- Современные электротехнологии. Технологии в современном мире

Содержание
- 2. Электротехнологии Электротехнологии — группа различных технологических процессов, которые объединены тем, что все они используют для воздействия
- 4. Польза от внедрения электротехнологий в производство Увеличивается производительность труда. 1 Улучшается качество продукции. 2 Создаются новые
- 6. Электротехнологии Василий Владимирович Петров 1761–1834 гг. В 1802 году русским учёным академиком В. В. Петровым была
- 7. Электротехнологии Хэмфри Дэви 1778–1829 гг. Англичанин Хэмфри Дэви в 1807 году разработал электролитический способ получения в
- 8. Электротехнологии Борис Семёнович Якоби 1801–1874 гг. Русский учёный академик Б. С. Якоби открыл в 1838 году
- 11. Гальваностегия Гальваностегия — нанесение металлических покрытий на предметы.
- 12. Электротехнологии Михаил Осипович Доливо-Добровольский 1862–1919 гг. После создания в 70–80-х годах XIX века экономичных генераторов постоянного
- 14. Электротехнологии Василий Петрович Ижевский 1863–1926 гг. Русский учёный В. П. Ижевский создал «русскую электрическую печь» для
- 15. Электротехнологии Валентин Петрович Вологдин 1881–1953 гг. Разработка технологии индукционной плавки металлов принадлежит русскому учёному В. П.
- 19. Электронно-ионная или аэрозольная технология Основана эта технология на воздействии электрических полей на заряженные частицы материалов, которые
- 20. Заряженные частицы пыли оседают в фильтрах на специальных пластинах, которые периодически нужно очищать или промывать.
- 21. При покраске заряжаются капельки краски. Они притягиваются к металлическому корпусу, который находится под действием электрического потенциала.
- 23. Методы магнитной очистки С помощью этих методов очищают смазочно-охлаждающие жидкости.
- 24. Методы магнитной обработки Снижению количества накипи на стенках теплообменных аппаратов служат установки для магнитной обработки воды.
- 25. Методы магнитной обработки воды
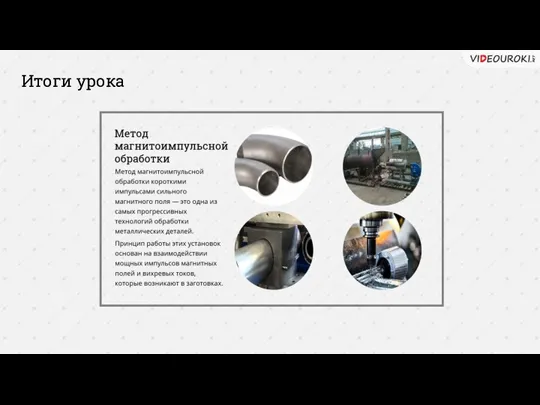
- 26. Метод магнитоимпульсной обработки Метод магнитоимпульсной обработки короткими импульсами сильного магнитного поля — это одна из самых
- 27. Метод прямого нагрева проводящих материалов электрическим током Выплавка металлов в стекловарении. 1 Размораживание продукции на рыбоперерабатывающих
- 28. Электроконтактный способ выпечки хлеба При таком методе выпечки хлеб получается с гладкой необжаренной поверхностью, на которой
- 29. Кроме того, время выпечки сокращается в несколько раз. При напряжении питания всего в 127 В хлеб
- 30. Электрическая сварка Электрическая сварка — технологический процесс получения неразъёмных соединений деталей в результате их электрического нагрева
- 31. Дуговая сварка
- 32. Контактная сварка
- 33. Дуговая сварка Николай Николаевич Бенардос 1842–1905 гг. В 1881 году использовал для сварки электрическую дугу, которая
- 34. Дуговая сварка Николай Гаврилович Славянов 1854–1897 гг. В 1888 году использовал для сварки ту же самую
