- Výrobní technologie

Содержание
- 2. Rozdělení slévárenské výroby Základní rozdělení hutní výroba – výroba hutních polotovarů a materiálu slévárenská výroba –
- 3. Rozdělení slévárenských slitin Slitiny železa oceli – nelegované, nízkolegované, vysocelegované litiny – litina s lupínkovým, červíkovitým
- 4. Rozdělení ocelí Podle chemické složení nelegované (náhrada v max. míře LKG), dobrá svařitelnost středně legované (nízkolegované)
- 5. Vlastnosti ocelí slitina železa a uhlíku (C vyšší obsah uhlíku = vyšší pevnost, horší technologické vlastnosti
- 6. Ocelové odlitky jaderný reaktor turbínová skříň těleso převodovky
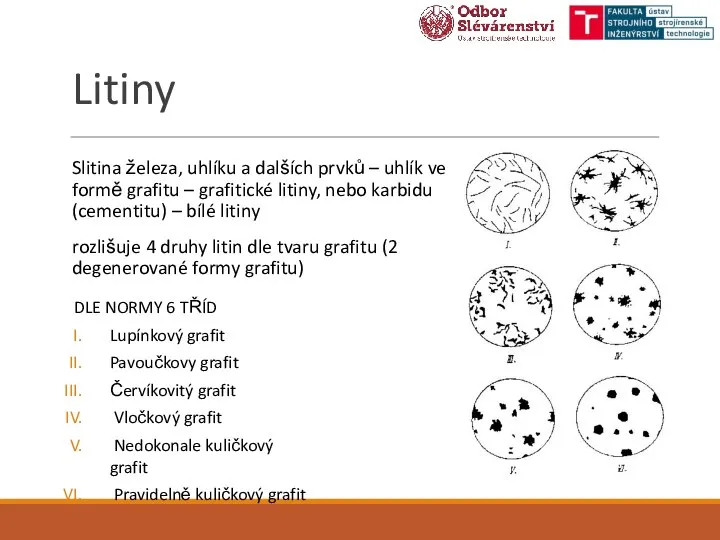
- 7. Litiny Slitina železa, uhlíku a dalších prvků – uhlík ve formě grafitu – grafitické litiny, nebo
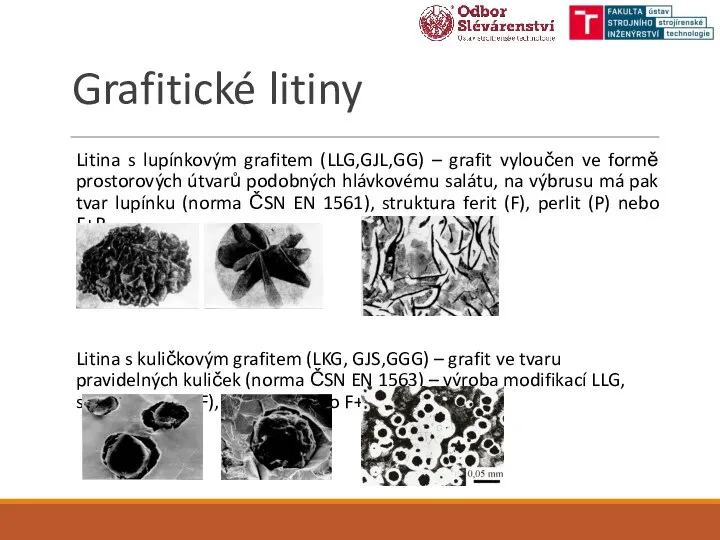
- 8. Grafitické litiny Litina s lupínkovým grafitem (LLG,GJL,GG) – grafit vyloučen ve formě prostorových útvarů podobných hlávkovému
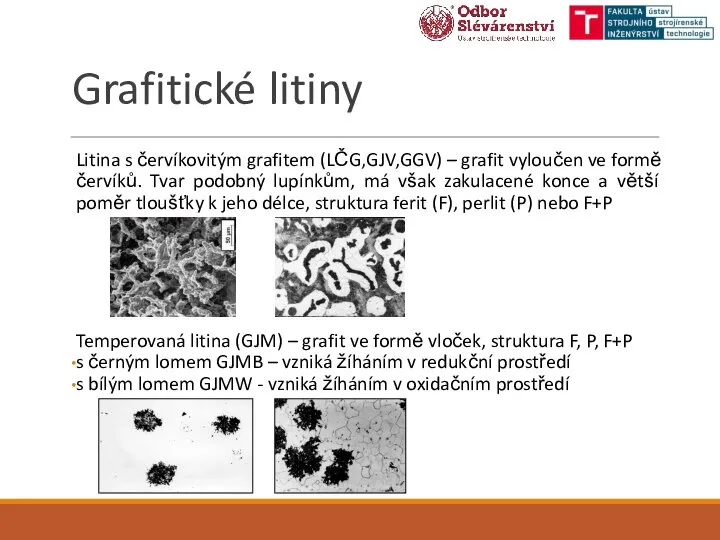
- 9. Grafitické litiny Litina s červíkovitým grafitem (LČG,GJV,GGV) – grafit vyloučen ve formě červíků. Tvar podobný lupínkům,
- 10. Litina s lupínkovým grafitem (šedá) velmi dobrá zabíhavost, malé smrštění (nálitkování) velký útlum vibrací, vysoká tepelná
- 11. Litina s kuličkovým grafitem (tvárná) zabíhavost dobrá – horší než LLG malé smrštění podobně jako LLG
- 12. Litina s červíkovitým grafitem (vermikulární litina) zatím není platná ČSN EN, dle DIN GGV, dle ASTM
- 13. Litina s červíkovitým grafitem (vermikulární litina) zatím není platná ČSN EN, dle DIN GGV, dle ASTM
- 14. Litinové odlitky - příklady Řemenové kolo potrubí výfuku Vačková hřídel Kliková hřídel Blok motoru Audi 2.7L,
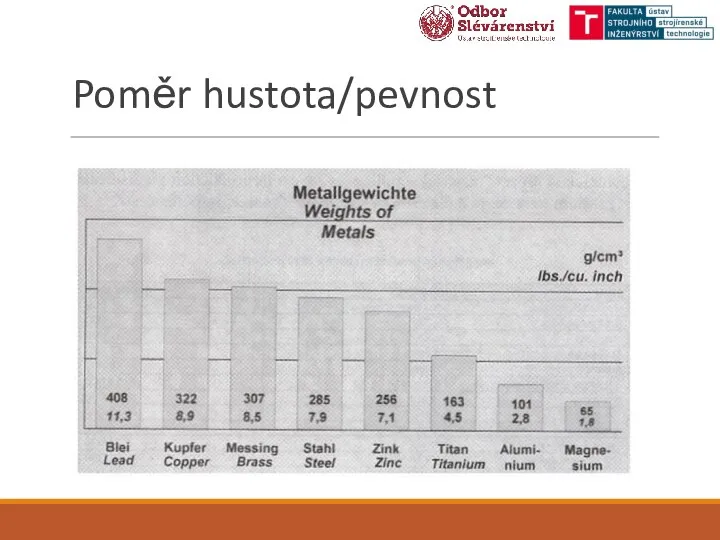
- 15. Poměr hustota/pevnost
- 16. Slitiny hliníku Slitiny hliníku a jiného prvku (Si, Cu, Mg, Mn, Zn) Vlastnosti: + odolnost vůči
- 17. Slitiny hliníku Hlavní přísadové prvky vymezují typ slitiny. Hlavními přísadovými prvky ve slévárenských slitinách hliníku jsou
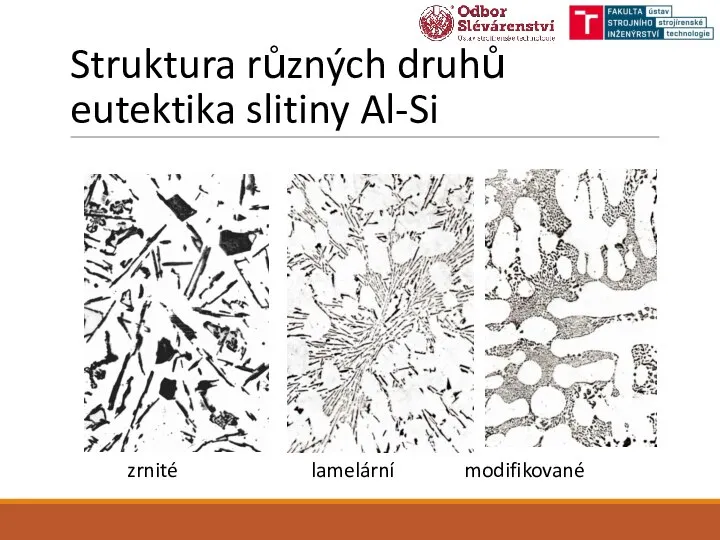
- 18. Struktura různých druhů eutektika slitiny Al-Si zrnité lamelární modifikované
- 19. Al odlitky - příklady Píst Lité kolo Startér Blok spalovacího motoru
- 20. Slitiny zinku Zn – Cu, Zn – Al, Zn – Mg Výborná slévatelnost, nízká teplota tavení,
