- Термическая обработка сталей и чугунов

Содержание
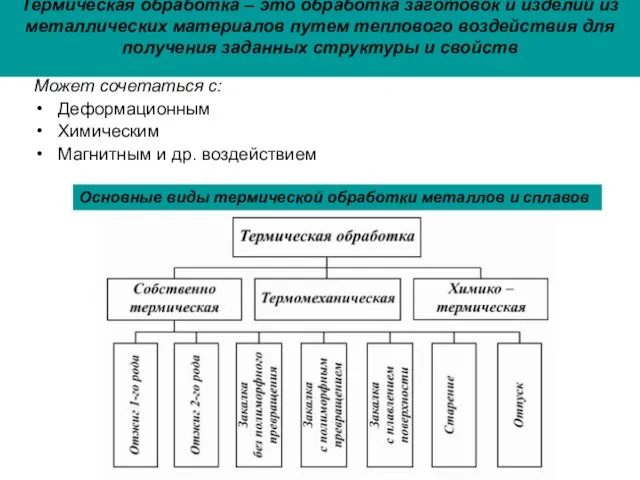
- 2. Термическая обработка – это обработка заготовок и изделий из металлических материалов путем теплового воздействия для получения
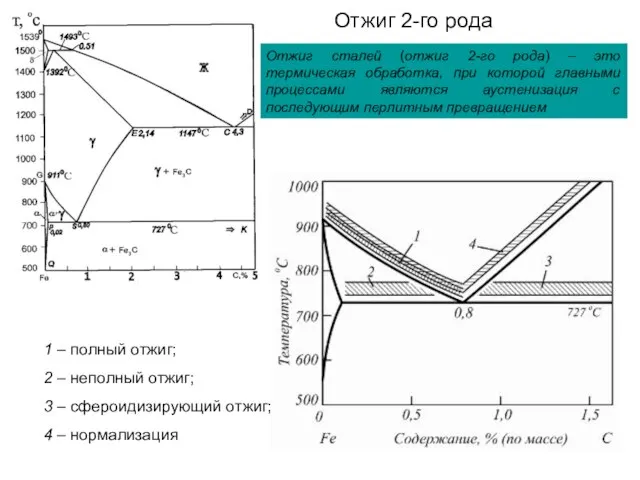
- 3. Отжиг 2-го рода Отжиг сталей (отжиг 2-го рода) – это термическая обработка, при которой главными процессами
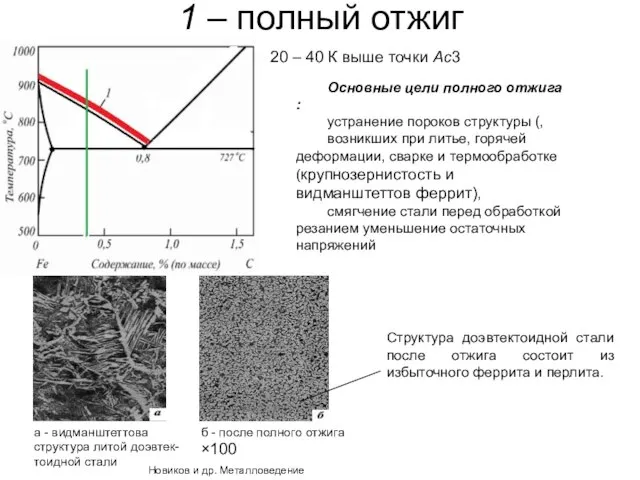
- 4. 1 – полный отжиг 20 – 40 К выше точки Aс3 Структура доэвтектоидной стали после отжига
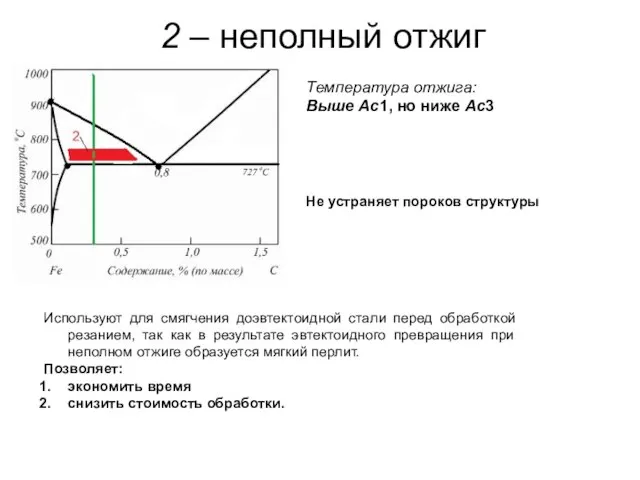
- 5. 2 – неполный отжиг Температура отжига: Выше Ac1, но ниже Ac3 Используют для смягчения доэвтектоидной стали
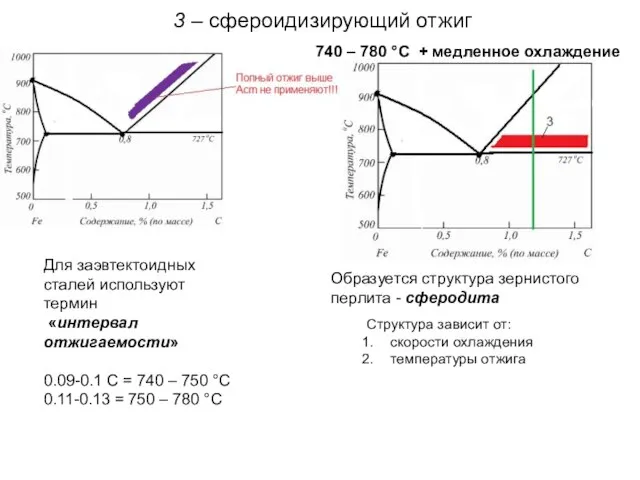
