- Нарезание и отделка зубчатых колес

Содержание
- 2. НАРЕЗАНИЕ И ОТДЕЛКА ЗУБЧАТЫХ КОЛЕС ОБЩИЕ СВЕДЕНИЯ Зубчатые колёса имеют весьма широкий спектр назначения и подразделяются
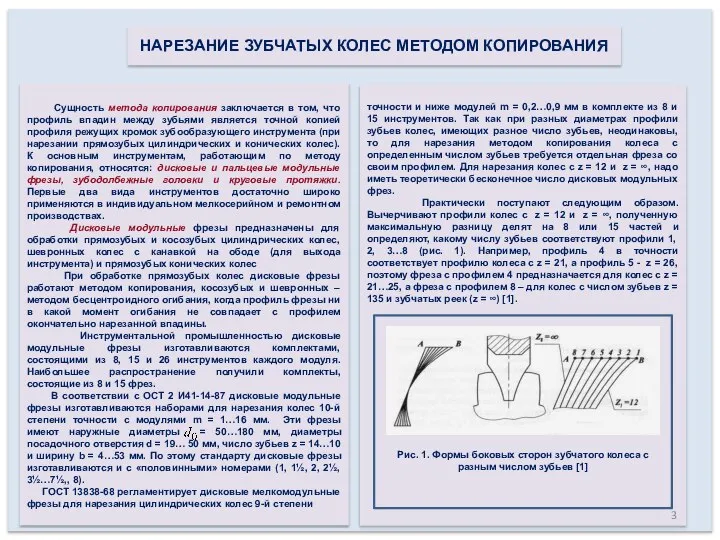
- 3. НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ КОПИРОВАНИЯ Сущность метода копирования заключается в том, что профиль впадин между зубьями
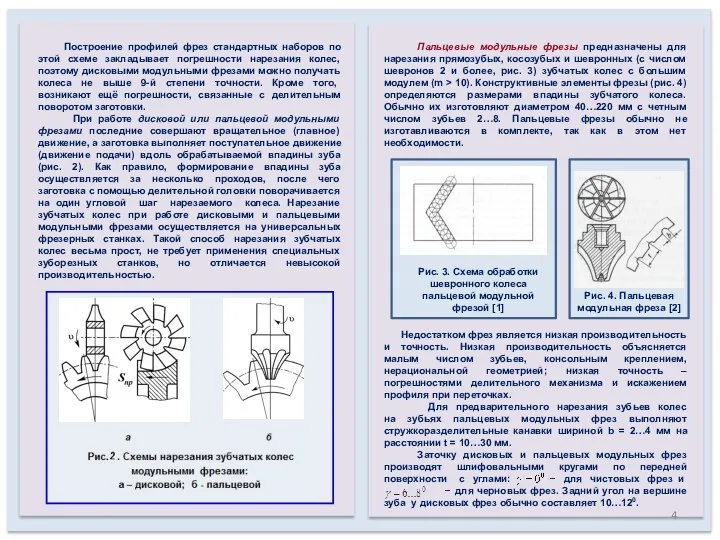
- 4. Построение профилей фрез стандартных наборов по этой схеме закладывает погрешности нарезания колес, поэтому дисковыми модульными фрезами
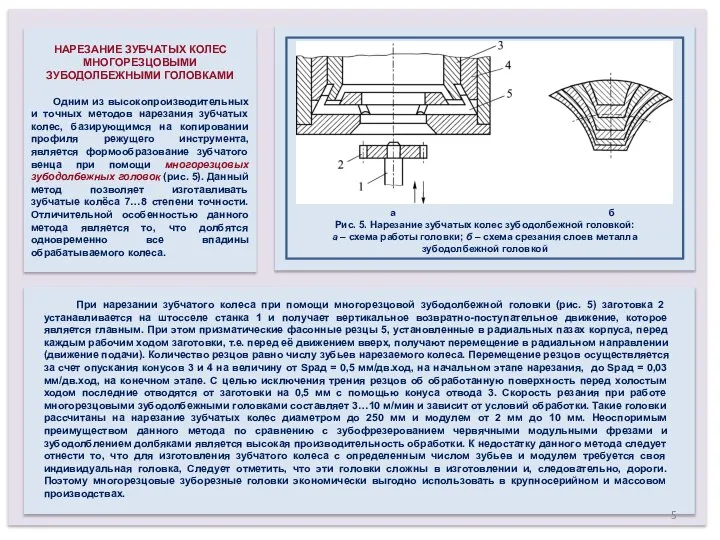
- 5. НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МНОГОРЕЗЦОВЫМИ ЗУБОДОЛБЕЖНЫМИ ГОЛОВКАМИ Одним из высокопроизводительных и точных методов нарезания зубчатых колес, базирующимся
- 6. НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС КРУГОВЫМИ ПРОТЯЖКАМИ По методу копирования работают также круговые протяжки, предназначенные для нарезания прямозубых
