- Технология выполнения оштукатуривания поверхности торкрет - штукатуркой

Содержание
- 2. Инструменты для оштукатуривания
- 3. Выполнение торкрет-штукатурки Торкрет-штукатурку используют в помещениях, подвергающихся сильному увлажнению (плавательные бассейны, водохранилища, сырые подвалы). Торкретирование поверхностей
- 4. Подготовка поверхности Непосредственно перед началом работ по оштукатуриванию поверхности нужно очистить от грязи, краски, масла затем
- 5. Штукатурный раствор Сухая смесь цемента и песка (при штукатурной гидроизоляции в цементно-песчаною растворную смесь вводят добавки,
- 6. Инструменты и механизмы Агрегат для торкретирования – цемент-пушка; пневматическая форсунка - компрессор; воздушные рукава; воздухоочиститель; цемент-пушка;
- 7. Затирка штукатурки Затирка поверхности - просохший грунт слегка увлажняют водой, когда слой раствора частично схватится выполняют
- 8. Контроль качества Максимальные значения отклонений по видам штукатурных покрытий: отклонения оконных и дверных откосов от вертикальности
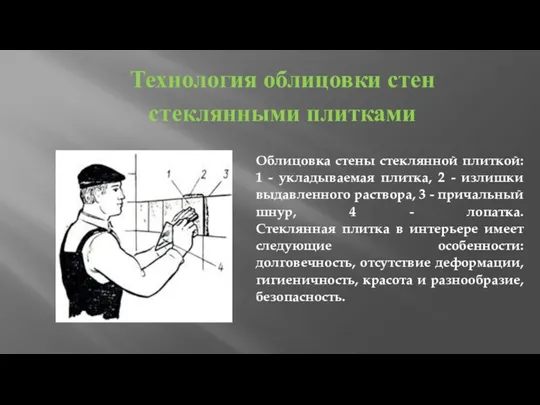
- 9. Технология облицовки стен стеклянными плитками Облицовка стены стеклянной плиткой: 1 - укладываемая плитка, 2 - излишки
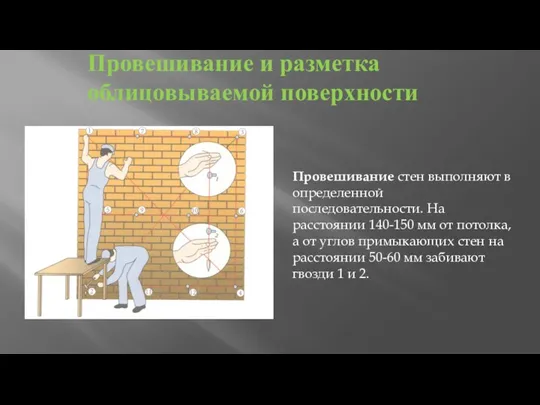
- 10. Провешивание и разметка облицовываемой поверхности Провешивание стен выполняют в определенной последовательности. На расстоянии 140-150 мм от
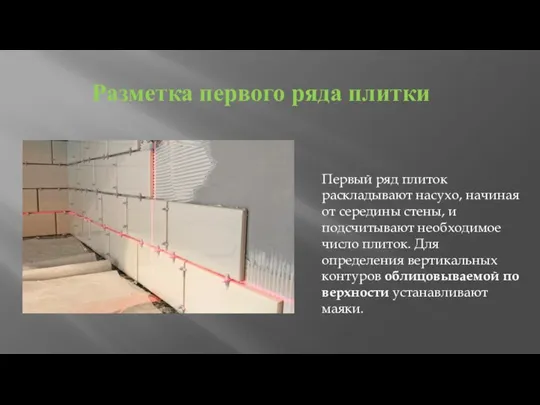
- 11. Разметка первого ряда плитки Первый ряд плиток раскладывают насухо, начиная от середины стены, и подсчитывают необходимое
- 12. Укладка стеклянной плитки Стеклянные плитки укладывают на цементных растворах, на кислотостойких растворах, затворенных на жидком стекле,
- 13. Контроль качества Проверять соответствие строительной продукции (в данном случае облицованные поверхности) следует во время непосредственного производства
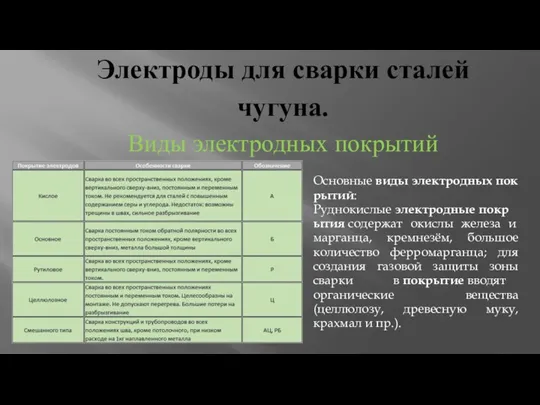
