- Цикл изготовления корпусов РС-70 методом аддитивного производства в ПАО ОДК–УМПО

Содержание
- 2. Детали изготавливаемые на Установке Прямого Лазерного Выращивания 170.16.10.301 170.16.10.201 170.16.10.102
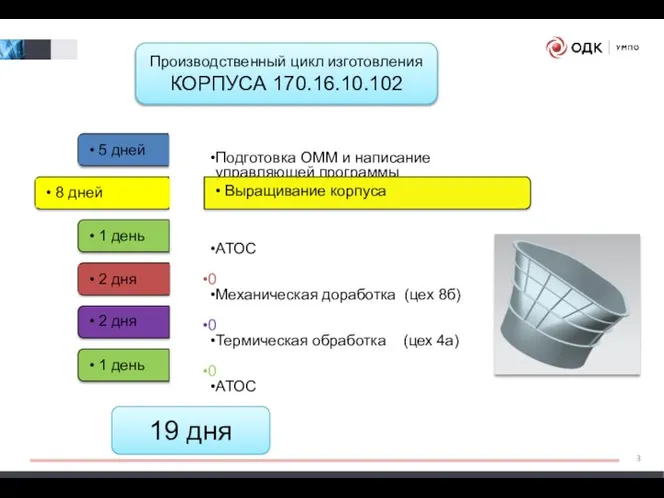
- 3. 19 дня Подготовка ОММ и написание управляющей программы АТОС 0 Механическая доработка (цех 8б) 0 Термическая
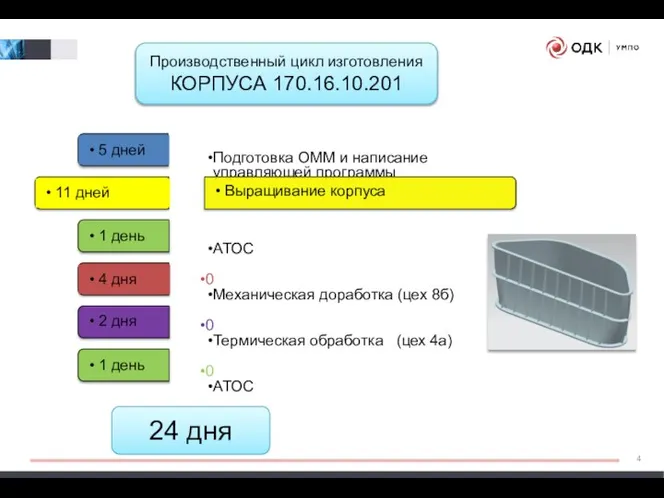
- 4. Подготовка ОММ и написание управляющей программы АТОС 0 Механическая доработка (цех 8б) 0 Термическая обработка (цех
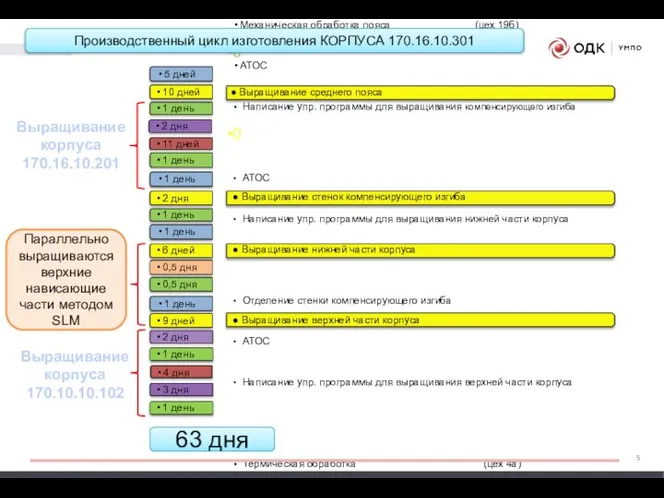
- 5. Подготовка ОММ и написание управляющей программы АТОС 0 Термическая обработка (цех 4а) 0 Механическая обработка пояса
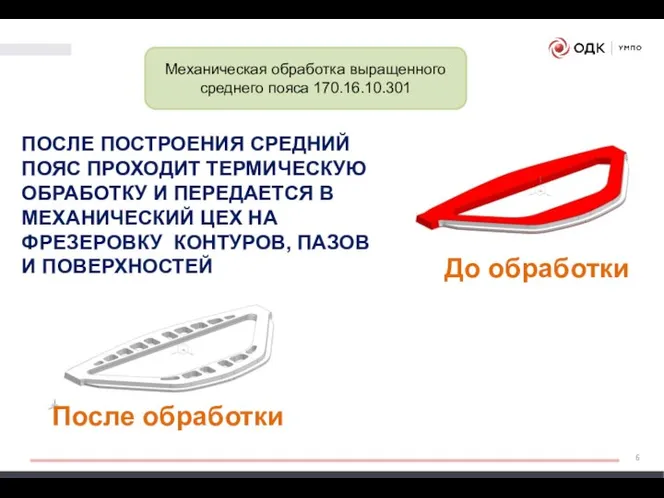
- 6. ПОСЛЕ ПОСТРОЕНИЯ СРЕДНИЙ ПОЯС ПРОХОДИТ ТЕРМИЧЕСКУЮ ОБРАБОТКУ И ПЕРЕДАЕТСЯ В МЕХАНИЧЕСКИЙ ЦЕХ НА ФРЕЗЕРОВКУ КОНТУРОВ, ПАЗОВ
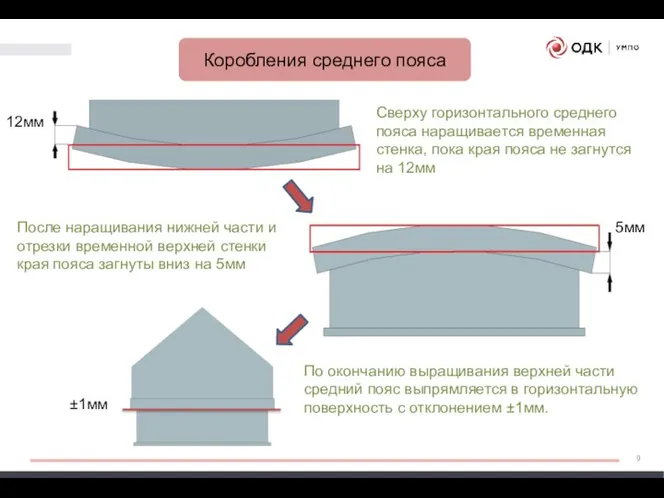
- 7. При выращивании нижней и верхней частей корпуса создаются внутренние напряжения, которые утягивают средний пояс. Для компенсации
- 8. После всех проделанных операций края среднего пояса утянуты вниз относительно горизонтальной поверхности. Далее производится отсъём АТОС
