàíèÿ
îñàäêà è âîäû
Äîáûâàåìàÿ
âîäà
Ýìóëüñèÿ
Ãàç
Òðàäèöèîííûé ñïîñîá òåñòèðîâàíèÿ ñêâàæèí
Ëèíåéíàÿ
ÈÑ
Ëèíåéíàÿ
ÈÑ
Èíòåðôåéñ
Ïðîãðàììèðóåìàÿ
ÈÑ
Àíàëèçàòîð
ñîäåðæàíèÿ
îñàäêà è âîäû
Äîáûâàåìàÿ
âîäà
Ýìóëüñèÿ
Ãàç
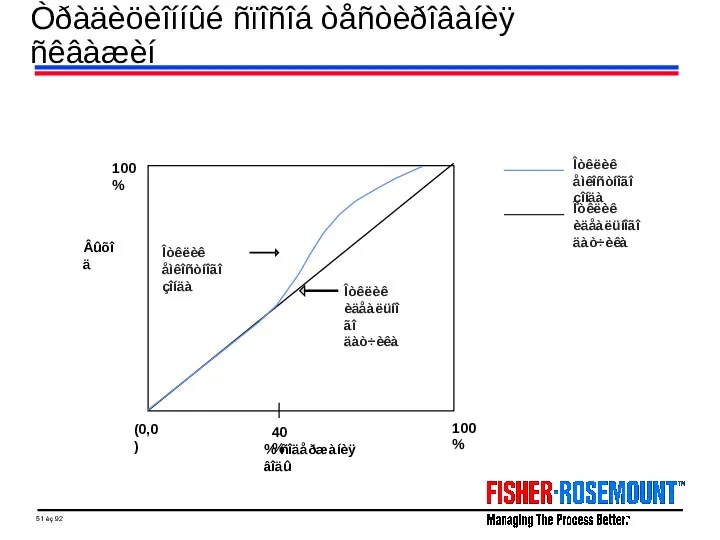
Слайд 51Òðàäèöèîííûé ñïîñîá òåñòèðîâàíèÿ ñêâàæèí
Âûõîä
% ñîäåðæàíèÿ âîäû
40%
(0,0)
100%
100%
Îòêëèê
åìêîñòíîãî çîíäà
Îòêëèê
èäåàëüíîãî
äàò÷èêà
Îòêëèê èäåàëüíîãî
äàò÷èêà
Òðàäèöèîííûé ñïîñîá òåñòèðîâàíèÿ ñêâàæèí
Âûõîä
% ñîäåðæàíèÿ âîäû
40%
(0,0)
100%
100%
Îòêëèê
åìêîñòíîãî çîíäà
Îòêëèê
èäåàëüíîãî
äàò÷èêà
Îòêëèê èäåàëüíîãî
äàò÷èêà
Слайд 52Íåäîñòàòêè òðàäèöèîííîãî ñïîñîáà èñïûòàíèÿ ñêâàæèí
Îãðàíè÷åííûé äèàïàçîí åìêîñòíîãî çîíäà äëÿ
îïðåäåëåíèÿ ñîäåðæàíèÿ
Íåäîñòàòêè òðàäèöèîííîãî ñïîñîáà èñïûòàíèÿ ñêâàæèí
Îãðàíè÷åííûé äèàïàçîí åìêîñòíîãî çîíäà äëÿ
îïðåäåëåíèÿ ñîäåðæàíèÿ
Слайд 53Íåäîñòàòêè òðàäèöèîííîãî ñïîñîáà èñïûòàíèÿ ñêâàæèí
Íèçêàÿ îáùàÿ òî÷íîñòü ñèñòåìû
×åì áîëüøå ñðåäñòâ
Íåäîñòàòêè òðàäèöèîííîãî ñïîñîáà èñïûòàíèÿ ñêâàæèí
Íèçêàÿ îáùàÿ òî÷íîñòü ñèñòåìû
×åì áîëüøå ñðåäñòâ
Слайд 54Ìåòîä èñïûòàíèÿ ñêâàæèíû MMI “Âû÷èñëèòåëü ÷èñòîé íåôòè”
Ëèíåéíàÿ
ÈÑ
Ïðîãðàììèðóåìàÿ
ÈÑ
Ýìóëüñèÿ
Ãàç
Òðàíñìèòòåð
Êîðèîëèñîâ
ñåíñîð
Micro Motion
Âû÷èñëèòåëü «÷èñòîé» íåôòè
Ìåòîä èñïûòàíèÿ ñêâàæèíû MMI “Âû÷èñëèòåëü ÷èñòîé íåôòè”
Ëèíåéíàÿ
ÈÑ
Ïðîãðàììèðóåìàÿ
ÈÑ
Ýìóëüñèÿ
Ãàç
Òðàíñìèòòåð
Êîðèîëèñîâ
ñåíñîð
Micro Motion
Âû÷èñëèòåëü «÷èñòîé» íåôòè
Слайд 55Îïðåäåëåíèå ñîäåðæàíèÿ âîäû/êîëè÷åñòâà äîáûâàåìîé íåôòè
Èçìåðåíèå êîëè÷åñòâà äîáûâàåìîé
íåôòè è ñîäåðæàíèÿ âîäû íà
ìåñòîðîæäåíèè Shell
Îïðåäåëåíèå ñîäåðæàíèÿ âîäû/êîëè÷åñòâà äîáûâàåìîé íåôòè
Èçìåðåíèå êîëè÷åñòâà äîáûâàåìîé
íåôòè è ñîäåðæàíèÿ âîäû íà