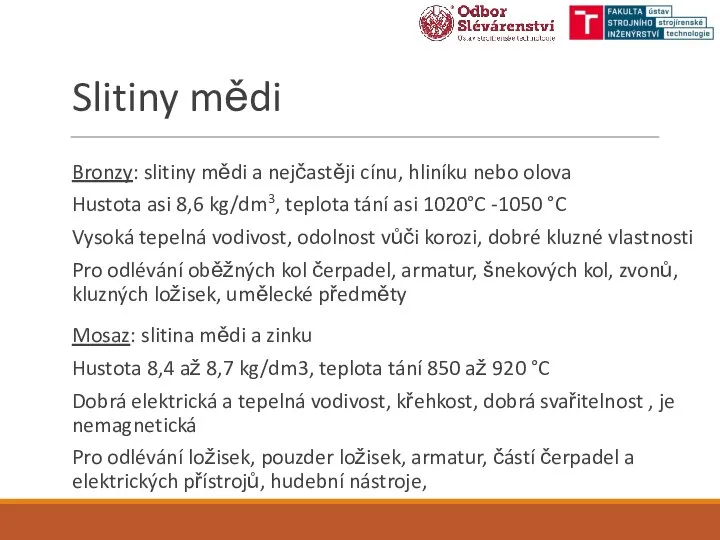
- 21. Slitiny mědi Bronzy: slitiny mědi a nejčastěji cínu, hliníku nebo olova Hustota asi 8,6 kg/dm3, teplota
- 22. Cu odlitky - příklady Šnekové kolo Lesní roh Ventil Armatury
- 23. Slitiny hořčíku Mg + Al, Mn, Zn, Si Mg – Li: velmi lehká slitina, nízká hustota,
- 24. Mg odlitky - příklady Notebook Tělo fotoaparátu Lité kolo
- 25. Slitiny niklu Slitiny Ni s Cr a Mo (Hastalloy, Nimonic), komplexní Cr, Mo, V, Ta, Ti,
- 26. Ni odlitky - příklady Rozváděcí kolo turbíny Armatury Palivové čerpadlo Oběžné kolo turbodmychadla
- 27. Slitiny titanu Obsahují titan a nějaké další prvky, nejrozšířenější Ti – Al (TiAl6V4) Výhody: velmi vysoká
- 28. Ti odlitky - příklady Píst a ojnice Ventily Oběžné kolo turbodmychadla Umělý kloub SR – 71
- 29. Tavení ocelí Elektrické obloukové pece- tavení elektrickým obloukem Elektrické indukční pece – tavení elektromagnetická indukce
- 30. Elektrické obloukové pece Možnost rafinace kovu – snížení obsahu P, S, snížení obsahu plynů Tavbu na
- 31. Elektrické obloukové pece Pec ČKD, 8 tun (OTO 5), SCB Foundry
- 32. Elektrické obloukové pece - hutní 320t EOP (Gebze, Turecko), Tap to tap time 55 min, 812
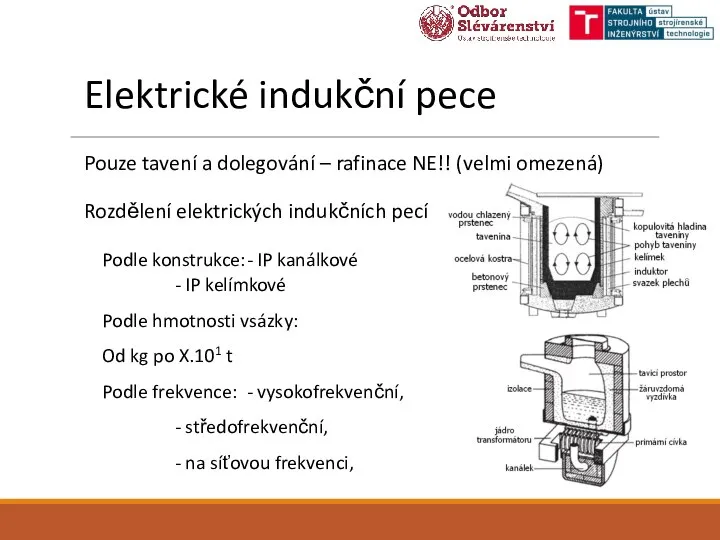
- 33. Elektrické indukční pece Pouze tavení a dolegování – rafinace NE!! (velmi omezená) Rozdělení elektrických indukčních pecí
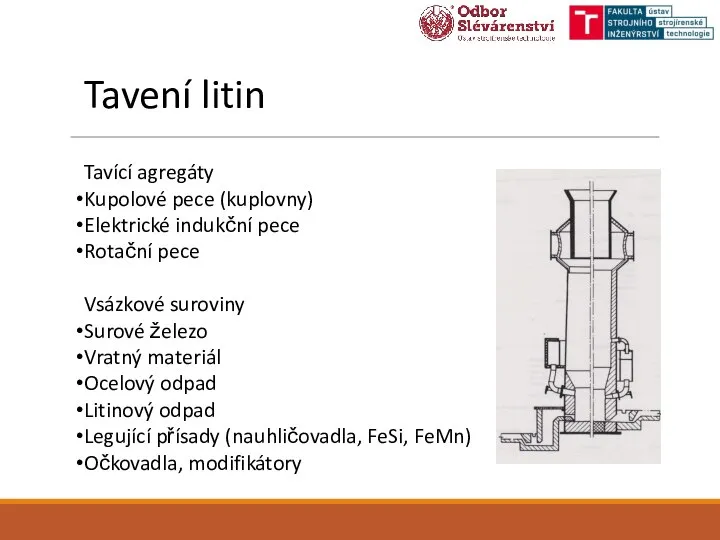
- 34. Tavení litin Tavící agregáty Kupolové pece (kuplovny) Elektrické indukční pece Rotační pece Vsázkové suroviny Surové železo
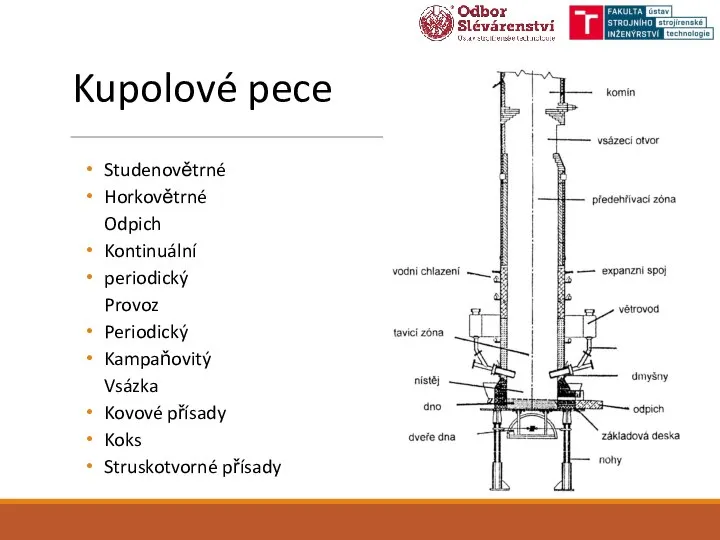
- 35. Kupolové pece Studenovětrné Horkovětrné Odpich Kontinuální periodický Provoz Periodický Kampaňovitý Vsázka Kovové přísady Koks Struskotvorné přísady
- 36. Tavení neželezných kovů a slitin eklektické a plynové pece elektrické odporové a indukční pece (kelímkové pece)
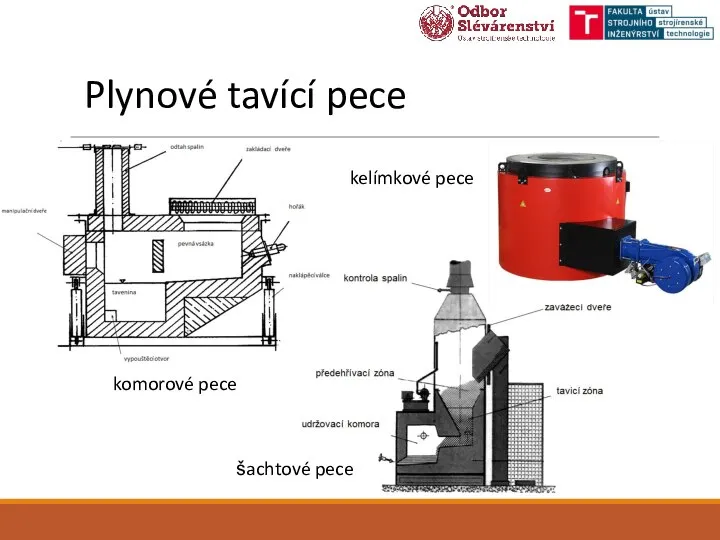
- 37. Plynové tavící pece komorové pece kelímkové pece šachtové pece
- 38. Vakuové elektrické indukční pece - slitiny na bázi Ni, Ti, Fe
- 39. Odlévání kovů a slitin lití spodem lití horem – přes hubičku
- 40. Zabíhavost kovů a slitin Zábíhavost je schopnost kovu vyplnit dutinu formy. Je funkcí: kovu – druh
- 41. Zabíhavost kovů a slitin Zábíhavost je schopnost kovu vyplnit dutinu formy. Je funkcí: kovu – druh