- 7. НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТКИ При нарезании зубчатых колес методом обкатки воспроизводится имитация зацепления зубчатой передачи,
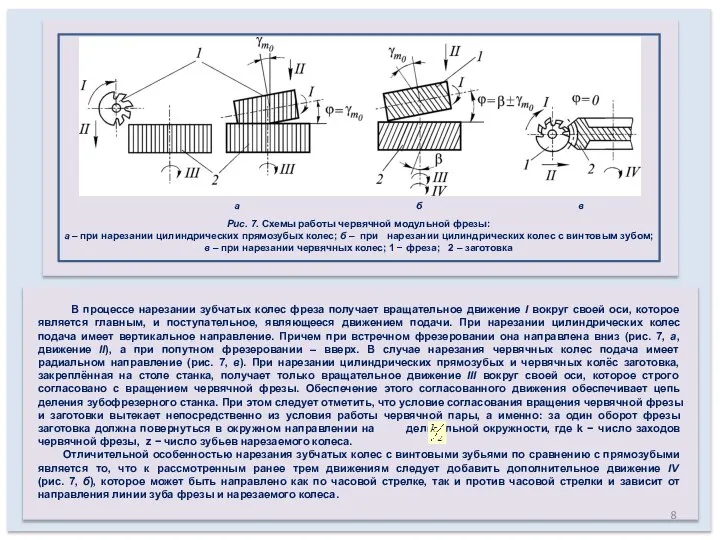
- 8. В процессе нарезании зубчатых колес фреза получает вращательное движение I вокруг своей оси, которое является главным,
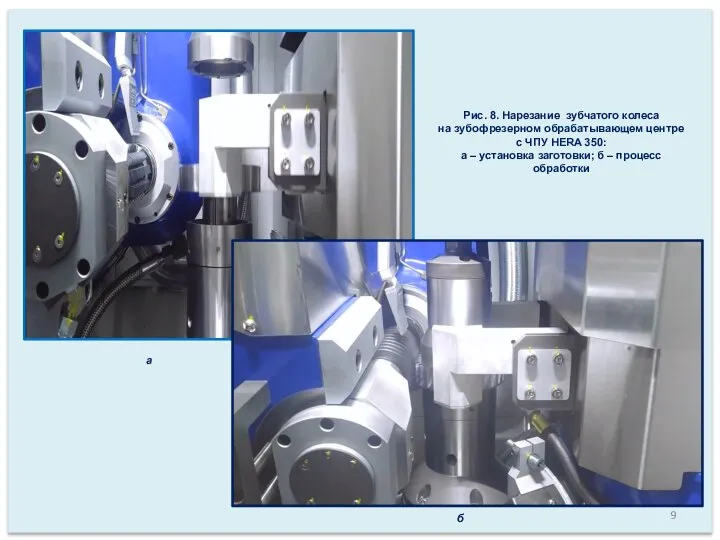
- 9. Рис. 8. Нарезание зубчатого колеса на зубофрезерном обрабатывающем центре с ЧПУ HERA 350: а – установка
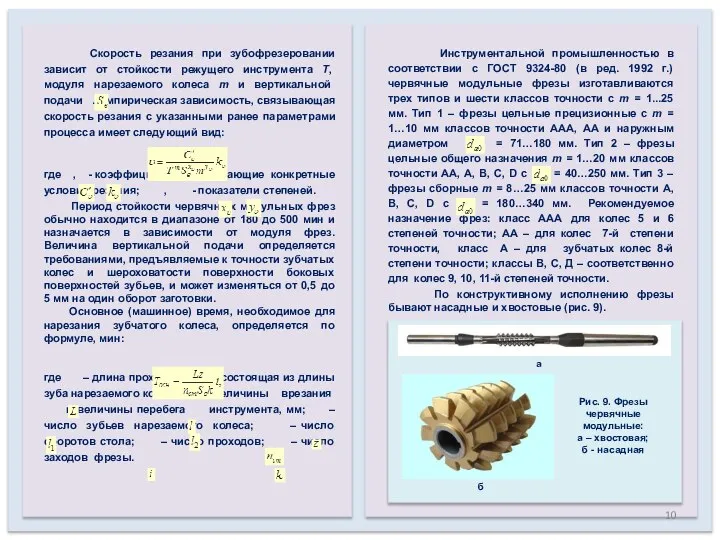
- 10. Скорость резания при зубофрезеровании зависит от стойкости режущего инструмента Т, модуля нарезаемого колеса m и вертикальной
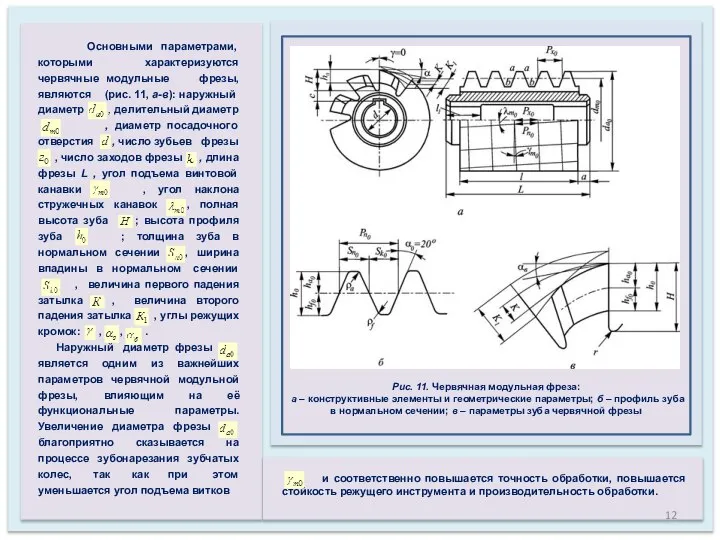
- 11. Помимо цельных фрез в производстве используются также и сборные фрезы (рис. 10). Для изготовления червячных модульных