ìåñòîðîæäåíèè Shell

Слайд 56Îïðåäåëåíèå ñîäåðæàíèÿ âîäû/êîëè÷åñòâà äîáûâàåìîé íåôòè
Îïðåäåëåíèå ñîäåðæàíèÿ âîäû/êîëè÷åñòâà äîáûâàåìîé íåôòè

Слайд 57Îòêëèê âû÷èñëèòåëÿ ÷èñòîé íåôòè
Ïîäõîäèò äëÿ äèàïàçîíà 0-100%
Ëèíåéíûé îòêëèê
Âûõîä
% ñîäåðæàíèÿ âîäû
40%
(0,0)
100%
100%
Îòêëèê
Îòêëèê âû÷èñëèòåëÿ ÷èñòîé íåôòè
Ïîäõîäèò äëÿ äèàïàçîíà 0-100%
Ëèíåéíûé îòêëèê
Âûõîä
% ñîäåðæàíèÿ âîäû
40%
(0,0)
100%
100%
Îòêëèê
Слайд 58Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà
Èçìåðåíèå íåñêîëüêèõ ïàðàìåòðîâ ñ ïîìîùüþ
îäíîãî
Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà
Èçìåðåíèå íåñêîëüêèõ ïàðàìåòðîâ ñ ïîìîùüþ
îäíîãî
Слайд 59Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà
Èçìåðåíèå íåñêîëüêèõ ïàðàìåòðîâ ñ ïîìîùüþ
îäíîãî ñåíñîðà/îäíîé
Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà
Èçìåðåíèå íåñêîëüêèõ ïàðàìåòðîâ ñ ïîìîùüþ
îäíîãî ñåíñîðà/îäíîé
Слайд 60Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà
Ýêîíîìèÿ íà òåõîáñëóæèâàíèè
Îòñóòñòâóþò äâèæóùèåñÿ ÷àñòè/íåò
Ñèñòåìà íà áàçå NOC — ïðåèìóùåñòâà
Ýêîíîìèÿ íà òåõîáñëóæèâàíèè
Îòñóòñòâóþò äâèæóùèåñÿ ÷àñòè/íåò
Слайд 61NOC— ïðåèìóùåñòâà
Óñòàíîâêà â óñòüÿõ ñêâàæèí ñ íèçêèì óðîâíåì GOR
Âû÷èñëèòåëü ÷èñòîé íåôòè
Íàñîñ
NOC— ïðåèìóùåñòâà
Óñòàíîâêà â óñòüÿõ ñêâàæèí ñ íèçêèì óðîâíåì GOR
Âû÷èñëèòåëü ÷èñòîé íåôòè
Íàñîñ
Слайд 62Óñòàíîâêà íà óñòüå ñêâàæèíû â PDO
D300 â áàéïàñíîé
ëèíèè íà
ìåñòîðîæäåíèè
Ðàéìà
Óñòàíîâêà íà óñòüå ñêâàæèíû â PDO
D300 â áàéïàñíîé
ëèíèè íà
ìåñòîðîæäåíèè
Ðàéìà
Слайд 63Óñòàíîâêà íà óñòüå ñêâàæèíû â PDO
Ýëåêòðîíèêà NOC â
êîðïóñå NEMA 4
Óñòàíîâêà íà óñòüå ñêâàæèíû â PDO
Ýëåêòðîíèêà NOC â
êîðïóñå NEMA 4
Слайд 64Îãðàíè÷åíèÿ NOC