- 42. Odlévání do kovových forem (kokila) Odlévání: gravitační tlakové lití (studená, teplá komora) odstředivé Specifika forma negativ
- 43. Gravitační odlévání do kokil dvoudílná forma – pevná pohyblivá část, jádra kovová (i netrvalá např. solná)
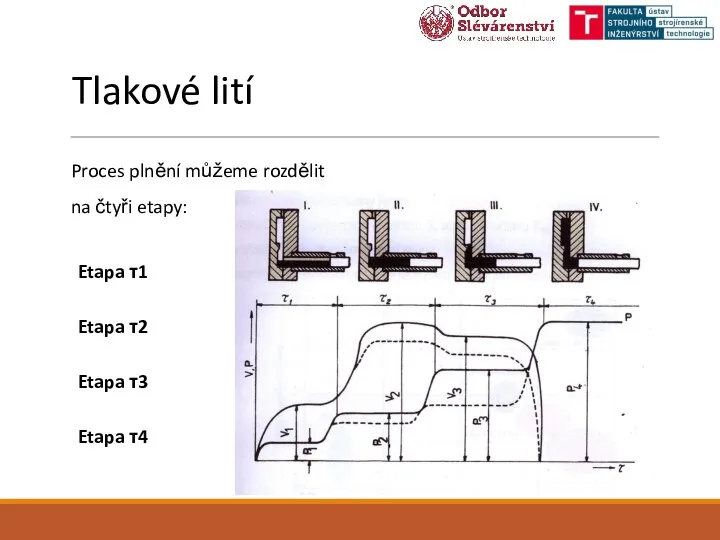
- 44. Tlakové lití Proces plnění můžeme rozdělit na čtyři etapy: Etapa τ1 Etapa τ2 Etapa τ3 Etapa
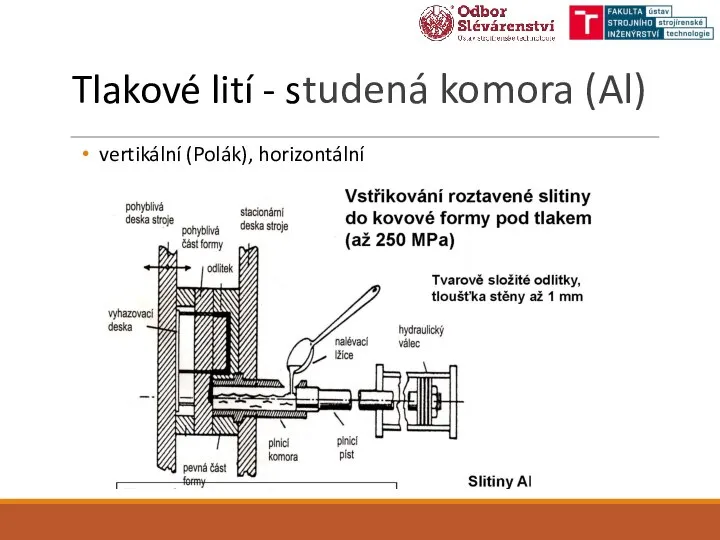
- 45. Tlakové lití - studená komora (Al) vertikální (Polák), horizontální
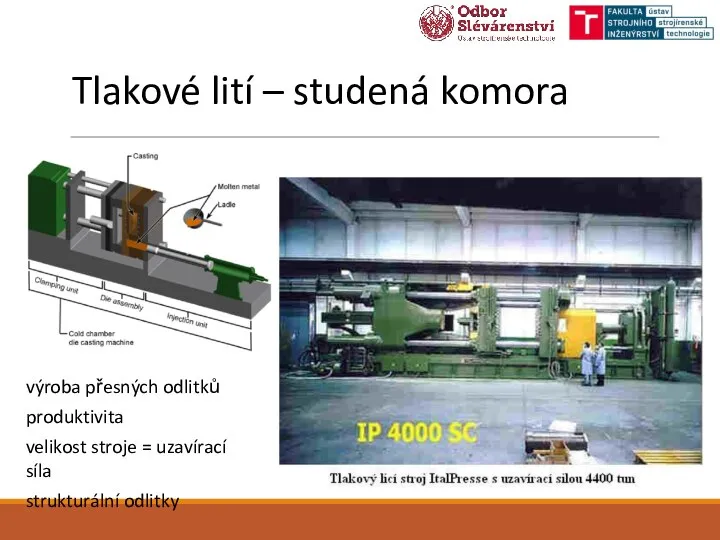
- 46. Tlakové lití – studená komora výroba přesných odlitků produktivita velikost stroje = uzavírací síla strukturální odlitky
- 47. Tlakové lití – teplá komora (Zn, Mg) výroba přesných odlitků produktivita velikost stroje = uzavírací síla
- 48. Forma
- 49. Příklad odlitků – tlakové lití
- 50. Příklad odlitků – tlakové lití Horní část olejové vany pro Audi A8 Odlitek vodou chlazené klikové
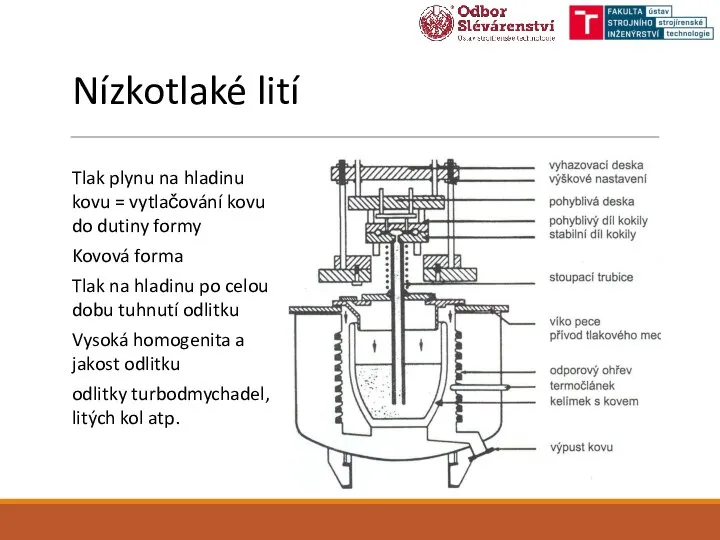
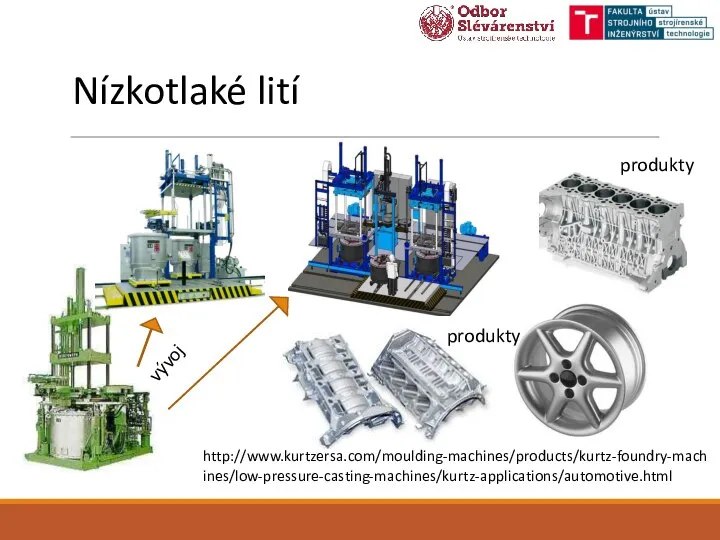
- 51. Nízkotlaké lití Tlak plynu na hladinu kovu = vytlačování kovu do dutiny formy Kovová forma Tlak
- 52. Nízkotlaké lití http://www.kurtzersa.com/moulding-machines/products/kurtz-foundry-machines/low-pressure-casting-machines/kurtz-applications/automotive.html vývoj produkty produkty
- 53. Odstředivé lití Odlévání do rotující (kovové, keramické, silikonové) formy – využití odstředivé síly Osa rotace –
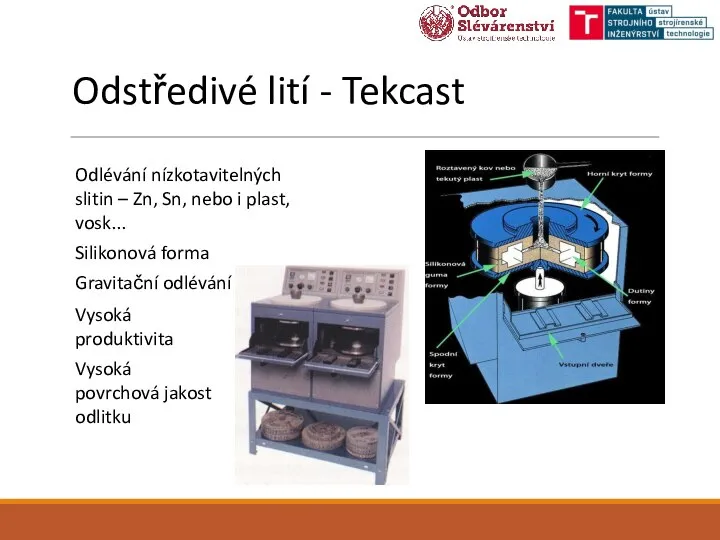
- 54. Odstředivé lití - Tekcast Odlévání nízkotavitelných slitin – Zn, Sn, nebo i plast, vosk... Silikonová forma
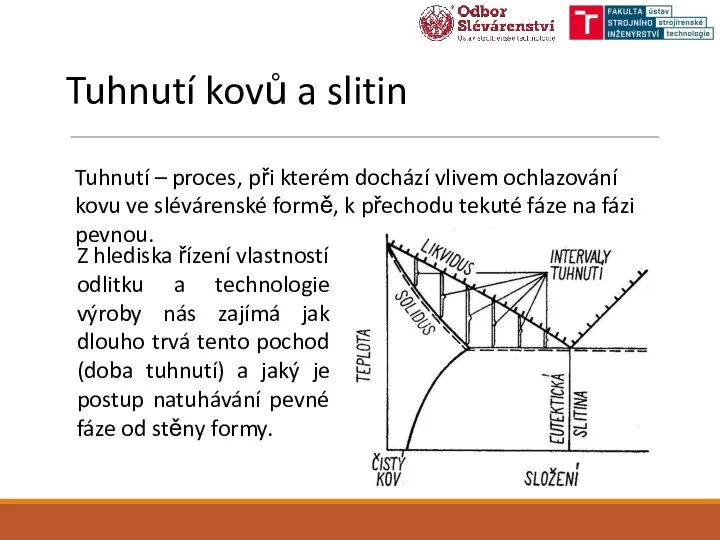
- 55. Tuhnutí kovů a slitin Tuhnutí – proces, při kterém dochází vlivem ochlazování kovu ve slévárenské formě,
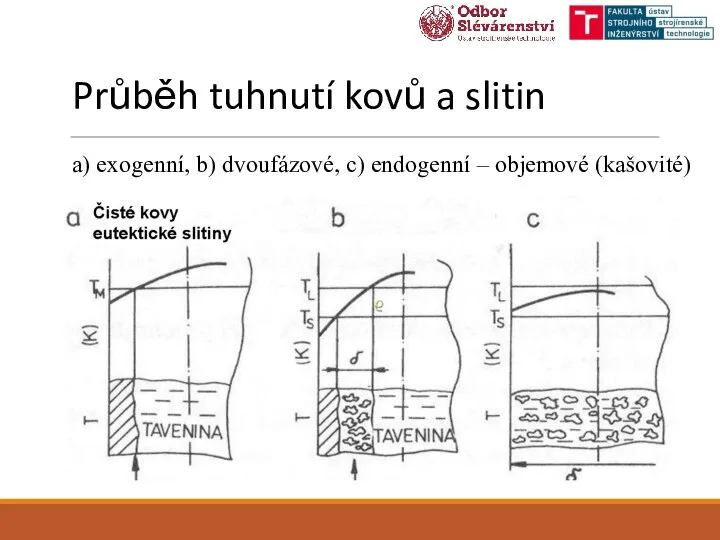
- 56. Průběh tuhnutí kovů a slitin a) exogenní, b) dvoufázové, c) endogenní – objemové (kašovité)
- 57. Rychlost ochlazování – rychlost odvodu tepla (tepelná akumulace formy)
- 58. Tepelná a geometrická osa odlitku Množina bodů, s nejvyšší teplotou (poslední místo tuhnutí v odlitku) Poloha
- 59. Smršťování kovu při tuhnutí a chladnutí odlitku Chladnutí kovu je spojeno se zmenšováním objemu – smršťováním.
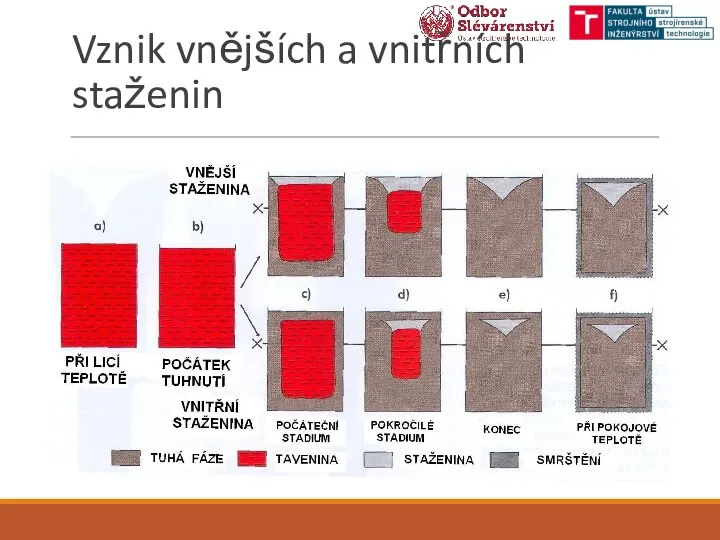
- 60. Důsledky objemových změn při tuhnutí Důsledek - vznik staženin otevřená uzavřená Lokalizace soustředěná rozptýlená Velikost staženina