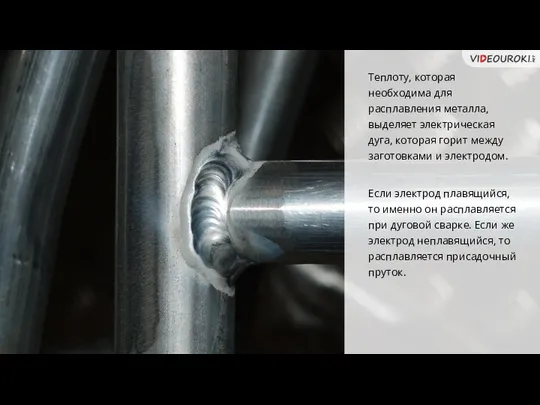
- 35. Поскольку при дуговой сварке детали свариваются за счёт расплавления материала соединяемых кромок и последующего его отверждения,
- 36. Теплоту, которая необходима для расплавления металла, выделяет электрическая дуга, которая горит между заготовками и электродом. Если
- 37. Электрическая дуга смещается вдоль соединяемых кромок вместе с движением электрода. Сварной шов образуется по мере удаления
- 38. Контактная сварка — это один из видов сварки давлением.
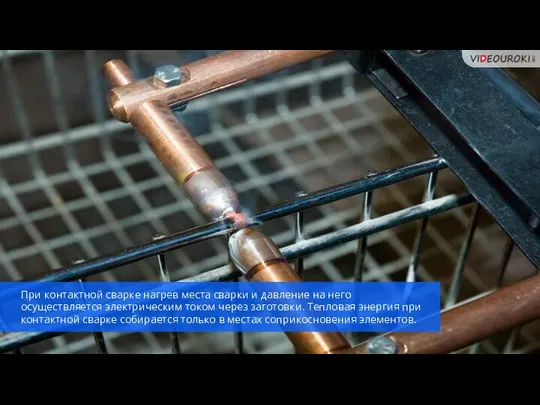
- 39. При контактной сварке нагрев места сварки и давление на него осуществляется электрическим током через заготовки. Тепловая
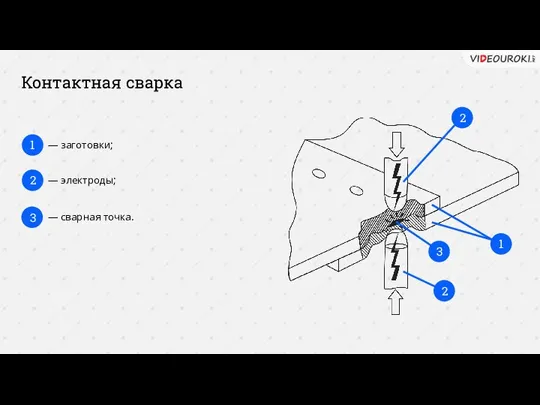
- 40. 1 — заготовки; 2 — электроды; Контактная сварка 3 — сварная точка. 1 2 2 3
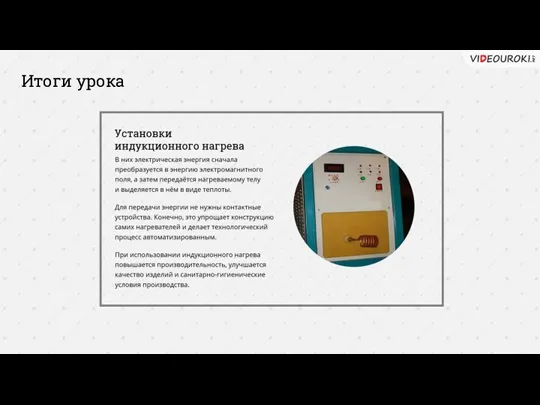
- 41. Установки индукционного нагрева В них электрическая энергия сначала преобразуется в энергию электромагнитного поля, а затем передаётся
- 42. При готовке на индукционных плитах нагревается металлическая посуда, а сами конфорки остаются холодными.
- 43. Установки промышленной частоты Для сквозного нагрева деталей при прокатке, ковке, штамповке, прессовке, пайке используют установки промышленной
- 44. Установки высокочастотного диэлектрического нагрева Для нагрева неметаллических материалов используют установки высокочастотного диэлектрического нагрева.
- 45. В пищевой промышленности такие установки используют для стерилизации, пастеризации, консервирования и дезинсекции различных пищевых продуктов.
- 46. Для обработки деталей из высокопрочных сплавов можно использовать метод электроискровой или электроэрозионной обработки.
- 47. Электроэрозионная обработка Этот метод был разработан советскими учёными Борисом Романовичем Лазаренко и его женой Натальей Иосифовной
- 48. Супруги Лазаренко показали, что при определённых условиях процесс электрической эрозии управляем и может вызывать разрушение одного
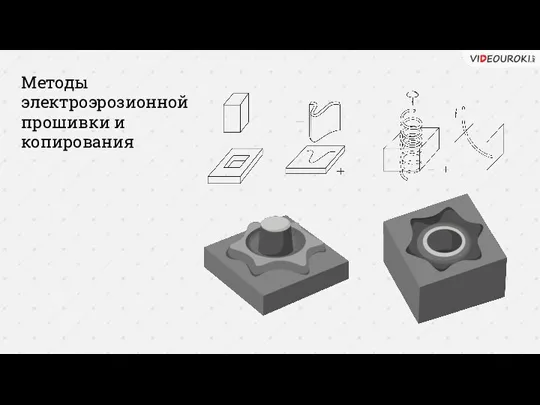
- 49. Методы электроэрозионной прошивки и копирования
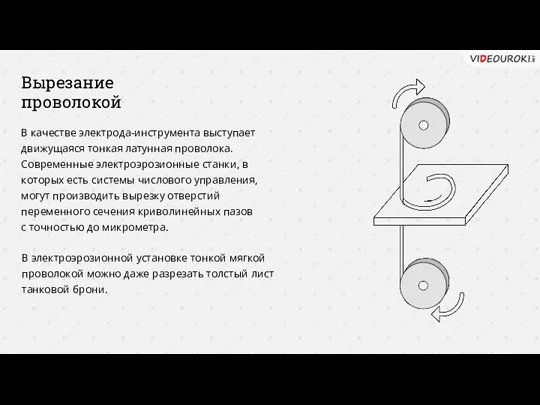
- 50. Вырезание проволокой В качестве электрода-инструмента выступает движущаяся тонкая латунная проволока. Современные электроэрозионные станки, в которых есть
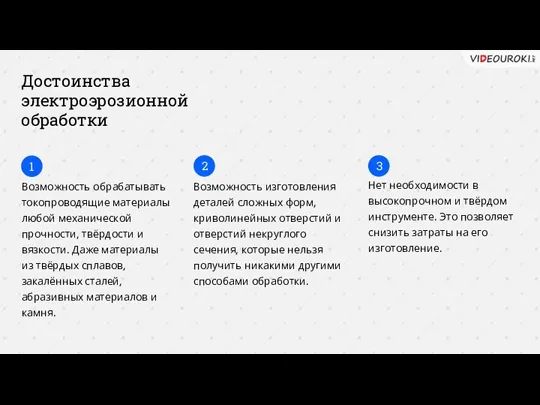
- 51. Достоинства электроэрозионной обработки Возможность обрабатывать токопроводящие материалы любой механической прочности, твёрдости и вязкости. Даже материалы из
- 52. Итоги урока
- 53. Итоги урока
- 54. Итоги урока
- 55. Итоги урока
- 56. Итоги урока
- 57. Итоги урока
- 58. Итоги урока
- 59. Итоги урока
- 60. Итоги урока
- 62. Скачать презентацию
Слайд 2Электротехнологии
Электротехнологии —
группа различных технологических процессов, которые объединены тем, что все они
Электротехнологии
Электротехнологии — группа различных технологических процессов, которые объединены тем, что все они

