- Welding Technology Automatic and robotized applications of welding

Содержание
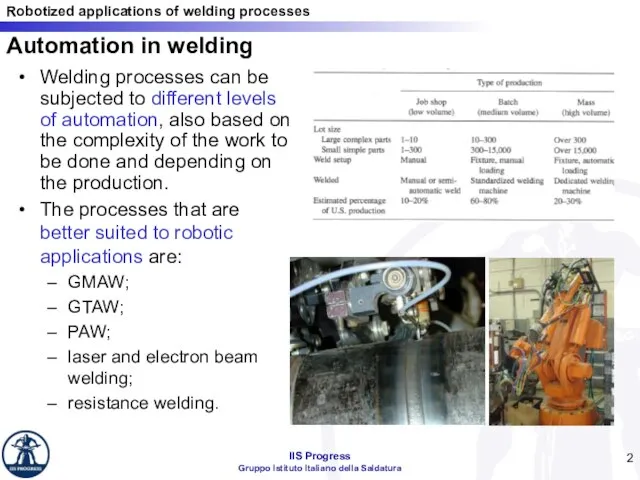
- 2. Automation in welding Welding processes can be subjected to different levels of automation, also based on
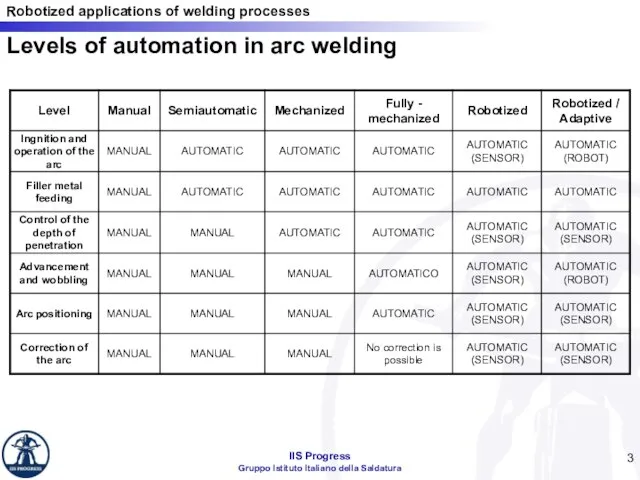
- 3. Levels of automation in arc welding
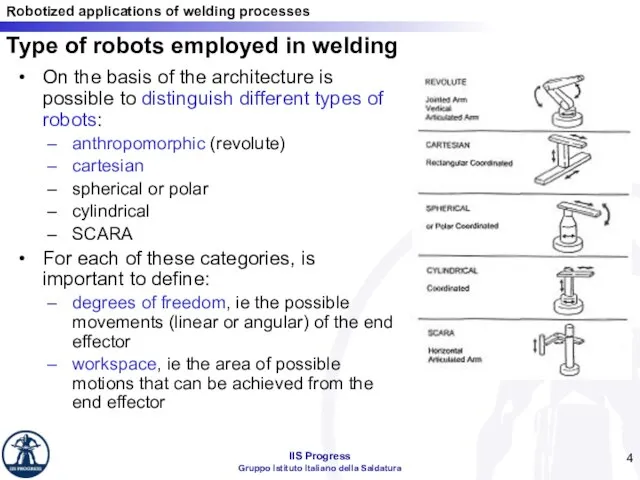
- 4. Type of robots employed in welding On the basis of the architecture is possible to distinguish
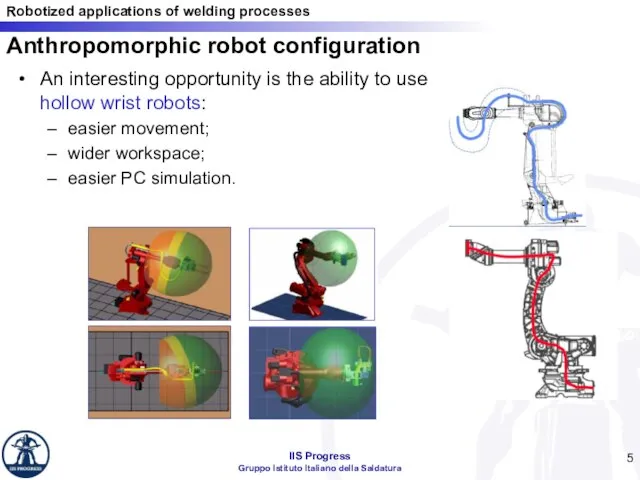
- 5. An interesting opportunity is the ability to use hollow wrist robots: easier movement; wider workspace; easier
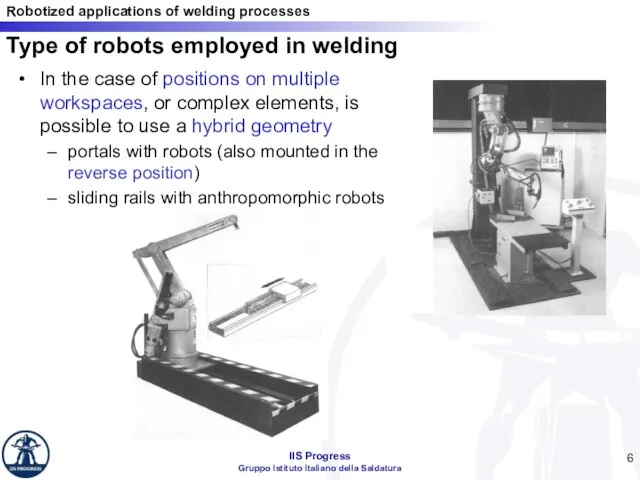
- 6. In the case of positions on multiple workspaces, or complex elements, is possible to use a
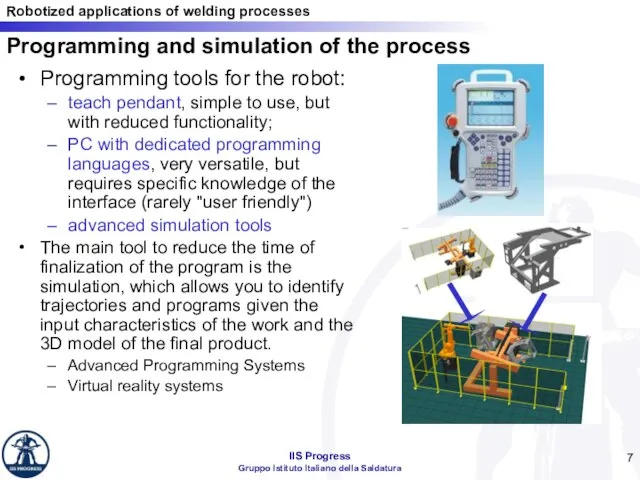
- 7. Programming and simulation of the process Programming tools for the robot: teach pendant, simple to use,
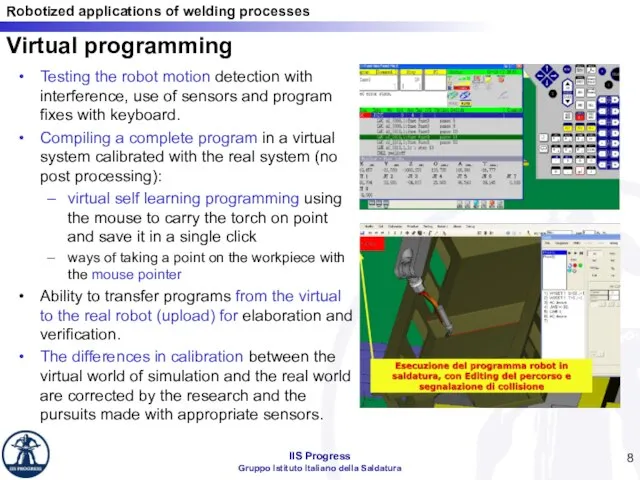
- 8. Virtual programming Testing the robot motion detection with interference, use of sensors and program fixes with
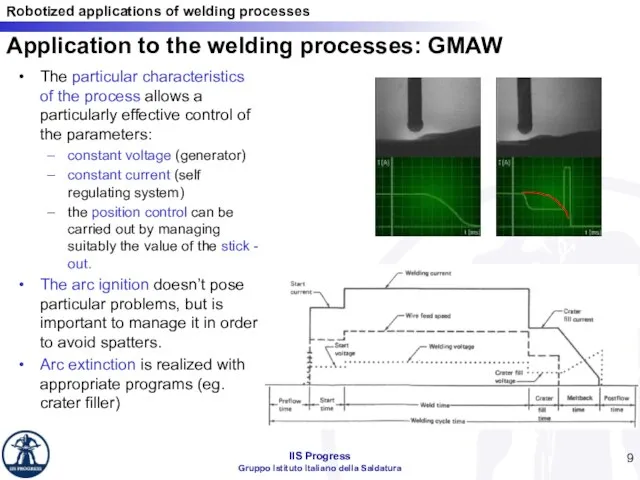
- 9. Application to the welding processes: GMAW The particular characteristics of the process allows a particularly effective
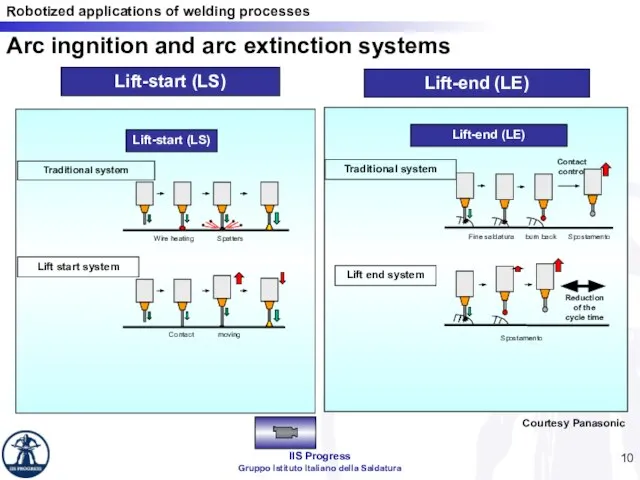
