- Производственный и технологический процессы

Содержание
- 2. Производственный процесс совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы превращаются в
- 3. Естественные процессы процессы, происходящие без участия человека, например остывание отливок, сушка изделия после окраски. Они имеют
- 4. В зависимости от характера и масштаба выпускаемой продукции производственные процессы простые сложные
- 5. Производственный процесс технологические, нетехнологические процессы.
- 6. Технологические процессы это процессы, в результате которых изменяются формы, размеры, свойства предметов труда. Технологический процесс изготовления
- 7. Нетехнологические это процессы, которые не приводят к изменению форм, размеров, свойств предметов труда (например, транспортировка). Таким
- 8. Производственные процессы основные, вспомогательные, обслуживающие
- 9. Основной производственный процесс в результате исходное сырье и материалы превращаются в продукцию, объем выпуска и реализации
- 10. Основной производственный процесс делится на три стадии: заготовительную, обрабатывающую. сборочную.
- 11. Вспомогательный производственный процесс есть процесс изготовления продукции, которая будет использована внутри предприятия.
- 12. Обслуживающий производственный процесс это процесс труда, в результате которого никакой продукции не создается. К нему относятся
- 13. Три вида движения предметов труда в процессе производства последовательное, параллельное, последовательно-параллельное (смешанное).
- 14. Последовательный вид движения такой способ передачи деталей (изделий), при котором обработка производится партиями, передача партии с
- 15. Параллельный вид движения такой способ передачи деталей (изделий),при котором с операции на операцию детали (изделия) передаются
- 16. Параллельно-последовательный (смешанный) вид движения такой способ передачи деталей (изделий), при котором отдельные детали в партии частично
- 17. Длительность производственного цикла это отрезок времени от запуска материалов в производство до выпуска готовой продукции, т.
- 18. Все перерывы можно разбить на две группы: регламентированные, обусловленные режимом труда и отдыха работающих (перерывы в
- 20. Скачать презентацию
Слайд 2Производственный процесс
совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых
Производственный процесс
совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых
Слайд 3Естественные процессы
процессы, происходящие без участия человека, например остывание отливок, сушка изделия
Естественные процессы
процессы, происходящие без участия человека, например остывание отливок, сушка изделия
Слайд 4В зависимости от характера и масштаба выпускаемой продукции производственные процессы
простые сложные
В зависимости от характера и масштаба выпускаемой продукции производственные процессы
простые сложные
Слайд 5Производственный процесс
технологические,
нетехнологические процессы.
Производственный процесс
технологические,
нетехнологические процессы.
Слайд 6Технологические процессы
это процессы, в результате которых изменяются формы, размеры, свойства предметов труда.
Технологический
Технологические процессы
это процессы, в результате которых изменяются формы, размеры, свойства предметов труда.
Технологический
Слайд 7Нетехнологические
это процессы, которые не приводят к изменению форм, размеров, свойств предметов
Нетехнологические
это процессы, которые не приводят к изменению форм, размеров, свойств предметов
Слайд 8Производственные процессы
основные,
вспомогательные,
обслуживающие
Производственные процессы
основные,
вспомогательные,
обслуживающие
Слайд 9Основной
производственный процесс
в результате исходное сырье и материалы превращаются в продукцию,
Основной
производственный процесс
в результате исходное сырье и материалы превращаются в продукцию,
Слайд 10Основной производственный процесс делится на три стадии:
заготовительную,
обрабатывающую.
сборочную.
Основной производственный процесс делится на три стадии:
заготовительную,
обрабатывающую.
сборочную.
Слайд 11Вспомогательный производственный процесс
есть процесс изготовления продукции, которая будет использована внутри предприятия.
Вспомогательный производственный процесс
есть процесс изготовления продукции, которая будет использована внутри предприятия.
Слайд 12Обслуживающий производственный процесс
это процесс труда, в результате которого никакой продукции не
Обслуживающий производственный процесс
это процесс труда, в результате которого никакой продукции не
Слайд 13Три вида движения предметов труда в процессе производства
последовательное,
параллельное,
последовательно-параллельное (смешанное).
Три вида движения предметов труда в процессе производства
последовательное,
параллельное,
последовательно-параллельное (смешанное).