Èçìåíåíèå ïëîòíîñòåé âîäû è/èëè ñûðîé íåôòè â ïðîöåññå äîáû÷è:
Ìîæåò îêàçàòü âëèÿíèå
Îãðàíè÷åíèÿ NOC
Èçìåíåíèå ïëîòíîñòåé âîäû è/èëè ñûðîé íåôòè â ïðîöåññå äîáû÷è:
Ìîæåò îêàçàòü âëèÿíèå
Слайд 65Óðàâíåíèÿ NOC(â óïðîùåííîì âèäå)
% ñîäåðæàíèÿ âîäû =
Ïëîòíîñòü ýìóëüñèè - Ïëîòíîñòü íåôòè
Ïëîòíîñòü
Óðàâíåíèÿ NOC(â óïðîùåííîì âèäå)
% ñîäåðæàíèÿ âîäû =
Ïëîòíîñòü ýìóëüñèè - Ïëîòíîñòü íåôòè
Ïëîòíîñòü
Слайд 66Óðàâíåíèÿ NOC(â óïðîùåííîì âèäå)
Óðàâíåíèÿ NOC(â óïðîùåííîì âèäå)
Слайд 67Графики Американского нефтяногоинститута
Пример графиков АНИ, описывающих соотношение плотность/температура для углеводородов
Графики Американского нефтяногоинститута
Пример графиков АНИ, описывающих соотношение плотность/температура для углеводородов
Слайд 68Ôàêòîðû NOC -èçìåðåíèé
Ôàêòîðû NOC -èçìåðåíèé
Слайд 69Ôàêòîðû NOC -èçìåðåíèé
Ôàêòîðû NOC -èçìåðåíèé
Слайд 70Âèõðåâûå ðàñõîäîìåðû Rosemount
Èíòåëëåêòóàëüíûé
âèõðåâîé
ðàñõîäîìåð
ìîäåëè 8800
Âèõðåâûå ðàñõîäîìåðû Rosemount
Èíòåëëåêòóàëüíûé
âèõðåâîé
ðàñõîäîìåð
ìîäåëè 8800

Слайд 71Âèõðåâîé ðàñõîäîìåð Rosemount
Ëèäåð â âèõðåâîé òåõíîëîãèè èçìåðåíèé
Ðàçìåðû îò 10 äî 200 ìì
Íîìèíàëüíûé
Âèõðåâîé ðàñõîäîìåð Rosemount
Ëèäåð â âèõðåâîé òåõíîëîãèè èçìåðåíèé
Ðàçìåðû îò 10 äî 200 ìì
Íîìèíàëüíûé
Слайд 72Ïðåèìóùåñòâà âèõðåâîãî ðàñõîäîìåðà Rosemount
Ïðåèìóùåñòâà âèõðåâîãî ðàñõîäîìåðà Rosemount
Слайд 73Ïðèìåíåíèÿ âèõðåâûõ äàò÷èêîâ
Àöåòîí
Áåíçîë
Áóòàí
Ýòàí
Ôðåîí
Ôîðìàëüäåãèä
Æèäêèå è ïàðîîáðàçíûå óãëåâîäîðîäû
Ïðèðîäíûé ãàç
Ñæèæåííûé ïðèðîäíûé ãàç
Ñæèæåííûé ïîïóòíûé ãàç
Ìåòàíîë
Ãàçîîáðàçíûé/æèäêèé àçîò
Íåôòü
Ãàçîîáðàçíûé/æèäêèé
Ïðèìåíåíèÿ âèõðåâûõ äàò÷èêîâ
Àöåòîí
Áåíçîë
Áóòàí
Ýòàí
Ôðåîí
Ôîðìàëüäåãèä
