- Сушка и предварительный прогрев. Смешение для пластмасс

Содержание
- 2. Сушка: Поддержание определенной остаточной влажности материала является условием для получения высококачественной продукции. Следовательно, первым шагом к
- 3. Сушка: Чтобы осушить гранулят, точка росы сушильного воздуха должна находиться на очень низком значении, что в
- 4. Сушка: Температура и длительность сушки должны выдерживаться относительно точно При слишком коротком времени сушки содержание остаточной
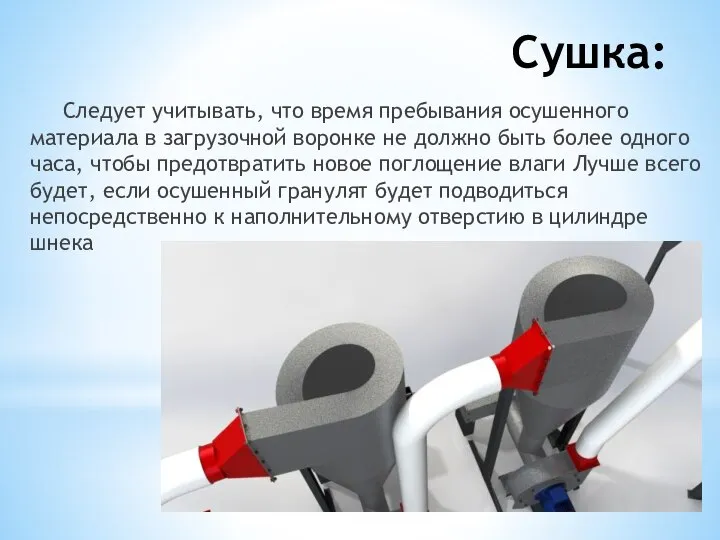
- 5. Сушка: Следует учитывать, что время пребывания осушенного материала в загрузочной воронке не должно быть более одного
- 6. Предварительный прогрев: Предварительный подогрев является одним из важнейших этапов общего процесса прессования пластических масс. Различают два
- 7. Предварительный прогрев: Предварительный глубокий подогрев дает возможность равномерно прогреть таблетки по всей их толщине до температуры,
- 8. Предварительный прогрев: Применением предварительного подогрева достигается: 1) сокращение времени выдержки изделия в прессформе на 50-80%; 2)
- 9. Смешение: Смешение представляет собой процесс механического распределения различных веществ за счет взаимного перемещения частиц, осуществляемого до
- 11. Смешение: Для приготовления жидких или пастообразных масс, например, паст ПВХ, используются аппараты с мешалкой. Для смешения
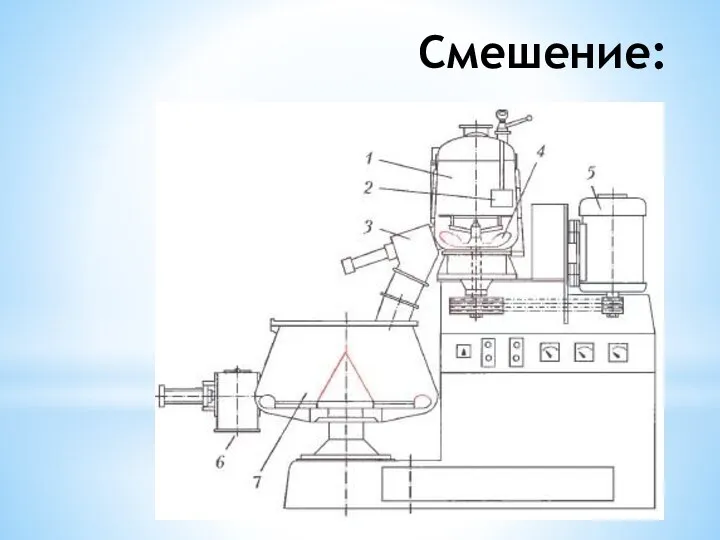
- 12. Смешение: Для получения порошкообразных композиций в полимерной промышленности чрезвычайно большое значение имеют смесители с механическим псевдосжижением,
- 13. Смешение:
- 15. Скачать презентацию
Слайд 2Сушка:
Поддержание определенной остаточной влажности материала является условием для получения высококачественной продукции. Следовательно,
Сушка:
Поддержание определенной остаточной влажности материала является условием для получения высококачественной продукции. Следовательно,

Слайд 3Сушка:
Чтобы осушить гранулят, точка росы сушильного воздуха должна находиться на очень низком
Сушка:
Чтобы осушить гранулят, точка росы сушильного воздуха должна находиться на очень низком
Слайд 4Сушка:
Температура и длительность сушки должны выдерживаться относительно точно При слишком коротком времени
Сушка:
Температура и длительность сушки должны выдерживаться относительно точно При слишком коротком времени