- 14. Электроды для сварки сталей чугуна. Виды электродных покрытий Основные виды электродных покрытий: Руднокислые электродные покрытия содержат
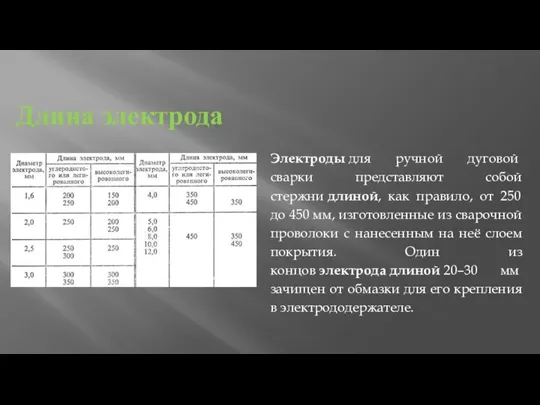
- 15. Длина электрода Электроды для ручной дуговой сварки представляют собой стержни длиной, как правило, от 250 до
- 16. Производительность сварки Производительность процесса дуговой сварки оценивают по количеству проплавленного в единицу времени основного металла и
- 17. Типы электродов Классификация стальных покрытий электродов Классификация электродов по толщине покрытия. В зависимости от толщины покрытия
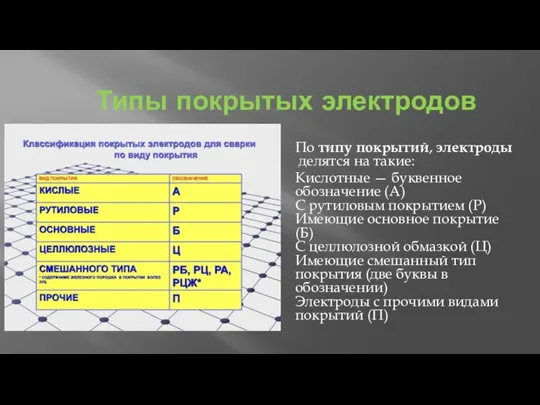
- 18. Типы покрытых электродов По типу покрытий, электроды делятся на такие: Кислотные — буквенное обозначение (А) С
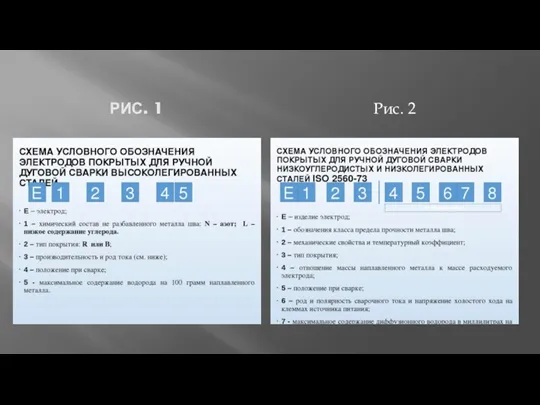
- 19. Условное обозначение покрытых электродов С покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ);
- 20. РИС. 1 Рис. 2
- 22. Скачать презентацию

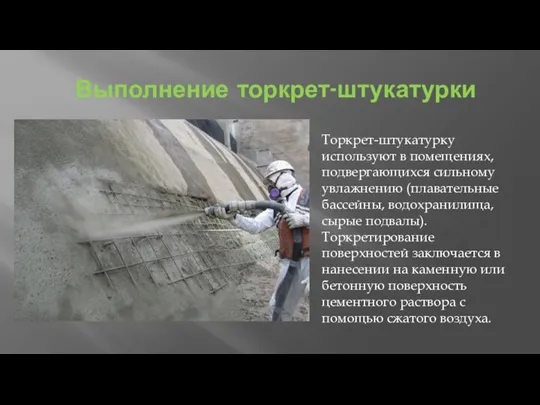
Слайд 3Выполнение торкрет-штукатурки
Торкрет-штукатурку используют в помещениях, подвергающихся сильному увлажнению (плавательные бассейны, водохранилища, сырые
Выполнение торкрет-штукатурки
Торкрет-штукатурку используют в помещениях, подвергающихся сильному увлажнению (плавательные бассейны, водохранилища, сырые
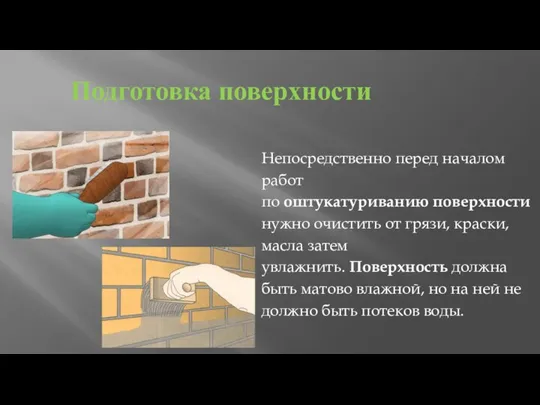
Слайд 4 Подготовка поверхности
Непосредственно перед началом работ по оштукатуриванию поверхности нужно очистить от грязи, краски, масла
Подготовка поверхности
Непосредственно перед началом работ по оштукатуриванию поверхности нужно очистить от грязи, краски, масла
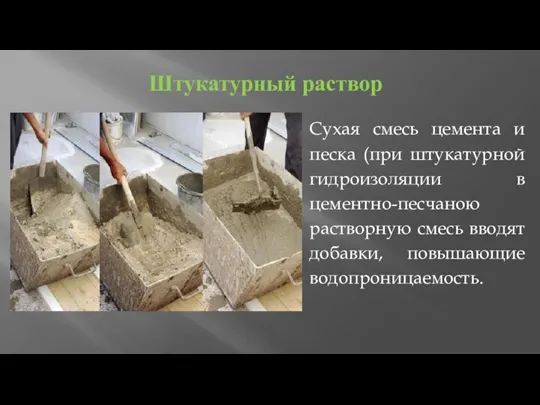
Слайд 5Штукатурный раствор
Сухая смесь цемента и песка (при штукатурной гидроизоляции в цементно-песчаною
Штукатурный раствор
Сухая смесь цемента и песка (при штукатурной гидроизоляции в цементно-песчаною
Слайд 6Инструменты и механизмы
Агрегат для торкретирования – цемент-пушка; пневматическая форсунка - компрессор;
Инструменты и механизмы