Æèäêèå è ïàðîîáðàçíûå óãëåâîäîðîäû
Ïðèðîäíûé ãàç
Ñæèæåííûé ïðèðîäíûé ãàç
Ñæèæåííûé ïîïóòíûé ãàç
Ìåòàíîë
Ãàçîîáðàçíûé/æèäêèé àçîò
Íåôòü
Ãàçîîáðàçíûé/æèäêèé
Слайд 74Brooks Êàìåðíûå ðàñõîäîìåðû (Bi-Rotor)
Ðàñõîäîìåð íà îñíîâå âûòåñíåíèÿ îáúåìà ñ ìåõàíè÷åñêè áàëàíñèðóåìîé öèëèíäðè÷åñêîé
Brooks Êàìåðíûå ðàñõîäîìåðû (Bi-Rotor)
Ðàñõîäîìåð íà îñíîâå âûòåñíåíèÿ îáúåìà ñ ìåõàíè÷åñêè áàëàíñèðóåìîé öèëèíäðè÷åñêîé
Слайд 75Òóðáèííûå ïðåîáðàçîâàòåëè ðàñõîäà Brooks
Òóðáèííûé ðàñõîäîìåð Parity îáåñïå÷èâàåò âûñîêóþ òî÷íîñòü äëÿ ãîòîâûõ íåôòåïðîäóêòîâ:
Òî÷íîñòü
Òóðáèííûå ïðåîáðàçîâàòåëè ðàñõîäà Brooks
Òóðáèííûé ðàñõîäîìåð Parity îáåñïå÷èâàåò âûñîêóþ òî÷íîñòü äëÿ ãîòîâûõ íåôòåïðîäóêòîâ:
Òî÷íîñòü
Слайд 76Ðàññâåò íîâîé ýðû â èçìåðåíèè ïåðåïàäà äàâëåíèé!
Ðàññâåò íîâîé ýðû â èçìåðåíèè ïåðåïàäà
Ðàññâåò íîâîé ýðû â èçìåðåíèè ïåðåïàäà äàâëåíèé!
Ðàññâåò íîâîé ýðû â èçìåðåíèè ïåðåïàäà

Слайд 77European Roll-out
Массовый расход
4 измерения в 1
Низкая стоимость установки
Аналоговый: 4-20
European Roll-out
Массовый расход
4 измерения в 1
Низкая стоимость установки
Аналоговый: 4-20
Слайд 78Ñêîìïåíñèðîâàííûé ðàñõîä äî ïîÿâëåíèÿ ÌÏ-òåõíîëîãèè èçìåðåíèé
Äàò÷èê ïåðåïàäà äàâëåíèÿ
Âåíòèëüíûé áëîê
Èçìåðèòåëüíàÿ äèàôðàãìà
Äàò÷èê àáñîëþòíîãî äàâëåíèÿ
Äàò÷èê
Ñêîìïåíñèðîâàííûé ðàñõîä äî ïîÿâëåíèÿ ÌÏ-òåõíîëîãèè èçìåðåíèé
Äàò÷èê ïåðåïàäà äàâëåíèÿ
Âåíòèëüíûé áëîê
Èçìåðèòåëüíàÿ äèàôðàãìà
Äàò÷èê àáñîëþòíîãî äàâëåíèÿ
Äàò÷èê

Слайд 79Ñêîìïåíñèðîâàííûé ðàñõîä ïîñëå ïîÿâëåíèÿ ÌÏ-òåõíîëîãèè èçìåðåíèé
Ìíîãîïàðàìåòðè÷å-ñêèé (ÌÏ) äàò÷èê ñ òåìïåðàòóðíûì ýëåìåíòîì
Âåíòèëüíûé áëîê
Èçìåðèòåëüíàÿ
Ñêîìïåíñèðîâàííûé ðàñõîä ïîñëå ïîÿâëåíèÿ ÌÏ-òåõíîëîãèè èçìåðåíèé