Слайд 4Польза от внедрения электротехнологий в производство
Увеличивается производительность труда.
1
Улучшается качество продукции.
2
Создаются новые материалы
Польза от внедрения электротехнологий в производство
Увеличивается производительность труда.
1
Улучшается качество продукции.
2
Создаются новые материалы

Слайд 6Электротехнологии
Василий
Владимирович Петров
1761–1834 гг.
В 1802 году русским учёным академиком
В. В. Петровым была
Электротехнологии
Василий
Владимирович Петров
1761–1834 гг.
В 1802 году русским учёным академиком
В. В. Петровым была
Слайд 7Электротехнологии
Хэмфри Дэви
1778–1829 гг.
Англичанин Хэмфри Дэви в 1807 году разработал электролитический способ получения
Электротехнологии
Хэмфри Дэви
1778–1829 гг.
Англичанин Хэмфри Дэви в 1807 году разработал электролитический способ получения
Слайд 8Электротехнологии
Борис Семёнович Якоби
1801–1874 гг.
Русский учёный академик Б. С. Якоби открыл в 1838
Электротехнологии
Борис Семёнович Якоби
1801–1874 гг.
Русский учёный академик Б. С. Якоби открыл в 1838

Слайд 11Гальваностегия
Гальваностегия —
нанесение металлических покрытий на предметы.
Гальваностегия
Гальваностегия —
нанесение металлических покрытий на предметы.
Слайд 12Электротехнологии
Михаил
Осипович
Доливо-Добровольский
1862–1919 гг.
После создания в 70–80-х годах XIX века экономичных генераторов
Электротехнологии
Михаил
Осипович
Доливо-Добровольский
1862–1919 гг.
После создания в 70–80-х годах XIX века экономичных генераторов