- 10. Traditional system Lift start system Lift-start (LS) Lift-end (LE) Traditional system Lift end system Lift-start (LS)
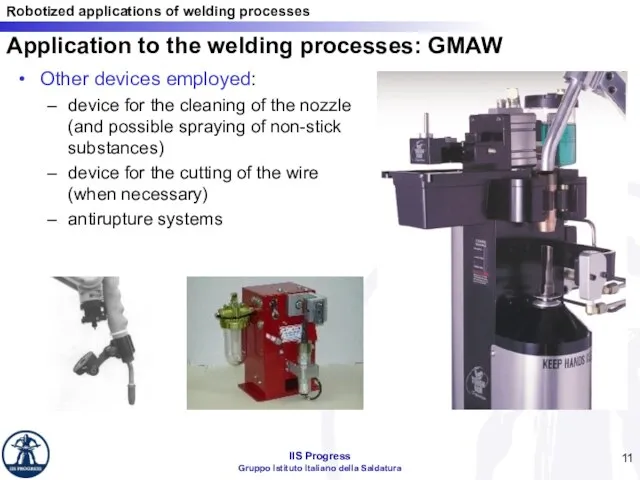
- 11. Other devices employed: device for the cleaning of the nozzle (and possible spraying of non-stick substances)
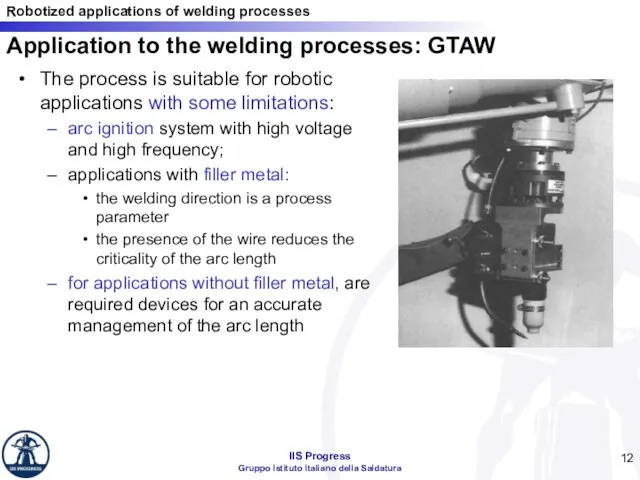
- 12. The process is suitable for robotic applications with some limitations: arc ignition system with high voltage
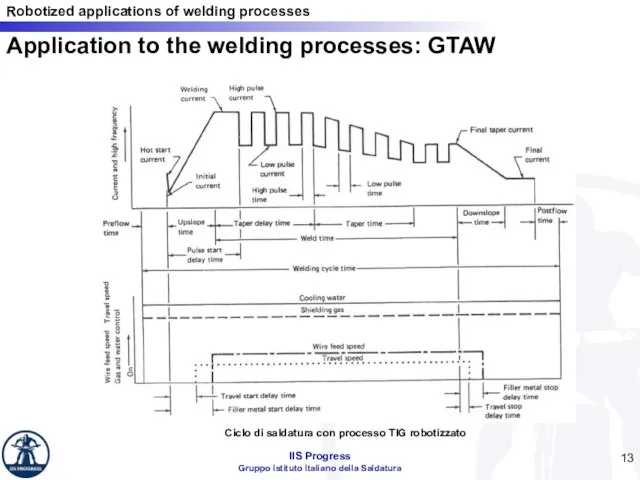
- 13. Ciclo di saldatura con processo TIG robotizzato Application to the welding processes: GTAW
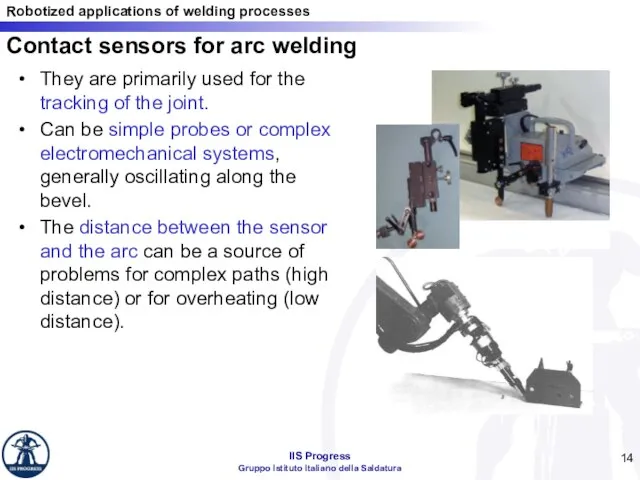
- 14. Contact sensors for arc welding They are primarily used for the tracking of the joint. Can
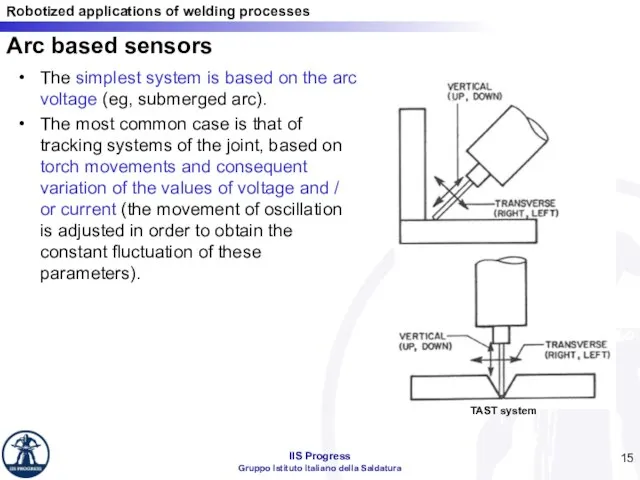
- 15. Arc based sensors The simplest system is based on the arc voltage (eg, submerged arc). The
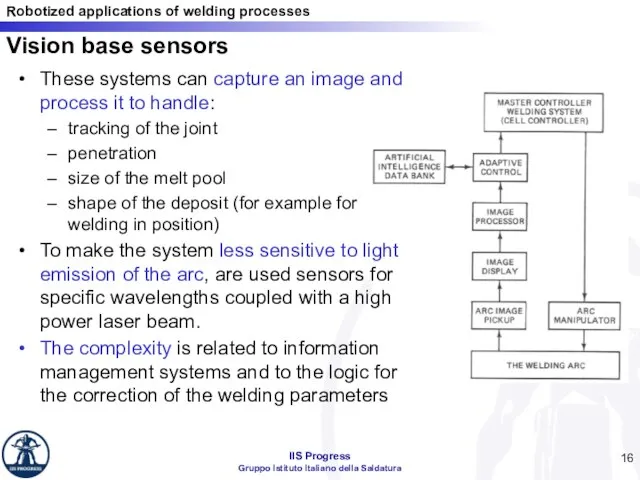
- 16. Vision base sensors These systems can capture an image and process it to handle: tracking of
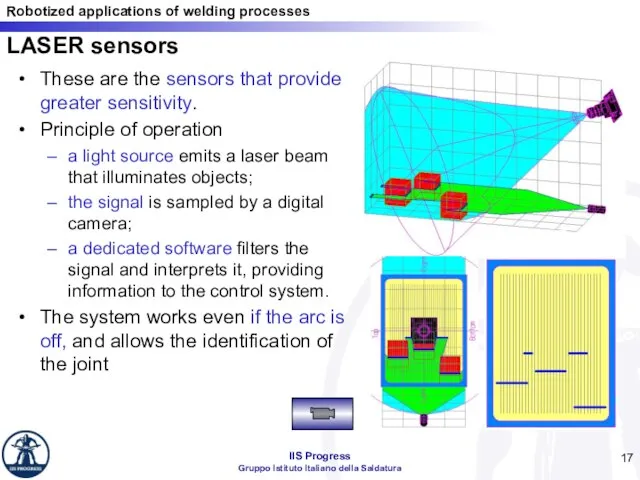
- 17. LASER sensors These are the sensors that provide greater sensitivity. Principle of operation a light source
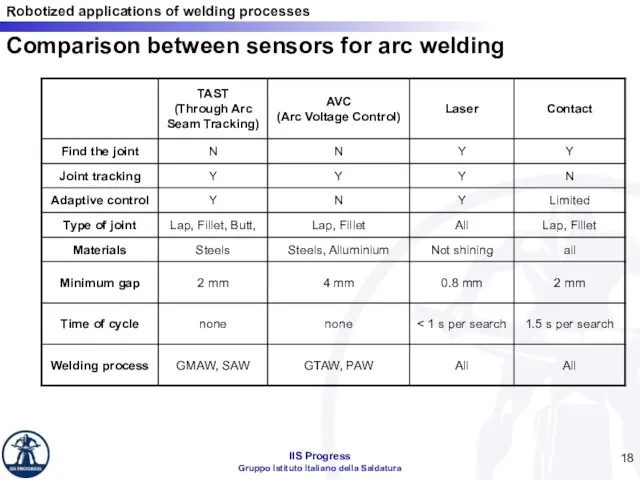
- 18. Comparison between sensors for arc welding
- 19. Robot – sensor communication Influence the possibility to manage in real time the movements of the
