- Теплофизика процесса резания

Содержание
- 2. Физическая модель. Балансовые соотношения Лекция 1 Суть процессов, происходящих в зоне механической обработки детали очень сложна.
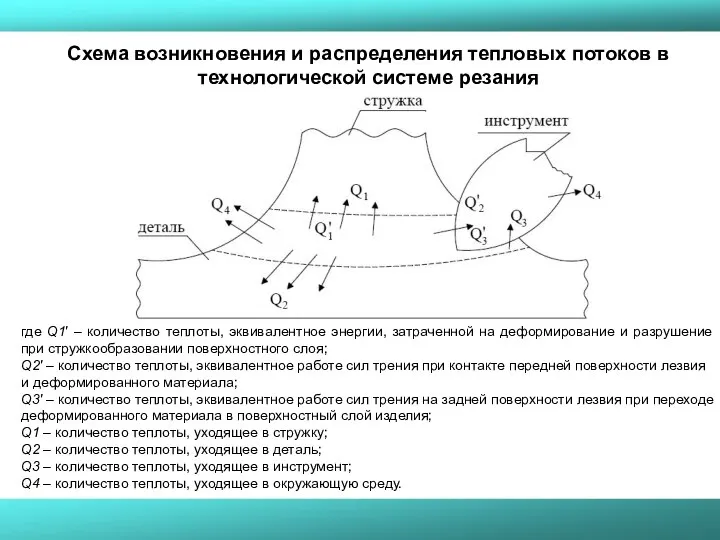
- 3. где Q1′ – количество теплоты, эквивалентное энергии, затраченной на деформирование и разрушение при стружкообразовании поверхностного слоя;
- 4. Теплоотдача, под которой понимают конвективный теплообмен между потоком жидкости или газа и поверхностью твердого тела. Этот
- 5. Факторы, влияющие на величину коэффициента теплоотдачи Влияние скорости потока v. С увеличением скорости потока жидкости или
- 6. Тепловое излучение – это процесс распространения тепловой энергии с помощью электромагнитных волн. При тепловом излучении происходит
- 7. При лучистом теплообмене между двумя телами они одновременно облучают друг друга. Результирующая теплота, переданная излучением от
- 8. Источником называется объект, генерирующий теплоту. Мощность источника оценивается величиной генерируемого теплового потока или его плотностью. Стоком
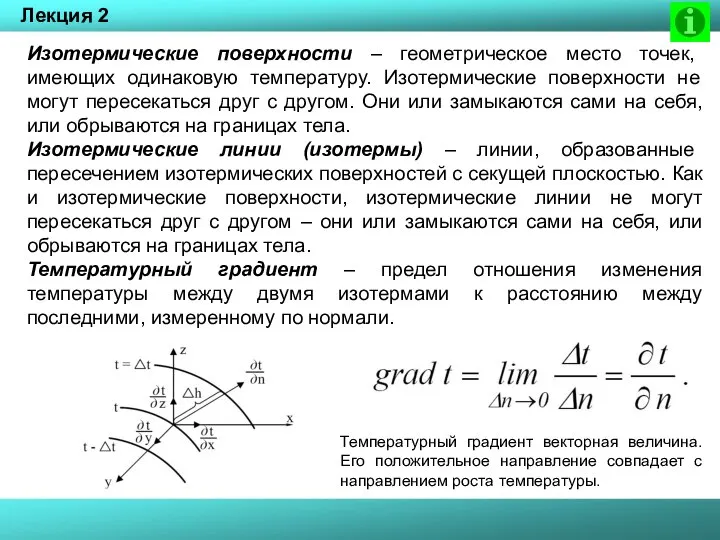
- 9. Изотермические поверхности – геометрическое место точек, имеющих одинаковую температуру. Изотермические поверхности не могут пересекаться друг с