- 9. 12мм 5мм ±1мм По окончанию выращивания верхней части средний пояс выпрямляется в горизонтальную поверхность с отклонением
- 10. Направление выращивания стенки Направление выращивания фланца Направление выращивания стенки Направление выращивания фланца Место несплавления Первый комплект
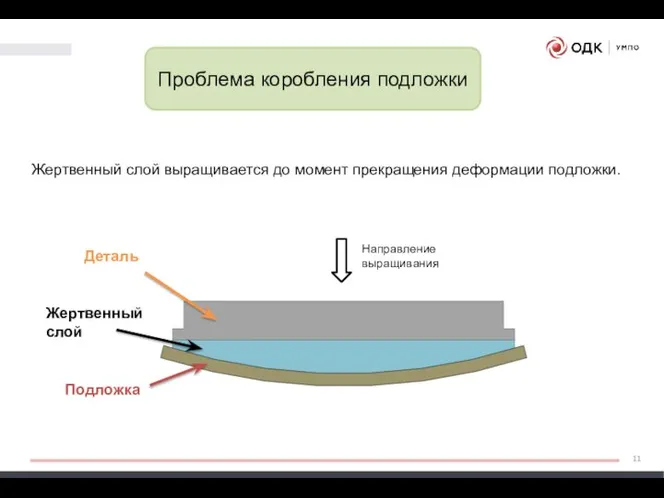
- 11. Подложка Жертвенный слой Деталь Проблема коробления подложки Направление выращивания Жертвенный слой выращивается до момент прекращения деформации
- 12. Изготовление одного полного комплекта SLA- моделей занимает 45 дней
- 13. Сроки изготовления SLA-моделей * При выращивании ЛПС разных деталей в одном старте, машинное время сокращается до
- 14. КОНТАКТЫ ПАО «ОДК-УМПО» Республика Башкортостан, г. Уфа, 450039, ул.Ферина, д. 2 тел.: +7 (347) 238-58-02 [email protected]
- 16. Скачать презентацию
Слайд 2Детали изготавливаемые на
Установке Прямого Лазерного Выращивания
170.16.10.301
170.16.10.201
170.16.10.102
Детали изготавливаемые на
Установке Прямого Лазерного Выращивания
170.16.10.301
170.16.10.201
170.16.10.102

