- СТАТИСТИЧЕСКОЕ РЕГУЛИРОВАНИЕ ПРОЦЕССОВ

Содержание
- 2. 4.1 Анализ точности технологического процесса Статистическое регулирование качества – это текущий контроль производства и предупреждение брака
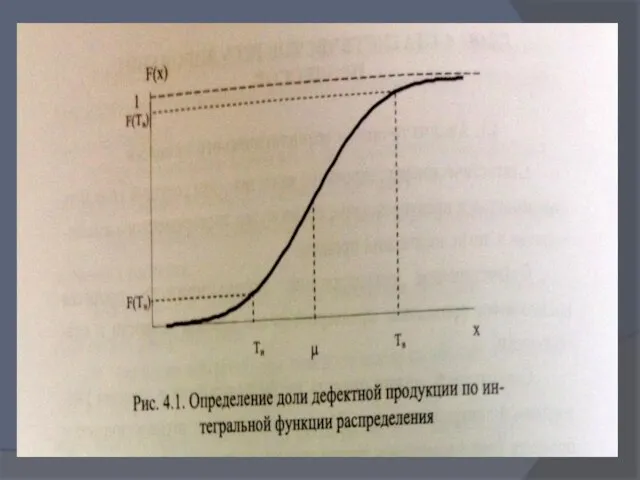
- 3. Для оценки точности технологического процесса (при нормальном биноминальном распределении показателя качества) находят вероятную долю дефектной продукции
- 5. 4.2 Применение контрольных карт для статистического управления процессом В зависимости от методов изготовления продукции и ее
- 7. Непрерывное совершенствование процесса с использованием контрольных карт представляет итерационную процедуру, включающую в себя 3 этапа: сбор
- 8. При контроле нескольких показателей используются многомерные карты, основанные на статистике Хотеллинга. При нарушении нормальности распределения показателей
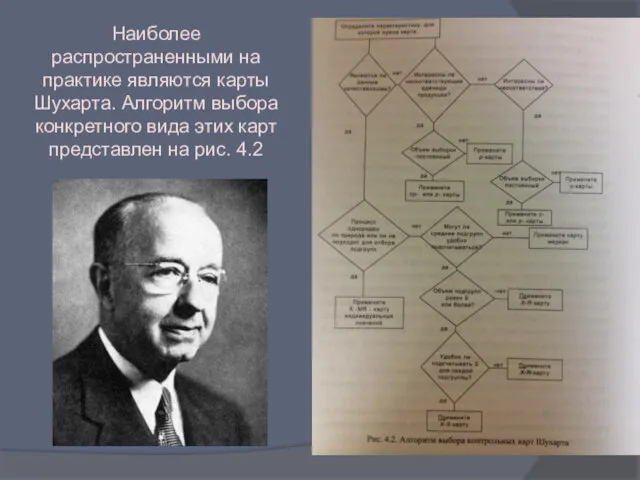
- 9. Наиболее распространенными на практике являются карты Шухарта. Алгоритм выбора конкретного вида этих карт представлен на рис.
- 10. ГОСТ Р 50779.42 - 99 (ИСО 8258 -91) рекомендует восемь критериев для интерпретации хода технологического процесса:
- 12. Скачать презентацию
Слайд 24.1 Анализ точности технологического процесса
Статистическое регулирование качества – это текущий контроль производства
4.1 Анализ точности технологического процесса
Статистическое регулирование качества – это текущий контроль производства
Слайд 3 Для оценки точности технологического процесса (при нормальном биноминальном распределении показателя качества)
Для оценки точности технологического процесса (при нормальном биноминальном распределении показателя качества)
Слайд 54.2 Применение контрольных карт для статистического управления процессом
В зависимости от методов изготовления
4.2 Применение контрольных карт для статистического управления процессом
В зависимости от методов изготовления
Слайд 7 Непрерывное совершенствование процесса с использованием контрольных карт представляет итерационную процедуру, включающую в
Непрерывное совершенствование процесса с использованием контрольных карт представляет итерационную процедуру, включающую в
Слайд 8При контроле нескольких показателей используются многомерные карты, основанные на статистике Хотеллинга.
При
При контроле нескольких показателей используются многомерные карты, основанные на статистике Хотеллинга.
При
Слайд 9Наиболее распространенными на практике являются карты Шухарта. Алгоритм выбора конкретного вида этих
Наиболее распространенными на практике являются карты Шухарта. Алгоритм выбора конкретного вида этих
Слайд 10ГОСТ Р 50779.42 - 99 (ИСО 8258 -91) рекомендует восемь критериев для
ГОСТ Р 50779.42 - 99 (ИСО 8258 -91) рекомендует восемь критериев для
 Праздничное агентство Зеркало души
Праздничное агентство Зеркало души Презентация на тему Рене Декарт
Презентация на тему Рене Декарт Tre store norske språkforskere Torp, Vinje, Kulbrandstad
Tre store norske språkforskere Torp, Vinje, Kulbrandstad Presidents’ Day
Presidents’ Day Сумма углов треугольника. Решение задач.
Сумма углов треугольника. Решение задач. Естественнонаучный метод исследования
Естественнонаучный метод исследования Британские традиции
Британские традиции Решающий момент Анри Картье-Брессона, один из основателей фотоагентства Магнум
Решающий момент Анри Картье-Брессона, один из основателей фотоагентства Магнум Старославянизмы в современном русском языке
Старославянизмы в современном русском языке Самые успешные делаАвтор: учитель историиПоддубная Марина Валерьевна
Самые успешные делаАвтор: учитель историиПоддубная Марина Валерьевна Презентация на тему Экосистемы Земли
Презентация на тему Экосистемы Земли  Презентация на тему Грин алые паруса
Презентация на тему Грин алые паруса  Презентация по английскому Rainbow of food
Презентация по английскому Rainbow of food Методы и средства защиты от шума
Методы и средства защиты от шума Свайные фундаменты
Свайные фундаменты  МБОУ «Средняя общеобразовательная школа №169»
МБОУ «Средняя общеобразовательная школа №169» Глухие и звонкие парные согласные в корне слова
Глухие и звонкие парные согласные в корне слова Система «Такском-Спринтер» Налоговая и бухгалтерская отчетность через ИНТЕРНЕТ
Система «Такском-Спринтер» Налоговая и бухгалтерская отчетность через ИНТЕРНЕТ There is/There are
There is/There are Методическое пособие по метанию снарядов
Методическое пособие по метанию снарядов Мятежность и чувство одиночества в стихотворении М.Ю.Лермонтова « Парус»
Мятежность и чувство одиночества в стихотворении М.Ю.Лермонтова « Парус» Развитие инклюзивного образования: содержание и пути реализации
Развитие инклюзивного образования: содержание и пути реализации Проектирование бизнеса. Формы организации бизнеса и организационная структура
Проектирование бизнеса. Формы организации бизнеса и организационная структура Рабочее время и время отдыха
Рабочее время и время отдыха Кривое зеркало
Кривое зеркало Правописание гласных в падежных окончаниях существительных в единственном числе.
Правописание гласных в падежных окончаниях существительных в единственном числе. Iberital
Iberital Гранатометы
Гранатометы