- Нормирование труда на ремонтно-обслуживающих предприятиях. Лекция 13

Содержание
- 2. Лекция13 Нормирование труда на ремонтно-обслуживающих предприятиях 1. Сущность и задачи технического нормирования. Методы нормирования труда 2.
- 3. 1. Сущность и задачи технического нормирования. Методы нормирования труда Техническое нормирование – система изучения производственного процесса,
- 4. Принципы нормирования труда: обязательности установления норм затрат труда на все выполняемые работы и организации их выполнения;
- 5. Расчетно-аналитический метод основан на расчете затрат времени с учетом принятых технологических режимов выполнения операции. Аналитически-исследовательский метод
- 6. Опытно-статистический метод предусматривает установление норм времени на основе опыта нормировщика или с учетом статистических данных о
- 7. 2. Структура технической нормы времени Нормируемые затраты времени включают: основное, вспомогательное, оперативное, дополнительное и подготовительно-заключительное время.
- 8. Оперативное время (Топ) – время в течение которого рабочий выполняет непосредственно производственную работу, складывается из основного
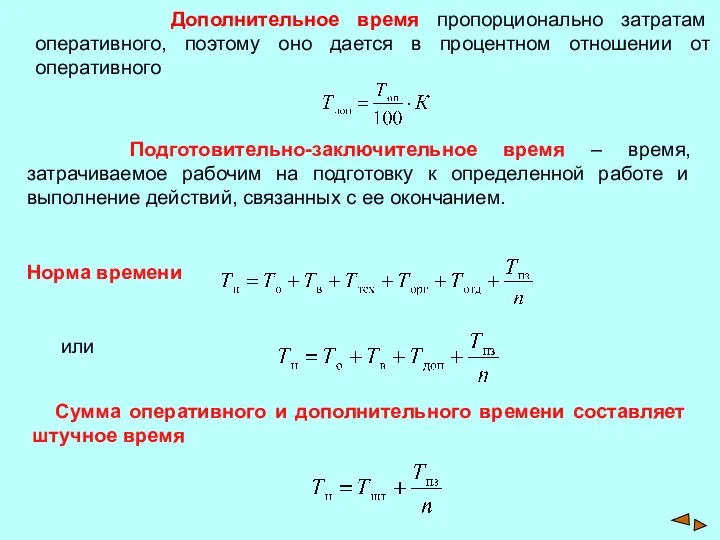
- 9. Дополнительное время пропорционально затратам оперативного, поэтому оно дается в процентном отношении от оперативного Подготовительно-заключительное время –
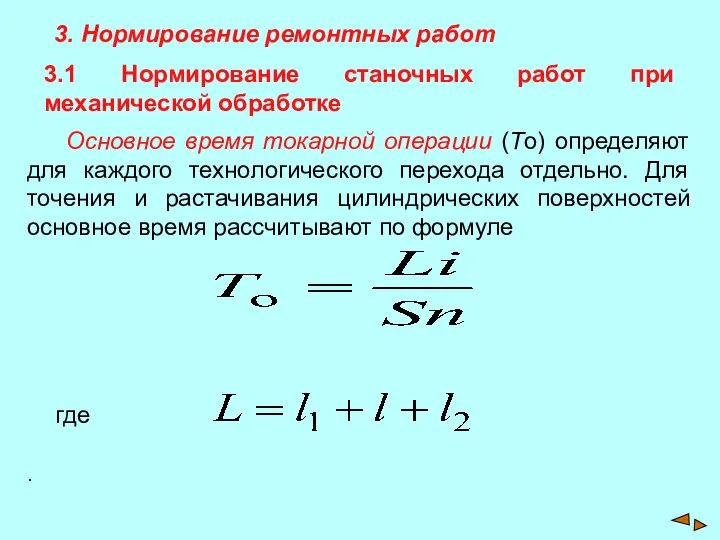
- 10. 3. Нормирование ремонтных работ 3.1 Нормирование станочных работ при механической обработке Основное время токарной операции (То)
- 11. Вспомогательное время определяют по нормативам. Время на установку и снятие детали (Тв1) зависит от массы детали,
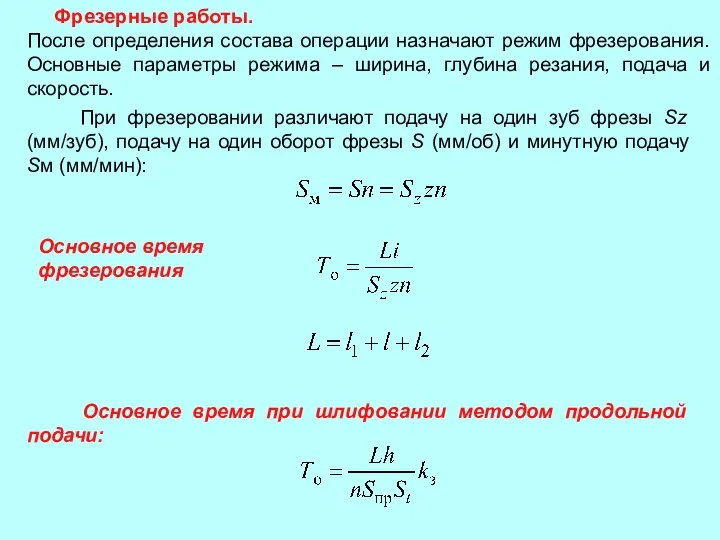
- 12. Фрезерные работы. После определения состава операции назначают режим фрезерования. Основные параметры режима – ширина, глубина резания,
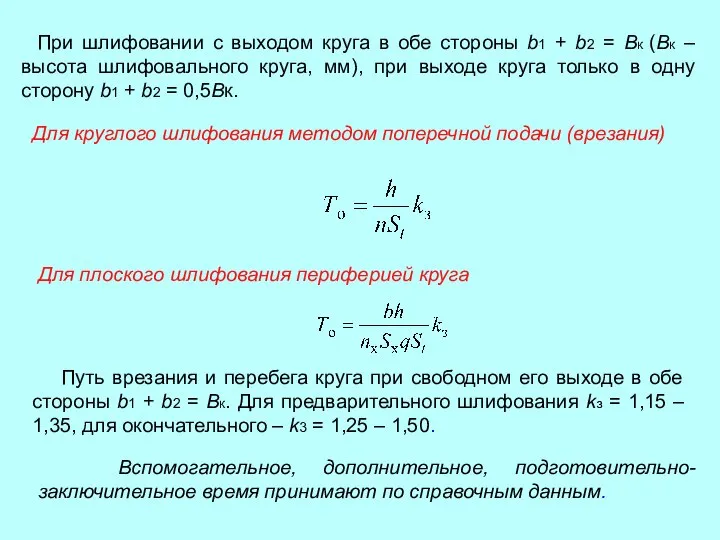
- 13. Для круглого шлифования методом поперечной подачи (врезания) Для плоского шлифования периферией круга Путь врезания и перебега
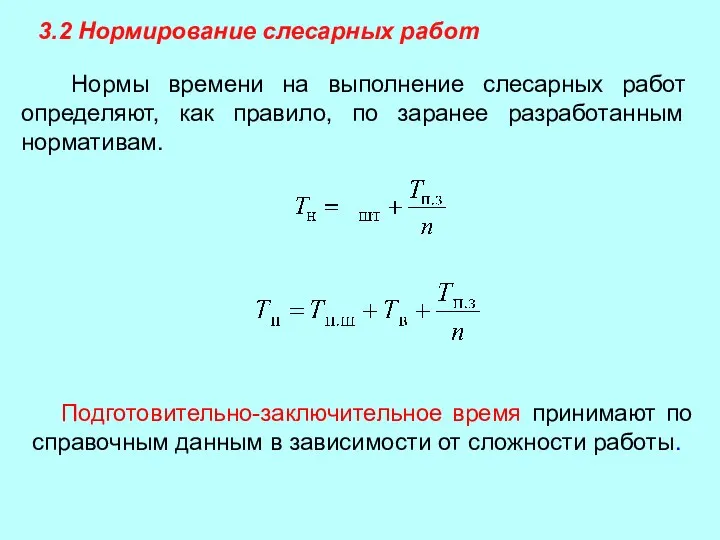
- 14. 3.2 Нормирование слесарных работ Нормы времени на выполнение слесарных работ определяют, как правило, по заранее разработанным
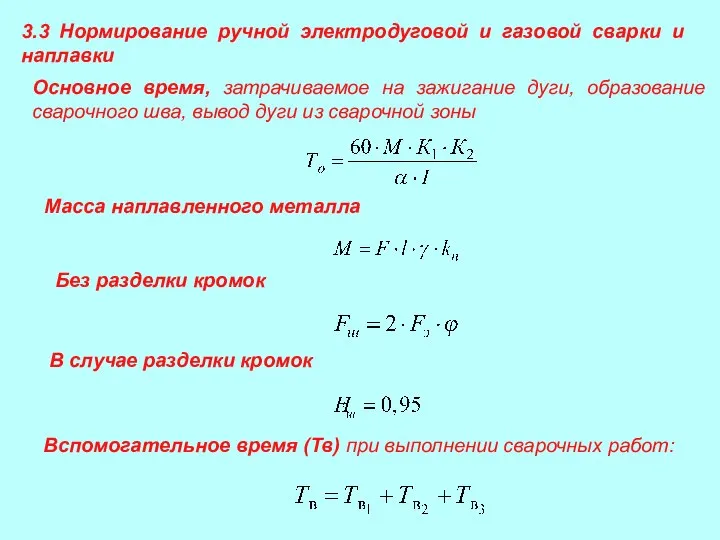
- 15. 3.3 Нормирование ручной электродуговой и газовой сварки и наплавки Основное время, затрачиваемое на зажигание дуги, образование