Ìíîãîïàðàìåòðè÷å-ñêèé (ÌÏ) äàò÷èê ñ òåìïåðàòóðíûì ýëåìåíòîì
Âåíòèëüíûé áëîê
Èçìåðèòåëüíàÿ

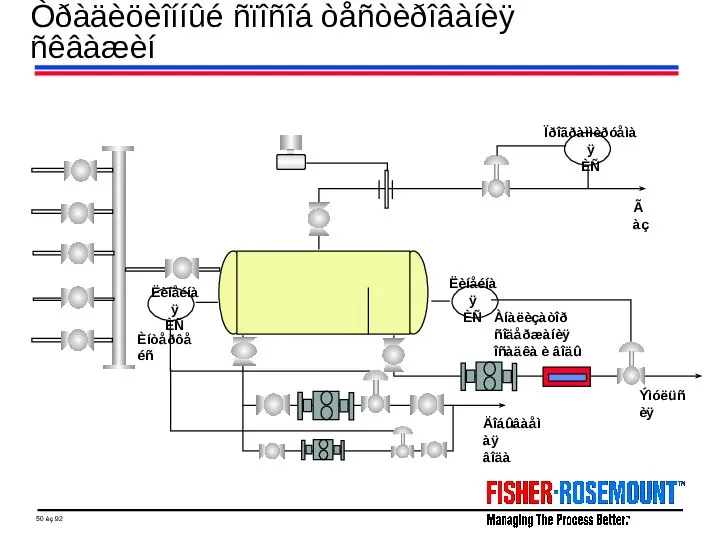
Слайд 80Èçìåðåíèå ðàñõîäà ïî òåõíîëîãèè Annubar
Èçìåðåíèå ðàñõîäà ïî òåõíîëîãèè Annubar

Слайд 81Annubar - òåîðèÿ ôóíêöèîíèðîâàíèÿ
Ïîòîê
Ýïþðà
ñêîðîñòåé
Ñèãíàë
íèçêîãî
äàâëåíèÿ
Äàâëåíèå áëîêèðîâêè âñàñûâàíèÿ
Ñèãíàë
âûñîêîãî
äàâëåíèÿ
(äàâëåíèå
òîðìîæåíèÿ)
Ñòàòè÷åñêîå
äàâëåíèå â òðóáå
Óäàðíîå äàâëåíèå
40%
60%
Ïåðåïàä
äàâëåíèÿ
ÍÈÇÊÎÅ
ÂÛÑÎÊÎÅ
Îòâåðñòèÿ íàïîðà
Annubar - òåîðèÿ ôóíêöèîíèðîâàíèÿ
Ïîòîê
Ýïþðà
ñêîðîñòåé
Ñèãíàë
íèçêîãî
äàâëåíèÿ
Äàâëåíèå áëîêèðîâêè âñàñûâàíèÿ
Ñèãíàë
âûñîêîãî
äàâëåíèÿ
(äàâëåíèå
òîðìîæåíèÿ)
Ñòàòè÷åñêîå
äàâëåíèå â òðóáå
Óäàðíîå äàâëåíèå
40%
60%
Ïåðåïàä
äàâëåíèÿ
ÍÈÇÊÎÅ
ÂÛÑÎÊÎÅ
Îòâåðñòèÿ íàïîðà
Слайд 82 Ïîñòîÿííûé êîýôôèöèåíò ðàñõîäà
Íåçàáèâàþùàÿñÿ êîíñòðóêöèÿ
Èçìåðåíèå ðàñõîäà ïðè ïîòîêå
Ìîíòàæ â
Ïîñòîÿííûé êîýôôèöèåíò ðàñõîäà
Íåçàáèâàþùàÿñÿ êîíñòðóêöèÿ
Èçìåðåíèå ðàñõîäà ïðè ïîòîêå
Ìîíòàæ â
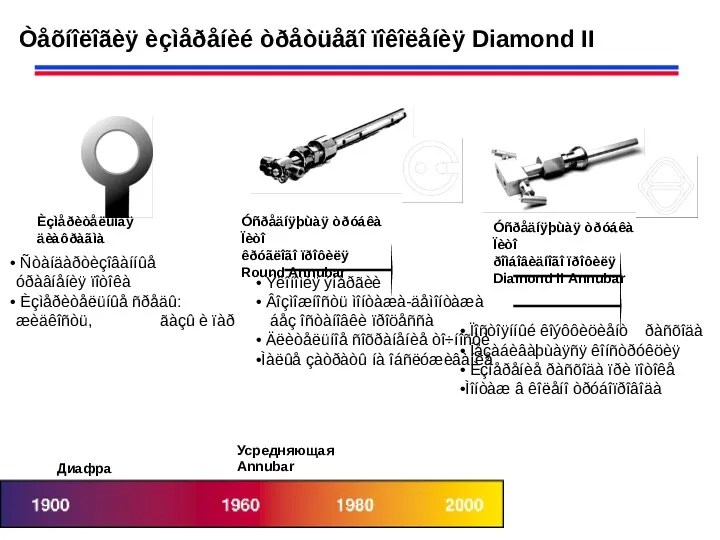
Слайд 83Ïðåèìóùåñòâà êîíñòðóêöèè
Diamond II Annubar
Îñîáåííîñòè êîíñòðóêöèè Diamond II Shape
Ñîãëàñîâàííàÿ ãåîìåòðèÿ
Äâóõêàìåðíàÿ, ñèììåòðè÷íàÿ:
Ïðåèìóùåñòâà êîíñòðóêöèè
Diamond II Annubar
Îñîáåííîñòè êîíñòðóêöèè Diamond II Shape
Ñîãëàñîâàííàÿ ãåîìåòðèÿ
Äâóõêàìåðíàÿ, ñèììåòðè÷íàÿ:
Слайд 84Ïîòîê âîêðóã öèëèíäðà
Èñïîëüçîâàíèå êðóãëîãî öèëèíäðà äëÿ óñðåäíÿþùåé òðóáêè Ïèòî íåæåëàòåëüíî. Òî÷êà
Ïîòîê âîêðóã öèëèíäðà
Èñïîëüçîâàíèå êðóãëîãî öèëèíäðà äëÿ óñðåäíÿþùåé òðóáêè Ïèòî íåæåëàòåëüíî. Òî÷êà
Слайд 85Íåáîëüøèå çàòðàòû íà îáñëóæèâàíèå
Èçíîñîñòîéêîñòü
Íåçàáèâàþùàÿñÿ êîíñòðóêöèÿ
Îòñóòñòâèå äâèæóùèõñÿ ÷àñòåé
+
Ïîòîê
Íåáîëüøèå çàòðàòû íà îáñëóæèâàíèå