Агрегат для торкретирования – цемент-пушка; пневматическая форсунка - компрессор;

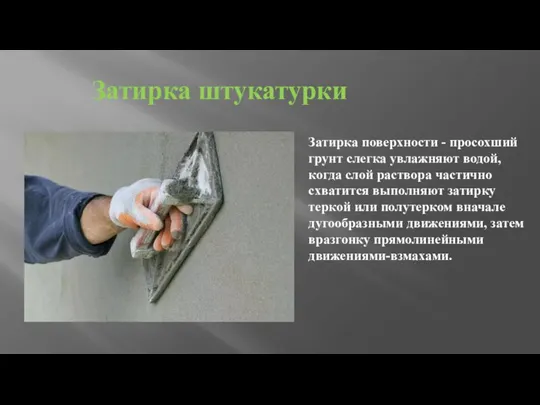
Слайд 7Затирка штукатурки
Затирка поверхности - просохший грунт слегка увлажняют водой, когда слой раствора
Затирка штукатурки
Затирка поверхности - просохший грунт слегка увлажняют водой, когда слой раствора
Слайд 8Контроль качества
Максимальные значения отклонений по видам штукатурных покрытий: отклонения оконных и дверных
Контроль качества
Максимальные значения отклонений по видам штукатурных покрытий: отклонения оконных и дверных
Слайд 9Технология облицовки стен стеклянными плитками
Облицовка стены стеклянной плиткой: 1 - укладываемая плитка,
Технология облицовки стен стеклянными плитками
Облицовка стены стеклянной плиткой: 1 - укладываемая плитка,
Слайд 10Провешивание и разметка облицовываемой поверхности
Провешивание стен выполняют в определенной последовательности. На расстоянии 140-150
Провешивание и разметка облицовываемой поверхности
Провешивание стен выполняют в определенной последовательности. На расстоянии 140-150
Слайд 11Разметка первого ряда плитки
Первый ряд плиток раскладывают насухо, начиная от середины стены,
Разметка первого ряда плитки
Первый ряд плиток раскладывают насухо, начиная от середины стены,
Слайд 12Укладка стеклянной плитки
Стеклянные плитки укладывают на цементных растворах, на кислотостойких растворах,
Укладка стеклянной плитки
Стеклянные плитки укладывают на цементных растворах, на кислотостойких растворах,
Слайд 13 Контроль качества
Проверять соответствие строительной продукции (в данном случае облицованные поверхности) следует
Контроль качества
Проверять соответствие строительной продукции (в данном случае облицованные поверхности) следует
Слайд 14Электроды для сварки сталей чугуна.
Виды электродных покрытий
Основные виды электродных покрытий: Руднокислые электродные покрытия содержат окислы железа и марганца,
Электроды для сварки сталей чугуна.