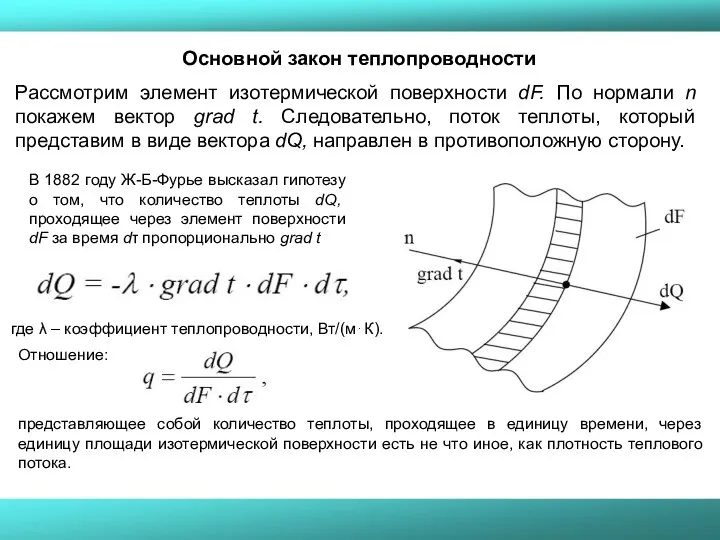
- 10. Основной закон теплопроводности Рассмотрим элемент изотермической поверхности dF. По нормали n покажем вектор grad t. Следовательно,
- 11. Подставляя выражения получим: где q – вектор плотности (интенсивности) теплового потока. Коэффициент теплопроводности – это теплота,
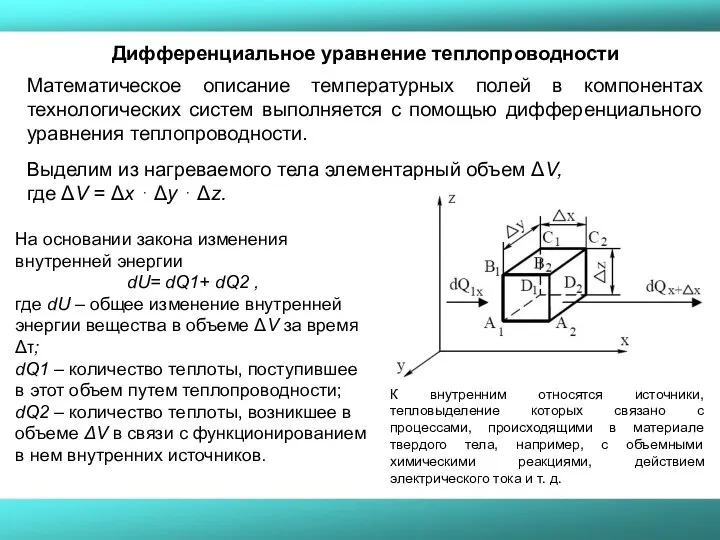
- 12. Дифференциальное уравнение теплопроводности Математическое описание температурных полей в компонентах технологических систем выполняется с помощью дифференциального уравнения
- 13. Элементарные количества теплоты dQ1 и dQ2 вызовут изменение температуры вещества и величину dU можно найти из
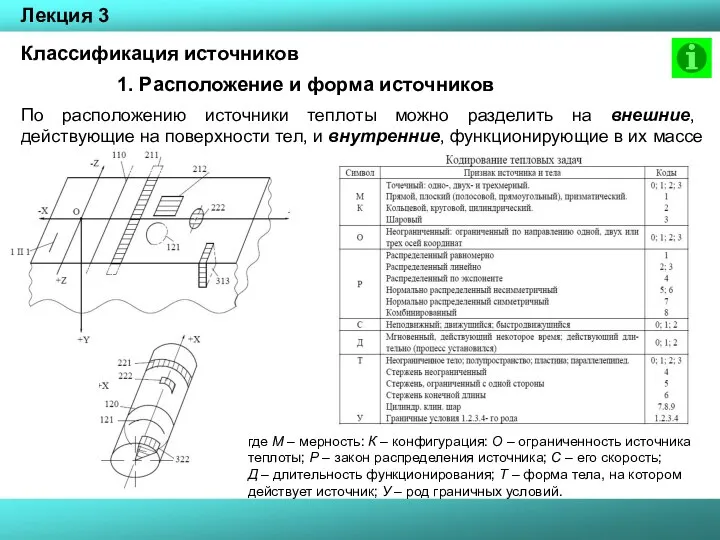
- 14. Классификация источников 1. Расположение и форма источников По расположению источники теплоты можно разделить на внешние, действующие
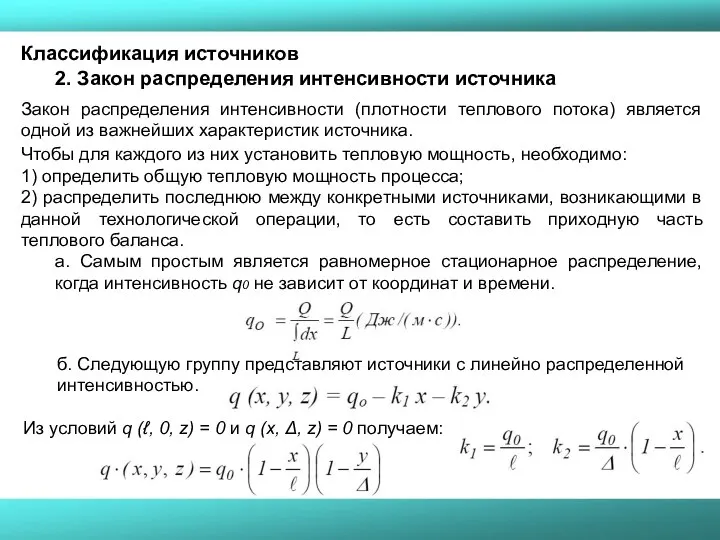
- 15. 2. Закон распределения интенсивности источника Классификация источников Закон распределения интенсивности (плотности теплового потока) является одной из
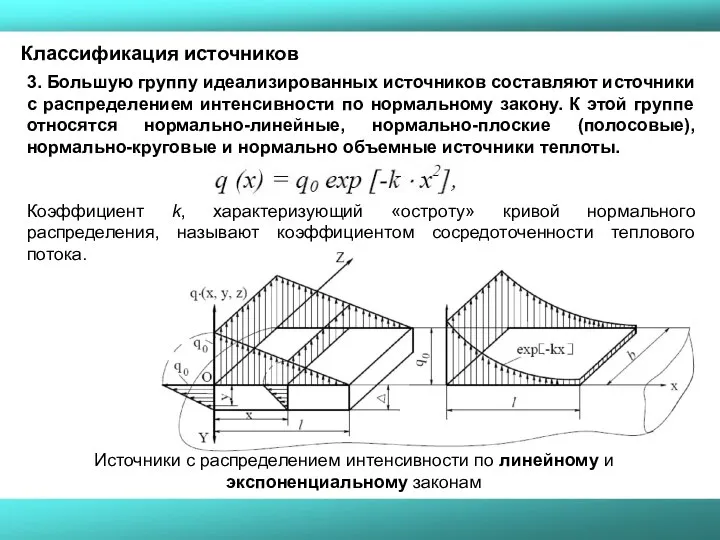