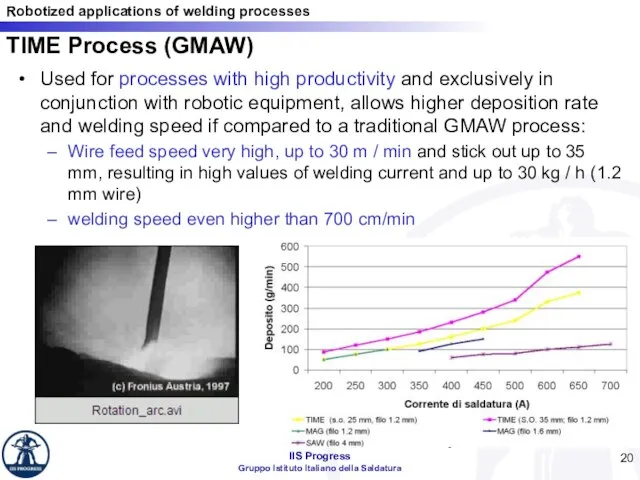
- 20. TIME Process (GMAW) Used for processes with high productivity and exclusively in conjunction with robotic equipment,
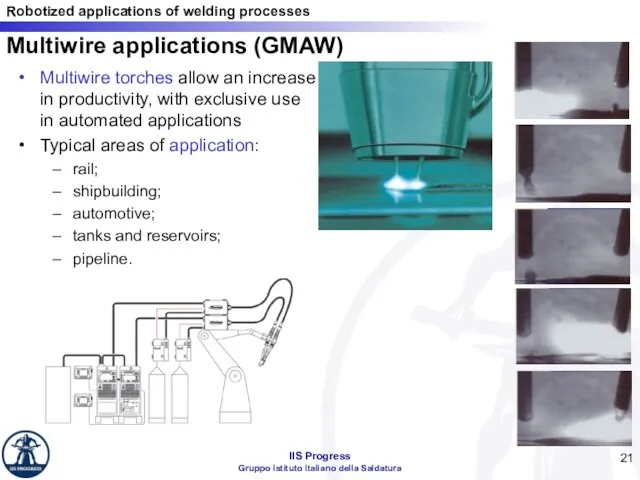
- 21. Multiwire applications (GMAW) Multiwire torches allow an increase in productivity, with exclusive use in automated applications
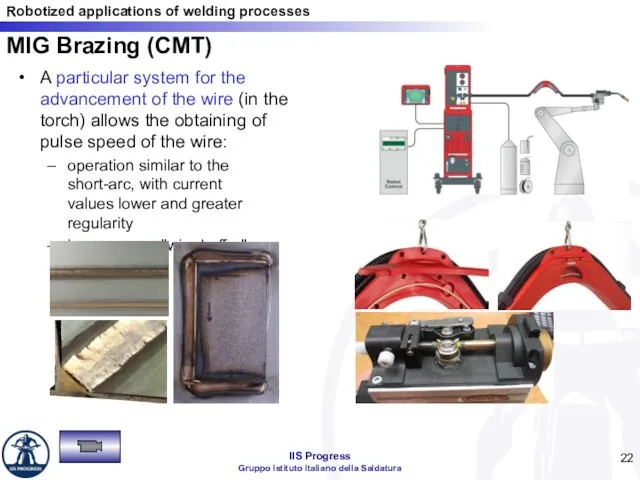
- 22. MIG Brazing (CMT) A particular system for the advancement of the wire (in the torch) allows
- 23. /38 Resistance welding Autogenic fusion process by pressure Applicable to all materials Automotive Railway vehicles and
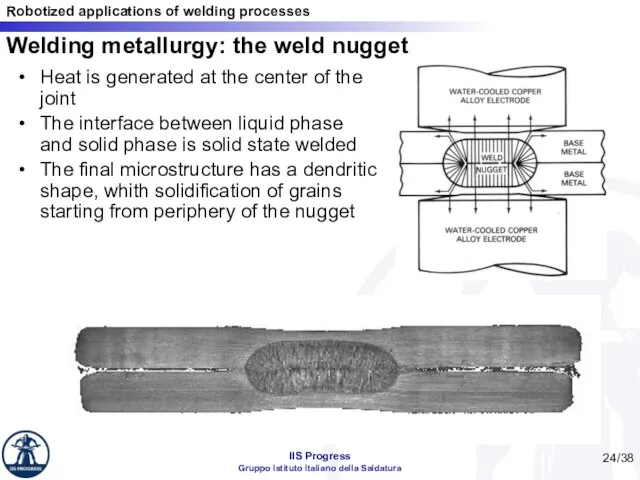
- 24. /38 Welding metallurgy: the weld nugget Heat is generated at the center of the joint The
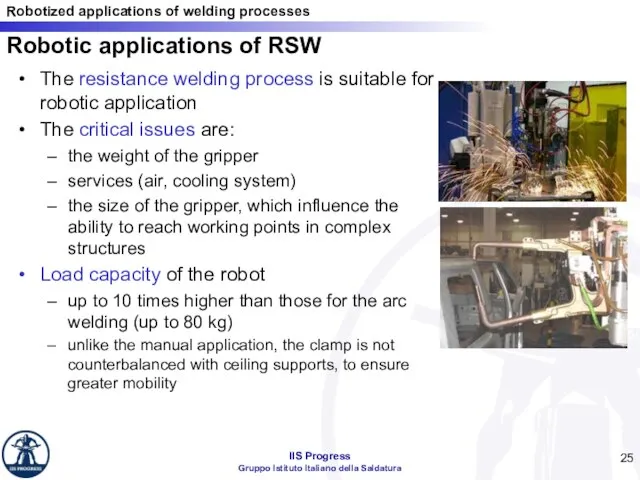
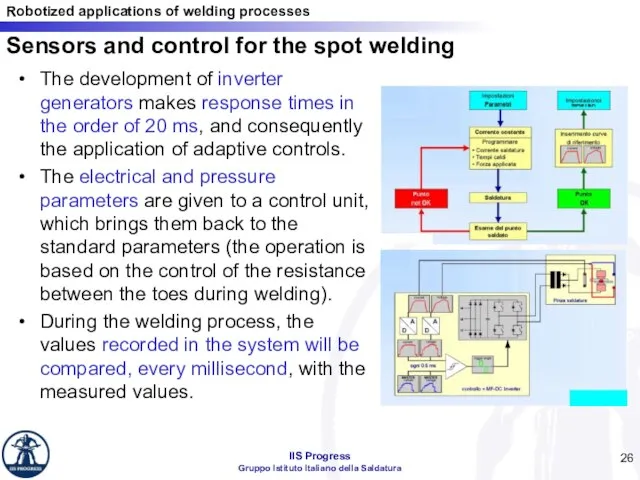
- 25. The resistance welding process is suitable for robotic application The critical issues are: the weight of
- 26. Sensors and control for the spot welding The development of inverter generators makes response times in
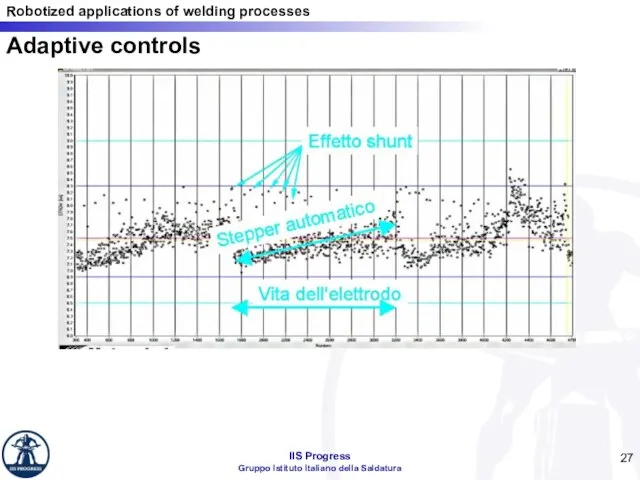
- 27. Adaptive controls
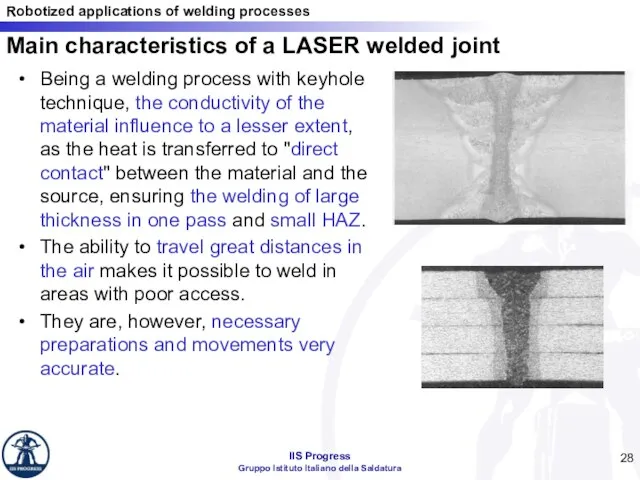
- 28. Being a welding process with keyhole technique, the conductivity of the material influence to a lesser