Слайд 319 дня
Подготовка ОММ и написание управляющей программы
АТОС
0
Механическая доработка (цех 8б)
0
Термическая обработка (цех
19 дня
Подготовка ОММ и написание управляющей программы
АТОС
0
Механическая доработка (цех 8б)
0
Термическая обработка (цех
Слайд 4Подготовка ОММ и написание управляющей программы
АТОС
0
Механическая доработка (цех 8б)
0
Термическая обработка (цех 4а)
0
АТОС
24
АТОС
0
Механическая доработка (цех 8б)
0
Термическая обработка (цех 4а)
0
АТОС
24
Слайд 5Подготовка ОММ и написание управляющей программы
АТОС
0
Термическая обработка (цех 4а)
0
Механическая обработка пояса (цех
АТОС
0
Термическая обработка (цех 4а)
0
Механическая обработка пояса (цех
Слайд 6ПОСЛЕ ПОСТРОЕНИЯ СРЕДНИЙ ПОЯС ПРОХОДИТ ТЕРМИЧЕСКУЮ ОБРАБОТКУ И ПЕРЕДАЕТСЯ В МЕХАНИЧЕСКИЙ ЦЕХ
ПОСЛЕ ПОСТРОЕНИЯ СРЕДНИЙ ПОЯС ПРОХОДИТ ТЕРМИЧЕСКУЮ ОБРАБОТКУ И ПЕРЕДАЕТСЯ В МЕХАНИЧЕСКИЙ ЦЕХ
Слайд 7При выращивании нижней и верхней частей корпуса создаются внутренние напряжения, которые утягивают
При выращивании нижней и верхней частей корпуса создаются внутренние напряжения, которые утягивают

Слайд 8После всех проделанных операций края среднего пояса утянуты вниз относительно горизонтальной поверхности.
Далее
После всех проделанных операций края среднего пояса утянуты вниз относительно горизонтальной поверхности.
Далее

Слайд 912мм
5мм
±1мм
По окончанию выращивания верхней части средний пояс выпрямляется в горизонтальную поверхность с
12мм
5мм
±1мм
По окончанию выращивания верхней части средний пояс выпрямляется в горизонтальную поверхность с
Слайд 10Направление выращивания стенки
Направление выращивания фланца
Направление выращивания стенки
Направление выращивания фланца
Место
несплавления
Первый комплект
Последующие
Направление выращивания стенки
Направление выращивания фланца
Направление выращивания стенки
Направление выращивания фланца
Место
несплавления
Первый комплект
Последующие