- 16. 3. Большую группу идеализированных источников составляют источники с распределением интенсивности по нормальному закону. К этой группе
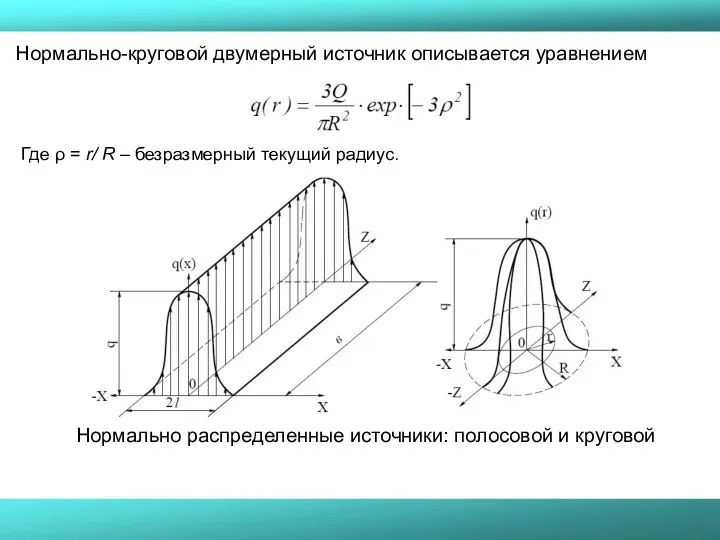
- 17. Нормально-круговой двумерный источник описывается уравнением Где ρ = r/ R – безразмерный текущий радиус. Нормально распределенные
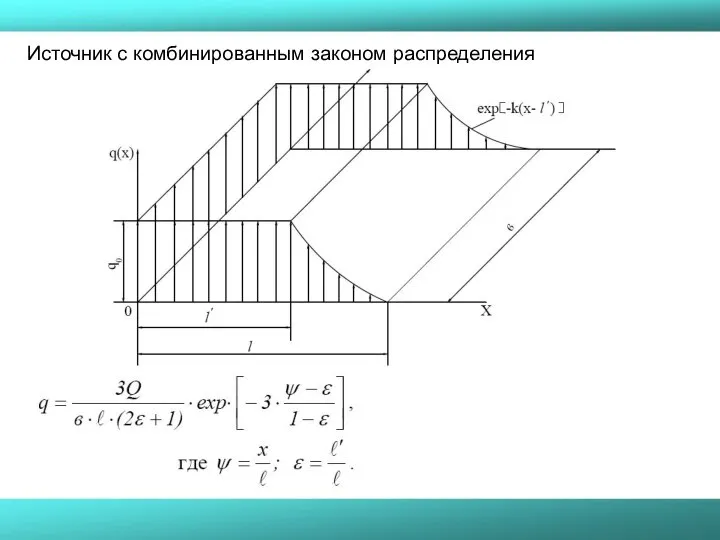
- 18. Источник с комбинированным законом распределения
- 19. Скорость перемещения и длительность функционирования источника Классификация источников Скорость перемещения источников в теплофизических расчетах обычно характеризуют
- 20. Лекция 4 Общие принципы схематизации тел и источников, участвующих в теплообмене при механической обработке материалов Допустимость
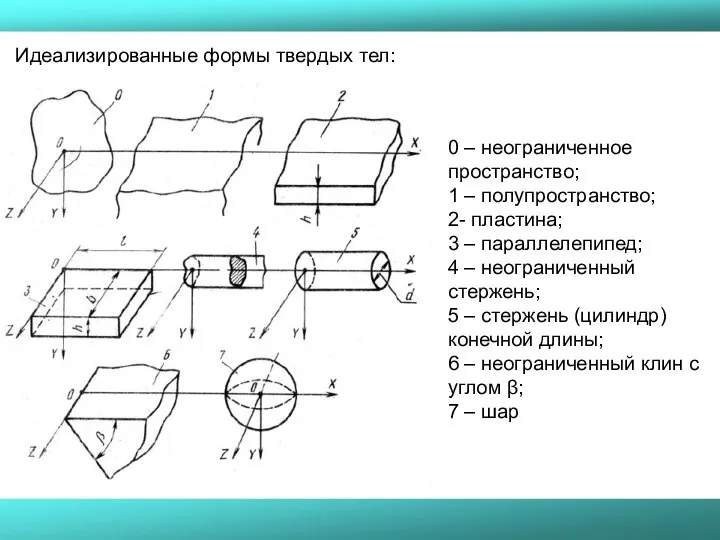
- 21. Идеализированные формы твердых тел: 0 – неограниченное пространство; 1 – полупространство; 2- пластина; 3 – параллелепипед;
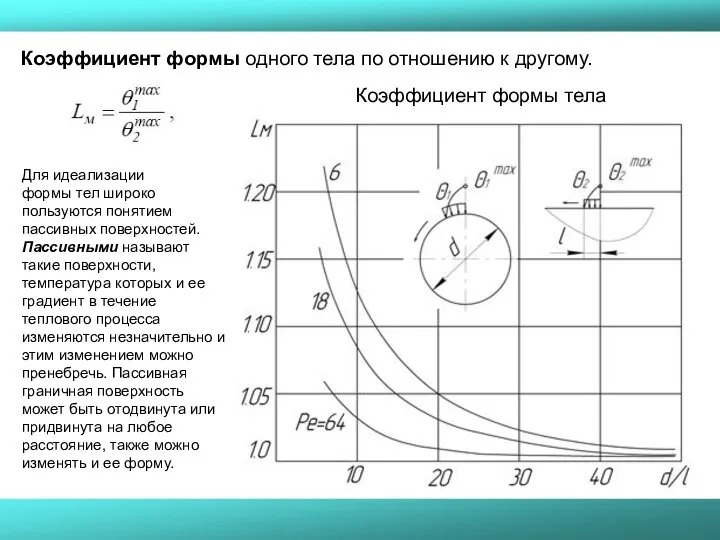
- 22. Коэффициент формы одного тела по отношению к другому. Коэффициент формы тела Для идеализации формы тел широко
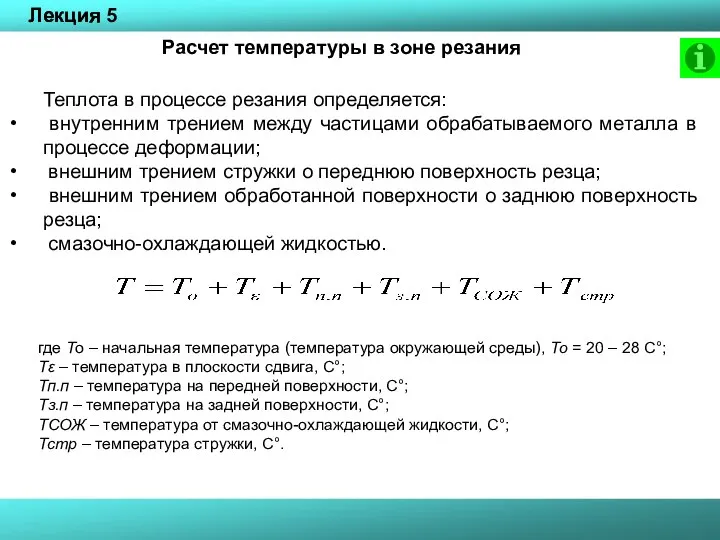
- 23. Лекция 5 Расчет температуры в зоне резания Теплота в процессе резания определяется: внутренним трением между частицами