Слайд 14Электротехнологии
Василий
Петрович
Ижевский
1863–1926 гг.
Русский учёный В. П. Ижевский создал «русскую электрическую печь»
Электротехнологии
Василий
Петрович
Ижевский
1863–1926 гг.
Русский учёный В. П. Ижевский создал «русскую электрическую печь»
Слайд 15Электротехнологии
Валентин
Петрович
Вологдин
1881–1953 гг.
Разработка технологии индукционной плавки металлов принадлежит русскому учёному В.
Электротехнологии
Валентин
Петрович
Вологдин
1881–1953 гг.
Разработка технологии индукционной плавки металлов принадлежит русскому учёному В.



Слайд 19Электронно-ионная или аэрозольная технология
Основана эта технология на воздействии электрических полей на заряженные
Электронно-ионная или аэрозольная технология
Основана эта технология на воздействии электрических полей на заряженные
Слайд 20Заряженные частицы пыли оседают в фильтрах на специальных пластинах, которые периодически нужно
Заряженные частицы пыли оседают в фильтрах на специальных пластинах, которые периодически нужно
Слайд 21При покраске заряжаются капельки краски. Они притягиваются к металлическому корпусу, который находится
При покраске заряжаются капельки краски. Они притягиваются к металлическому корпусу, который находится


Слайд 23Методы магнитной очистки
С помощью этих методов очищают смазочно-охлаждающие жидкости.
Методы магнитной очистки
С помощью этих методов очищают смазочно-охлаждающие жидкости.

Слайд 24Методы магнитной обработки
Снижению количества накипи на стенках теплообменных аппаратов служат установки для
Методы магнитной обработки
Снижению количества накипи на стенках теплообменных аппаратов служат установки для
Слайд 25Методы магнитной обработки воды
Методы магнитной обработки воды

Слайд 26Метод магнитоимпульсной обработки
Метод магнитоимпульсной обработки короткими импульсами сильного магнитного поля — это
Метод магнитоимпульсной обработки
Метод магнитоимпульсной обработки короткими импульсами сильного магнитного поля — это

Слайд 27Метод прямого нагрева проводящих материалов электрическим током
Выплавка металлов в стекловарении.
1
Размораживание продукции на
Метод прямого нагрева проводящих материалов электрическим током
Выплавка металлов в стекловарении.
1
Размораживание продукции на
Слайд 28Электроконтактный способ выпечки хлеба
При таком методе выпечки хлеб получается с гладкой необжаренной
Электроконтактный способ выпечки хлеба
При таком методе выпечки хлеб получается с гладкой необжаренной
Слайд 29Кроме того, время выпечки сокращается в несколько раз. При напряжении питания всего
Кроме того, время выпечки сокращается в несколько раз. При напряжении питания всего
Слайд 30Электрическая сварка
Электрическая сварка —
технологический процесс получения неразъёмных соединений деталей в результате
Электрическая сварка
Электрическая сварка — технологический процесс получения неразъёмных соединений деталей в результате
Слайд 31Дуговая сварка
Дуговая сварка

Слайд 32Контактная сварка
Контактная сварка

Слайд 33Дуговая сварка
Николай
Николаевич
Бенардос
1842–1905 гг.
В 1881 году использовал для сварки электрическую дугу, которая
Дуговая сварка
Николай
Николаевич
Бенардос
1842–1905 гг.
В 1881 году использовал для сварки электрическую дугу, которая
Слайд 34Дуговая сварка
Николай
Гаврилович
Славянов
1854–1897 гг.
В 1888 году использовал для сварки ту же самую
Дуговая сварка
Николай
Гаврилович
Славянов
1854–1897 гг.
В 1888 году использовал для сварки ту же самую
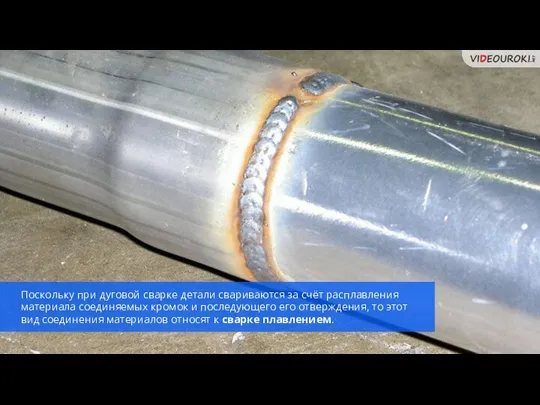
Слайд 35Поскольку при дуговой сварке детали свариваются за счёт расплавления материала соединяемых кромок
Поскольку при дуговой сварке детали свариваются за счёт расплавления материала соединяемых кромок
Слайд 36Теплоту, которая необходима для расплавления металла, выделяет электрическая дуга, которая горит между
Теплоту, которая необходима для расплавления металла, выделяет электрическая дуга, которая горит между
Слайд 37Электрическая дуга смещается вдоль соединяемых кромок вместе с движением электрода.
Сварной шов образуется
Электрическая дуга смещается вдоль соединяемых кромок вместе с движением электрода.
Сварной шов образуется

