- Типовые детали и механизмы металлорежущих станков

Содержание
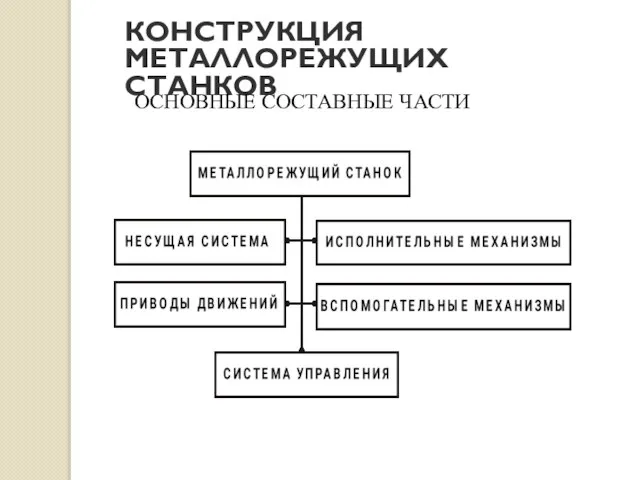
- 2. КОНСТРУКЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ
- 3. Основные узлы станка Главный привод (1) станка сообщает движение инструменту или заготовке для осуществления процесса резания
- 4. Структура металлорежущего станка
- 5. Упрощенное изображение различных станков а – радиально-сверлильный; б – токарный; в – горизонтально-расточной; г – долбежный;
- 6. ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ Используются для закрепления и перемещения инструмента и заготовки. К ним относятся: шпиндели, суппорты, столы,
- 7. ВСПОМОГАТЕЛЬНЫЕ СИСТЕМЫ 1. Системы смазки 2. Системы снабжения СОЖ (смазочно-охлаждающими жидкостями) 3. Системы удаления стружки
- 8. СИСТЕМЫ УПРАВЛЕНИЯ Устройства управления предназначены для пуска, остановки и изменения режимов работы электродвигателей станка, включение и
- 9. Основные виды базовых деталей брусья - детали, у которых один габаритный размер больше двух других; пластины
- 10. Базовые детали должны иметь: Первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка;
- 11. Основное требование, предъявляемое к корпусным деталям: возможность в процессе работы станка и в течение длительного времени
- 12. Станина служит основанием станка. Предназначена для монтажа деталей и узлов станка, относительно нее ориентируются и перемещаются
- 13. МАТЕРИАЛЫ СТАНИН Станина так же, как и другие элементы несущей системы, должна обладать стабильностью свойств и
- 15. Оребрения и устройства перегородок в базовых изделиях а – станин б – стола в и г
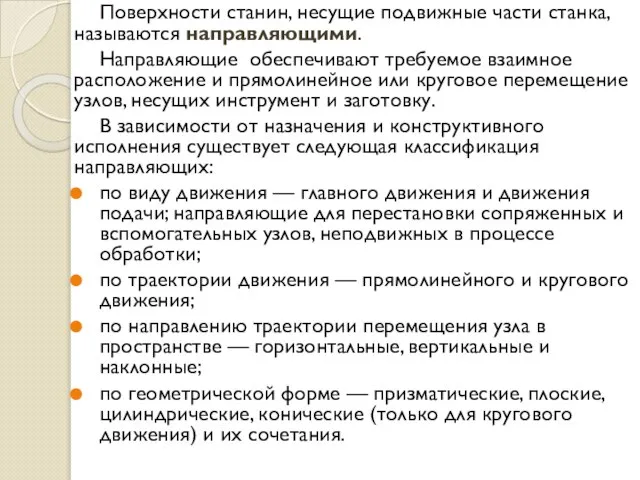