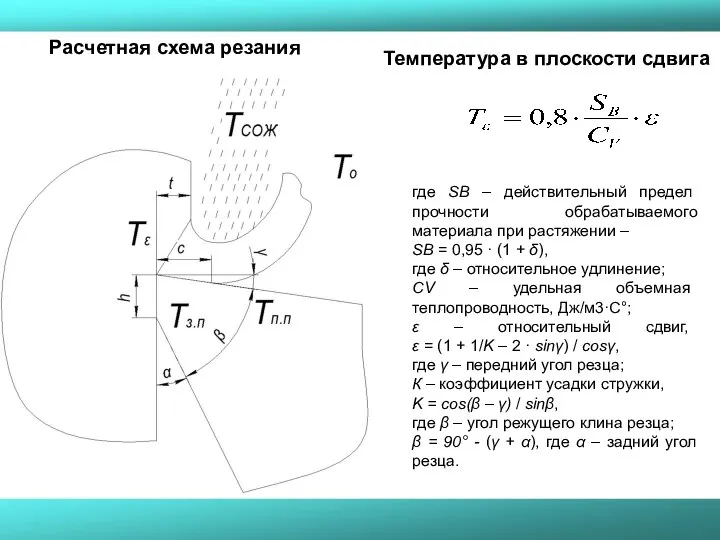
- 24. Температура в плоскости сдвига где SВ – действительный предел прочности обрабатываемого материала при растяжении – SВ
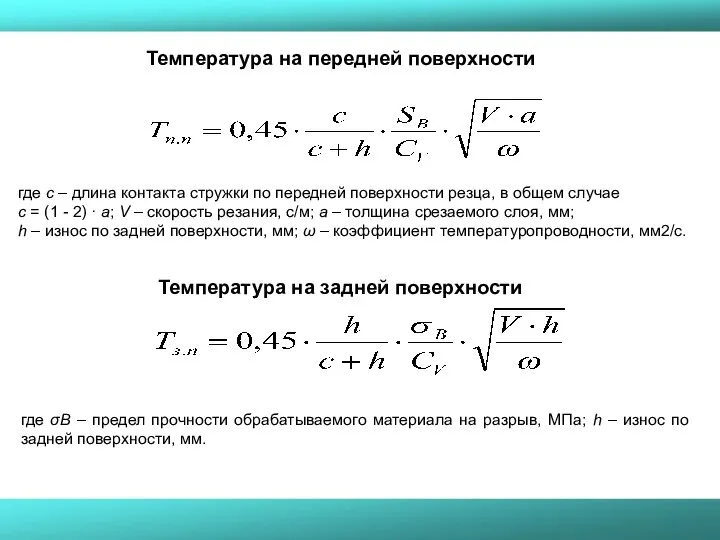
- 25. где с – длина контакта стружки по передней поверхности резца, в общем случае с = (1
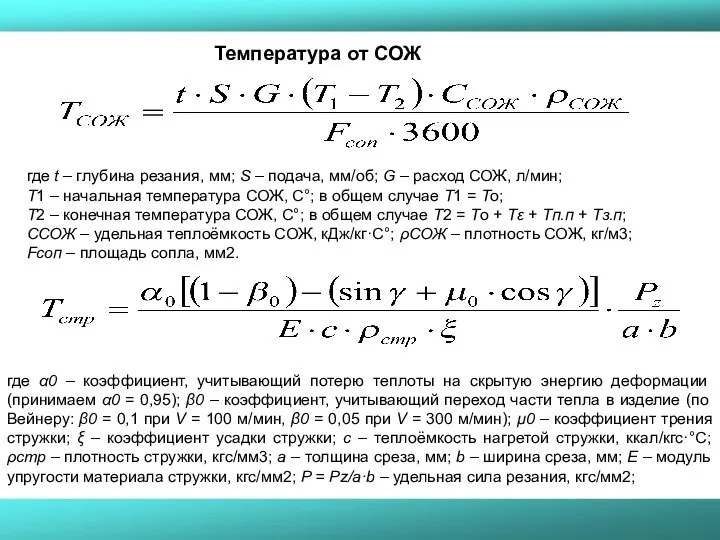
- 26. Температура от СОЖ где t – глубина резания, мм; S – подача, мм/об; G – расход
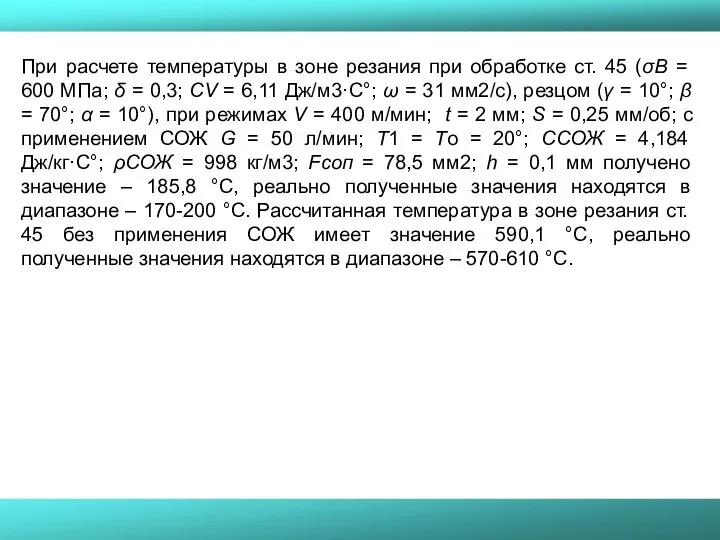
- 27. При расчете температуры в зоне резания при обработке ст. 45 (σВ = 600 МПа; δ =
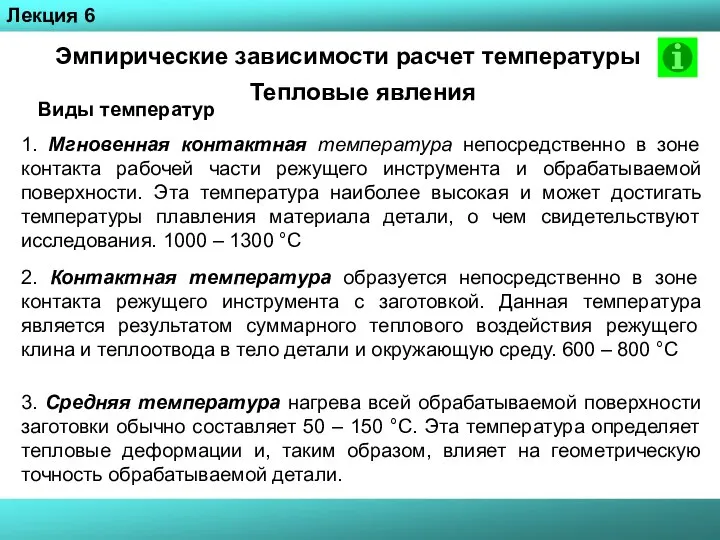
- 28. Тепловые явления Виды температур 1. Мгновенная контактная температура непосредственно в зоне контакта рабочей части режущего инструмента
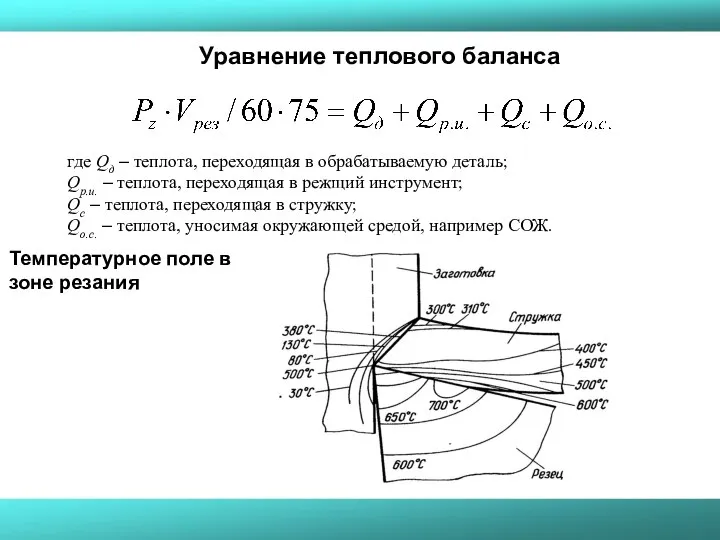
- 29. Уравнение теплового баланса где Qд – теплота, переходящая в обрабатываемую деталь; Qр.и. – теплота, переходящая в
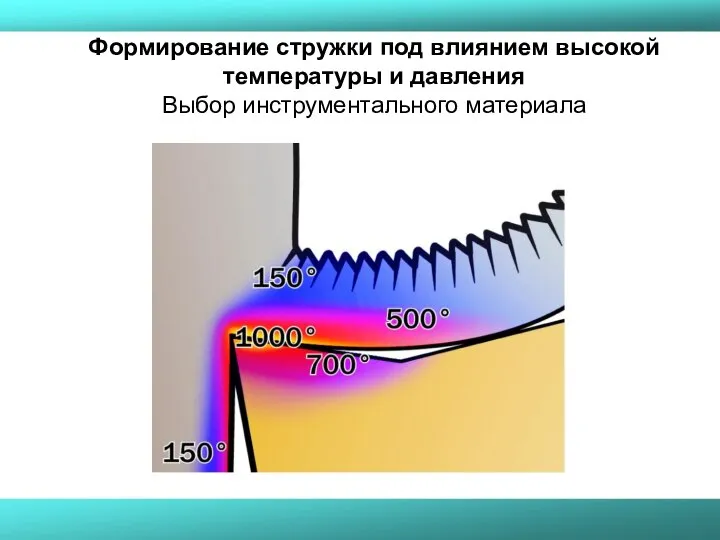
- 30. Формирование стружки под влиянием высокой температуры и давления Выбор инструментального материала
- 31. Формирование стружки для различных групп материалов
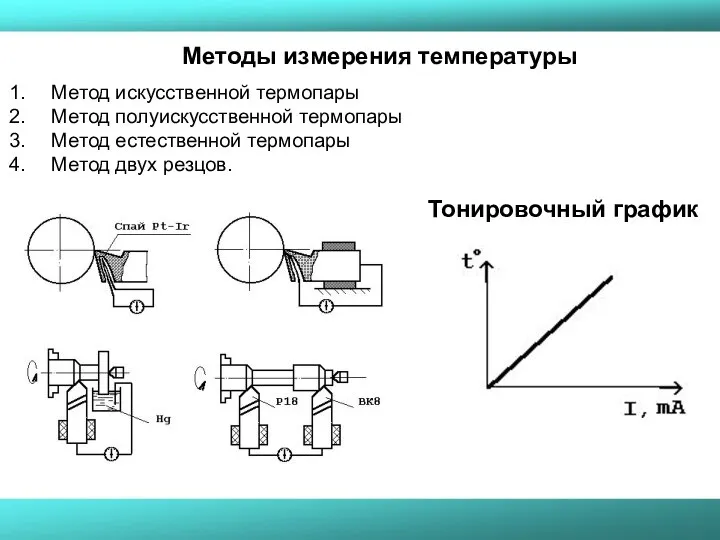