- 6. 3 – сфероидизирующий отжиг 740 – 780 °C + медленное охлаждение Образуется структура зернистого перлита -
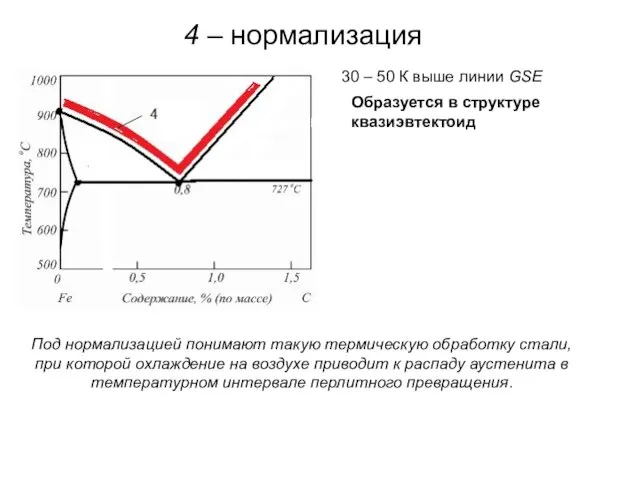
- 7. 4 – нормализация 30 – 50 К выше линии GSE Образуется в структуре квазиэвтектоид Под нормализацией
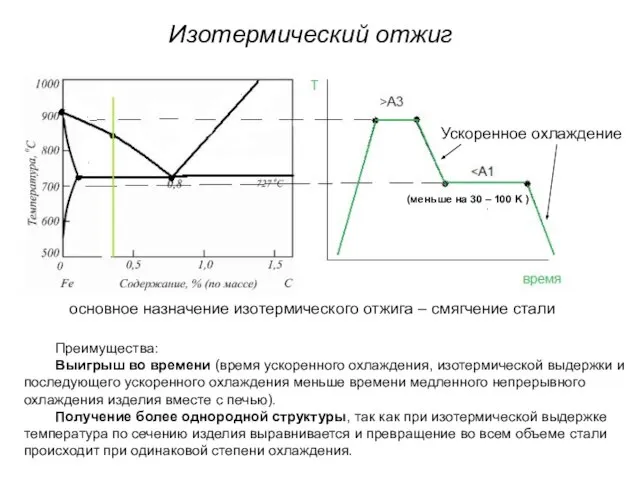
- 8. Изотермический отжиг Ускоренное охлаждение (меньше на 30 – 100 K ) основное назначение изотермического отжига –
- 9. Отжиг чугунов Fe – C – Si – (Mn, P) Графитизирующий отжиг чугуна – это термическая
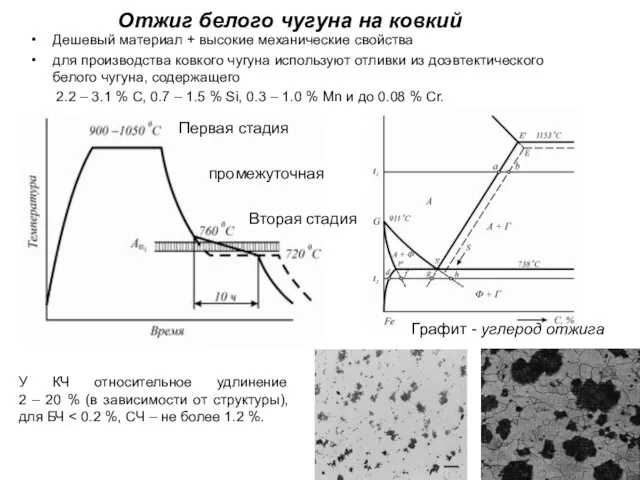
- 10. Отжиг белого чугуна на ковкий Дешевый материал + высокие механические свойства для производства ковкого чугуна используют
- 11. Нормализация чугуна – это термическая обработка, при которой главными процессами являются аустенитизация и последующее перлитное превращение.