- 61. Vznik vnějších a vnitřních staženin
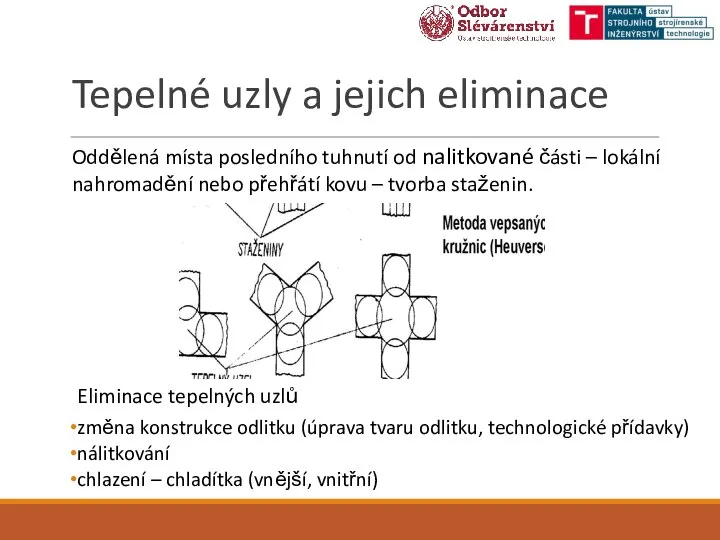
- 62. Tepelné uzly a jejich eliminace Oddělená místa posledního tuhnutí od nalitkované části – lokální nahromadění nebo
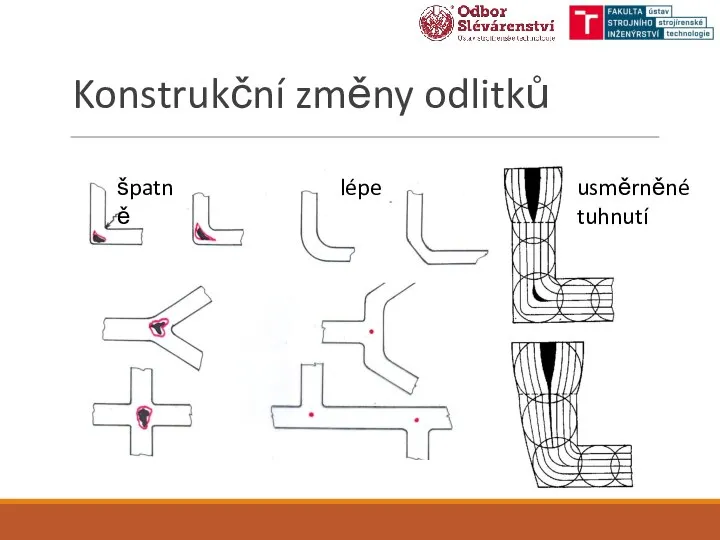
- 63. Konstrukční změny odlitků usměrněné tuhnutí lépe špatně
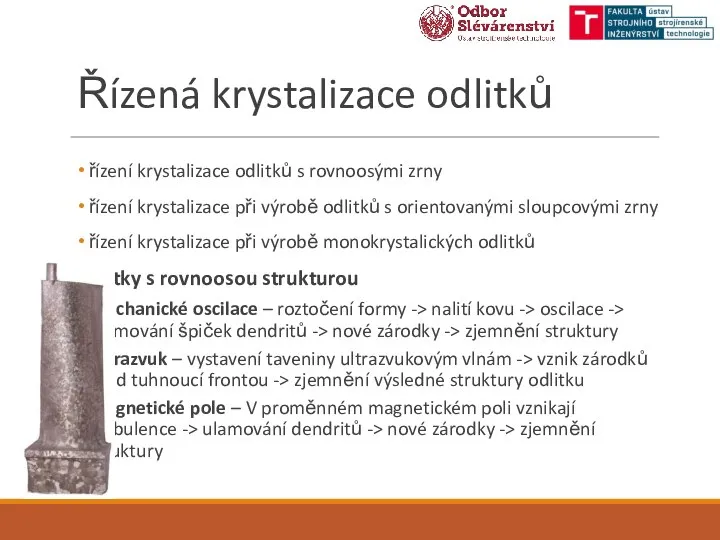
- 64. Řízená krystalizace odlitků řízení krystalizace odlitků s rovnoosými zrny řízení krystalizace při výrobě odlitků s orientovanými
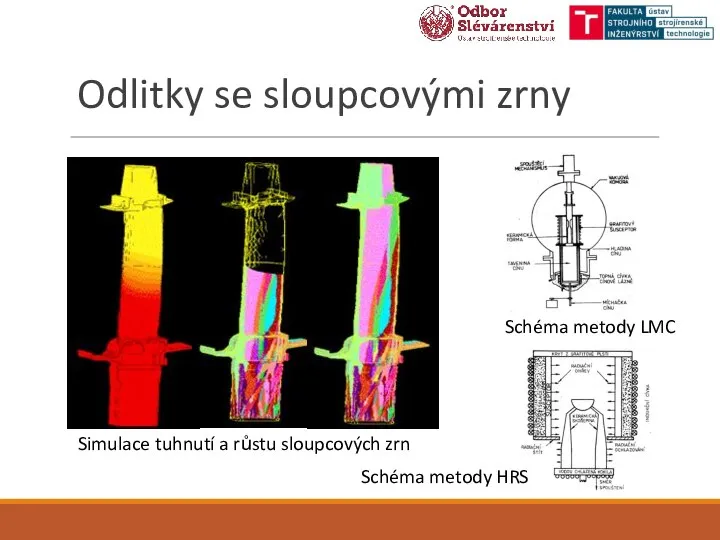
- 65. Odlitky se sloupcovými zrny Schéma metody LMC Simulace tuhnutí a růstu sloupcových zrn Schéma metody HRS
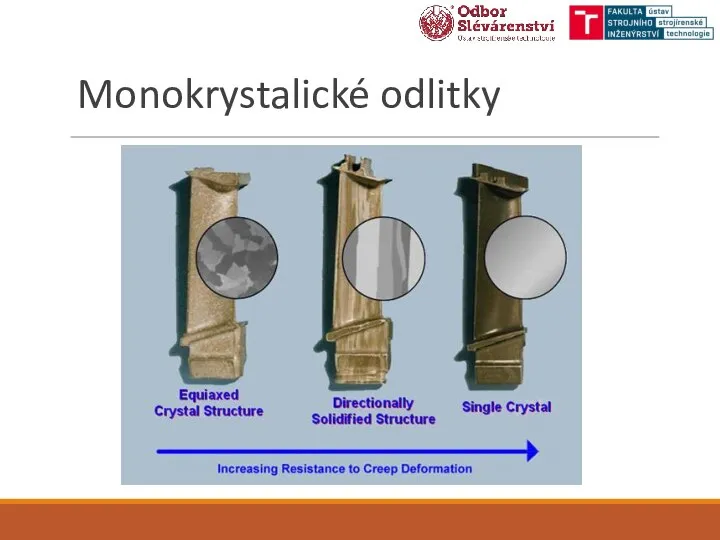
- 66. Monokrystalické odlitky Simulace růstu a selekce jednoho sloupcového zrna Simulace selekce monokrystalu daného odlitku
- 67. Monokrystalické odlitky
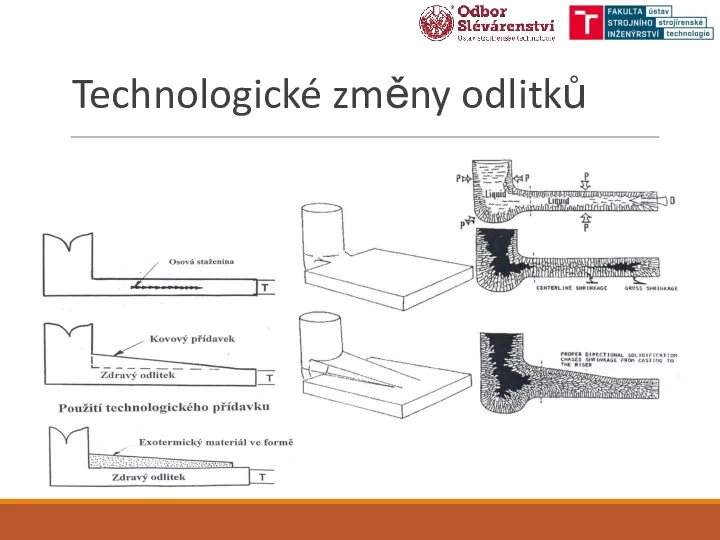
- 68. Technologické změny odlitků
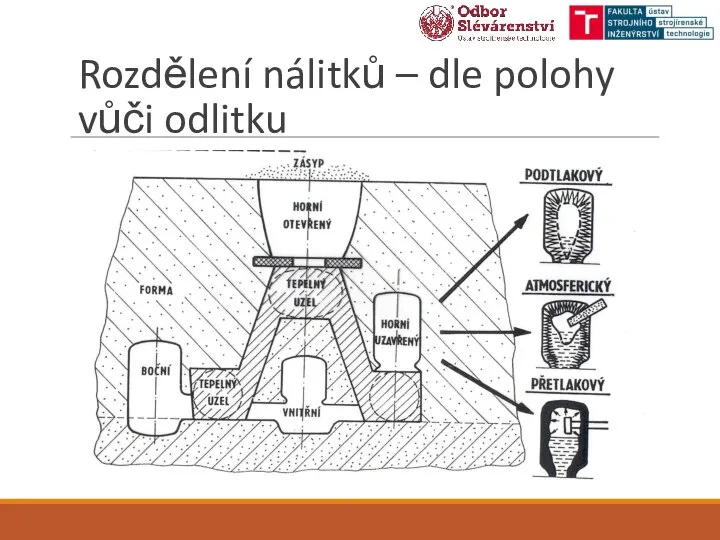
- 69. Rozdělení nálitků – dle polohy vůči odlitku
- 70. Výpočet nálitků
- 71. Rozdělení nálitků – dle polohy vůči vtokové soustavě
- 72. Rozdělení nálitků dle regulace ochlazování
- 73. Příklad použití nálitků
- 75. Скачать презентацию
Слайд 2Rozdělení slévárenské výroby
Základní rozdělení
hutní výroba – výroba hutních polotovarů a materiálu
slévárenská výroba
Rozdělení slévárenské výroby
Základní rozdělení
hutní výroba – výroba hutních polotovarů a materiálu
slévárenská výroba
Слайд 3Rozdělení slévárenských slitin
Slitiny železa
oceli – nelegované, nízkolegované, vysocelegované
litiny – litina s lupínkovým,
Rozdělení slévárenských slitin
Slitiny železa
oceli – nelegované, nízkolegované, vysocelegované
litiny – litina s lupínkovým,
Слайд 4Rozdělení ocelí
Podle chemické složení
nelegované (náhrada v max. míře LKG), dobrá svařitelnost
středně legované
Rozdělení ocelí
Podle chemické složení
nelegované (náhrada v max. míře LKG), dobrá svařitelnost
středně legované
Слайд 5Vlastnosti ocelí
slitina železa a uhlíku (C < 2.14%), obvykle v rozmezí 0-
Vlastnosti ocelí
slitina železa a uhlíku (C < 2.14%), obvykle v rozmezí 0-
Слайд 6Ocelové odlitky
jaderný reaktor
turbínová skříň
těleso převodovky
Ocelové odlitky
jaderný reaktor
turbínová skříň
těleso převodovky