Слайд 11Подложка
Жертвенный
слой
Деталь
Проблема коробления подложки
Направление выращивания
Жертвенный слой выращивается до момент прекращения деформации подложки.
Подложка
Жертвенный
слой
Деталь
Проблема коробления подложки
Направление выращивания
Жертвенный слой выращивается до момент прекращения деформации подложки.
Слайд 12Изготовление одного
полного комплекта SLA- моделей занимает 45 дней
Изготовление одного
полного комплекта SLA- моделей занимает 45 дней

Слайд 13Сроки изготовления SLA-моделей
* При выращивании ЛПС разных деталей в одном старте, машинное
Сроки изготовления SLA-моделей
* При выращивании ЛПС разных деталей в одном старте, машинное

Слайд 14КОНТАКТЫ
ПАО «ОДК-УМПО»
Республика Башкортостан,
г. Уфа, 450039, ул.Ферина, д. 2
тел.: +7 (347) 238-58-02
[email protected]
www.umpo.ru
КОНТАКТЫ
ПАО «ОДК-УМПО»
Республика Башкортостан,
г. Уфа, 450039, ул.Ферина, д. 2
тел.: +7 (347) 238-58-02
[email protected]
www.umpo.ru
 Эпоха дворцовых переворотов
Эпоха дворцовых переворотов Памятники героям войны
Памятники героям войны Осенний пейзаж
Осенний пейзаж Введение в православную традицию
Введение в православную традицию Поговорим о вредных привычках и пристрастиях
Поговорим о вредных привычках и пристрастиях Новый год. Русская народная культура и православие
Новый год. Русская народная культура и православие Туристическая фирма Big-ben.
Туристическая фирма Big-ben. Autumn - Осень
Autumn - Осень Презентация на тему Автопортреты Альбрехта Дюрера
Презентация на тему Автопортреты Альбрехта Дюрера  Разработка видеоплеера
Разработка видеоплеера Изготовление русской тряпичной куклы Колокольчик (кукла добрых вестей)
Изготовление русской тряпичной куклы Колокольчик (кукла добрых вестей) Авторское и смежное право
Авторское и смежное право Направления психолого-педагогической работы в старшей группе
Направления психолого-педагогической работы в старшей группе Лирика И.А. Бунина «Помню – долгий зимний вечер»
Лирика И.А. Бунина «Помню – долгий зимний вечер» Компетентностный подход +технологии
Компетентностный подход +технологии Теорема Пифагора 8 класс
Теорема Пифагора 8 класс Зона пустынь
Зона пустынь Последствия после применения допинга (исследовательский проект )
Последствия после применения допинга (исследовательский проект ) Как найти сотрудника на портале JobTour?
Как найти сотрудника на портале JobTour? И
И ВКР: Расчет объема ремонтных работ с разработкой съемника опорных катков и поддерживающих роликов тракторов ВТ-100
ВКР: Расчет объема ремонтных работ с разработкой съемника опорных катков и поддерживающих роликов тракторов ВТ-100 Общая физическая подготовка на занятиях. Цели и задачи общей физической подготовки
Общая физическая подготовка на занятиях. Цели и задачи общей физической подготовки Дослідження діяльності підприємства та формування альтернативних форм організації озеленення міста
Дослідження діяльності підприємства та формування альтернативних форм організації озеленення міста Промышленное строительство
Промышленное строительство МАРКЕТИНГОВЫЙ КОНСАЛТИНГ И АУТСОРСИНГ Реально ли продвинуться с помощью социальных медиа? МАРКЕТИНГОВЫЙ КОНСАЛТИНГ И АУТСОРСИНГ
МАРКЕТИНГОВЫЙ КОНСАЛТИНГ И АУТСОРСИНГ Реально ли продвинуться с помощью социальных медиа? МАРКЕТИНГОВЫЙ КОНСАЛТИНГ И АУТСОРСИНГ  Финансовые решения и инвестиционный сервис
Финансовые решения и инвестиционный сервис Древневосточная философия
Древневосточная философия Презентация на тему Влияние музыки на растения и животных
Презентация на тему Влияние музыки на растения и животных