- 16. Поверхности станин, несущие подвижные части станка, называются направляющими. Направляющие обеспечивают требуемое взаимное расположение и прямолинейное или
- 17. Наибольшее распространение получили направляющие скольжения и направляющие качения (в последних используют шарики или ролики в качестве
- 18. Плиты служат для повышения устойчивости станков с вертикальными станинами; их применяют в станках с неподвижной заготовкой
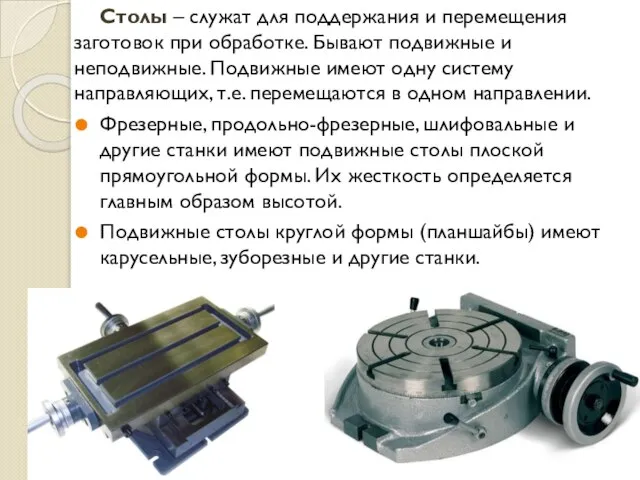
- 19. Столы – служат для поддержания и перемещения заготовок при обработке. Бывают подвижные и неподвижные. Подвижные имеют
- 20. СУППОРТ - это устройство для закрепления резца и осуществления движения подачи Суппорт состоит из: - каретки;
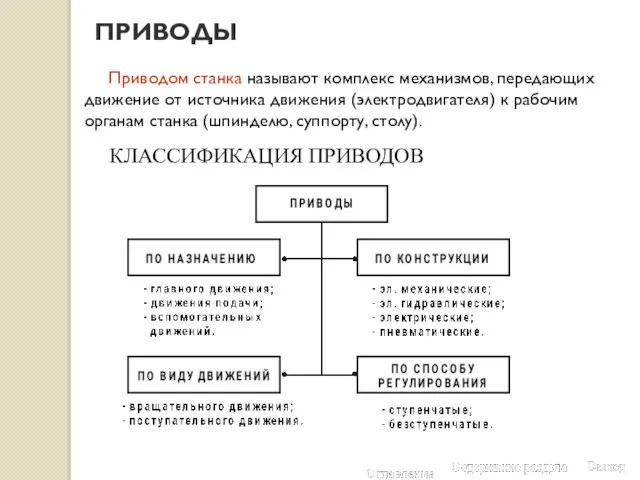
- 21. ПРИВОДЫ КЛАССИФИКАЦИЯ ПРИВОДОВ Приводом станка называют комплекс механизмов, передающих движение от источника движения (электродвигателя) к рабочим
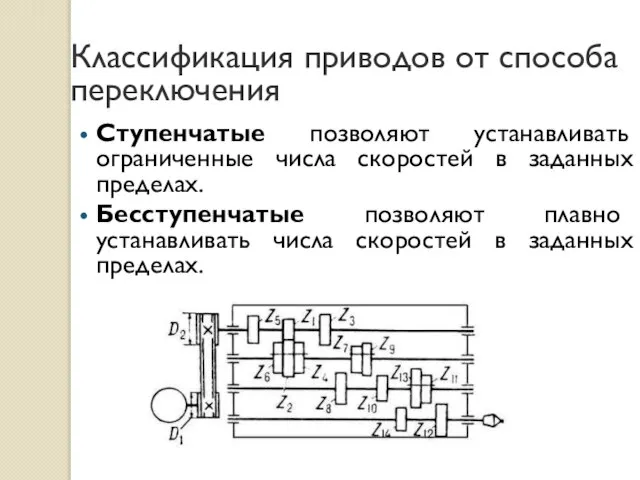
- 22. Классификация приводов от способа переключения Ступенчатые позволяют устанавливать ограниченные числа скоростей в заданных пределах. Бесступенчатые позволяют
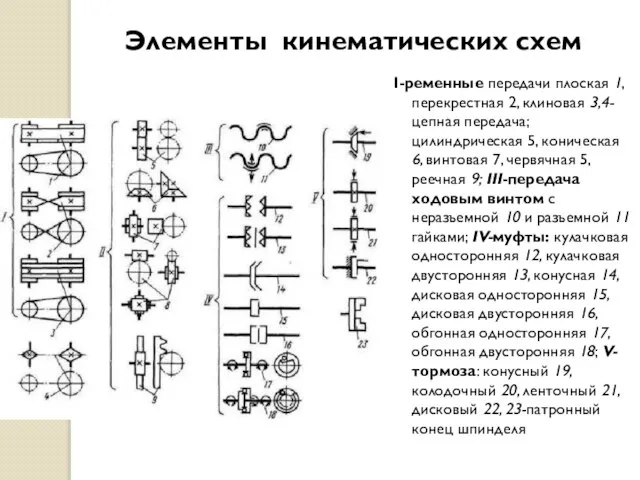
- 23. Элементы кинематических схем I-ременные передачи плоская 1, перекрестная 2, клиновая 3,4-цепная передача; цилиндрическая 5, коническая 6,
- 24. КИНЕМАТИКА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ Передачей называют механизм, передающий движение от одного элемента к другому (с вала на
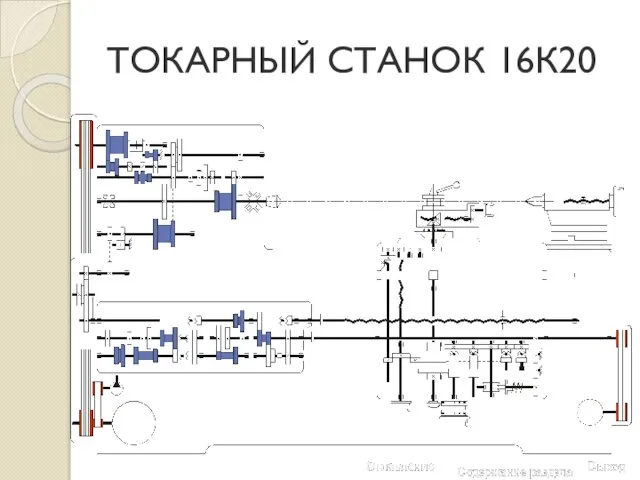
- 25. ТОКАРНЫЙ СТАНОК 16К20
- 26. Передаточное отношение ( i ) показывает во сколько раз частота вращения ведомого элемента ( n2 )
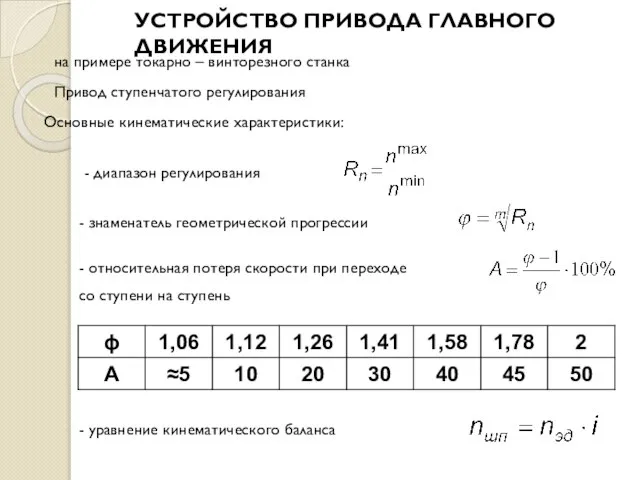
