Технология однопроходной автоматической дуговой сварки под флюсом в узкую разделку днища корпуса гидроемкости САОЗ
- Технология однопроходной автоматической дуговой сварки под флюсом в узкую разделку днища корпуса гидроемкости САОЗ

Содержание
- 2. Актуальность работы Нарушение сплошности сварных соединений из стали 10ГН2МФА, выполненных ЭШС после термической обработки (отпуска) явилось
- 3. Объект и предмет исследования Предмет: Сварное соединение с определением условий и способов регулируемого термодеформационного воздействия процесса
- 4. Цель работы: Цель исследования :Повышение стойкости металла сварных соединений из стали 10ГН2МФА против межзеренного разрушения при
- 5. Задачи на данный семестр: Изучить современное состояние теории и практики повышения технологической прочности низколегированных сталей и
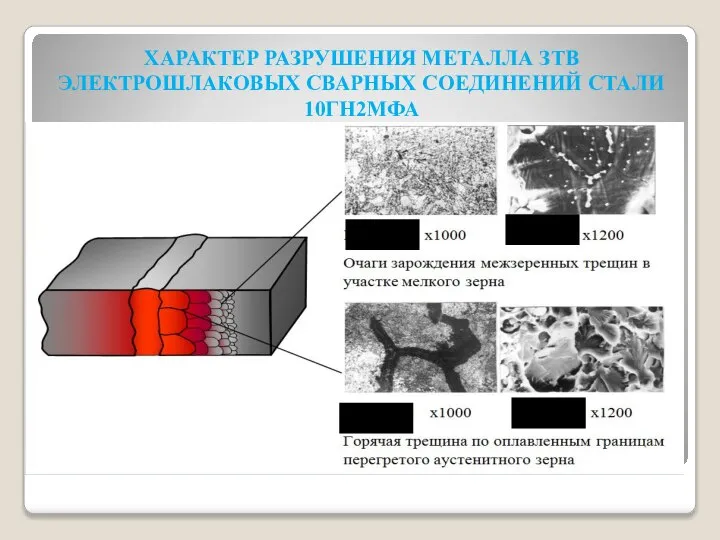
- 6. ХАРАКТЕР РАЗРУШЕНИЯ МЕТАЛЛА ЗТВ ЭЛЕКТРОШЛАКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СТАЛИ 10ГН2МФА
- 7. .
- 8. 1-Схема ЭШС с сопутствующей электро- разрядной обработкой[13]: 1- электрод; 2- токоподвод; 3- шлаковая ванна; 4- металлическая
- 9. Схема ЭШС с электромагнитами, смонтированными на формирующих устройствах при согласном (а) и встречном (б) подключении обмоток
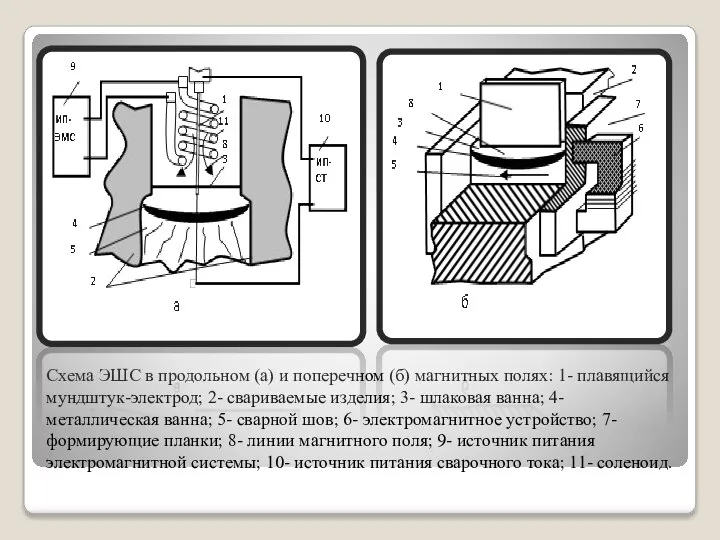
- 10. Схема ЭШС в продольном (а) и поперечном (б) магнитных полях: 1- плавящийся мундштук-электрод; 2- свариваемые изделия;
- 11. ТЕХНОЛОГИИ ОДНОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ТОНКИМ СЛОЕМ ФЛЮСА (АСТ) Принципиальная схема способа АСТ: 1-свариваемые детали; 2-металл
- 12. Заключение 1.