Слайд 7Litiny
Slitina železa, uhlíku a dalších prvků – uhlík ve formě grafitu –
Litiny
Slitina železa, uhlíku a dalších prvků – uhlík ve formě grafitu –
Слайд 8Grafitické litiny
Litina s lupínkovým grafitem (LLG,GJL,GG) – grafit vyloučen ve formě prostorových
Grafitické litiny
Litina s lupínkovým grafitem (LLG,GJL,GG) – grafit vyloučen ve formě prostorových
Слайд 9Grafitické litiny
Litina s červíkovitým grafitem (LČG,GJV,GGV) – grafit vyloučen ve formě červíků.
Grafitické litiny
Litina s červíkovitým grafitem (LČG,GJV,GGV) – grafit vyloučen ve formě červíků.
Слайд 10Litina s lupínkovým grafitem (šedá)
velmi dobrá zabíhavost,
malé smrštění (nálitkování)
velký útlum
Litina s lupínkovým grafitem (šedá)
velmi dobrá zabíhavost,
malé smrštění (nálitkování)
velký útlum
Слайд 11Litina s kuličkovým grafitem (tvárná)
zabíhavost dobrá – horší než LLG
malé smrštění
Litina s kuličkovým grafitem (tvárná)
zabíhavost dobrá – horší než LLG
malé smrštění
Слайд 12Litina s červíkovitým
grafitem (vermikulární litina)
zatím není platná ČSN EN, dle DIN
Litina s červíkovitým
grafitem (vermikulární litina)
zatím není platná ČSN EN, dle DIN
Слайд 13Litina s červíkovitým
grafitem (vermikulární litina)
zatím není platná ČSN EN, dle DIN
Litina s červíkovitým
grafitem (vermikulární litina)
zatím není platná ČSN EN, dle DIN
Слайд 14Litinové odlitky - příklady
Řemenové kolo
potrubí výfuku
Vačková hřídel
Kliková hřídel
Blok motoru Audi 2.7L, 3.0
Litinové odlitky - příklady
Řemenové kolo
potrubí výfuku
Vačková hřídel
Kliková hřídel
Blok motoru Audi 2.7L, 3.0