- 29. Optical devices for deflection and focusing of the beam: lenses (used for low power, because of
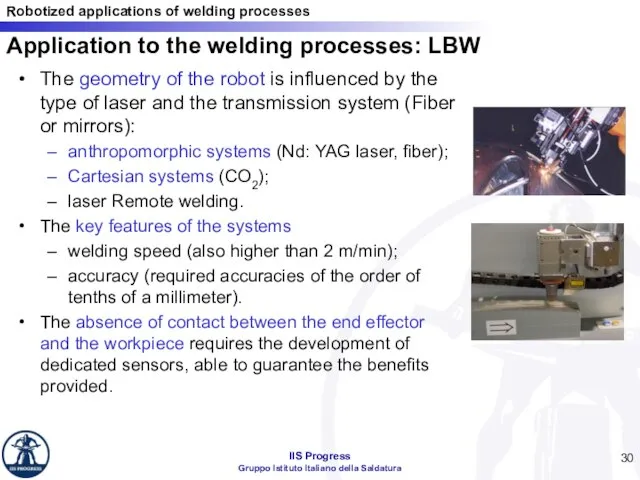
- 30. The geometry of the robot is influenced by the type of laser and the transmission system
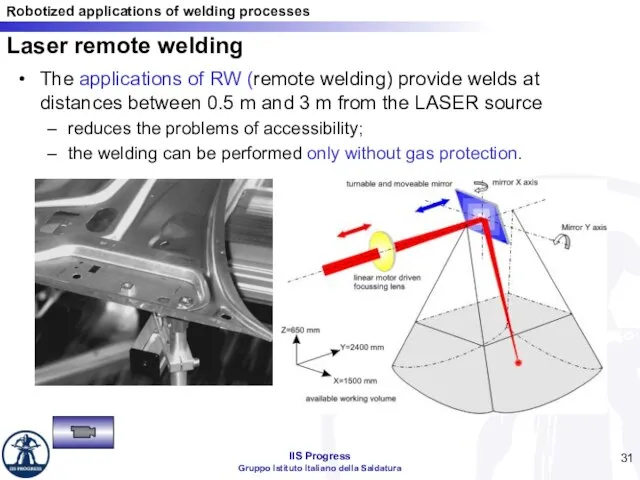
- 31. Laser remote welding The applications of RW (remote welding) provide welds at distances between 0.5 m
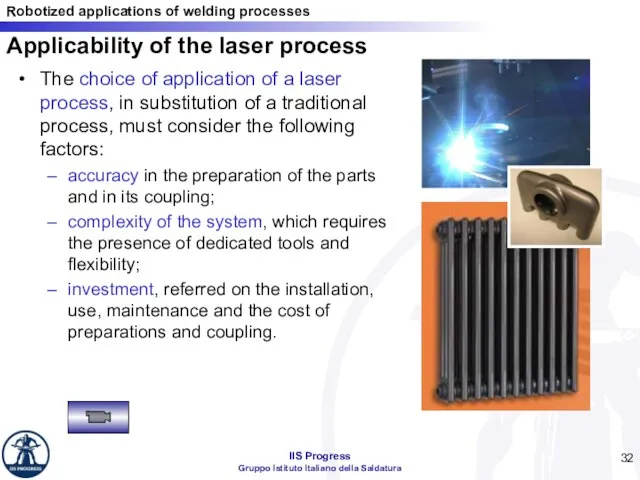
- 32. Applicability of the laser process The choice of application of a laser process, in substitution of
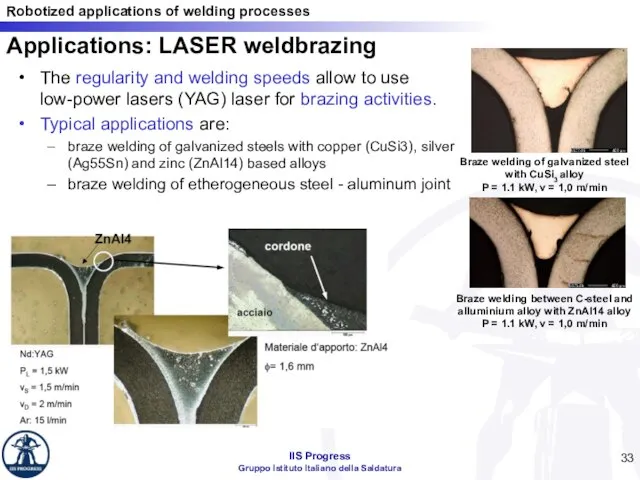
- 33. Applications: LASER weldbrazing The regularity and welding speeds allow to use low-power lasers (YAG) laser for
- 34. Applications: LASER welding of tailored blanks
- 35. Friction Stir Welding Friction Stir Welding is a solid state process based on dynamic recristalization. Patented
- 36. FSW: working principles The friction between the tool and the parent material provide the heat required
- 37. Ciclo di saldatura FSW FSW: Phases of the welding
- 38. Characteristics of the tool As regards the geometry of the tool, the main parameters are: pin
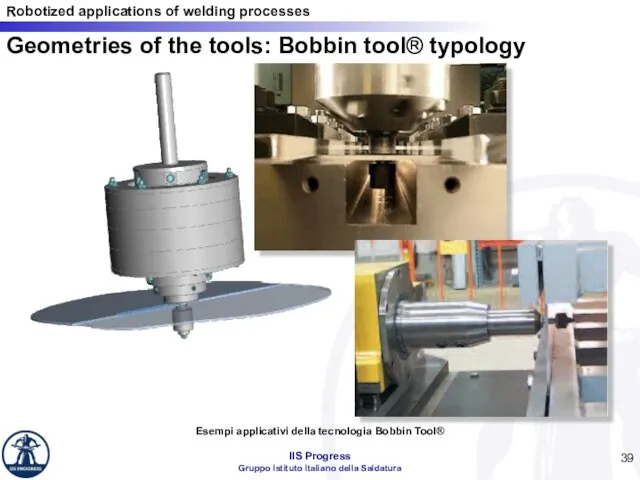
- 39. Esempi applicativi della tecnologia Bobbin Tool® Geometries of the tools: Bobbin tool® typology
- 41. Скачать презентацию