- 32. Методы измерения температуры Метод искусственной термопары Метод полуискусственной термопары Метод естественной термопары Метод двух резцов. Тонировочный
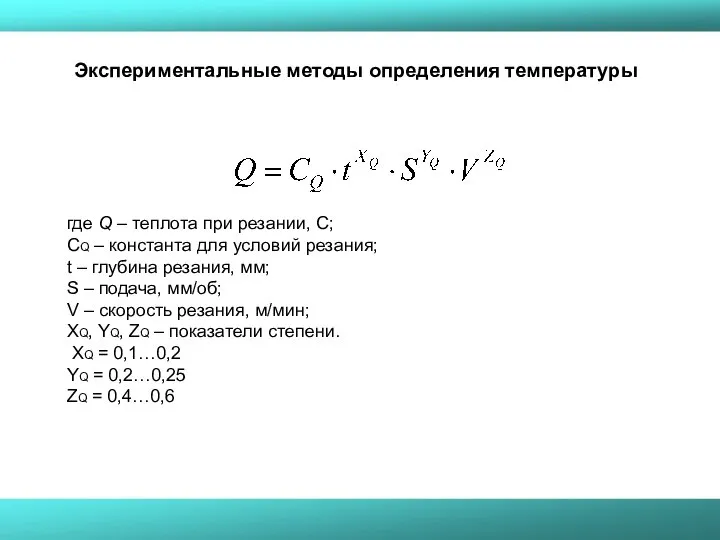
- 33. где Q – теплота при резании, С; СQ – константа для условий резания; t – глубина
- 34. На обрабатываемость материала влияет три основных фактора. 1. Классификация обрабатываемого материала с точки зрения металлургии/механики. 2.
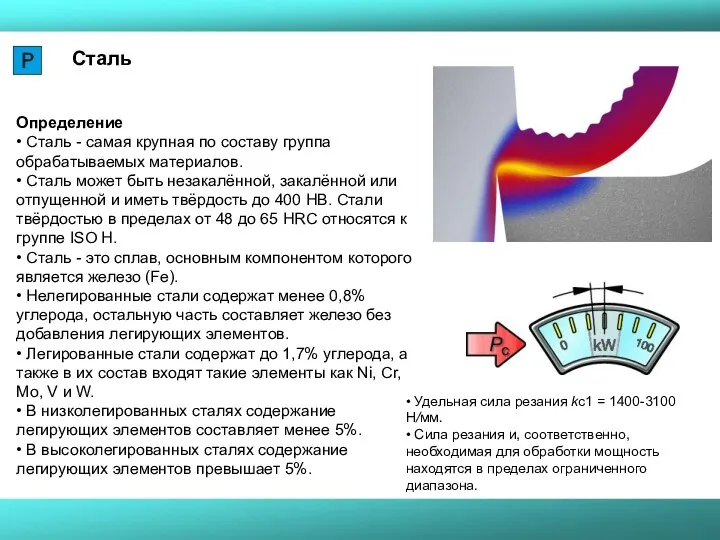
- 35. Определение • Сталь - самая крупная по составу группа обрабатываемых материалов. • Сталь может быть незакалённой,
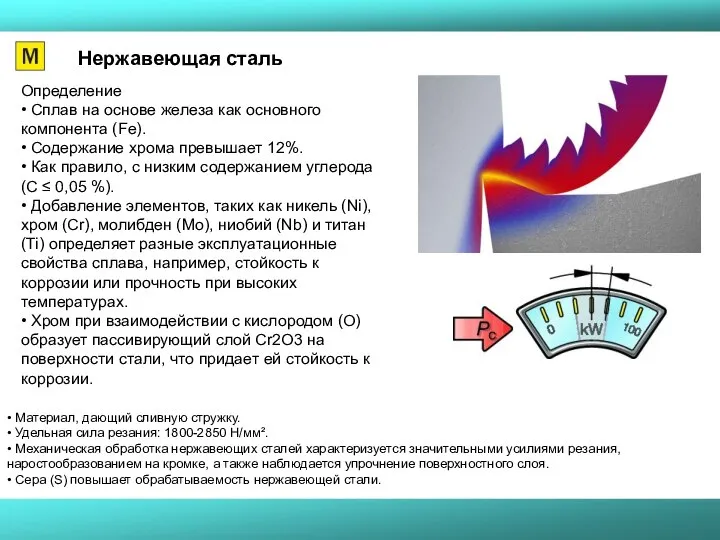
- 36. Нержавеющая сталь Определение • Сплав на основе железа как основного компонента (Fe). • Содержание хрома превышает
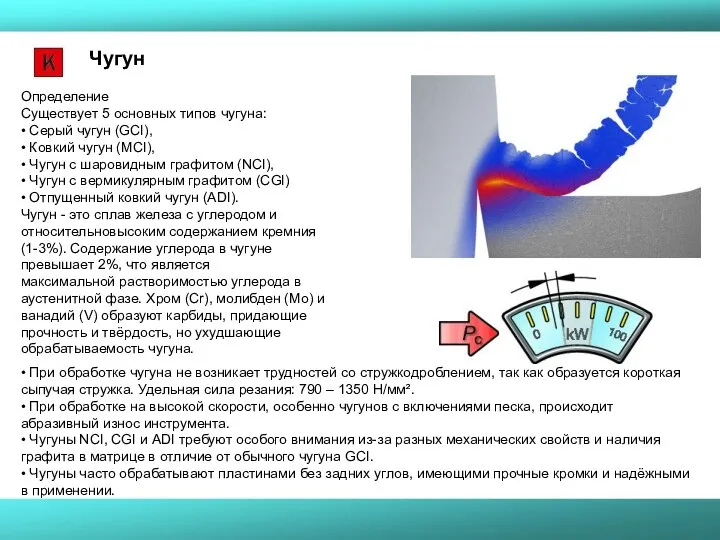
- 39. Чугун Определение Существует 5 основных типов чугуна: • Серый чугун (GCI), • Ковкий чугун (MCI), •
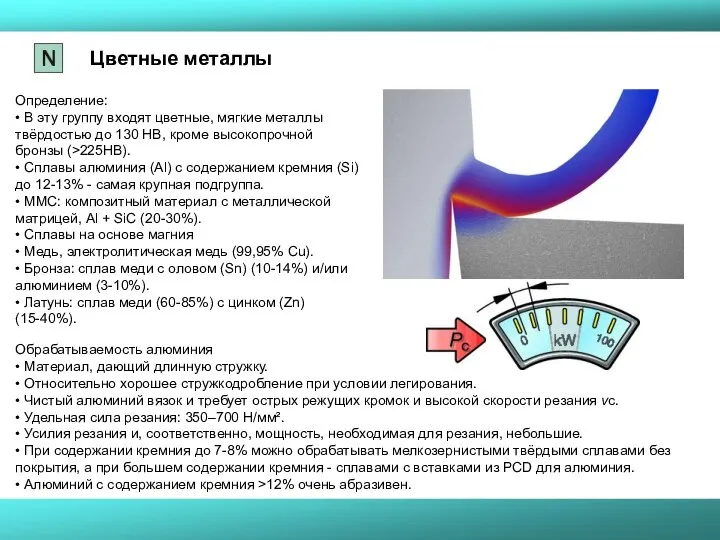
- 40. Цветные металлы Определение: • В эту группу входят цветные, мягкие металлы твёрдостью до 130 HB, кроме
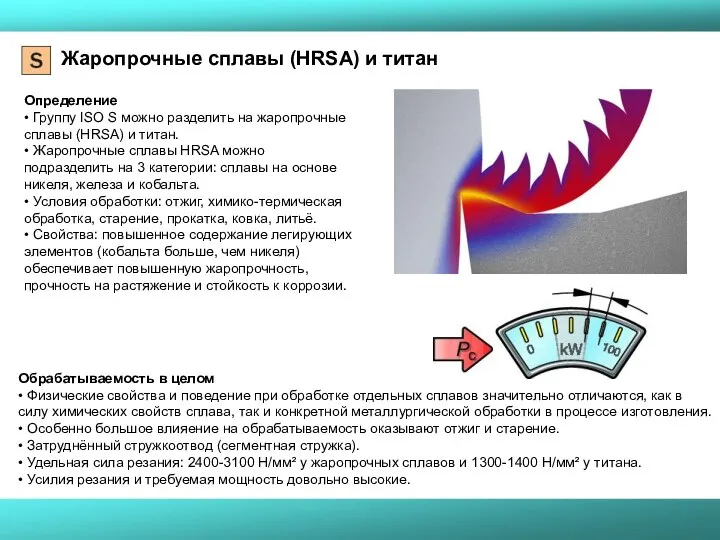
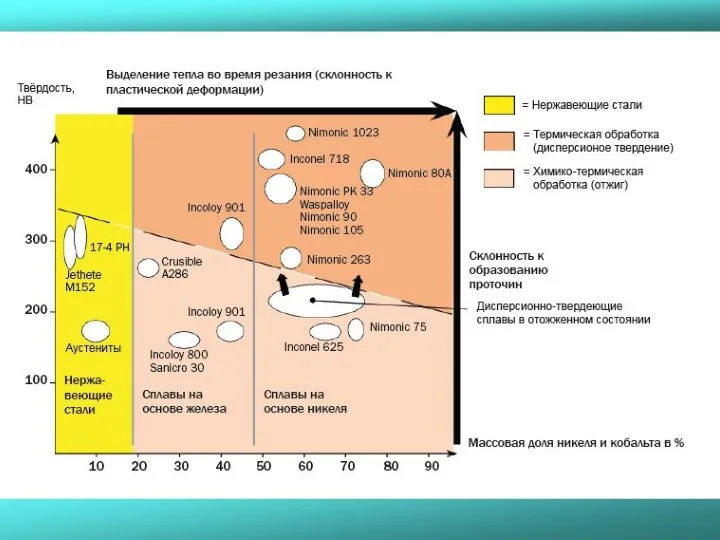
- 41. Жаропрочные сплавы (HRSA) и титан Определение • Группу ISO S можно разделить на жаропрочные сплавы (HRSA)