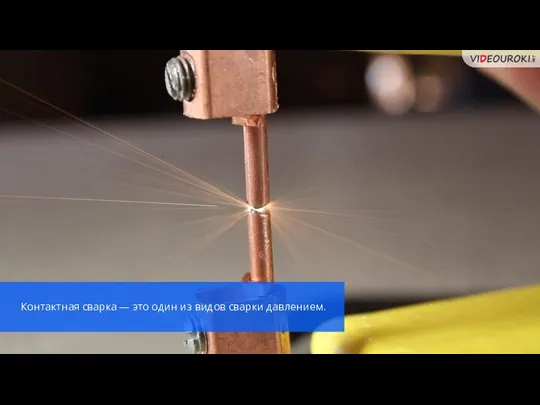
Слайд 38Контактная сварка — это один из видов сварки давлением.
Контактная сварка — это один из видов сварки давлением.
Слайд 39При контактной сварке нагрев места сварки и давление на него осуществляется электрическим
При контактной сварке нагрев места сварки и давление на него осуществляется электрическим
Слайд 401
— заготовки;
2
— электроды;
Контактная сварка
3
— сварная точка.
1
2
2
3
1
— заготовки;
2
— электроды;
Контактная сварка
3
— сварная точка.
1
2
2
3
Слайд 41Установки индукционного нагрева
В них электрическая энергия сначала преобразуется в энергию электромагнитного поля,
Установки индукционного нагрева
В них электрическая энергия сначала преобразуется в энергию электромагнитного поля,

Слайд 42При готовке на индукционных плитах нагревается металлическая посуда, а сами конфорки остаются
При готовке на индукционных плитах нагревается металлическая посуда, а сами конфорки остаются
Слайд 43Установки промышленной частоты
Для сквозного нагрева деталей при прокатке, ковке, штамповке, прессовке, пайке
Установки промышленной частоты
Для сквозного нагрева деталей при прокатке, ковке, штамповке, прессовке, пайке
Слайд 44Установки высокочастотного диэлектрического нагрева
Для нагрева неметаллических материалов используют установки высокочастотного диэлектрического нагрева.
Установки высокочастотного диэлектрического нагрева
Для нагрева неметаллических материалов используют установки высокочастотного диэлектрического нагрева.
Слайд 45В пищевой промышленности такие установки используют для стерилизации, пастеризации, консервирования и дезинсекции
В пищевой промышленности такие установки используют для стерилизации, пастеризации, консервирования и дезинсекции

Слайд 46Для обработки деталей из высокопрочных сплавов можно использовать метод электроискровой или электроэрозионной
Для обработки деталей из высокопрочных сплавов можно использовать метод электроискровой или электроэрозионной