- 14. Скачать презентацию
Слайд 2Актуальность работы
Нарушение сплошности сварных соединений из стали 10ГН2МФА, выполненных ЭШС после термической
Актуальность работы
Нарушение сплошности сварных соединений из стали 10ГН2МФА, выполненных ЭШС после термической

Слайд 3Объект и предмет исследования
Предмет: Сварное соединение с определением условий и способов регулируемого
Объект и предмет исследования
Предмет: Сварное соединение с определением условий и способов регулируемого
Слайд 4 Цель работы:
Цель исследования :Повышение стойкости металла сварных соединений из стали 10ГН2МФА
Цель работы:
Цель исследования :Повышение стойкости металла сварных соединений из стали 10ГН2МФА
Слайд 5Задачи на данный семестр:
Изучить современное состояние теории и практики повышения технологической прочности
Задачи на данный семестр:
Изучить современное состояние теории и практики повышения технологической прочности
Слайд 6ХАРАКТЕР РАЗРУШЕНИЯ МЕТАЛЛА ЗТВ ЭЛЕКТРОШЛАКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СТАЛИ 10ГН2МФА
ХАРАКТЕР РАЗРУШЕНИЯ МЕТАЛЛА ЗТВ ЭЛЕКТРОШЛАКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СТАЛИ 10ГН2МФА