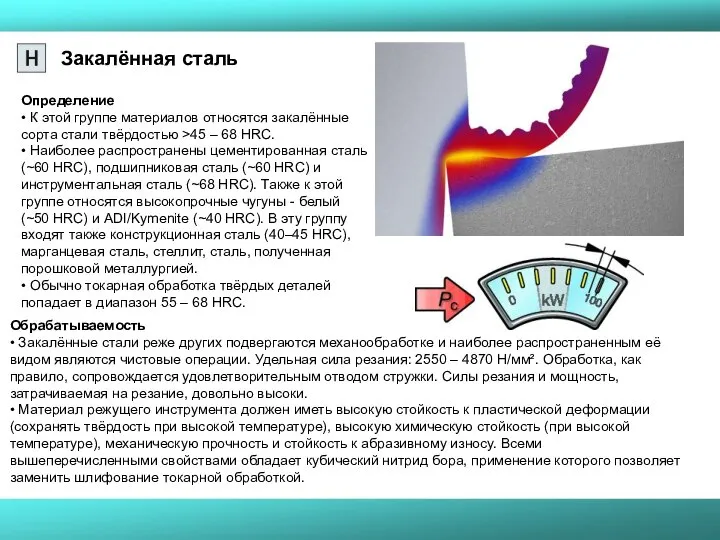
- 43. Закалённая сталь Определение • К этой группе материалов относятся закалённые сорта стали твёрдостью >45 – 68
- 45. Скачать презентацию
Слайд 2Физическая модель. Балансовые соотношения
Лекция 1
Суть процессов, происходящих в зоне механической обработки детали
Физическая модель. Балансовые соотношения
Лекция 1
Суть процессов, происходящих в зоне механической обработки детали
Слайд 3где Q1′ – количество теплоты, эквивалентное энергии, затраченной на деформирование и разрушение
где Q1′ – количество теплоты, эквивалентное энергии, затраченной на деформирование и разрушение
Слайд 4Теплоотдача, под которой понимают конвективный теплообмен между потоком жидкости или газа и
Теплоотдача, под которой понимают конвективный теплообмен между потоком жидкости или газа и
Слайд 5Факторы, влияющие на величину коэффициента теплоотдачи
Влияние скорости потока v. С увеличением скорости
Факторы, влияющие на величину коэффициента теплоотдачи
Влияние скорости потока v. С увеличением скорости
Слайд 6Тепловое излучение – это процесс распространения тепловой энергии с помощью электромагнитных волн.
