- Характеристика кузнечно - штамповочного производства и способов обработки металлов давлением

Содержание
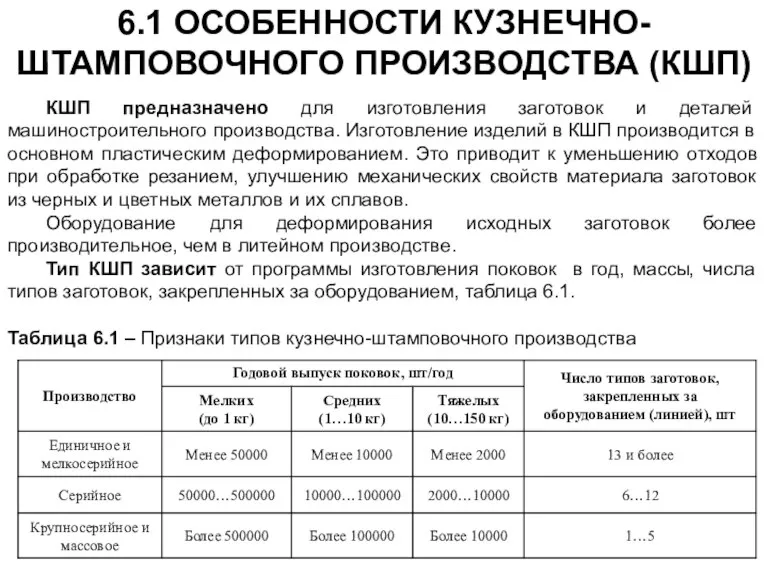
- 2. 6.1 ОСОБЕННОСТИ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА (КШП) КШП предназначено для изготовления заготовок и деталей машиностроительного производства. Изготовление изделий
- 3. Основные технологические процессы КШП: ковка, штамповка, специальные способы. Изделия, изготовленные ковкой или объемной штамповкой, называют соответственно
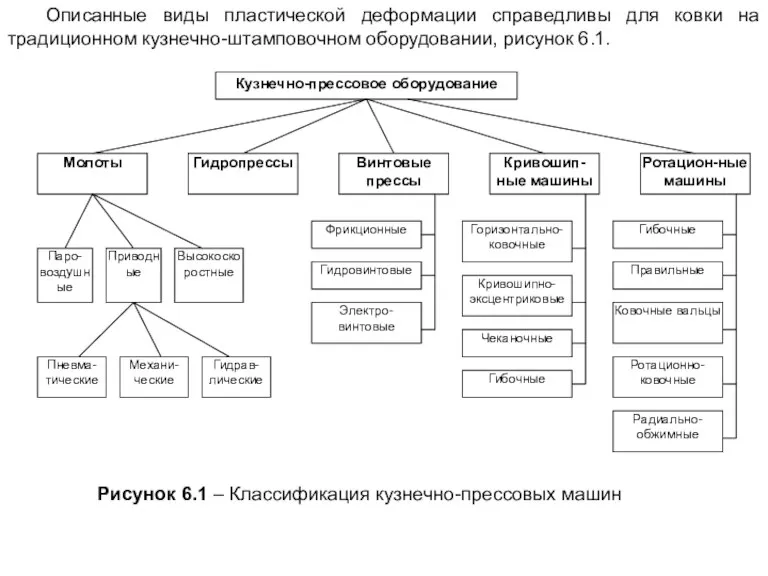
- 4. Описанные виды пластической деформации справедливы для ковки на традиционном кузнечно-штамповочном оборудовании, рисунок 6.1.
- 5. 6.3 ИСХОДНЫЕ ЗАГОТОВКИ В КШП И СПОСОБЫ ИХ РАЗДЕЛКИ Исходными заготовками для изготовления поковок на молотах,
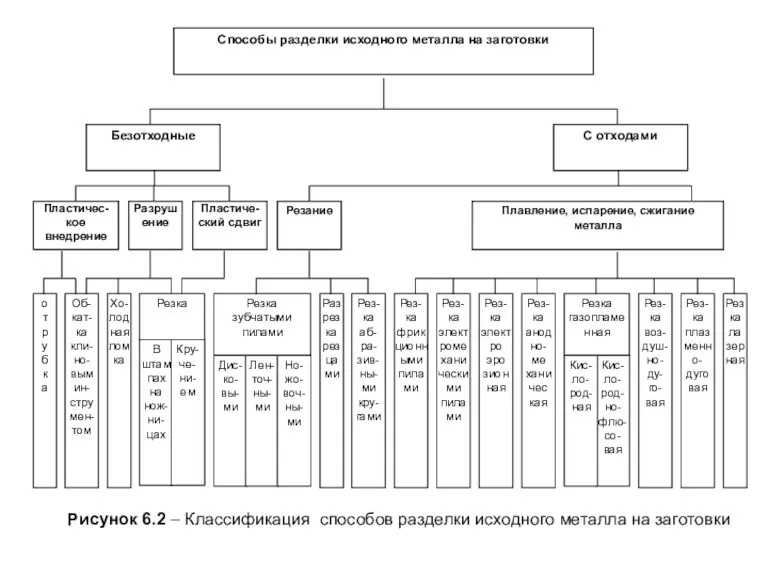
- 6. Рисунок 6.2 – Классификация способов разделки исходного металла на заготовки
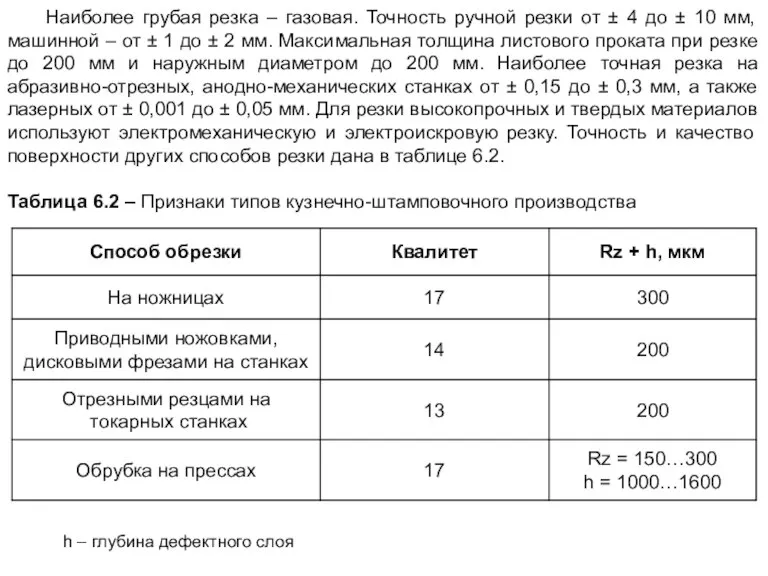
- 7. Наиболее грубая резка – газовая. Точность ручной резки от ± 4 до ± 10 мм, машинной
- 8. 6.4 ХАРАКТЕРИСТИКИ ТОЧНОСТИ И МЕТАЛЛОЕМКОСТИ В КШП Класс точности поковки устанавливается в зависимости от техпроцесса и
- 10. Скачать презентацию
Слайд 26.1 ОСОБЕННОСТИ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА (КШП)
КШП предназначено для изготовления заготовок и деталей машиностроительного
6.1 ОСОБЕННОСТИ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА (КШП)
КШП предназначено для изготовления заготовок и деталей машиностроительного
Слайд 3 Основные технологические процессы КШП: ковка, штамповка, специальные способы. Изделия, изготовленные ковкой или
Основные технологические процессы КШП: ковка, штамповка, специальные способы. Изделия, изготовленные ковкой или
Слайд 4 Описанные виды пластической деформации справедливы для ковки на традиционном кузнечно-штамповочном оборудовании, рисунок
Описанные виды пластической деформации справедливы для ковки на традиционном кузнечно-штамповочном оборудовании, рисунок
Слайд 56.3 ИСХОДНЫЕ ЗАГОТОВКИ В КШП И СПОСОБЫ ИХ РАЗДЕЛКИ
Исходными заготовками для изготовления
6.3 ИСХОДНЫЕ ЗАГОТОВКИ В КШП И СПОСОБЫ ИХ РАЗДЕЛКИ
Исходными заготовками для изготовления
Слайд 6Рисунок 6.2 – Классификация способов разделки исходного металла на заготовки
Рисунок 6.2 – Классификация способов разделки исходного металла на заготовки
Слайд 7 Наиболее грубая резка – газовая. Точность ручной резки от ± 4 до
Наиболее грубая резка – газовая. Точность ручной резки от ± 4 до
Слайд 86.4 ХАРАКТЕРИСТИКИ ТОЧНОСТИ И МЕТАЛЛОЕМКОСТИ В КШП