Èçíîñîñòîéêîñòü
Íåçàáèâàþùàÿñÿ êîíñòðóêöèÿ
Îòñóòñòâèå äâèæóùèõñÿ ÷àñòåé
+
Ïîòîê
Слайд 86Ïîçâîëüòå ïðåäëîæèòü Âàì
ÏÎËÍÎÅ ÐÅØÅÍÈÅ ÄËß ÒÎ×ÊÈ ÈÇÌÅÐÅÍÈß
íà áàçå ËÓ×ØÅÃÎ Â ÌÈÐÅ
Ïîçâîëüòå ïðåäëîæèòü Âàì
ÏÎËÍÎÅ ÐÅØÅÍÈÅ ÄËß ÒÎ×ÊÈ ÈÇÌÅÐÅÍÈß
íà áàçå ËÓ×ØÅÃÎ Â ÌÈÐÅ

Слайд 87Mass ProBarTM
Äàò÷èê òåìïåðàòóðû
(âñòðîåííîå òåðìîñîïðîòèâëåíèå)
Ñòàòè÷åñêîå
äàâëåíèå
èçìåðÿåòñÿ ñî
ñòîðîíû âûñîêîãî
äàâëåíèÿ
ProBar
A A
Ðàññ÷èòûâàåò ñêîððåêòèðîâàííûé
ìàññîâûé ðàñõîä
Âñòðîåííûé
âåíòèëüíûé áëîê
 îäíîé
Mass ProBarTM
Äàò÷èê òåìïåðàòóðû
(âñòðîåííîå òåðìîñîïðîòèâëåíèå)
Ñòàòè÷åñêîå
äàâëåíèå
èçìåðÿåòñÿ ñî
ñòîðîíû âûñîêîãî
äàâëåíèÿ
ProBar
A A
Ðàññ÷èòûâàåò ñêîððåêòèðîâàííûé
ìàññîâûé ðàñõîä
Âñòðîåííûé
âåíòèëüíûé áëîê
 îäíîé
Слайд 88Ïðåèìóùåñòâà Mass ProBarTM
 äîïîëíåíèå ê ïðåèìóùåñòâàì Annubar:
Ïðîñòàÿ óñòàíîâêà
Ýêîíîìèÿ ýíåðãèè / íåáîëüøàÿ âåëè÷èíà
Ïðåèìóùåñòâà Mass ProBarTM
 äîïîëíåíèå ê ïðåèìóùåñòâàì Annubar:
Ïðîñòàÿ óñòàíîâêà
Ýêîíîìèÿ ýíåðãèè / íåáîëüøàÿ âåëè÷èíà
Слайд 89Mass ProBarTM
ÑÐÅÄÛ: æèäêîñòè, ãàçû è ïàðû
ÐÀÇÌÅÐÛ ÒÐÓÁÛ: 12 - 900 ìì (ñ êàëèáðîâêîé/áåç
Mass ProBarTM
ÑÐÅÄÛ: æèäêîñòè, ãàçû è ïàðû
ÐÀÇÌÅÐÛ ÒÐÓÁÛ: 12 - 900 ìì (ñ êàëèáðîâêîé/áåç
Слайд 90Ïðîñòàÿ óñòàíîâêà
Äëèíà ñâàðíîãî øâà 100 ìì
Äëèíà ñâàðíîãî øâà 1600 ìì
Äèàìåòð
òðóáîïðîâîäà 250
Ïðîñòàÿ óñòàíîâêà
Äëèíà ñâàðíîãî øâà 100 ìì
Äëèíà ñâàðíîãî øâà 1600 ìì
Äèàìåòð
òðóáîïðîâîäà 250
Слайд 91Ïðîñòàÿ óñòàíîâêà
Ïðîñâåðëèòü Ïðèâàðèòü Âñòàâèòü Ïîäêëþ÷èòü
Ïðîñòàÿ óñòàíîâêà
Ïðîñâåðëèòü Ïðèâàðèòü Âñòàâèòü Ïîäêëþ÷èòü
 Нравственные основы жизни
Нравственные основы жизни Happy Holidays
Happy Holidays Весна. Весенние приметы
Весна. Весенние приметы Weinachten in Deutschland