- 27. УСТРОЙСТВО ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ на примере токарно – винторезного станка Привод ступенчатого регулирования Основные кинематические характеристики:
- 28. УСТРОЙСТВО ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ электродвигатель – обычно трехфазный асинхронный 1 – 2 скоростной с короткозамкнутым контуром
- 29. УСТРОЙСТВО ПРИВОДА ПОДАЧИ Привод подачи зависит от привода главного движения. 1. шпиндель 2. зубчатая передача 3.
- 30. ВИДЫ ПЕРЕДАЧ Зубчатая передача n1 / n2 = z2 / z1
- 31. ВИДЫ ПЕРЕДАЧ i1 = Z2 / Z5 Зубчатая передача
- 32. ВИДЫ ПЕРЕДАЧ i2 = Z1 / Z4 i1 = Z2 / Z5 Зубчатая передача
- 33. ВИДЫ ПЕРЕДАЧ i3 = Z3 / Z6 i2 = Z1 / Z4 i1 = Z2 /
- 34. ВИДЫ ПЕРЕДАЧ Винтовая передача Винтовая передача состоит из винта и гайки и служит для преобразования вращательного
- 35. ВИДЫ ПЕРЕДАЧ Реечная передача Реечная передача преобразует вращательное движение реечного зубчатого колеса или червяка в поступательное
- 36. Механизмы преобразования вращательного движения в поступательное
- 38. Механизмы для получения прерывистых движений
- 39. МЕХАНИЗМЫ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ Механизм зубчатое колесо-рейка применяют в приводе главного движения и движения подачи, а также
- 40. Схема шариковой винтовой пары Плоский кулачковый механизм: а — схема работы; б — общий вид Схемы
- 41. Мальтийский (грейферный механизм) - преобразует равномерное вращение ведущего вала в скачкообразное вращение ведомого, на котором закреплён
- 42. Кинематическая схема коробки скоростей
- 44. Скачать презентацию
Слайд 3Основные узлы станка
Главный привод (1) станка сообщает движение инструменту или заготовке для
Основные узлы станка
Главный привод (1) станка сообщает движение инструменту или заготовке для