Виды электродных покрытий
Основные виды электродных покрытий: Руднокислые электродные покрытия содержат окислы железа и марганца,
Слайд 15Длина электрода
Электроды для ручной дуговой сварки представляют собой стержни длиной, как правило, от 250
Длина электрода
Электроды для ручной дуговой сварки представляют собой стержни длиной, как правило, от 250
Слайд 16Производительность сварки
Производительность процесса дуговой сварки оценивают по количеству проплавленного в единицу времени основного металла и
Производительность сварки
Производительность процесса дуговой сварки оценивают по количеству проплавленного в единицу времени основного металла и
Слайд 17Типы электродов
Классификация стальных покрытий электродов
Классификация электродов по толщине покрытия. В зависимости от толщины покрытия (отношения диаметра электрода D к
Типы электродов
Классификация стальных покрытий электродов
Классификация электродов по толщине покрытия. В зависимости от толщины покрытия (отношения диаметра электрода D к
Слайд 18Типы покрытых электродов
По типу покрытий, электроды делятся на такие:
Кислотные — буквенное обозначение (А)
С рутиловым покрытием (Р)
Имеющие
Типы покрытых электродов
По типу покрытий, электроды делятся на такие:
Кислотные — буквенное обозначение (А)
С рутиловым покрытием (Р)
Имеющие
Слайд 19Условное обозначение покрытых электродов
С покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ); с прочими
Условное обозначение покрытых электродов
С покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ); с прочими
Слайд 20РИС. 1
Рис. 2
РИС. 1
Рис. 2
 КОЛЛЕКЦИЯ АРОМАТОВ ДЛЯ ГЕЛЕЙ ДЛЯ ДУША И ПЕНЫ ДЛЯ ВАНН Изысканные,тонизирующие и опьяняющие ароматы с запахом наших любимых напитк
КОЛЛЕКЦИЯ АРОМАТОВ ДЛЯ ГЕЛЕЙ ДЛЯ ДУША И ПЕНЫ ДЛЯ ВАНН Изысканные,тонизирующие и опьяняющие ароматы с запахом наших любимых напитк Медуза Горгона: несчастная жертва или жестокое чудовище?
Медуза Горгона: несчастная жертва или жестокое чудовище? Процесс принятия и реализации управленческих решений
Процесс принятия и реализации управленческих решений Сетевые структуры в современной мировой политике
Сетевые структуры в современной мировой политике Конструктивный рисунок с натуры
Конструктивный рисунок с натуры Тематическое и поурочное планирование курса «ОРКиСЭ»
Тематическое и поурочное планирование курса «ОРКиСЭ» Доклад на тему Белл-ланкастерская система обучения
Доклад на тему Белл-ланкастерская система обучения ? Всем привет! ?меня зовут Надеждав 17:00(по Москве) начнём!В11: Стереометрия
? Всем привет! ?меня зовут Надеждав 17:00(по Москве) начнём!В11: Стереометрия Факультет Международного туризма
Факультет Международного туризма 1 Тестирование производительности веб–приложений: Как перестать беспокоиться и начать делать ЭТО Тимур Хайруллин Организатор.
1 Тестирование производительности веб–приложений: Как перестать беспокоиться и начать делать ЭТО Тимур Хайруллин Организатор. ДОПОЛНИТЕЛЬНОЕ ОБРАЗОВАНИЕ В ШКОЛЕ
ДОПОЛНИТЕЛЬНОЕ ОБРАЗОВАНИЕ В ШКОЛЕ САМОУПРАВЛЕНИЕ ОБУЧАЮЩИХСЯ
САМОУПРАВЛЕНИЕ ОБУЧАЮЩИХСЯ Встраиваемая бытовая техника
Встраиваемая бытовая техника Ёкаи в Японии
Ёкаи в Японии Антропогенное воздействие на литосферу
Антропогенное воздействие на литосферу Основные сценарии использования мобильных платформ для работы с системами электронного документооборота: проблемы и поиск пут
Основные сценарии использования мобильных платформ для работы с системами электронного документооборота: проблемы и поиск пут Презентация по теме: Химические реакции
Презентация по теме: Химические реакции Смешанные колориты
Смешанные колориты Презентация к уроку английского языка в 10 классе
Презентация к уроку английского языка в 10 классе 20161215_21.12.16.prezent_k_seminaru_geografii_0
20161215_21.12.16.prezent_k_seminaru_geografii_0 Юбилею М.В.Ломоносова посвящается …
Юбилею М.В.Ломоносова посвящается … Гиперактивный ребёнок в школе
Гиперактивный ребёнок в школе Открытый урок математики в 5 классе
Открытый урок математики в 5 классе Презентация на тему Общее знакомство с растениями Мир растений
Презентация на тему Общее знакомство с растениями Мир растений Процессуальные решения и документы, сроки и судебные издержки. Гражданский иск в уголовном процессе
Процессуальные решения и документы, сроки и судебные издержки. Гражданский иск в уголовном процессе Анализ основ рекламной деятельности бренда “BMW M5”
Анализ основ рекламной деятельности бренда “BMW M5” es-Persona индивидуальные заказы
es-Persona индивидуальные заказы +
+