Класс точности поковки устанавливается в
6.4 ХАРАКТЕРИСТИКИ ТОЧНОСТИ И МЕТАЛЛОЕМКОСТИ В КШП
Класс точности поковки устанавливается в
 Семья Кононовых
Семья Кононовых Наука в современном обществе
Наука в современном обществе Учет темперамента и характера в деятельности
Учет темперамента и характера в деятельности Как быстрее запомнить алфавит
Как быстрее запомнить алфавит Научные социальные сети в XXI веке Новые тенденции организации научной деятельности в России
Научные социальные сети в XXI веке Новые тенденции организации научной деятельности в России Соотношение ключевых компетенций с общеучебными умениями и навыками
Соотношение ключевых компетенций с общеучебными умениями и навыками EQUESTRIAN SPORT AND ITS TYPES
EQUESTRIAN SPORT AND ITS TYPES Политическая элита
Политическая элита Урок русского языка по теме
Урок русского языка по теме Проектная деятельность студентов
Проектная деятельность студентов Настройка_удаленки_самостоятельная_работа
Настройка_удаленки_самостоятельная_работа Руководство по летной эксплуатации вертолета Ми - 8. Расчет полета. Общие указания и исходные данные
Руководство по летной эксплуатации вертолета Ми - 8. Расчет полета. Общие указания и исходные данные Paulaner. Oktoberfest. 2010
Paulaner. Oktoberfest. 2010 «История кафедры товароведения и товарной экспертизы» 15 февраля 2012г в 11-30 262 ауд. (6 корпус)
«История кафедры товароведения и товарной экспертизы» 15 февраля 2012г в 11-30 262 ауд. (6 корпус) Ballet music Emma Chaplin
Ballet music Emma Chaplin Зачем нужно знать и определять свою ЦА?
Зачем нужно знать и определять свою ЦА? Itogovoe_sochinenie
Itogovoe_sochinenie 1
1 Местные нормативы градостроительного проектирования
Местные нормативы градостроительного проектирования Презентация на тему Получение и передача переменного электрического тока. Трансформатор
Презентация на тему Получение и передача переменного электрического тока. Трансформатор  Современный урок - исследование, диалог, поиск ?
Современный урок - исследование, диалог, поиск ? slides topic
slides topic Переформулировки поисковых запросов в Яндексе
Переформулировки поисковых запросов в Яндексе Презентация на тему Одежда донских казаков
Презентация на тему Одежда донских казаков Сервис №1 для продвижения своего бренда
Сервис №1 для продвижения своего бренда Классификация реакций в неорганической химии
Классификация реакций в неорганической химии Звучащие картины
Звучащие картины Школьный образовательный форум
Школьный образовательный форум