Слайд 4Структура металлорежущего станка
Структура металлорежущего станка

Слайд 5Упрощенное изображение различных станков
а – радиально-сверлильный;
б – токарный;
Упрощенное изображение различных станков
а – радиально-сверлильный;
б – токарный;

Слайд 6ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
Используются для закрепления и перемещения инструмента и заготовки. К ним
ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
Используются для закрепления и перемещения инструмента и заготовки. К ним

Слайд 7ВСПОМОГАТЕЛЬНЫЕ СИСТЕМЫ
1. Системы смазки
2. Системы снабжения СОЖ (смазочно-охлаждающими жидкостями)
3. Системы удаления
ВСПОМОГАТЕЛЬНЫЕ СИСТЕМЫ
1. Системы смазки
2. Системы снабжения СОЖ (смазочно-охлаждающими жидкостями)
3. Системы удаления
Слайд 8СИСТЕМЫ УПРАВЛЕНИЯ
Устройства управления предназначены для пуска, остановки и изменения режимов работы
СИСТЕМЫ УПРАВЛЕНИЯ
Устройства управления предназначены для пуска, остановки и изменения режимов работы
Слайд 9Основные виды базовых деталей
брусья - детали, у которых один габаритный размер
Основные виды базовых деталей
брусья - детали, у которых один габаритный размер
Слайд 10Базовые детали должны иметь:
Первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой
Базовые детали должны иметь:
Первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой
Слайд 11Основное требование, предъявляемое к корпусным деталям: возможность в процессе работы станка и
Основное требование, предъявляемое к корпусным деталям: возможность в процессе работы станка и

Слайд 12Станина служит основанием станка. Предназначена для монтажа деталей и узлов станка, относительно
Станина служит основанием станка. Предназначена для монтажа деталей и узлов станка, относительно

Слайд 13МАТЕРИАЛЫ СТАНИН
Станина так же, как и другие элементы несущей системы, должна обладать
МАТЕРИАЛЫ СТАНИН
Станина так же, как и другие элементы несущей системы, должна обладать
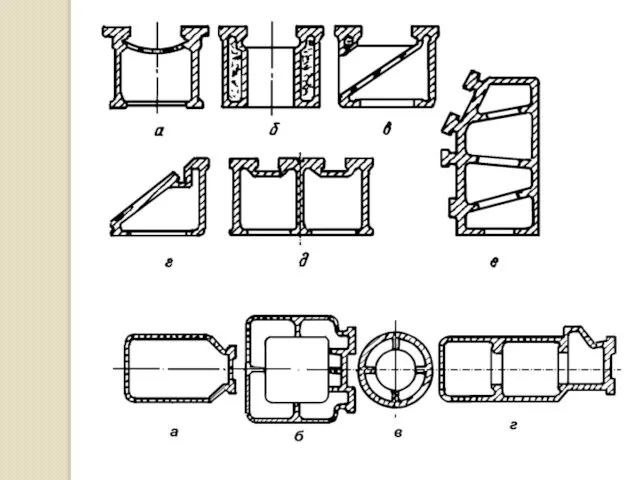
Слайд 15Оребрения и устройства перегородок в базовых изделиях
а – станин
б – стола
Оребрения и устройства перегородок в базовых изделиях
а – станин
б – стола

Слайд 16Поверхности станин, несущие подвижные части станка, называются направляющими.
Направляющие обеспечивают требуемое взаимное расположение
Поверхности станин, несущие подвижные части станка, называются направляющими.
Направляющие обеспечивают требуемое взаимное расположение
Слайд 17Наибольшее распространение получили направляющие скольжения и направляющие качения (в последних используют шарики
Наибольшее распространение получили направляющие скольжения и направляющие качения (в последних используют шарики

Слайд 18Плиты служат для повышения устойчивости станков с вертикальными станинами; их применяют в станках
Плиты служат для повышения устойчивости станков с вертикальными станинами; их применяют в станках