Слайд 15Poměr hustota/pevnost
Poměr hustota/pevnost
Слайд 16Slitiny hliníku
Slitiny hliníku a jiného prvku (Si, Cu, Mg, Mn, Zn)
Vlastnosti: +
Slitiny hliníku
Slitiny hliníku a jiného prvku (Si, Cu, Mg, Mn, Zn)
Vlastnosti: +
Слайд 17Slitiny hliníku
Hlavní přísadové prvky vymezují typ slitiny. Hlavními přísadovými prvky ve slévárenských
Slitiny hliníku
Hlavní přísadové prvky vymezují typ slitiny. Hlavními přísadovými prvky ve slévárenských
Слайд 18Struktura různých druhů eutektika slitiny Al-Si
zrnité lamelární modifikované
Struktura různých druhů eutektika slitiny Al-Si
zrnité lamelární modifikované
Слайд 19Al odlitky - příklady
Píst
Lité kolo
Startér
Blok spalovacího motoru
Al odlitky - příklady
Píst
Lité kolo
Startér
Blok spalovacího motoru

Слайд 20Slitiny zinku
Zn – Cu, Zn – Al, Zn – Mg
Výborná slévatelnost, nízká
Slitiny zinku
Zn – Cu, Zn – Al, Zn – Mg
Výborná slévatelnost, nízká

Слайд 21Slitiny mědi
Bronzy: slitiny mědi a nejčastěji cínu, hliníku nebo olova
Hustota asi 8,6
Slitiny mědi
Bronzy: slitiny mědi a nejčastěji cínu, hliníku nebo olova
Hustota asi 8,6
Слайд 22Cu odlitky - příklady
Šnekové kolo
Lesní roh
Ventil
Armatury
Cu odlitky - příklady
Šnekové kolo
Lesní roh
Ventil
Armatury

Слайд 23Slitiny hořčíku
Mg + Al, Mn, Zn, Si
Mg – Li: velmi lehká slitina,
Slitiny hořčíku
Mg + Al, Mn, Zn, Si
Mg – Li: velmi lehká slitina,
Слайд 24Mg odlitky - příklady
Notebook
Tělo fotoaparátu
Lité kolo
Mg odlitky - příklady
Notebook
Tělo fotoaparátu
Lité kolo

Слайд 25Slitiny niklu
Slitiny Ni s Cr a Mo (Hastalloy, Nimonic), komplexní Cr, Mo,
Slitiny niklu
Slitiny Ni s Cr a Mo (Hastalloy, Nimonic), komplexní Cr, Mo,
Слайд 26Ni odlitky - příklady
Rozváděcí kolo turbíny
Armatury
Palivové čerpadlo
Oběžné kolo turbodmychadla
Ni odlitky - příklady
Rozváděcí kolo turbíny
Armatury
Palivové čerpadlo
Oběžné kolo turbodmychadla

Слайд 27Slitiny titanu
Obsahují titan a nějaké další prvky, nejrozšířenější Ti – Al (TiAl6V4)
Výhody:
Slitiny titanu
Obsahují titan a nějaké další prvky, nejrozšířenější Ti – Al (TiAl6V4)
Výhody:
Слайд 28Ti odlitky - příklady
Píst a ojnice
Ventily
Oběžné kolo turbodmychadla
Umělý kloub
SR – 71 ,,Blackbird“
Ti odlitky - příklady
Píst a ojnice
Ventily
Oběžné kolo turbodmychadla
Umělý kloub
SR – 71 ,,Blackbird“

Слайд 29Tavení ocelí
Elektrické obloukové pece- tavení elektrickým obloukem
Elektrické indukční pece – tavení elektromagnetická
Tavení ocelí
Elektrické obloukové pece- tavení elektrickým obloukem
Elektrické indukční pece – tavení elektromagnetická

Слайд 30Elektrické obloukové pece
Možnost rafinace kovu – snížení obsahu P, S, snížení obsahu
Elektrické obloukové pece
Možnost rafinace kovu – snížení obsahu P, S, snížení obsahu
Слайд 31Elektrické obloukové pece
Pec ČKD, 8 tun (OTO 5), SCB Foundry
Elektrické obloukové pece
Pec ČKD, 8 tun (OTO 5), SCB Foundry

Слайд 32Elektrické obloukové pece - hutní
320t EOP (Gebze, Turecko), Tap to tap time
Elektrické obloukové pece - hutní
320t EOP (Gebze, Turecko), Tap to tap time

Слайд 33Elektrické indukční pece
Pouze tavení a dolegování – rafinace NE!! (velmi omezená)
Rozdělení elektrických
Elektrické indukční pece
Pouze tavení a dolegování – rafinace NE!! (velmi omezená)
Rozdělení elektrických
Слайд 34Tavení litin
Tavící agregáty
Kupolové pece (kuplovny)
Elektrické indukční pece
Rotační pece
Vsázkové suroviny
Surové železo
Vratný materiál
Ocelový odpad
Litinový
Tavení litin
Tavící agregáty
Kupolové pece (kuplovny)
Elektrické indukční pece
Rotační pece
Vsázkové suroviny
Surové železo
Vratný materiál
Ocelový odpad
Litinový
Слайд 35Kupolové pece
Studenovětrné
Horkovětrné
Odpich
Kontinuální
periodický
Provoz
Periodický
Kampaňovitý
Vsázka
Kovové přísady
Koks
Struskotvorné přísady
Kupolové pece
Studenovětrné
Horkovětrné
Odpich
Kontinuální
periodický
Provoz
Periodický
Kampaňovitý
Vsázka
Kovové přísady
Koks
Struskotvorné přísady
Слайд 36Tavení neželezných kovů a slitin
eklektické a plynové pece
elektrické odporové a indukční pece
Tavení neželezných kovů a slitin
eklektické a plynové pece
elektrické odporové a indukční pece

Слайд 37Plynové tavící pece
komorové pece
kelímkové pece
šachtové pece
Plynové tavící pece
komorové pece
kelímkové pece
šachtové pece
Слайд 38Vakuové elektrické indukční pece
- slitiny na bázi Ni, Ti, Fe
Vakuové elektrické indukční pece
- slitiny na bázi Ni, Ti, Fe

Слайд 39Odlévání kovů a slitin
lití spodem
lití horem – přes hubičku
Odlévání kovů a slitin
lití spodem
lití horem – přes hubičku

Слайд 40Zabíhavost kovů a slitin
Zábíhavost je schopnost kovu vyplnit dutinu formy. Je funkcí:
kovu
Zabíhavost kovů a slitin
Zábíhavost je schopnost kovu vyplnit dutinu formy. Je funkcí:
kovu
Слайд 41Zabíhavost kovů a slitin
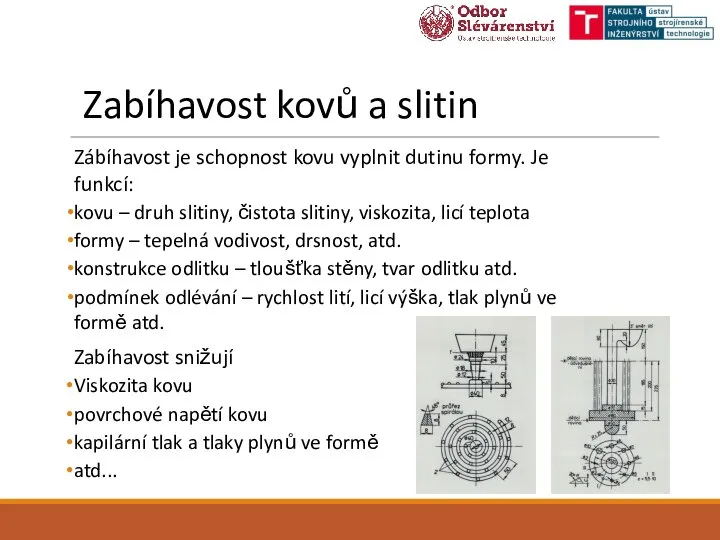
Zábíhavost je schopnost kovu vyplnit dutinu formy. Je funkcí:
kovu
Zabíhavost kovů a slitin
Zábíhavost je schopnost kovu vyplnit dutinu formy. Je funkcí:
kovu
Слайд 42Odlévání do kovových forem (kokila)
Odlévání:
gravitační
tlakové lití (studená, teplá komora)
odstředivé
Specifika
forma negativ odlitku zvětšená
Odlévání do kovových forem (kokila)
Odlévání:
gravitační
tlakové lití (studená, teplá komora)
odstředivé
Specifika
forma negativ odlitku zvětšená
Слайд 43Gravitační odlévání do kokil
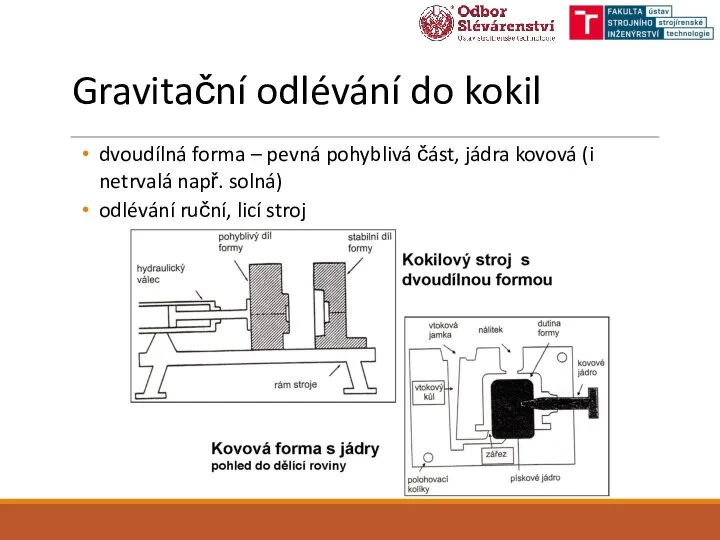
dvoudílná forma – pevná pohyblivá část, jádra kovová (i
Gravitační odlévání do kokil
dvoudílná forma – pevná pohyblivá část, jádra kovová (i
Слайд 44Tlakové lití
Proces plnění můžeme rozdělit
na čtyři etapy:
Etapa τ1
Etapa τ2
Tlakové lití
Proces plnění můžeme rozdělit
na čtyři etapy:
Etapa τ1
Etapa τ2
Слайд 45Tlakové lití - studená komora (Al)
vertikální (Polák), horizontální
Tlakové lití - studená komora (Al)
vertikální (Polák), horizontální
Слайд 46Tlakové lití – studená komora
výroba přesných odlitků
produktivita
velikost stroje = uzavírací síla
strukturální odlitky
Tlakové lití – studená komora
výroba přesných odlitků
produktivita
velikost stroje = uzavírací síla
strukturální odlitky
Слайд 47Tlakové lití – teplá komora (Zn, Mg)
výroba přesných odlitků
produktivita
velikost stroje = uzavírací
Tlakové lití – teplá komora (Zn, Mg)
výroba přesných odlitků
produktivita
velikost stroje = uzavírací