Тепловое излучение – это процесс распространения тепловой энергии с помощью электромагнитных волн.
Слайд 7При лучистом теплообмене между двумя телами они одновременно облучают друг друга. Результирующая
При лучистом теплообмене между двумя телами они одновременно облучают друг друга. Результирующая
Слайд 8Источником называется объект, генерирующий теплоту.
Мощность источника оценивается величиной генерируемого теплового потока или
Источником называется объект, генерирующий теплоту.
Мощность источника оценивается величиной генерируемого теплового потока или
Слайд 9Изотермические поверхности – геометрическое место точек, имеющих одинаковую температуру. Изотермические поверхности не
Изотермические поверхности – геометрическое место точек, имеющих одинаковую температуру. Изотермические поверхности не
Слайд 10Основной закон теплопроводности
Рассмотрим элемент изотермической поверхности dF. По нормали n покажем вектор
Основной закон теплопроводности
Рассмотрим элемент изотермической поверхности dF. По нормали n покажем вектор
Слайд 11Подставляя выражения получим:
где q – вектор плотности (интенсивности) теплового потока.
Коэффициент теплопроводности –
Подставляя выражения получим:
где q – вектор плотности (интенсивности) теплового потока.
Коэффициент теплопроводности –
Слайд 12Дифференциальное уравнение теплопроводности
Математическое описание температурных полей в компонентах технологических систем выполняется с
Дифференциальное уравнение теплопроводности
Математическое описание температурных полей в компонентах технологических систем выполняется с
Слайд 13Элементарные количества теплоты dQ1 и dQ2 вызовут изменение температуры вещества и величину
Элементарные количества теплоты dQ1 и dQ2 вызовут изменение температуры вещества и величину
Слайд 14Классификация источников
1. Расположение и форма источников
По расположению источники теплоты можно разделить на
Классификация источников
1. Расположение и форма источников
По расположению источники теплоты можно разделить на
Слайд 152. Закон распределения интенсивности источника
Классификация источников
Закон распределения интенсивности (плотности теплового потока) является
2. Закон распределения интенсивности источника
Классификация источников
Закон распределения интенсивности (плотности теплового потока) является
Слайд 163. Большую группу идеализированных источников составляют источники с распределением интенсивности по нормальному
3. Большую группу идеализированных источников составляют источники с распределением интенсивности по нормальному
Слайд 17Нормально-круговой двумерный источник описывается уравнением
Где ρ = r/ R – безразмерный текущий
Нормально-круговой двумерный источник описывается уравнением
Где ρ = r/ R – безразмерный текущий
Слайд 18Источник с комбинированным законом распределения
Источник с комбинированным законом распределения
Слайд 19Скорость перемещения и длительность функционирования источника
Классификация источников
Скорость перемещения источников в теплофизических расчетах
Скорость перемещения и длительность функционирования источника
Классификация источников
Скорость перемещения источников в теплофизических расчетах
Слайд 20Лекция 4
Общие принципы схематизации тел и источников, участвующих
в теплообмене при механической обработке
Лекция 4
Общие принципы схематизации тел и источников, участвующих
в теплообмене при механической обработке
Слайд 21Идеализированные формы твердых тел:
0 – неограниченное пространство;
1 – полупространство;
2- пластина;
3
Идеализированные формы твердых тел:
0 – неограниченное пространство;
1 – полупространство;
2- пластина;
3
Слайд 22Коэффициент формы одного тела по отношению к другому.
Коэффициент формы тела
Для идеализации
формы тел
Коэффициент формы одного тела по отношению к другому.
Коэффициент формы тела
Для идеализации
формы тел
Слайд 23Лекция 5
Расчет температуры в зоне резания
Теплота в процессе резания определяется:
внутренним трением
Лекция 5
Расчет температуры в зоне резания
Теплота в процессе резания определяется:
внутренним трением
Слайд 24Температура в плоскости сдвига
где SВ – действительный предел прочности обрабатываемого материала при
Температура в плоскости сдвига
где SВ – действительный предел прочности обрабатываемого материала при
Слайд 25где с – длина контакта стружки по передней поверхности резца, в общем
где с – длина контакта стружки по передней поверхности резца, в общем
Слайд 26Температура от СОЖ
где t – глубина резания, мм; S – подача, мм/об;
Температура от СОЖ
где t – глубина резания, мм; S – подача, мм/об;
Слайд 27При расчете температуры в зоне резания при обработке ст. 45 (σВ =
При расчете температуры в зоне резания при обработке ст. 45 (σВ =
Слайд 28Тепловые явления
Виды температур
1. Мгновенная контактная температура непосредственно в зоне контакта рабочей части
Тепловые явления
Виды температур
1. Мгновенная контактная температура непосредственно в зоне контакта рабочей части
Слайд 29Уравнение теплового баланса
где Qд – теплота, переходящая в обрабатываемую деталь;
Qр.и. –
Уравнение теплового баланса
где Qд – теплота, переходящая в обрабатываемую деталь;
Qр.и. –
Слайд 30Формирование стружки под влиянием высокой температуры и давления
Выбор инструментального материала
Формирование стружки под влиянием высокой температуры и давления
Выбор инструментального материала
Слайд 31Формирование стружки для различных групп материалов
Формирование стружки для различных групп материалов

Слайд 32Методы измерения температуры
Метод искусственной термопары
Метод полуискусственной термопары
Метод естественной термопары
Метод двух резцов.
Тонировочный график
Методы измерения температуры
Метод искусственной термопары
Метод полуискусственной термопары
Метод естественной термопары
Метод двух резцов.
Тонировочный график
Слайд 33где Q – теплота при резании, С;
СQ – константа для условий
где Q – теплота при резании, С;
СQ – константа для условий
Слайд 34На обрабатываемость материала влияет три основных фактора.
1. Классификация обрабатываемого материала с точки
На обрабатываемость материала влияет три основных фактора.
1. Классификация обрабатываемого материала с точки
Слайд 35Определение
• Сталь - самая крупная по составу группа
обрабатываемых материалов.