Слайд 19Столы – служат для поддержания и перемещения заготовок при обработке. Бывают подвижные
Столы – служат для поддержания и перемещения заготовок при обработке. Бывают подвижные
Слайд 20СУППОРТ - это устройство для закрепления резца и осуществления движения подачи
СУППОРТ - это устройство для закрепления резца и осуществления движения подачи

Слайд 21ПРИВОДЫ
КЛАССИФИКАЦИЯ ПРИВОДОВ
Приводом станка называют комплекс механизмов, передающих движение от источника движения
ПРИВОДЫ
КЛАССИФИКАЦИЯ ПРИВОДОВ
Приводом станка называют комплекс механизмов, передающих движение от источника движения
Слайд 22Классификация приводов от способа переключения
Ступенчатые позволяют устанавливать ограниченные числа скоростей в
Классификация приводов от способа переключения
Ступенчатые позволяют устанавливать ограниченные числа скоростей в
Слайд 23Элементы кинематических схем
I-ременные передачи плоская 1, перекрестная 2, клиновая 3,4-цепная передача; цилиндрическая
Элементы кинематических схем
I-ременные передачи плоская 1, перекрестная 2, клиновая 3,4-цепная передача; цилиндрическая
Слайд 24КИНЕМАТИКА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Передачей называют механизм, передающий движение от одного элемента к
КИНЕМАТИКА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Передачей называют механизм, передающий движение от одного элемента к
Слайд 25ТОКАРНЫЙ СТАНОК 16К20
ТОКАРНЫЙ СТАНОК 16К20
Слайд 26Передаточное отношение ( i )
показывает во сколько раз частота вращения ведомого
Передаточное отношение ( i )
показывает во сколько раз частота вращения ведомого
Слайд 27УСТРОЙСТВО ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ
на примере токарно – винторезного станка
Привод ступенчатого регулирования
Основные кинематические
УСТРОЙСТВО ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ
на примере токарно – винторезного станка
Привод ступенчатого регулирования
Основные кинематические
Слайд 28УСТРОЙСТВО ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ
электродвигатель – обычно трехфазный асинхронный 1 – 2 скоростной
УСТРОЙСТВО ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ
электродвигатель – обычно трехфазный асинхронный 1 – 2 скоростной

Слайд 29УСТРОЙСТВО ПРИВОДА ПОДАЧИ
Привод подачи зависит от привода главного движения.
1. шпиндель
2. зубчатая передача
3.
УСТРОЙСТВО ПРИВОДА ПОДАЧИ
Привод подачи зависит от привода главного движения.
1. шпиндель
2. зубчатая передача
3.