Слайд 5Сушка:
Следует учитывать, что время пребывания осушенного материала в загрузочной воронке не должно
Сушка:
Следует учитывать, что время пребывания осушенного материала в загрузочной воронке не должно
Слайд 6Предварительный прогрев:
Предварительный подогрев является одним из важнейших этапов общего процесса прессования пластических
Предварительный прогрев:
Предварительный подогрев является одним из важнейших этапов общего процесса прессования пластических

Слайд 7Предварительный прогрев:
Предварительный глубокий подогрев дает возможность равномерно прогреть таблетки по всей их
Предварительный прогрев:
Предварительный глубокий подогрев дает возможность равномерно прогреть таблетки по всей их
Слайд 8Предварительный прогрев:
Применением предварительного подогрева достигается:
1) сокращение времени выдержки изделия в прессформе на
Предварительный прогрев:
Применением предварительного подогрева достигается:
1) сокращение времени выдержки изделия в прессформе на
Слайд 9Смешение:
Смешение представляет собой процесс механического распределения различных веществ за счет взаимного перемещения
Смешение:
Смешение представляет собой процесс механического распределения различных веществ за счет взаимного перемещения
Слайд 11Смешение:
Для приготовления жидких или пастообразных масс, например, паст ПВХ, используются аппараты с
Смешение:
Для приготовления жидких или пастообразных масс, например, паст ПВХ, используются аппараты с
Слайд 12Смешение:
Для получения порошкообразных композиций в полимерной промышленности чрезвычайно большое значение имеют смесители
Смешение:
Для получения порошкообразных композиций в полимерной промышленности чрезвычайно большое значение имеют смесители
Слайд 13Смешение:
Смешение:
 Презентация на тему Путешествие по пушкинским местам
Презентация на тему Путешествие по пушкинским местам  Олимпийские игры в древней Греции.
Олимпийские игры в древней Греции. Организация методической работы
Организация методической работы Сказуемое. Простое глагольное сказуемое
Сказуемое. Простое глагольное сказуемое Занятие физической культурой
Занятие физической культурой Керамика
Керамика Настольный теннис. Правила игры
Настольный теннис. Правила игры Функции пейзажа
Функции пейзажа Основы государства и права
Основы государства и права «Энергосберегающие технологии – новый свет»
«Энергосберегающие технологии – новый свет» Паськӧм . Одежда
Паськӧм . Одежда lides topic
lides topic Реакции замещения.Электрохимический ряд напряжений.
Реакции замещения.Электрохимический ряд напряжений. КОНЦЕПЦІЯ ІННОВАЦІЙНИХ ПЕРЕТВОРЕНЬ СИСТЕМИ ОХОРОНИ ЗДОРОВЯ В УКРАЇНІ Карамишев Д.В. - презентация
КОНЦЕПЦІЯ ІННОВАЦІЙНИХ ПЕРЕТВОРЕНЬ СИСТЕМИ ОХОРОНИ ЗДОРОВЯ В УКРАЇНІ Карамишев Д.В. - презентация ПРИМЕНЕНИЕ АЭРОЗОЛЬНОГО БРОНХОДИЛЯТАТОРА У ДЕТЕЙ СО СВИСТЯЩИМ (АСТМОИДНЫМ) ДЫХАНИЕМ В ВОЗРАСТЕ ДО 5 ЛЕТ
ПРИМЕНЕНИЕ АЭРОЗОЛЬНОГО БРОНХОДИЛЯТАТОРА У ДЕТЕЙ СО СВИСТЯЩИМ (АСТМОИДНЫМ) ДЫХАНИЕМ В ВОЗРАСТЕ ДО 5 ЛЕТ Презентация компании
Презентация компании Джорджо Вазари
Джорджо Вазари ООО « Акцент » производитель лакокрасочных материалов http://akcent-sev.com/ Разработка Студии Интернет Маркетинга SevWEB (Украина, Севастопол
ООО « Акцент » производитель лакокрасочных материалов http://akcent-sev.com/ Разработка Студии Интернет Маркетинга SevWEB (Украина, Севастопол Ораторское искусство
Ораторское искусство Начало продаж 1 августа 2009г
Начало продаж 1 августа 2009г Технологическая оснастка для токарных и круглошлифовальных станков
Технологическая оснастка для токарных и круглошлифовальных станков Презентация на тему Кострома
Презентация на тему Кострома  17 век. Фландрия
17 век. Фландрия Департамент образования Северо – Восточного округа г.МосквыГосударственное образовательное учреждениедетский сад комбиниро
Департамент образования Северо – Восточного округа г.МосквыГосударственное образовательное учреждениедетский сад комбиниро Психологические подходы к рекламной деятельности
Психологические подходы к рекламной деятельности Проверка домашнего задания
Проверка домашнего задания Презентация на тему Эрих Мария Ремарк
Презентация на тему Эрих Мария Ремарк Кремний и его соединения
Кремний и его соединения