Слайд 48Forma
Forma

Слайд 49Příklad odlitků – tlakové lití
Příklad odlitků – tlakové lití

Слайд 50Příklad odlitků – tlakové lití
Horní část olejové vany pro Audi A8
Odlitek
Příklad odlitků – tlakové lití
Horní část olejové vany pro Audi A8
Odlitek

Слайд 51Nízkotlaké lití
Tlak plynu na hladinu kovu = vytlačování kovu do dutiny formy
Kovová
Nízkotlaké lití
Tlak plynu na hladinu kovu = vytlačování kovu do dutiny formy
Kovová
Слайд 52Nízkotlaké lití
http://www.kurtzersa.com/moulding-machines/products/kurtz-foundry-machines/low-pressure-casting-machines/kurtz-applications/automotive.html
vývoj
produkty
produkty
Nízkotlaké lití
http://www.kurtzersa.com/moulding-machines/products/kurtz-foundry-machines/low-pressure-casting-machines/kurtz-applications/automotive.html
vývoj
produkty
produkty
Слайд 53Odstředivé lití
Odlévání do rotující (kovové, keramické, silikonové) formy – využití odstředivé síly
Osa
Odstředivé lití
Odlévání do rotující (kovové, keramické, silikonové) formy – využití odstředivé síly
Osa

Слайд 54Odstředivé lití - Tekcast
Odlévání nízkotavitelných slitin – Zn, Sn, nebo i plast,
Odstředivé lití - Tekcast
Odlévání nízkotavitelných slitin – Zn, Sn, nebo i plast,
Слайд 55Tuhnutí kovů a slitin
Tuhnutí – proces, při kterém dochází vlivem ochlazování kovu
Tuhnutí kovů a slitin
Tuhnutí – proces, při kterém dochází vlivem ochlazování kovu
Слайд 56Průběh tuhnutí kovů a slitin
a) exogenní, b) dvoufázové, c) endogenní – objemové
Průběh tuhnutí kovů a slitin
a) exogenní, b) dvoufázové, c) endogenní – objemové
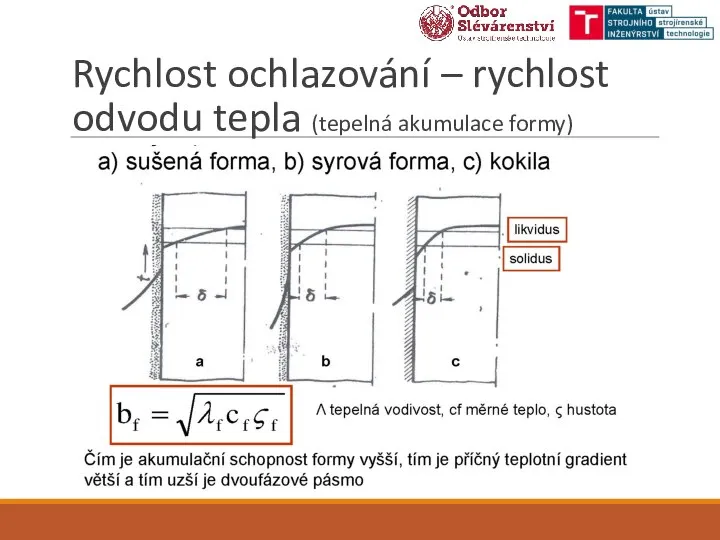
Слайд 57Rychlost ochlazování – rychlost odvodu tepla (tepelná akumulace formy)
Rychlost ochlazování – rychlost odvodu tepla (tepelná akumulace formy)
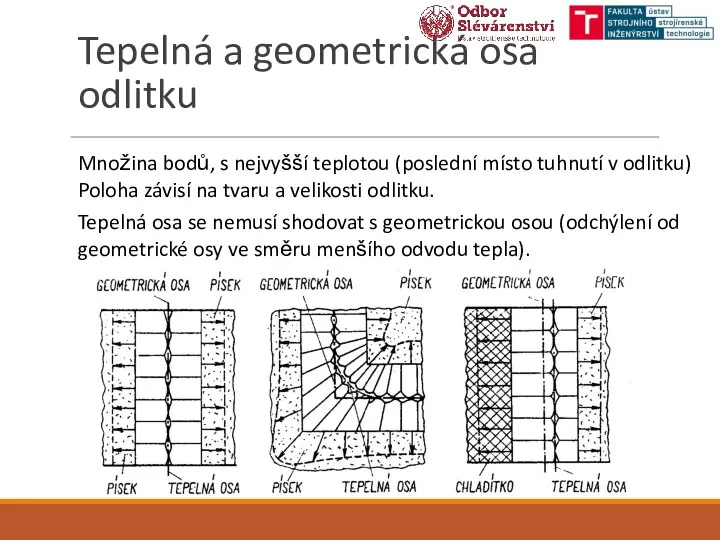
Слайд 58Tepelná a geometrická osa odlitku
Množina bodů, s nejvyšší teplotou (poslední místo tuhnutí
Tepelná a geometrická osa odlitku
Množina bodů, s nejvyšší teplotou (poslední místo tuhnutí
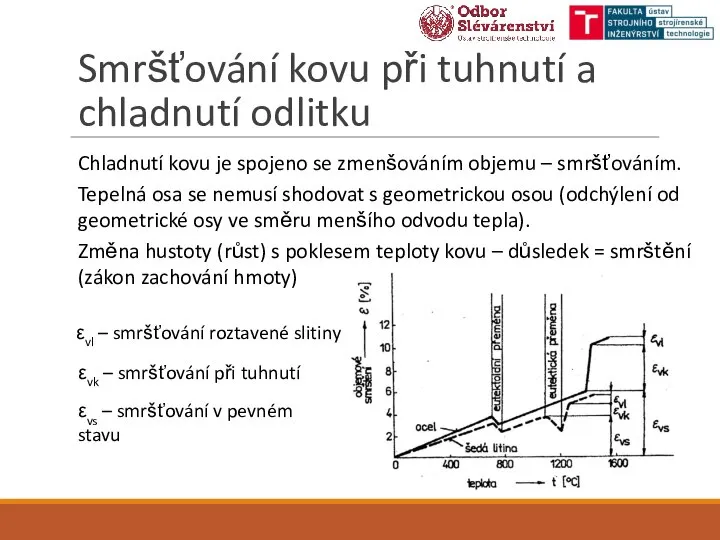
Слайд 59Smršťování kovu při tuhnutí a chladnutí odlitku
Chladnutí kovu je spojeno se zmenšováním
Smršťování kovu při tuhnutí a chladnutí odlitku
Chladnutí kovu je spojeno se zmenšováním
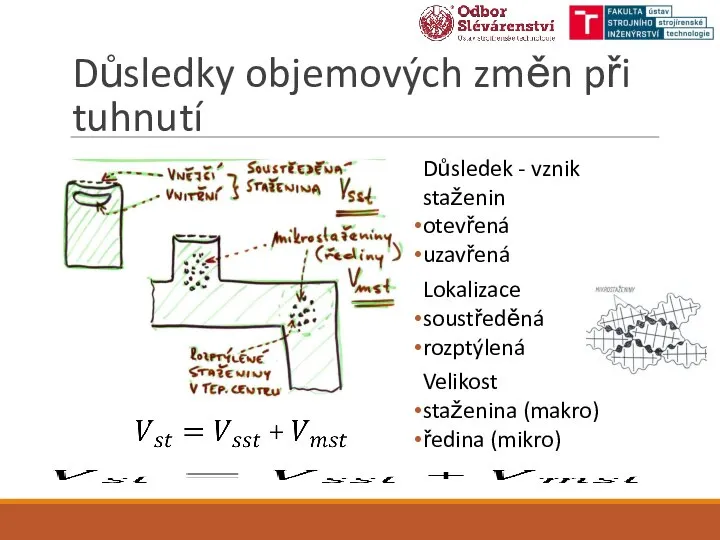
Слайд 60Důsledky objemových změn při tuhnutí
Důsledek - vznik staženin
otevřená
uzavřená
Lokalizace
soustředěná
rozptýlená
Velikost
staženina (makro)
ředina (mikro)
Důsledky objemových změn při tuhnutí
Důsledek - vznik staženin
otevřená
uzavřená
Lokalizace
soustředěná
rozptýlená
Velikost
staženina (makro)
ředina (mikro)
Слайд 61Vznik vnějších a vnitřních staženin
Vznik vnějších a vnitřních staženin
Слайд 62Tepelné uzly a jejich eliminace
Oddělená místa posledního tuhnutí od nalitkované části –
Tepelné uzly a jejich eliminace
Oddělená místa posledního tuhnutí od nalitkované části –
Слайд 63Konstrukční změny odlitků
usměrněné tuhnutí
lépe
špatně
Konstrukční změny odlitků
usměrněné tuhnutí
lépe
špatně
Слайд 64Řízená krystalizace odlitků
řízení krystalizace odlitků s rovnoosými zrny
řízení krystalizace při výrobě odlitků
Řízená krystalizace odlitků
řízení krystalizace odlitků s rovnoosými zrny
řízení krystalizace při výrobě odlitků
Слайд 65Odlitky se sloupcovými zrny
Schéma metody LMC
Simulace tuhnutí a růstu sloupcových zrn
Schéma
Odlitky se sloupcovými zrny
Schéma metody LMC
Simulace tuhnutí a růstu sloupcových zrn
Schéma
Слайд 66Monokrystalické odlitky
Simulace růstu a selekce
jednoho sloupcového zrna
Simulace selekce monokrystalu daného odlitku
Monokrystalické odlitky
Simulace růstu a selekce
jednoho sloupcového zrna
Simulace selekce monokrystalu daného odlitku