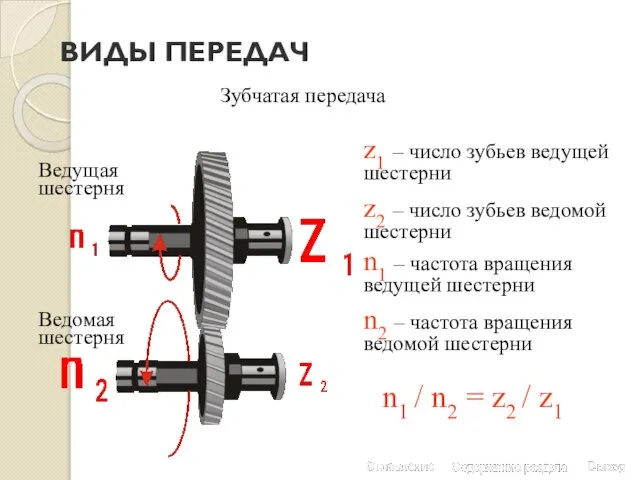
Слайд 30ВИДЫ ПЕРЕДАЧ
Зубчатая передача
n1 / n2 = z2 / z1
ВИДЫ ПЕРЕДАЧ
Зубчатая передача
n1 / n2 = z2 / z1
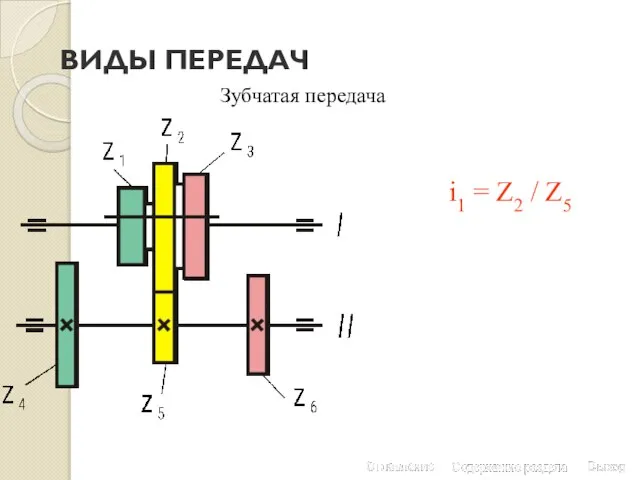
Слайд 31ВИДЫ ПЕРЕДАЧ
i1 = Z2 / Z5
Зубчатая передача
ВИДЫ ПЕРЕДАЧ
i1 = Z2 / Z5
Зубчатая передача
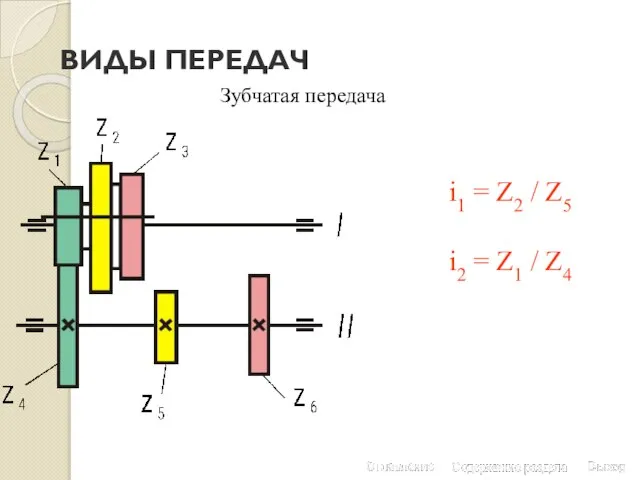
Слайд 32ВИДЫ ПЕРЕДАЧ
i2 = Z1 / Z4
i1 = Z2 / Z5
Зубчатая передача
ВИДЫ ПЕРЕДАЧ
i2 = Z1 / Z4
i1 = Z2 / Z5
Зубчатая передача
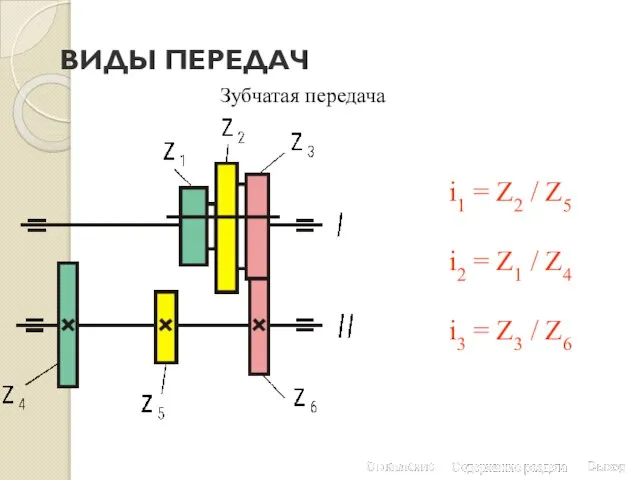
Слайд 33ВИДЫ ПЕРЕДАЧ
i3 = Z3 / Z6
i2 = Z1 / Z4
i1 = Z2
ВИДЫ ПЕРЕДАЧ
i3 = Z3 / Z6
i2 = Z1 / Z4
i1 = Z2
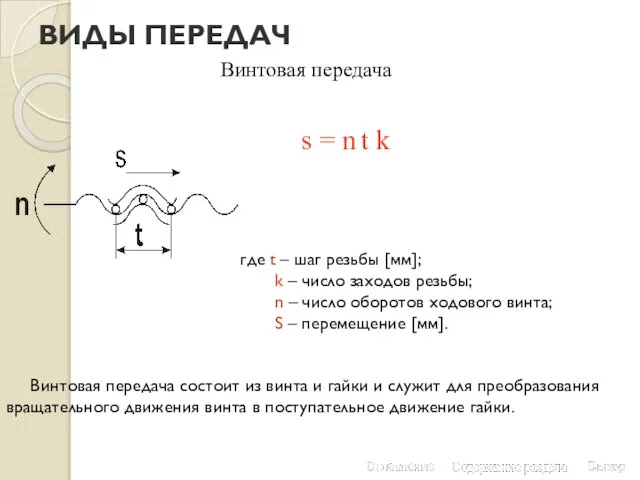
Слайд 34ВИДЫ ПЕРЕДАЧ
Винтовая передача
Винтовая передача состоит из винта и гайки и служит
ВИДЫ ПЕРЕДАЧ
Винтовая передача
Винтовая передача состоит из винта и гайки и служит
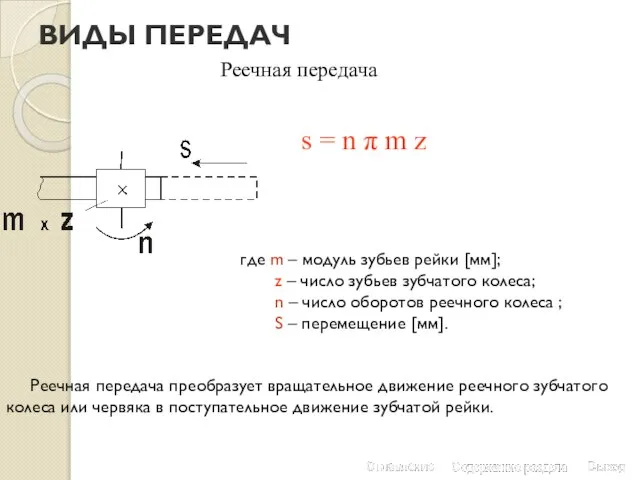
Слайд 35ВИДЫ ПЕРЕДАЧ
Реечная передача
Реечная передача преобразует вращательное движение реечного зубчатого колеса или
ВИДЫ ПЕРЕДАЧ
Реечная передача
Реечная передача преобразует вращательное движение реечного зубчатого колеса или
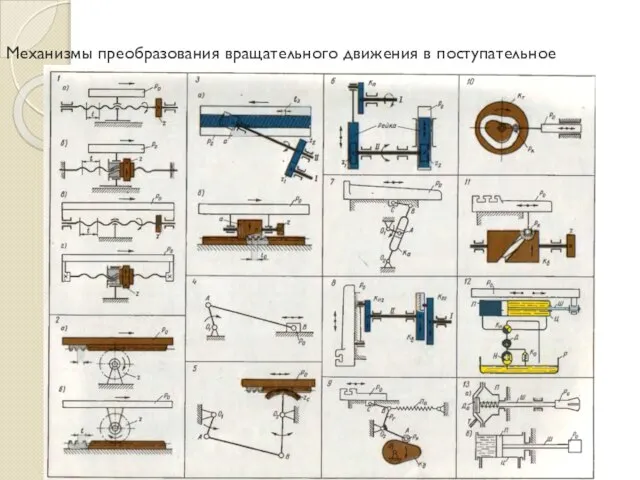
Слайд 36Механизмы преобразования вращательного движения в поступательное
Механизмы преобразования вращательного движения в поступательное