Weinachten in Deutschland Учебная практика. Занятие 4. Практическая работа № 4
Учебная практика. Занятие 4. Практическая работа № 4 «Программы защиты от вирусов»
«Программы защиты от вирусов» Организация и проведение туристических соревнований, туристических слетов
Организация и проведение туристических соревнований, туристических слетов Как мы зарабатываем деньги
Как мы зарабатываем деньги Платежные услуги
Платежные услуги Презентация на тему Нанотехнологии в медицине
Презентация на тему Нанотехнологии в медицине  Герметизация консервной тары
Герметизация консервной тары Строение Бензола
Строение Бензола Die Küche der Völker der Welt
Die Küche der Völker der Welt Сибирская язва
Сибирская язва Цифровые носители информации для мобильной и компьютерной аппаратуры.
Цифровые носители информации для мобильной и компьютерной аппаратуры. Market Research
Market Research Swim
Swim Исследование штрибек-эффекта при сухом трении
Исследование штрибек-эффекта при сухом трении РСС г. Салават. История становления и задачи
РСС г. Салават. История становления и задачи Презентация на тему Узнай химический элемент
Презентация на тему Узнай химический элемент Любовь
Любовь Хеликс: Автомойка и Шиномонтаж 8
Хеликс: Автомойка и Шиномонтаж 8 National Park of Las Canadas del Teide
National Park of Las Canadas del Teide  Доступные исследования
Доступные исследования «МОТИВ»
«МОТИВ» Инженерная графика. Введение
Инженерная графика. Введение Система подготовки учащихся к ЕГЭ по русскому языку
Система подготовки учащихся к ЕГЭ по русскому языку Презентация на тему ФИЗИКА И ПОЗНАНИЕ МИРА
Презентация на тему ФИЗИКА И ПОЗНАНИЕ МИРА