- 12. Закалка Закалка – это термическая обработка, при которой главным процессом является формирование неравновесной структуры во время
- 13. Закалка с полиморфным превращением это термическая обработка металла или сплава, при которой главным является мартенситное превращение
- 14. Закаливаемость- способность стали к повышению твердости при закалке Упрочнение сталей при закалке на мартенсит обусловлено образованием
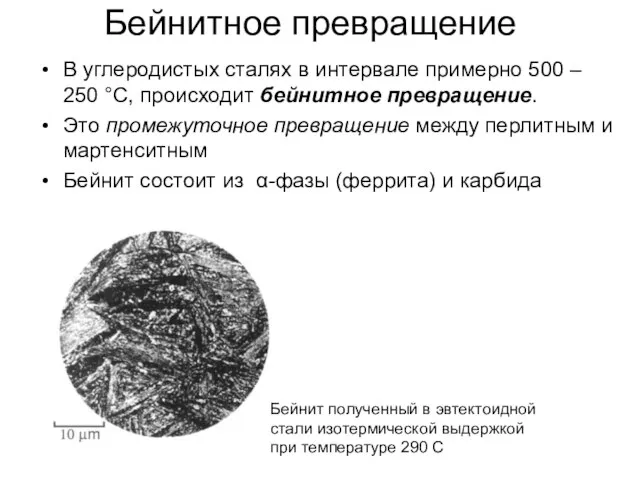
- 15. Бейнитное превращение В углеродистых сталях в интервале примерно 500 – 250 °C, происходит бейнитное превращение. Это
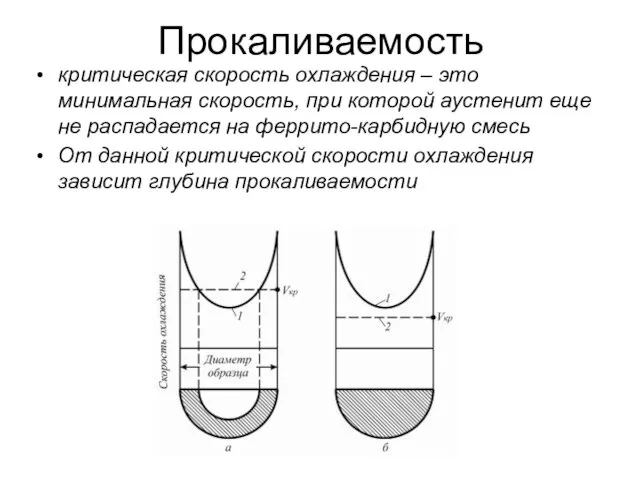
- 16. Прокаливаемость критическая скорость охлаждения – это минимальная скорость, при которой аустенит еще не распадается на феррито-карбидную
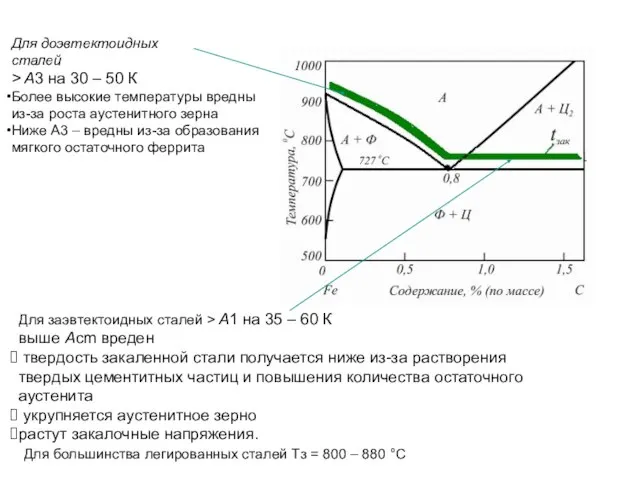
- 17. Для доэвтектоидных сталей > A3 на 30 – 50 К Более высокие температуры вредны из-за роста
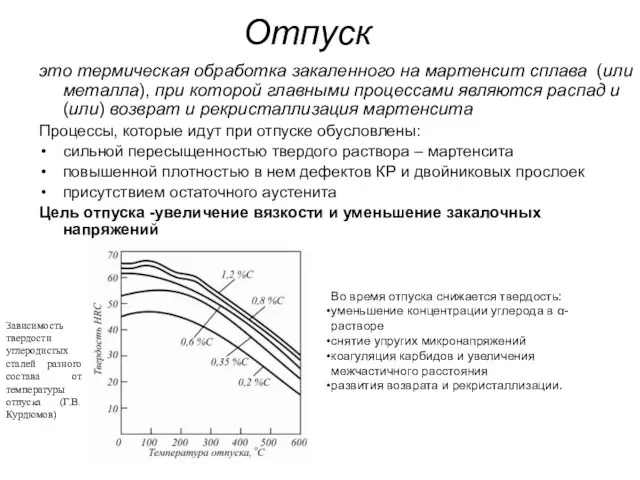
- 18. Отпуск это термическая обработка закаленного на мартенсит сплава (или металла), при которой главными процессами являются распад
- 20. Скачать презентацию
Слайд 3Отжиг 2-го рода
Отжиг сталей (отжиг 2-го рода) – это термическая обработка, при
Отжиг 2-го рода
Отжиг сталей (отжиг 2-го рода) – это термическая обработка, при
Слайд 41 – полный отжиг
20 – 40 К выше точки Aс3
Структура доэвтектоидной
1 – полный отжиг
20 – 40 К выше точки Aс3
Структура доэвтектоидной
Слайд 52 – неполный отжиг
Температура отжига:
Выше Ac1, но ниже Ac3
Используют для
2 – неполный отжиг
Температура отжига:
Выше Ac1, но ниже Ac3
Используют для
Слайд 63 – сфероидизирующий отжиг
740 – 780 °C + медленное охлаждение
Образуется структура зернистого
3 – сфероидизирующий отжиг
740 – 780 °C + медленное охлаждение
Образуется структура зернистого
Слайд 74 – нормализация
30 – 50 К выше линии GSE
Образуется в структуре
4 – нормализация
30 – 50 К выше линии GSE
Образуется в структуре
Слайд 8Изотермический отжиг
Ускоренное охлаждение
(меньше на 30 – 100 K )
основное назначение изотермического отжига
Изотермический отжиг
Ускоренное охлаждение
(меньше на 30 – 100 K )
основное назначение изотермического отжига
Слайд 9Отжиг чугунов
Fe – C – Si – (Mn, P)
Графитизирующий отжиг чугуна –
Отжиг чугунов
Fe – C – Si – (Mn, P)