Слайд 14Последовательный вид движения
такой способ передачи деталей (изделий), при котором обработка производится
Последовательный вид движения
такой способ передачи деталей (изделий), при котором обработка производится
Слайд 15Параллельный вид движения
такой способ передачи деталей (изделий),при котором с операции на операцию
Параллельный вид движения
такой способ передачи деталей (изделий),при котором с операции на операцию
Слайд 16Параллельно-последовательный (смешанный) вид движения
такой способ передачи деталей (изделий), при котором отдельные
Параллельно-последовательный (смешанный) вид движения
такой способ передачи деталей (изделий), при котором отдельные
Слайд 17Длительность производственного цикла
это отрезок времени от запуска материалов в производство до
Длительность производственного цикла
это отрезок времени от запуска материалов в производство до
Слайд 18Все перерывы можно разбить
на две группы:
регламентированные, обусловленные режимом труда и
Все перерывы можно разбить
на две группы:
регламентированные, обусловленные режимом труда и
 Экономика и ее роль в жизни общества
Экономика и ее роль в жизни общества Организация работы и расчет экономических показателей участка механической обработки
Организация работы и расчет экономических показателей участка механической обработки Налог на добавленную стоимость_
Налог на добавленную стоимость_ Понятие и состав трудовых ресурсов Подготовила: Клеутина С.А. Группа МЭ-092
Понятие и состав трудовых ресурсов Подготовила: Клеутина С.А. Группа МЭ-092 The biggest economic news of 2020 Coronaviru s helps Europe beat the US
The biggest economic news of 2020 Coronaviru s helps Europe beat the US Производство картофеля в разрезе политики импортозамещения
Производство картофеля в разрезе политики импортозамещения През. по теме 3. Теория производства благо и продукт
През. по теме 3. Теория производства благо и продукт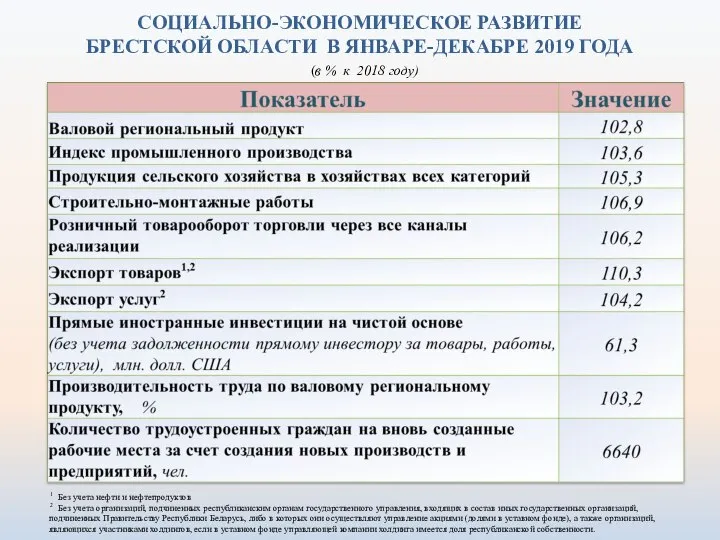 Социально-экономическое развитие Брестской области в январе-декабре 2019 года
Социально-экономическое развитие Брестской области в январе-декабре 2019 года Трансформационный переход в России, от плановой экономики к рыночной. Тест
Трансформационный переход в России, от плановой экономики к рыночной. Тест Роль государства в экономике
Роль государства в экономике Особенности экономики России (§39)
Особенности экономики России (§39) Государственные программы как инструмент повышения эффективности государственного управления
Государственные программы как инструмент повышения эффективности государственного управления На что тратятся деньги. (финансовая грамотность)
На что тратятся деньги. (финансовая грамотность) Учетно-аналитическое обеспечение экономической безопасности бизнеса
Учетно-аналитическое обеспечение экономической безопасности бизнеса Развивающиеся страны: условия воспроизводства, уровень экономического развития
Развивающиеся страны: условия воспроизводства, уровень экономического развития Экономика. Занятие 12
Экономика. Занятие 12 Предпринимательская этика и этикет
Предпринимательская этика и этикет Эластичность спроса по доходу. Перекрестная эластичность
Эластичность спроса по доходу. Перекрестная эластичность Психология открытия рынка
Психология открытия рынка Особенности применения принципов бережливого производства в сфере услуг (фильм)
Особенности применения принципов бережливого производства в сфере услуг (фильм) РусГИС как базовая платформа для решения умный город
РусГИС как базовая платформа для решения умный город Развитие внутренней инфраструктуры г. Санкт-Петербург
Развитие внутренней инфраструктуры г. Санкт-Петербург Причины и формы безработицы
Причины и формы безработицы Экономические системы
Экономические системы Роль продовольственной безопасности в устойчивом развитии мира
Роль продовольственной безопасности в устойчивом развитии мира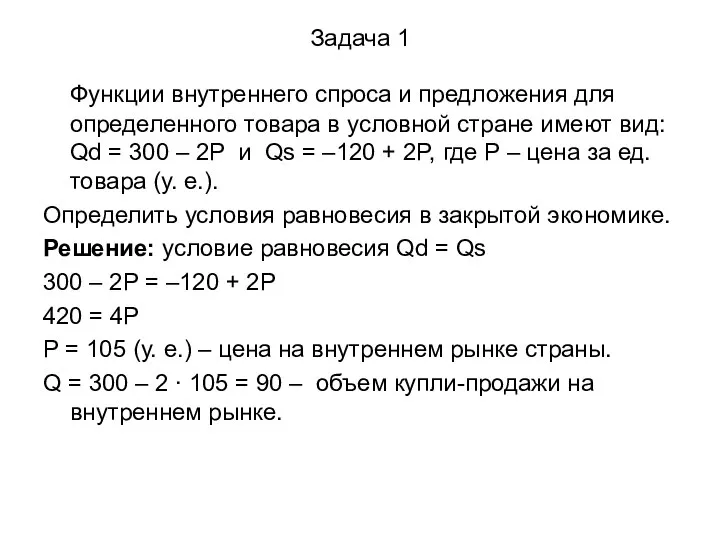 Функции внутреннего спроса и предложения
Функции внутреннего спроса и предложения ополнительная презентация к курсу ERP
ополнительная презентация к курсу ERP Финансовые посредники Выполнила: Гудимова К.С., студентка группы МЭ091
Финансовые посредники Выполнила: Гудимова К.С., студентка группы МЭ091