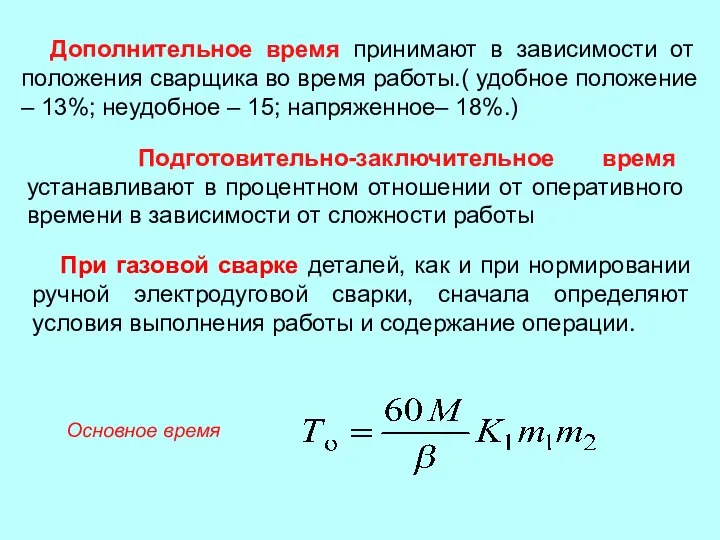
- 16. Дополнительное время принимают в зависимости от положения сварщика во время работы.( удобное положение – 13%; неудобное
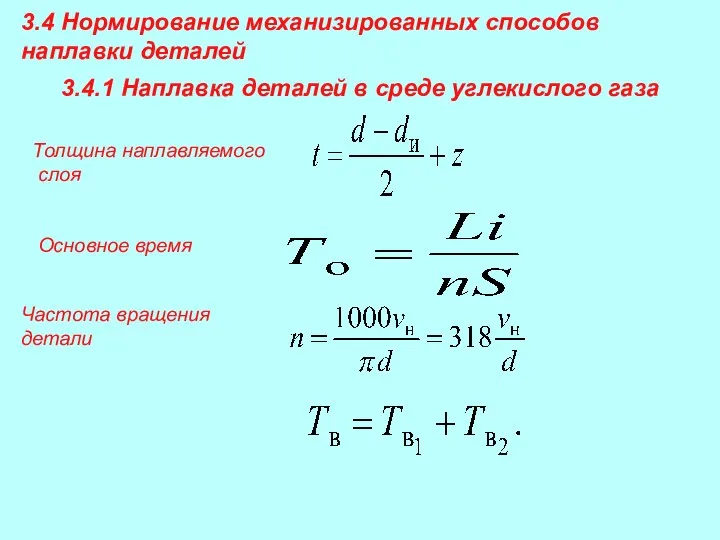
- 17. 3.4 Нормирование механизированных способов наплавки деталей 3.4.1 Наплавка деталей в среде углекислого газа Толщина наплавляемого слоя
- 18. Вспомогательное время при механизированной наплавке слагается из времени на установку, переустановку и снятие детали и времени
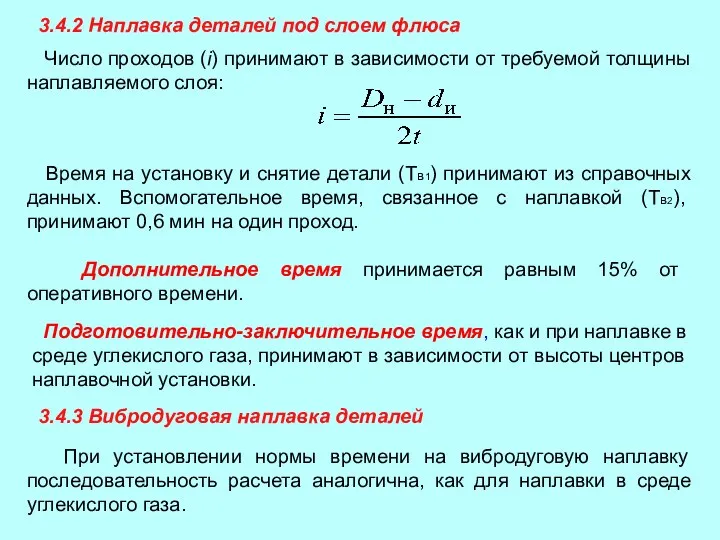
- 19. 3.4.2 Наплавка деталей под слоем флюса Число проходов (i) принимают в зависимости от требуемой толщины наплавляемого
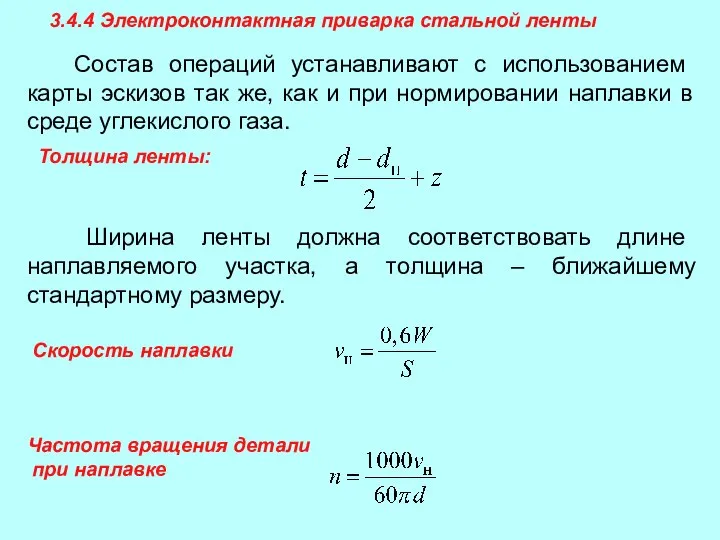
- 20. 3.4.4 Электроконтактная приварка стальной ленты Состав операций устанавливают с использованием карты эскизов так же, как и
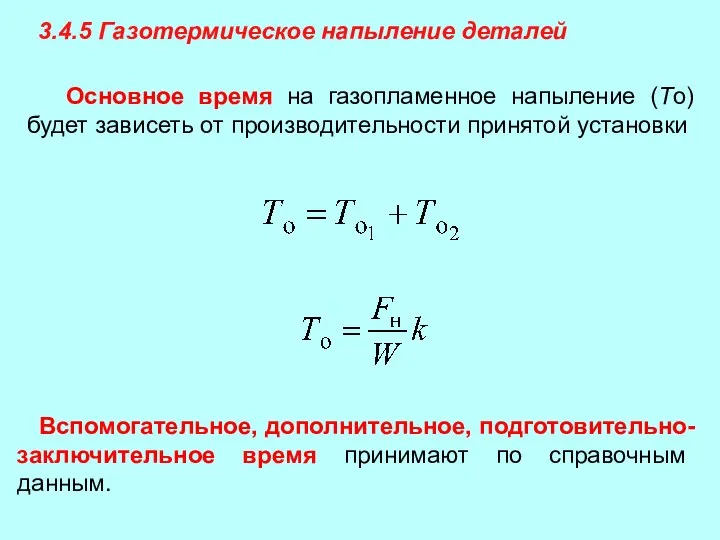
- 21. 3.4.5 Газотермическое напыление деталей Основное время на газопламенное напыление (То) будет зависеть от производительности принятой установки
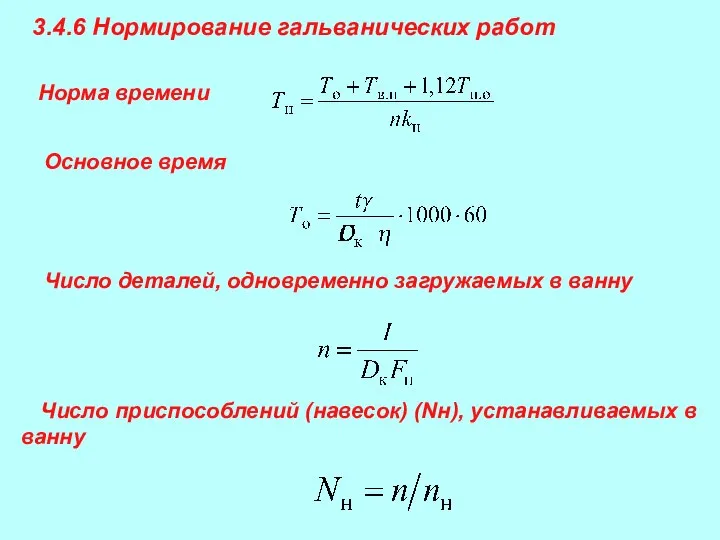