Слайд 3Levels of automation in arc welding
Levels of automation in arc welding
Слайд 4Type of robots employed in welding
On the basis of the architecture is
Type of robots employed in welding
On the basis of the architecture is
Слайд 5An interesting opportunity is the ability to use hollow wrist robots:
easier
An interesting opportunity is the ability to use hollow wrist robots:
easier
Слайд 6In the case of positions on multiple workspaces, or complex elements, is
In the case of positions on multiple workspaces, or complex elements, is
Слайд 7Programming and simulation of the process
Programming tools for the robot:
teach pendant,
Programming and simulation of the process
Programming tools for the robot:
teach pendant,
Слайд 8Virtual programming
Testing the robot motion detection with interference, use of sensors and
Virtual programming
Testing the robot motion detection with interference, use of sensors and
Слайд 9Application to the welding processes: GMAW
The particular characteristics of the process allows
Application to the welding processes: GMAW
The particular characteristics of the process allows
Слайд 10Traditional system
Lift start system
Lift-start (LS)
Lift-end (LE)
Traditional system
Lift end system
Lift-start (LS)
Lift-end (LE)
Contact
Spatters
Wire heating
moving
Spostamento
burn
Traditional system
Lift start system
Lift-start (LS)
Lift-end (LE)
Traditional system
Lift end system
Lift-start (LS)
Lift-end (LE)
Contact
Spatters
Wire heating
moving
Spostamento
burn
Слайд 11Other devices employed:
device for the cleaning of the nozzle (and possible spraying
Other devices employed:
device for the cleaning of the nozzle (and possible spraying
Слайд 12The process is suitable for robotic applications with some limitations:
arc ignition system
The process is suitable for robotic applications with some limitations:
arc ignition system
Слайд 13Ciclo di saldatura con processo TIG robotizzato
Application to the welding processes: GTAW
Ciclo di saldatura con processo TIG robotizzato
Application to the welding processes: GTAW
Слайд 14Contact sensors for arc welding
They are primarily used for the tracking of
Contact sensors for arc welding
They are primarily used for the tracking of
Слайд 15Arc based sensors
The simplest system is based on the arc voltage (eg,
Arc based sensors
The simplest system is based on the arc voltage (eg,
Слайд 16Vision base sensors
These systems can capture an image and process it to
Vision base sensors
These systems can capture an image and process it to
Слайд 17LASER sensors
These are the sensors that provide greater sensitivity.