Слайд 67Monokrystalické odlitky
Monokrystalické odlitky
Слайд 68Technologické změny odlitků
Technologické změny odlitků
Слайд 69Rozdělení nálitků – dle polohy vůči odlitku
Rozdělení nálitků – dle polohy vůči odlitku
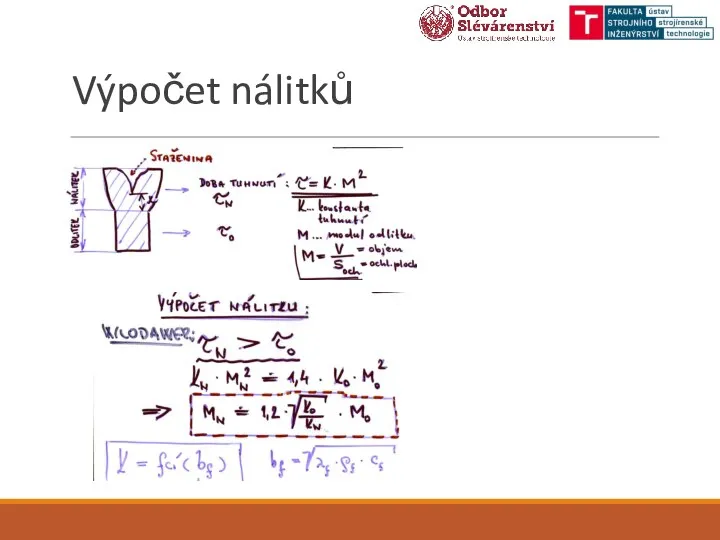
Слайд 70Výpočet nálitků
Výpočet nálitků
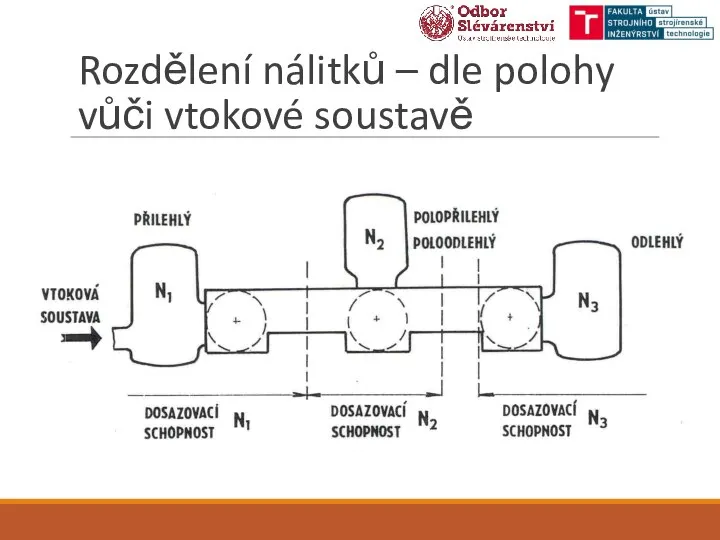
Слайд 71Rozdělení nálitků – dle polohy vůči vtokové soustavě
Rozdělení nálitků – dle polohy vůči vtokové soustavě
Слайд 72Rozdělení nálitků dle regulace ochlazování
Rozdělení nálitků dle regulace ochlazování

Слайд 73Příklad použití nálitků
Příklad použití nálitků

 Проект Private Limited Company Ya ABE, организация и сопровождение отдыха на воде
Проект Private Limited Company Ya ABE, организация и сопровождение отдыха на воде ПРАВИЛА ДОРОЖНОГО ДВИЖЕНИЯИ СТАТИСТИКА ДОРОЖНО-ТРАНСПОРТНЫХ ПРОИСШЕСТВИЙ
ПРАВИЛА ДОРОЖНОГО ДВИЖЕНИЯИ СТАТИСТИКА ДОРОЖНО-ТРАНСПОРТНЫХ ПРОИСШЕСТВИЙ Методики диагностики мотивации
Методики диагностики мотивации Единая информационная среда Северо-Западного образовательного округа
Единая информационная среда Северо-Западного образовательного округа ОСОБЕННОСТИ НАЦИОНАЛЬНОЙ ОХОТЫ
ОСОБЕННОСТИ НАЦИОНАЛЬНОЙ ОХОТЫ Анализ результатов деятельности ОУ и планирование изменений
Анализ результатов деятельности ОУ и планирование изменений Презентация на тему вязание крючком
Презентация на тему вязание крючком Летние каникулы на английском
Летние каникулы на английском Норма права. Булыгин, Кельзен, Хофельд, Харт
Норма права. Булыгин, Кельзен, Хофельд, Харт «ЧТОБЫ ЗНАЛИ И ПОМНИЛИ !»
«ЧТОБЫ ЗНАЛИ И ПОМНИЛИ !» Концентрация растворов. Массовая доля вещества
Концентрация растворов. Массовая доля вещества MY BEST FRIENDs
MY BEST FRIENDs Ювенальная юстиция Австралии
Ювенальная юстиция Австралии История и символика древнерусской иконописи
История и символика древнерусской иконописи Архитектурные элементы здания. ИЗО 8 класс
Архитектурные элементы здания. ИЗО 8 класс Социология Фердинанда Тенниса (1855-1936, Германия)
Социология Фердинанда Тенниса (1855-1936, Германия) О чем рассказали волокна
О чем рассказали волокна Православный приход храма во имя святого праведного Иова многострадального
Православный приход храма во имя святого праведного Иова многострадального Halloween. Vocabulary
Halloween. Vocabulary 1 2 На протяжении 60 лет ISKRAEMECO является одним из мировых лидеров в области производства приборов и систем учета. На сегодняшний день I
1 2 На протяжении 60 лет ISKRAEMECO является одним из мировых лидеров в области производства приборов и систем учета. На сегодняшний день I Эмоционально-чувственные процессы: страх и ужас
Эмоционально-чувственные процессы: страх и ужас Субъекты правоотношений
Субъекты правоотношений МДОУ Анисимовский детский сад «Звездочка»
МДОУ Анисимовский детский сад «Звездочка» Конфликты: разрушение или созидание?
Конфликты: разрушение или созидание? Простые и составные числа
Простые и составные числа Новости
Новости Эх, где бы воды напиться?
Эх, где бы воды напиться? Требования ОАО «Холдинг МРСК» к подрядным организациям в области управления проектами строительства электросетевых объектов.
Требования ОАО «Холдинг МРСК» к подрядным организациям в области управления проектами строительства электросетевых объектов.