- 22. 3.4.6 Нормирование гальванических работ Норма времени Основное время Число деталей, одновременно загружаемых в ванну Число приспособлений
- 24. Скачать презентацию
Слайд 2Лекция13
Нормирование труда на ремонтно-обслуживающих
предприятиях
1. Сущность и задачи технического нормирования. Методы
Лекция13
Нормирование труда на ремонтно-обслуживающих
предприятиях
1. Сущность и задачи технического нормирования. Методы
Слайд 31. Сущность и задачи технического нормирования. Методы нормирования труда
Техническое нормирование
1. Сущность и задачи технического нормирования. Методы нормирования труда
Техническое нормирование
Слайд 4Принципы нормирования труда:
обязательности установления норм затрат труда на все выполняемые работы и
Принципы нормирования труда:
обязательности установления норм затрат труда на все выполняемые работы и
Слайд 5 Расчетно-аналитический метод основан на расчете затрат времени с учетом принятых технологических
Расчетно-аналитический метод основан на расчете затрат времени с учетом принятых технологических
Слайд 6Опытно-статистический метод предусматривает установление норм времени на основе опыта нормировщика или с
Опытно-статистический метод предусматривает установление норм времени на основе опыта нормировщика или с
Слайд 72. Структура технической нормы времени
Нормируемые затраты времени включают: основное, вспомогательное,
2. Структура технической нормы времени
Нормируемые затраты времени включают: основное, вспомогательное,
Слайд 8 Оперативное время (Топ) – время в течение которого рабочий выполняет непосредственно
Оперативное время (Топ) – время в течение которого рабочий выполняет непосредственно
Слайд 9 Дополнительное время пропорционально затратам оперативного, поэтому оно дается в процентном отношении
Дополнительное время пропорционально затратам оперативного, поэтому оно дается в процентном отношении
Слайд 10 3. Нормирование ремонтных работ
3.1 Нормирование станочных работ при механической обработке
3. Нормирование ремонтных работ
3.1 Нормирование станочных работ при механической обработке
Слайд 11 Вспомогательное время определяют по нормативам. Время на установку и снятие детали
Вспомогательное время определяют по нормативам. Время на установку и снятие детали
Слайд 12 Фрезерные работы.
После определения состава операции назначают режим фрезерования. Основные параметры
Фрезерные работы.