Principle of operation
a light
LASER sensors
These are the sensors that provide greater sensitivity.
Principle of operation
a light
Слайд 18Comparison between sensors for arc welding
Comparison between sensors for arc welding
Слайд 19Robot – sensor communication
Influence the possibility to manage in real time the
Robot – sensor communication
Influence the possibility to manage in real time the
Слайд 20TIME Process (GMAW)
Used for processes with high productivity and exclusively in conjunction
TIME Process (GMAW)
Used for processes with high productivity and exclusively in conjunction
Слайд 21Multiwire applications (GMAW)
Multiwire torches allow an increase in productivity, with exclusive use
Multiwire applications (GMAW)
Multiwire torches allow an increase in productivity, with exclusive use
Слайд 22MIG Brazing (CMT)
A particular system for the advancement of the wire (in
MIG Brazing (CMT)
A particular system for the advancement of the wire (in
Слайд 23/38
Resistance welding
Autogenic fusion process by pressure
Applicable to all materials
Automotive
Railway vehicles and components
Microjoining
Small
/38
Resistance welding
Autogenic fusion process by pressure
Applicable to all materials
Automotive
Railway vehicles and components
Microjoining
Small
Слайд 24/38
Welding metallurgy: the weld nugget
Heat is generated at the center of the
/38
Welding metallurgy: the weld nugget
Heat is generated at the center of the
Слайд 25The resistance welding process is suitable for robotic application
The critical issues are:
the
The resistance welding process is suitable for robotic application
The critical issues are:
the
Слайд 26Sensors and control for the spot welding
The development of inverter generators makes
Sensors and control for the spot welding
The development of inverter generators makes
Слайд 27Adaptive controls
Adaptive controls
Слайд 28Being a welding process with keyhole technique, the conductivity of the material
Being a welding process with keyhole technique, the conductivity of the material
Слайд 29Optical devices for deflection and focusing of the beam:
lenses (used for low
Optical devices for deflection and focusing of the beam:
lenses (used for low
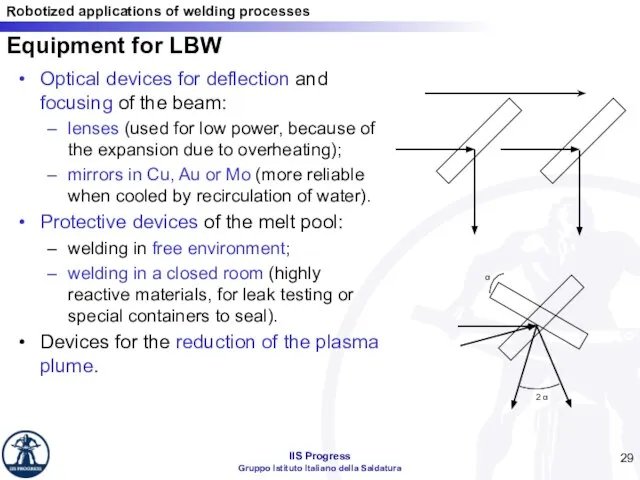
Слайд 30The geometry of the robot is influenced by the type of laser
The geometry of the robot is influenced by the type of laser
Слайд 31Laser remote welding
The applications of RW (remote welding) provide welds at distances
Laser remote welding
The applications of RW (remote welding) provide welds at distances
Слайд 32Applicability of the laser process
The choice of application of a laser process,
Applicability of the laser process
The choice of application of a laser process,
Слайд 33Applications: LASER weldbrazing
The regularity and welding speeds allow to use low-power lasers
Applications: LASER weldbrazing
The regularity and welding speeds allow to use low-power lasers
Слайд 34Applications: LASER welding of tailored blanks
Applications: LASER welding of tailored blanks

Слайд 35Friction Stir Welding
Friction Stir Welding is a solid state process based on
Friction Stir Welding
Friction Stir Welding is a solid state process based on
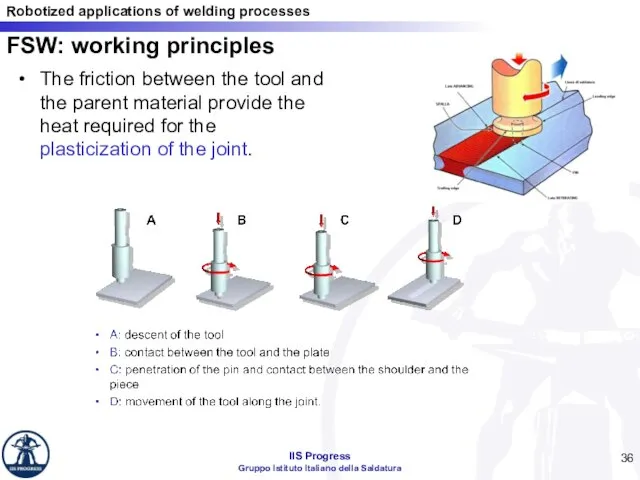
Слайд 36FSW: working principles
The friction between the tool and the parent material provide
FSW: working principles
The friction between the tool and the parent material provide