• Сталь может быть
Определение
• Сталь - самая крупная по составу группа
обрабатываемых материалов.
• Сталь может быть
Слайд 36Нержавеющая сталь
Определение
• Сплав на основе железа как основного компонента (Fe).
• Содержание хрома
Нержавеющая сталь
Определение
• Сплав на основе железа как основного компонента (Fe).
• Содержание хрома
Слайд 39Чугун
Определение
Существует 5 основных типов чугуна:
• Серый чугун (GCI),
• Ковкий чугун (MCI),
• Чугун
Чугун
Определение
Существует 5 основных типов чугуна:
• Серый чугун (GCI),
• Ковкий чугун (MCI),
• Чугун
Слайд 40Цветные металлы
Определение:
• В эту группу входят цветные, мягкие металлы твёрдостью до 130
Цветные металлы
Определение:
• В эту группу входят цветные, мягкие металлы твёрдостью до 130
Слайд 41Жаропрочные сплавы (HRSA) и титан
Определение
• Группу ISO S можно разделить на жаропрочные
Жаропрочные сплавы (HRSA) и титан
Определение
• Группу ISO S можно разделить на жаропрочные
Слайд 43Закалённая сталь
Определение
• К этой группе материалов относятся закалённые сорта стали твёрдостью >45
Закалённая сталь
Определение
• К этой группе материалов относятся закалённые сорта стали твёрдостью >45
 Сила трения. Трение скольжения. Трение покоя. (7 класс)
Сила трения. Трение скольжения. Трение покоя. (7 класс) Воль-амперная характеристика полупроводникового диода и лампы нагревания. Лабораторная работа
Воль-амперная характеристика полупроводникового диода и лампы нагревания. Лабораторная работа Техническое обслуживание и текущий ремонт сцепления, коробки передач, карданной передачи
Техническое обслуживание и текущий ремонт сцепления, коробки передач, карданной передачи Механические колебания
Механические колебания Технологии и средства технического обслуживания машин и оборудования в агробизнесе
Технологии и средства технического обслуживания машин и оборудования в агробизнесе Суд над атомом. Мультимедийный урок
Суд над атомом. Мультимедийный урок 1a6d7c9333e79136c60205a4f06afadf — копия
1a6d7c9333e79136c60205a4f06afadf — копия Классификация подъёмников для автомобилей в СТО
Классификация подъёмников для автомобилей в СТО Пассивные фильтры. Лекция 2
Пассивные фильтры. Лекция 2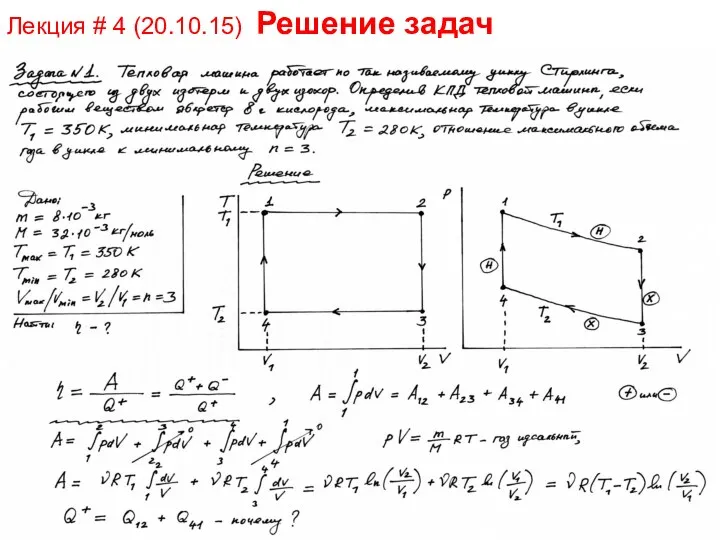 Решение задач. (Лекция 4)
Решение задач. (Лекция 4) Связь массы и энергии. Излучение и спектры
Связь массы и энергии. Излучение и спектры Электростатика. Фальгурит
Электростатика. Фальгурит Динамика материальной точки (частицы)
Динамика материальной точки (частицы) Математическая модель термодинамических процессов происходящих в газовоздушном тракте ДТРД
Математическая модель термодинамических процессов происходящих в газовоздушном тракте ДТРД Toyota Yaris
Toyota Yaris Работа по физике. Правду ли говорят
Работа по физике. Правду ли говорят Электромагнитные колебания и волны. Практическая работа №7
Электромагнитные колебания и волны. Практическая работа №7 Релейная защита
Релейная защита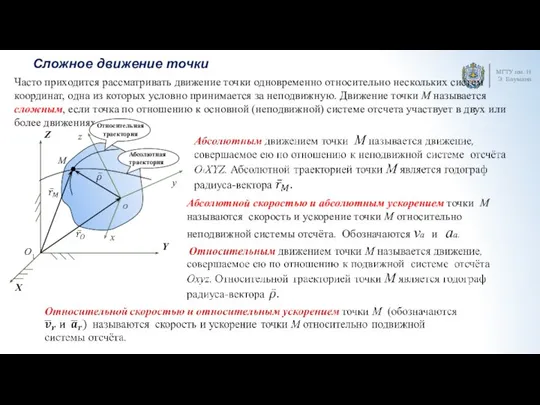 Сложное движение точки
Сложное движение точки Презентация ЛЕКЦИЯ №11.0 колебания
Презентация ЛЕКЦИЯ №11.0 колебания Электростатическое поле в вакууме
Электростатическое поле в вакууме Молния
Молния Учебное Занятие по устройству автомобилей в гр.КТ-85, КТ-32 прошло на выставке SPB Transport Fest
Учебное Занятие по устройству автомобилей в гр.КТ-85, КТ-32 прошло на выставке SPB Transport Fest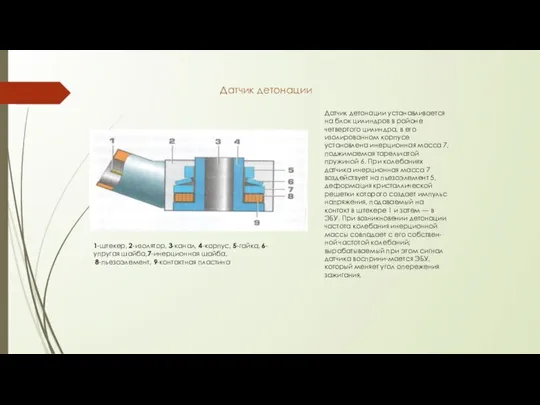 Датчик детонации с подогревом и без подогрева в автомобиле
Датчик детонации с подогревом и без подогрева в автомобиле Жұптасқан желкен типті желтурбинаны құрастыру
Жұптасқан желкен типті желтурбинаны құрастыру Свободное падение тел (9 класс)
Свободное падение тел (9 класс) Презентация на тему Закон сохранения энергии
Презентация на тему Закон сохранения энергии  Строение вещества. Урок-путешествие
Строение вещества. Урок-путешествие