Графитизирующий отжиг чугуна –
Слайд 10Отжиг белого чугуна на ковкий
Дешевый материал + высокие механические свойства
для производства
Отжиг белого чугуна на ковкий
Дешевый материал + высокие механические свойства
для производства
Слайд 11Нормализация чугуна – это термическая обработка, при которой главными процессами являются аустенитизация
Нормализация чугуна – это термическая обработка, при которой главными процессами являются аустенитизация
Слайд 12Закалка
Закалка – это термическая обработка, при которой главным процессом является формирование неравновесной
Закалка
Закалка – это термическая обработка, при которой главным процессом является формирование неравновесной
Слайд 13Закалка с полиморфным превращением
это термическая обработка металла или сплава, при которой главным
Закалка с полиморфным превращением
это термическая обработка металла или сплава, при которой главным

Слайд 14Закаливаемость- способность стали к повышению твердости при закалке
Упрочнение сталей при закалке на
Закаливаемость- способность стали к повышению твердости при закалке
Упрочнение сталей при закалке на
Слайд 15Бейнитное превращение
В углеродистых сталях в интервале примерно 500 – 250 °C, происходит
Бейнитное превращение
В углеродистых сталях в интервале примерно 500 – 250 °C, происходит
Слайд 16Прокаливаемость
критическая скорость охлаждения – это минимальная скорость, при которой аустенит еще не
Прокаливаемость
критическая скорость охлаждения – это минимальная скорость, при которой аустенит еще не
Слайд 17Для доэвтектоидных
сталей
> A3 на 30 – 50 К
Более высокие
Для доэвтектоидных
сталей
> A3 на 30 – 50 К
Более высокие
Слайд 18Отпуск
это термическая обработка закаленного на мартенсит сплава (или металла), при которой главными
Отпуск
это термическая обработка закаленного на мартенсит сплава (или металла), при которой главными
 Natur und Umwelt Ukraine
Natur und Umwelt Ukraine Теперешнее продолжительное время в английском
Теперешнее продолжительное время в английском HR-БРЕНДИНГ
HR-БРЕНДИНГ Печи и печная утварь XIX - начала XX веков
Печи и печная утварь XIX - начала XX веков Компания по продаже компьютеров Non Stop
Компания по продаже компьютеров Non Stop Olympic games (Олимпийские игры)