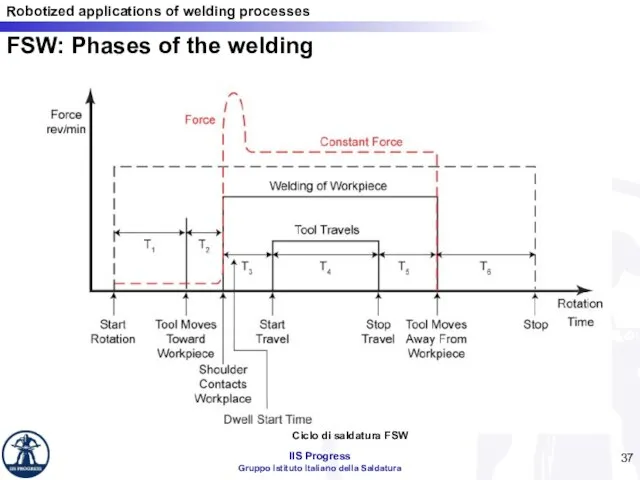
Слайд 37Ciclo di saldatura FSW
FSW: Phases of the welding
Ciclo di saldatura FSW
FSW: Phases of the welding
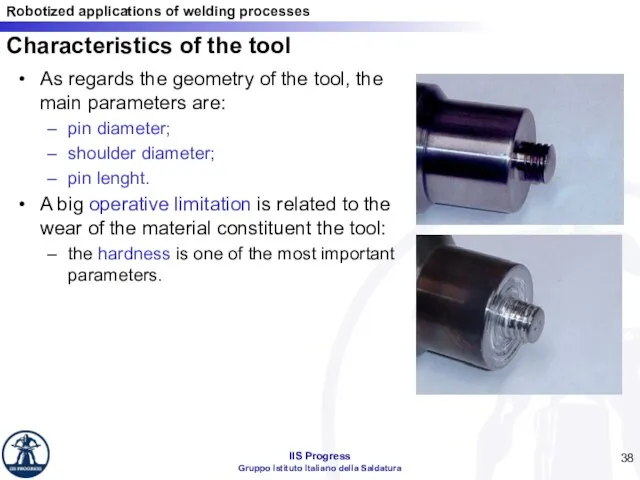
Слайд 38Characteristics of the tool
As regards the geometry of the tool, the main
Characteristics of the tool
As regards the geometry of the tool, the main
Слайд 39Esempi applicativi della tecnologia Bobbin Tool®
Geometries of the tools: Bobbin tool® typology
Esempi applicativi della tecnologia Bobbin Tool®
Geometries of the tools: Bobbin tool® typology
 Зрительные иллюзии в одежде
Зрительные иллюзии в одежде Лексикология
Лексикология О текущем состоянии наркотивов в Российской Федерации Торговля наркотиков, наркомания, и правовой ответ
О текущем состоянии наркотивов в Российской Федерации Торговля наркотиков, наркомания, и правовой ответ Грамотный потребитель. Защита прав потребителей
Грамотный потребитель. Защита прав потребителей Название команды
Название команды Оценка конкурентоспособности территориальных образований
Оценка конкурентоспособности территориальных образований Мобет Дорожный - МобетДор. Модифицирующая неорганическая порошковая добавка для стабилизации грунтов
Мобет Дорожный - МобетДор. Модифицирующая неорганическая порошковая добавка для стабилизации грунтов Уравнения, приводимые к квадратным
Уравнения, приводимые к квадратным Фото+Лого. Добавление к заказу
Фото+Лого. Добавление к заказу Публичный доклад Муниципального общеобразовательного учреждения городского округа Балашиха «Средняя общеобразовательная шко
Публичный доклад Муниципального общеобразовательного учреждения городского округа Балашиха «Средняя общеобразовательная шко Бытовые и полупромышленные кондиционеры Carrier
Бытовые и полупромышленные кондиционеры Carrier СТОИМОСТЬ ПРИЗЫВА НА ВОЕННУЮ СЛУЖБУ В 2011 ГОДУ
СТОИМОСТЬ ПРИЗЫВА НА ВОЕННУЮ СЛУЖБУ В 2011 ГОДУ Нахождение числа по его дроби 6 класс
Нахождение числа по его дроби 6 класс «Уравнения с двумя неизвестными в целых числах »
«Уравнения с двумя неизвестными в целых числах » Использование РПС Сберкарт в инфраструктуре ГИЦ
Использование РПС Сберкарт в инфраструктуре ГИЦ Революционное народничество второй половины 60 – начала 80-х гг
Революционное народничество второй половины 60 – начала 80-х гг Менингит: BinaxNOW S. pneumoniae
Менингит: BinaxNOW S. pneumoniae Абстракционизм – гармония беспредметности
Абстракционизм – гармония беспредметности Реализация международных образовательных программ как фактор повышения конкурентоспособности российских вузов: опыт программы
Реализация международных образовательных программ как фактор повышения конкурентоспособности российских вузов: опыт программы  PR2.1. atoms
PR2.1. atoms ИЗСЛЕДВАНЕ НА УРИНА, УРИНЕН СЕДИМЕНТ, ХЕМАТУРИЯ(диагностични аспекти)
ИЗСЛЕДВАНЕ НА УРИНА, УРИНЕН СЕДИМЕНТ, ХЕМАТУРИЯ(диагностични аспекти) Конфликты и пути их решения
Конфликты и пути их решения Urheilu elämässämme. Спорт в нашей жизни
Urheilu elämässämme. Спорт в нашей жизни Основные устройства персонального компьютера
Основные устройства персонального компьютера Россия: Разработка продуктов или аутсорсинг?
Россия: Разработка продуктов или аутсорсинг? Управление Роскомнадзора по Северо-Западному федеральному округу - 2021
Управление Роскомнадзора по Северо-Западному федеральному округу - 2021 Презентация на тему Липиды
Презентация на тему Липиды Принципы менеджмента качества
Принципы менеджмента качества