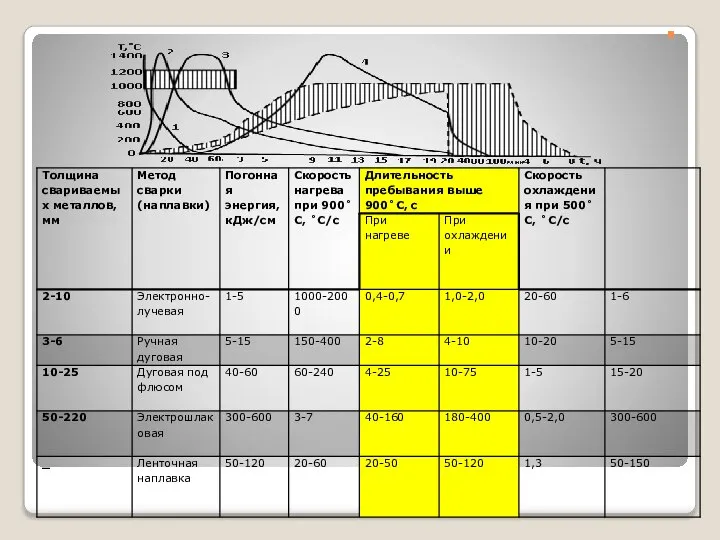
Слайд 81-Схема ЭШС с сопутствующей электро- разрядной обработкой[13]: 1- электрод; 2- токоподвод; 3-
1-Схема ЭШС с сопутствующей электро- разрядной обработкой[13]: 1- электрод; 2- токоподвод; 3-
![1-Схема ЭШС с сопутствующей электро- разрядной обработкой[13]: 1- электрод; 2- токоподвод; 3-](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/977532/slide-7.jpg)
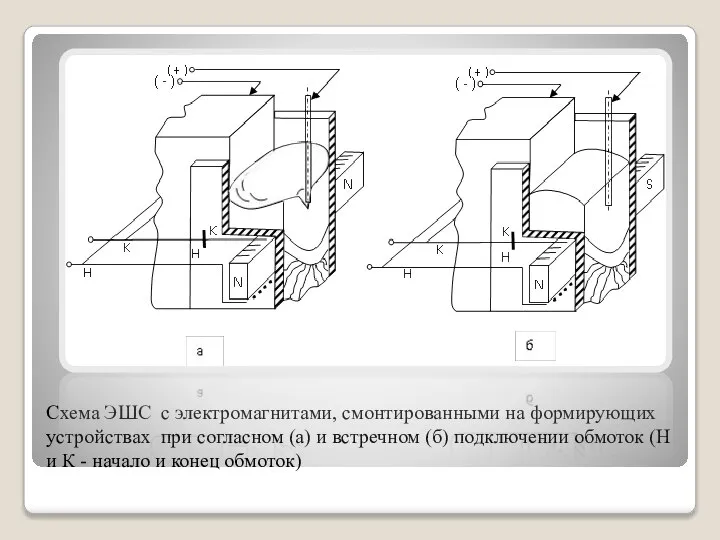
Слайд 9Схема ЭШС с электромагнитами, смонтированными на формирующих устройствах при согласном (а) и
Схема ЭШС с электромагнитами, смонтированными на формирующих устройствах при согласном (а) и
Слайд 10Схема ЭШС в продольном (а) и поперечном (б) магнитных полях: 1- плавящийся
Схема ЭШС в продольном (а) и поперечном (б) магнитных полях: 1- плавящийся
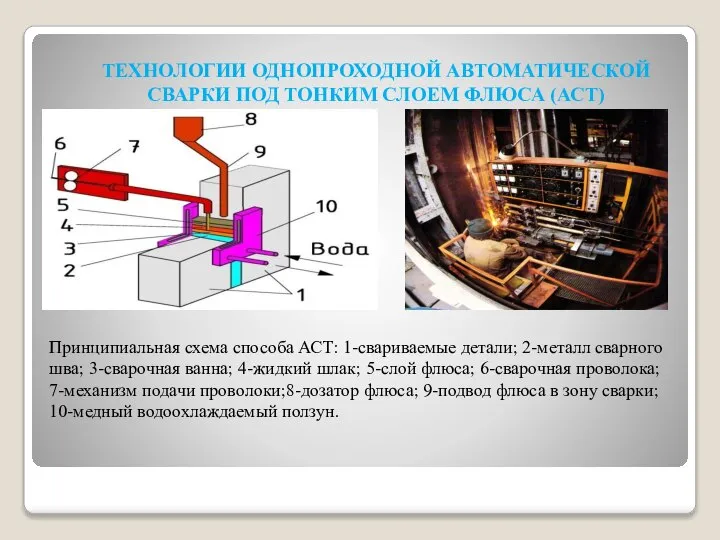
Слайд 11ТЕХНОЛОГИИ ОДНОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ТОНКИМ СЛОЕМ ФЛЮСА (АСТ)
Принципиальная схема способа АСТ:
ТЕХНОЛОГИИ ОДНОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ТОНКИМ СЛОЕМ ФЛЮСА (АСТ)
Принципиальная схема способа АСТ:
Слайд 12Заключение
1.
Заключение
1.