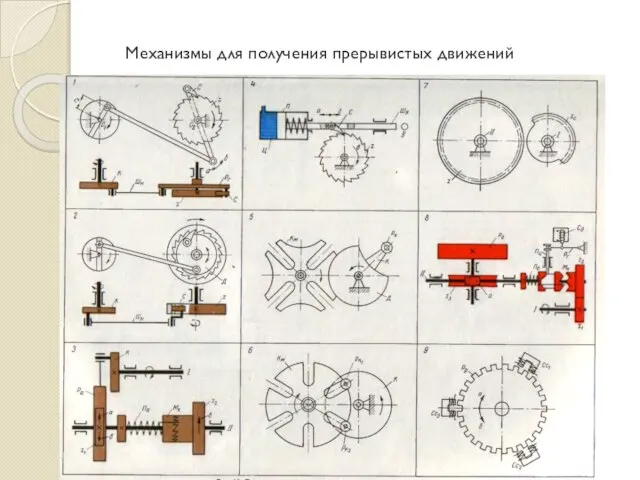
Слайд 38Механизмы для получения прерывистых движений
Механизмы для получения прерывистых движений
Слайд 39МЕХАНИЗМЫ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
Механизм зубчатое колесо-рейка применяют в приводе главного движения и движения
МЕХАНИЗМЫ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
Механизм зубчатое колесо-рейка применяют в приводе главного движения и движения