После определения состава операции назначают режим фрезерования. Основные параметры
Слайд 13Для круглого шлифования методом поперечной подачи (врезания)
Для плоского шлифования периферией круга
Для круглого шлифования методом поперечной подачи (врезания)
Для плоского шлифования периферией круга
Слайд 143.2 Нормирование слесарных работ
Нормы времени на выполнение слесарных работ определяют,
3.2 Нормирование слесарных работ
Нормы времени на выполнение слесарных работ определяют,
Слайд 153.3 Нормирование ручной электродуговой и газовой сварки и наплавки
Основное время, затрачиваемое
3.3 Нормирование ручной электродуговой и газовой сварки и наплавки
Основное время, затрачиваемое
Слайд 16 Дополнительное время принимают в зависимости от положения сварщика во время работы.(
Дополнительное время принимают в зависимости от положения сварщика во время работы.(
Слайд 173.4 Нормирование механизированных способов
наплавки деталей
3.4.1 Наплавка деталей в среде углекислого
3.4 Нормирование механизированных способов
наплавки деталей
3.4.1 Наплавка деталей в среде углекислого
Слайд 18Вспомогательное время при механизированной наплавке слагается из времени на установку, переустановку и
Вспомогательное время при механизированной наплавке слагается из времени на установку, переустановку и
Слайд 193.4.2 Наплавка деталей под слоем флюса
Число проходов (i) принимают в
3.4.2 Наплавка деталей под слоем флюса
Число проходов (i) принимают в
Слайд 203.4.4 Электроконтактная приварка стальной ленты
Состав операций устанавливают с использованием карты
3.4.4 Электроконтактная приварка стальной ленты
Состав операций устанавливают с использованием карты
Слайд 213.4.5 Газотермическое напыление деталей
Основное время на газопламенное напыление (То) будет
3.4.5 Газотермическое напыление деталей
Основное время на газопламенное напыление (То) будет
Слайд 223.4.6 Нормирование гальванических работ
Норма времени
Основное время
Число деталей, одновременно загружаемых
3.4.6 Нормирование гальванических работ
Норма времени
Основное время
Число деталей, одновременно загружаемых
 Маркетинг в налогообложении
Маркетинг в налогообложении Экономическая политика большевиков годы Гражданской войны
Экономическая политика большевиков годы Гражданской войны Экономика. Предмет
Экономика. Предмет Экономика Казахстана после обретения независимости
Экономика Казахстана после обретения независимости Мугалимдин эң мыкты деңгээлде өсүп-өнүгүшү билим берүүнүн сапатын
Мугалимдин эң мыкты деңгээлде өсүп-өнүгүшү билим берүүнүн сапатын Рынок, неравенство, стратификация
Рынок, неравенство, стратификация Теория производства. Производственная функция
Теория производства. Производственная функция Оценка рынка и регулирование монопольных рынков
Оценка рынка и регулирование монопольных рынков Нехватка продовольствия
Нехватка продовольствия Социальные процессы в российской экономике
Социальные процессы в российской экономике Экономика Урюписка
Экономика Урюписка Банковские услуги
Банковские услуги Характеристика процесса санации инновационных предприятий
Характеристика процесса санации инновационных предприятий Монополистическая конкуренция
Монополистическая конкуренция Эластичность спроса и предложения
Эластичность спроса и предложения Модели замедления и ускорения
Модели замедления и ускорения Глобальное экономическое регулирование. Практическое занятие
Глобальное экономическое регулирование. Практическое занятие ЯПОНИЯ
ЯПОНИЯ Электричество под открытым небом
Электричество под открытым небом Затраты предприятия и выручка от реализации
Затраты предприятия и выручка от реализации Прогнозирование и планирование трудовых ресурсов и занятости населения
Прогнозирование и планирование трудовых ресурсов и занятости населения Цели и задачи современной научно-технической и инновационной политики
Цели и задачи современной научно-технической и инновационной политики эластичность спроса
эластичность спроса Конкуренция и её виды
Конкуренция и её виды КУРСОВАЯ РАБОТА на тему «Становление Таможенного Союза в рамках ЕврАзЭс» Выполнила: Волчкова Алиса, студент 3-го курса очной фор
КУРСОВАЯ РАБОТА на тему «Становление Таможенного Союза в рамках ЕврАзЭс» Выполнила: Волчкова Алиса, студент 3-го курса очной фор олигополия
олигополия Кадровая политика организации
Кадровая политика организации Энергетический дозор
Энергетический дозор