- Машины для рельефной сварки

Содержание
- 2. Отличительные особенности машин для рельефной сварки Машины для рельефной сварки во многом схожи с точечными. В
- 3. Точечные машины типа МТП Электротехническая промышленность в течение многих лет выпускала машины для рельефной сварки общего
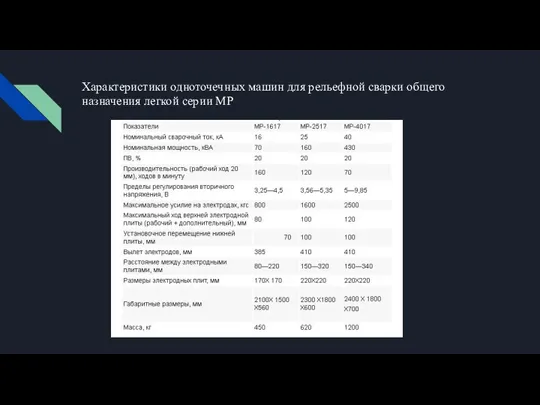
- 4. Характеристики одноточечных машин для рельефной сварки общего назначения легкой серии MP
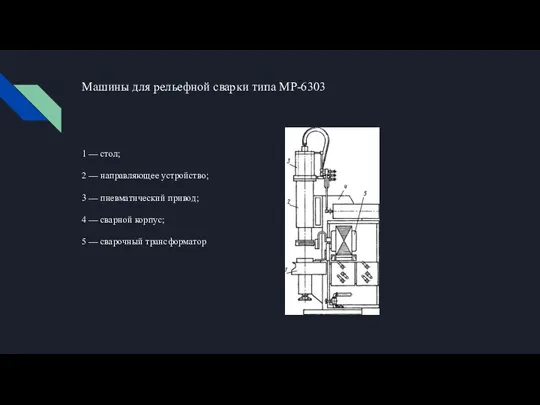
- 5. Машины для рельефной сварки типа МР-6303 1 — стол; 2 — направляющее устройство; 3 — пневматический
- 6. Эффективный способ применения рельефной сварки Одним из примеров эффективного применения рельефной сварки может быть сварка сепараторов
- 8. Скачать презентацию
Слайд 2Отличительные особенности машин для рельефной сварки
Машины для рельефной сварки во многом схожи
Отличительные особенности машин для рельефной сварки
Машины для рельефной сварки во многом схожи
Слайд 3Точечные машины типа МТП
Электротехническая промышленность в течение многих лет выпускала машины для
Точечные машины типа МТП
Электротехническая промышленность в течение многих лет выпускала машины для
Слайд 4Характеристики одноточечных машин для рельефной сварки общего назначения легкой серии MP
Характеристики одноточечных машин для рельефной сварки общего назначения легкой серии MP
Слайд 5Машины для рельефной сварки типа МР-6303
1 — стол;
2 — направляющее устройство;
Машины для рельефной сварки типа МР-6303
1 — стол;
2 — направляющее устройство;
Слайд 6Эффективный способ применения рельефной сварки
Одним из примеров эффективного применения рельефной сварки может
Эффективный способ применения рельефной сварки
Одним из примеров эффективного применения рельефной сварки может
 Характеристика детей с ЗПР. Неблагоприятные семейные факторы влияющие на ребенка с ЗПР
Характеристика детей с ЗПР. Неблагоприятные семейные факторы влияющие на ребенка с ЗПР road monitoring 2020
road monitoring 2020 Круги на полях
Круги на полях Основные различия между руководителем по теории «Х» и по теории «Y»
Основные различия между руководителем по теории «Х» и по теории «Y» Средства и методы решения анимационных задачв сети INTERNET
Средства и методы решения анимационных задачв сети INTERNET Презентация на тему ЛАТВИЯ
Презентация на тему ЛАТВИЯ Развитие общества
Развитие общества 18.02.2008 г.
18.02.2008 г. Луг и его обитатели
Луг и его обитатели Стратегия по всем каналам: индивидуальный подход к каждому партнеру
Стратегия по всем каналам: индивидуальный подход к каждому партнеру Пути реализации инклюзивного образования средствами инновационной деятельности
Пути реализации инклюзивного образования средствами инновационной деятельности Документационное обеспечение управления и фукционирование организации
Документационное обеспечение управления и фукционирование организации Игрушки из полхов-майдана
Игрушки из полхов-майдана Ювенальная юстиция «за» и «против»
Ювенальная юстиция «за» и «против» С Днём матери
С Днём матери Графики линейных функций
Графики линейных функций Презентация на тему Влияние солнечной активности на процессы, происходящие на Земле
Презентация на тему Влияние солнечной активности на процессы, происходящие на Земле  ICN Holding
ICN Holding Феномен канона в искусстве Древнего Египта
Феномен канона в искусстве Древнего Египта Общество как сложная динамичная система
Общество как сложная динамичная система Социальные сети Презентацию разработала ученица 11 класса «А» Рязанова Анастасия.
Социальные сети Презентацию разработала ученица 11 класса «А» Рязанова Анастасия. New Jersey Employment Law Attorneys
New Jersey Employment Law Attorneys Willst du glücklich sein im Leben, trage bei zu andrer Glück, denn die Freude, die wir geben, kehrt ins eigene Herz zurück. Willst du glücklich sein im. - презентация
Willst du glücklich sein im Leben, trage bei zu andrer Glück, denn die Freude, die wir geben, kehrt ins eigene Herz zurück. Willst du glücklich sein im. - презентация Образ матери в искусстве
Образ матери в искусстве Гиподинамия
Гиподинамия  Здоровье, как его сберечь
Здоровье, как его сберечь Презентация на тему Возникновение искусства и религиозных верований
Презентация на тему Возникновение искусства и религиозных верований  Городской центр социальных и спортивных программ г. Севастополя Детско-юношеский клуб Салют
Городской центр социальных и спортивных программ г. Севастополя Детско-юношеский клуб Салют