Слайд 40 Схема шариковой винтовой пары
Плоский кулачковый механизм: а — схема работы; б
Схема шариковой винтовой пары
Плоский кулачковый механизм: а — схема работы; б
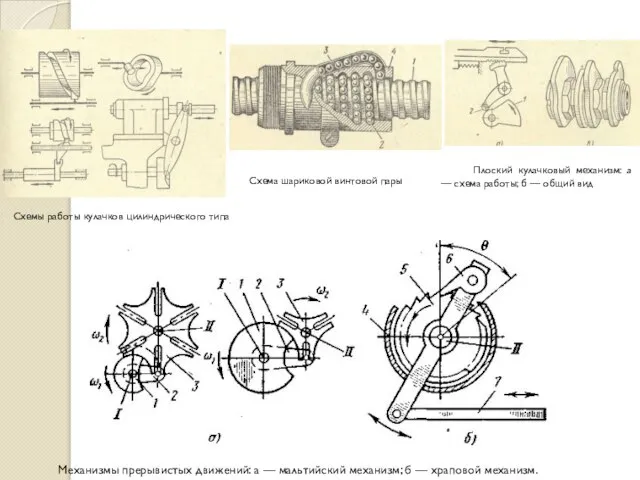
Слайд 41Мальтийский (грейферный механизм) - преобразует равномерное вращение ведущего вала в скачкообразное вращение
Мальтийский (грейферный механизм) - преобразует равномерное вращение ведущего вала в скачкообразное вращение

Слайд 42Кинематическая схема коробки скоростей
Кинематическая схема коробки скоростей

 Волгоград
Волгоград Международная стандартизация телекоммуникаций. Язык спецификаций и описаний SDL. Язык MSC. Лекция 3
Международная стандартизация телекоммуникаций. Язык спецификаций и описаний SDL. Язык MSC. Лекция 3 Тема: «Учет и контроль движения денежных средств в сетях медицинских лабораторий, анализ эффективности их использования»
Тема: «Учет и контроль движения денежных средств в сетях медицинских лабораторий, анализ эффективности их использования» Теоретические основы социализации личности школьника в процессе социального воспитания
Теоретические основы социализации личности школьника в процессе социального воспитания Die Probleme mit den eltern
Die Probleme mit den eltern 18320_prezentaciya_na_temu_pidpryyemnycka_diyalnist_skachaty
18320_prezentaciya_na_temu_pidpryyemnycka_diyalnist_skachaty Медитативно-философская лирика Ф. И. Тютчева
Медитативно-философская лирика Ф. И. Тютчева GAP-анализ 5 группа
GAP-анализ 5 группа Ассоциации личности. Ответы тур №3
Ассоциации личности. Ответы тур №3 Что такое супервайзинг? Бурение нефтяных и газовых скважин. Лекция 1
Что такое супервайзинг? Бурение нефтяных и газовых скважин. Лекция 1 Презентация на тему Общественно-политическое положение в России в середине XIX века
Презентация на тему Общественно-политическое положение в России в середине XIX века  «Assessment Сenter»
«Assessment Сenter» Кого можно встретить в зимнем лесу Наталья Ковалькова учитель начальных классов. - презентация
Кого можно встретить в зимнем лесу Наталья Ковалькова учитель начальных классов. - презентация Азбука архитектуры
Азбука архитектуры Тренинг. Целеполагание
Тренинг. Целеполагание Моя малая Родина
Моя малая Родина Velvet furniture
Velvet furniture Герои сказов П.П. Бажова
Герои сказов П.П. Бажова Система стандартов разработки и постановки продукции на производство
Система стандартов разработки и постановки продукции на производство Пример афиши
Пример афиши Валентина Терешкова
Валентина Терешкова 2 RHINO 101 3 Содержание –Общая информация - Позиционирование –Основные характеристики и преимущества –Описание принтера –Целевая а
2 RHINO 101 3 Содержание –Общая информация - Позиционирование –Основные характеристики и преимущества –Описание принтера –Целевая а Основы селекции. Работы Н.И.Вавилова
Основы селекции. Работы Н.И.Вавилова Победители школьного тура конкурса чтецовприняли участие в Городском конкурсе чтецов «Лицейский Пушкин».Конкурс проходил в д
Победители школьного тура конкурса чтецовприняли участие в Городском конкурсе чтецов «Лицейский Пушкин».Конкурс проходил в д Презентация на тему Зачем нужны знаки препинания 4 класс
Презентация на тему Зачем нужны знаки препинания 4 класс Метод Дельфи
Метод Дельфи Источники права
Источники права Танки до 1941-1945 после 2015
Танки до 1941-1945 после 2015