 Презентация на тему лошадь
Презентация на тему лошадь Технология изготовления и термической обработки обсадных труб из стали
Технология изготовления и термической обработки обсадных труб из стали Уикенд. Нургисаева Айжана
Уикенд. Нургисаева Айжана Масленица
Масленица Предложение по благоустройству территории
Предложение по благоустройству территории Моя правовая грамотность
Моя правовая грамотность Факторы профессионального стресса
Факторы профессионального стресса Богатство недр (4 класс)
Богатство недр (4 класс) «Опыт внедрения превентивного обучения в образовательном учреждении»
«Опыт внедрения превентивного обучения в образовательном учреждении» Живое кино 2019
Живое кино 2019 Общие положения о предпринимательском праве. Лекция №2
Общие положения о предпринимательском праве. Лекция №2 РЕЗЮМЕ СЕВАРА
РЕЗЮМЕ СЕВАРА История возникновения бумаги
История возникновения бумаги ОБУСТРОЙСТВО СЕЛЬСКИХ ТЕРРИТОРИЙ – ПЕРСПЕКТИВНОЕ НАПРАВЛЕНИЕ РАЗВИТИЯ СТРАНЫ
ОБУСТРОЙСТВО СЕЛЬСКИХ ТЕРРИТОРИЙ – ПЕРСПЕКТИВНОЕ НАПРАВЛЕНИЕ РАЗВИТИЯ СТРАНЫ Кобрендинг в fashion-индустрии
Кобрендинг в fashion-индустрии МНЕМОТЕХНИКА (или мнемоника) – от греческого mnemonikon - искусство запоминания, означает совокупность приемов и способов, облегчающи
МНЕМОТЕХНИКА (или мнемоника) – от греческого mnemonikon - искусство запоминания, означает совокупность приемов и способов, облегчающи Демонология романа "Мастер и Маргарита"
Демонология романа "Мастер и Маргарита" Виртуальная экскурсия Элементы марийского женского национального костюма
Виртуальная экскурсия Элементы марийского женского национального костюма ДЕЯТЕЛЬНОСТЬ СОВЕТА ПО АККРЕДИТАЦИИ В 2010 ГОДУ И ЗАДАЧИ НА 2011ГОД.
ДЕЯТЕЛЬНОСТЬ СОВЕТА ПО АККРЕДИТАЦИИ В 2010 ГОДУ И ЗАДАЧИ НА 2011ГОД. Допы коротко
Допы коротко Беспилотная доставка
Беспилотная доставка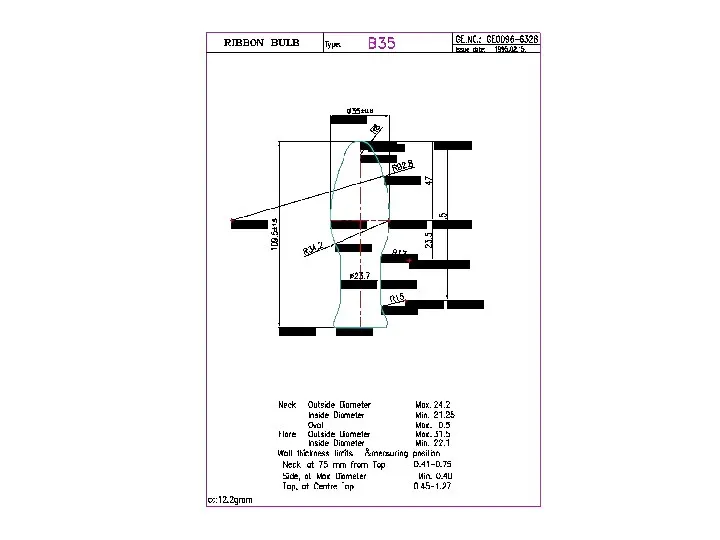 Ribbon bulb. Чертёж
Ribbon bulb. Чертёж Путевые проверки. Лекция №7
Путевые проверки. Лекция №7 Македония
Македония «НАШИ ПАЛЬЧИКИ ИГРАЮТ» ПОДГОТОВИЛИ: ЛАЗАРЕВА М.М. РЖАКОВА Т.А.
«НАШИ ПАЛЬЧИКИ ИГРАЮТ» ПОДГОТОВИЛИ: ЛАЗАРЕВА М.М. РЖАКОВА Т.А. Загляните в школьный альбом
Загляните в школьный альбом Институт выборов в современной России: проблемы и перспективы
Институт выборов в современной России: проблемы и перспективы Методичні вказівки щодо виконання, оформлення та захисту курсових робіт
Методичні вказівки щодо виконання, оформлення та захисту курсових робіт