Olympic games (Олимпийские игры) Учебный центр Softline
Учебный центр Softline Корпоративная социальная ответственность бизнеса
Корпоративная социальная ответственность бизнеса  Управление проектамиЛекция 3.Календарное планирование и оперативное управление
Управление проектамиЛекция 3.Календарное планирование и оперативное управление Презентация проекта«Дидактическое пособиедля учеников 6 класса пофранцузскому языку.Les Curiosites de Paris.»Выполнила: Ильина АннаРук
Презентация проекта«Дидактическое пособиедля учеников 6 класса пофранцузскому языку.Les Curiosites de Paris.»Выполнила: Ильина АннаРук Презентация на тему Наука и культура в 1917-1945 гг
Презентация на тему Наука и культура в 1917-1945 гг  Финансовая грамотность населения России: проблемы и пути повышения Национальное агентство финансовых исследований 17 сентября 2009.
Финансовая грамотность населения России: проблемы и пути повышения Национальное агентство финансовых исследований 17 сентября 2009. Мне есть за что благодарить Творца
Мне есть за что благодарить Творца Молочная кринка
Молочная кринка Общая физическая подготовка в волейболе
Общая физическая подготовка в волейболе 8fac0b10a31b6bed2d5911b38d2c0d23
8fac0b10a31b6bed2d5911b38d2c0d23 Анализ взаимодействия и дорожная карта
Анализ взаимодействия и дорожная карта Технологическая эволюция рынка труда
Технологическая эволюция рынка труда История России в произведениях А. С. Пушкина
История России в произведениях А. С. Пушкина Урок презентация на тему Орфограммы в корне
Урок презентация на тему Орфограммы в корне Основы теории принятия решений. Лекция 3
Основы теории принятия решений. Лекция 3 Об особенностях внедрения ФГОС с этнокультурной составляющей Республики Бурятия
Об особенностях внедрения ФГОС с этнокультурной составляющей Республики Бурятия Простейшие элементы электронных схем
Простейшие элементы электронных схем Презентация на тему Афганская война
Презентация на тему Афганская война  Проблемное обучение в преподавании физики
Проблемное обучение в преподавании физики Презентация на тему Вечно холодные, вчено свободные
Презентация на тему Вечно холодные, вчено свободные ДЯТЕЛ ТЕТЕРЕВ ГЛУХАРЬ РЯБЧИК ГОЛУБЬ ФИЛИН СОВА.
ДЯТЕЛ ТЕТЕРЕВ ГЛУХАРЬ РЯБЧИК ГОЛУБЬ ФИЛИН СОВА. Игры народов мира
Игры народов мира