Слайд 47Электроэрозионная обработка
Этот метод был разработан советскими учёными Борисом Романовичем Лазаренко и его
Электроэрозионная обработка
Этот метод был разработан советскими учёными Борисом Романовичем Лазаренко и его
Слайд 48Супруги Лазаренко показали, что при определённых условиях процесс электрической эрозии управляем и
Супруги Лазаренко показали, что при определённых условиях процесс электрической эрозии управляем и
Слайд 49Методы электроэрозионной прошивки и копирования
Методы электроэрозионной прошивки и копирования
Слайд 50Вырезание проволокой
В качестве электрода-инструмента выступает движущаяся тонкая латунная проволока. Современные электроэрозионные станки,
Вырезание проволокой
В качестве электрода-инструмента выступает движущаяся тонкая латунная проволока. Современные электроэрозионные станки,
Слайд 51Достоинства электроэрозионной обработки
Возможность обрабатывать токопроводящие материалы любой механической прочности, твёрдости и вязкости.
Достоинства электроэрозионной обработки
Возможность обрабатывать токопроводящие материалы любой механической прочности, твёрдости и вязкости.
Слайд 52Итоги урока
Итоги урока
Слайд 53Итоги урока
Итоги урока
Слайд 54Итоги урока
Итоги урока
Слайд 55Итоги урока
Итоги урока
Слайд 56Итоги урока
Итоги урока
Слайд 57Итоги урока
Итоги урока
Слайд 58Итоги урока
Итоги урока
Слайд 59Итоги урока
Итоги урока
Слайд 60Итоги урока
Итоги урока
 Дельфины 2 класс
Дельфины 2 класс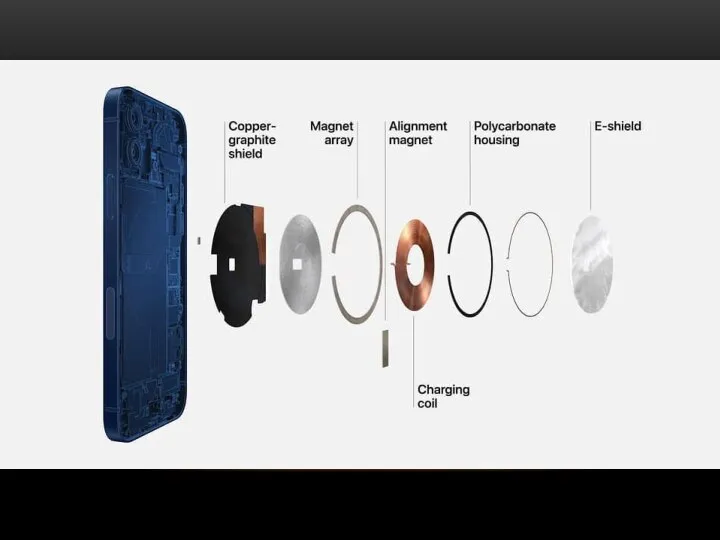 Все о новых iPhone
Все о новых iPhone Открытия, сделанные на тренинге, ошеломительные. И сейчас, спустя время после его прохождения, в голове все еще идет процесс оценив
Открытия, сделанные на тренинге, ошеломительные. И сейчас, спустя время после его прохождения, в голове все еще идет процесс оценив Цифровой разрыв: о пределах развития рынка ШД и мультимедиа. Опыт России.
Цифровой разрыв: о пределах развития рынка ШД и мультимедиа. Опыт России. РЕШЕНИЕ ЗАДАЧ
РЕШЕНИЕ ЗАДАЧ Презентация на тему В стане звуков и цвета
Презентация на тему В стане звуков и цвета Карточки понятий
Карточки понятий Психология Лекция №4
Психология Лекция №4 Презентация без названия
Презентация без названия Профессиональная этика инженера
Профессиональная этика инженера Подвиги Геракла 5 класс
Подвиги Геракла 5 класс Past simple and past continuous
Past simple and past continuous Достопримечательности Крыма
Достопримечательности Крыма Моделирование прямой юбки
Моделирование прямой юбки CANADA
CANADA Между булочек. Вкусно, а самое главное качественно!
Между булочек. Вкусно, а самое главное качественно! Esquemas de colores para el desarrollo del pensamiento
Esquemas de colores para el desarrollo del pensamiento Натуральный природный камень
Натуральный природный камень Понятие, предмет, источники и система российского гражданского права
Понятие, предмет, источники и система российского гражданского права Здоровьесберегающие технологии в логопедической практике
Здоровьесберегающие технологии в логопедической практике Freitag, den vierten
Freitag, den vierten  Mobbing Стресс на работе. Психологический климат в коллективе
Mobbing Стресс на работе. Психологический климат в коллективе Принципы объемно-планировочных решений многоэтажных промышленных зданий
Принципы объемно-планировочных решений многоэтажных промышленных зданий Презентация Услуг EPS LT, ЗАО
Презентация Услуг EPS LT, ЗАО Моя малая родина – село Атаевка
Моя малая родина – село Атаевка общетвознан (2) (1)
общетвознан (2) (1) Квест Олимпия
Квест Олимпия Презентация на тему ДЕЙСТВИЕ ТАБАКА НА ОРГАНИЗМ ЧЕЛОВЕКА
Презентация на тему ДЕЙСТВИЕ ТАБАКА НА ОРГАНИЗМ ЧЕЛОВЕКА