- 12. Рис. 11. Червячная модульная фреза: а – конструктивные элементы и геометрические параметры; б – профиль зуба
- 13. В то же время увеличение приводит к увеличению расхода инструментального материала, росту величины крутящего момента на
- 14. Поэтому с целью обеспечения заданной точности нарезаемых зубчатых колес теоретическую (расчетную) величину задают для сечения, отстоящего
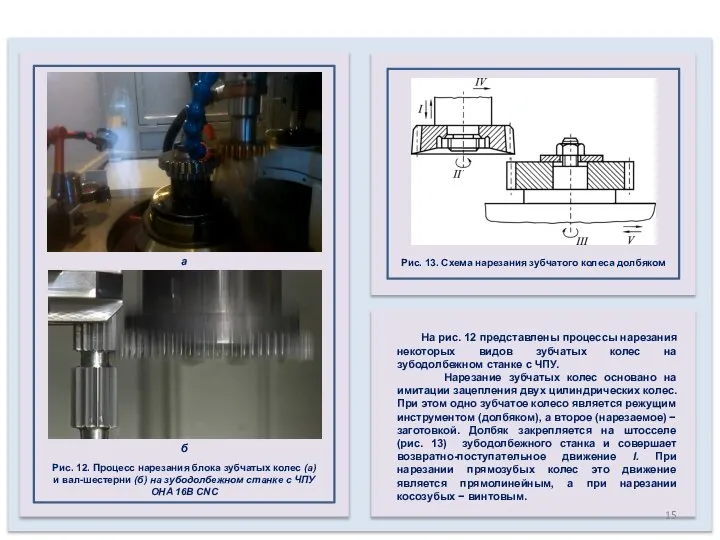
- 15. а б Рис. 12. Процесс нарезания блока зубчатых колес (а) и вал-шестерни (б) на зубодолбежном станке
- 16. Главное движение или движения резания совершается при перемещении долбяка вниз, а холостой ход при движении его
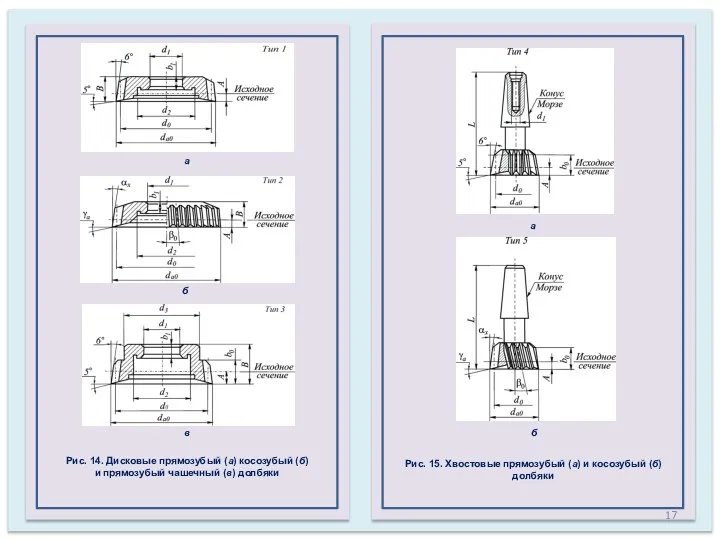
- 17. а б в Рис. 14. Дисковые прямозубый (а) косозубый (б) и прямозубый чашечный (в) долбяки а
- 18. исключает возможность их контакта с упором, имеющего место, например, при изготовлении блока зубчатых колес. Хвостовые долбяки
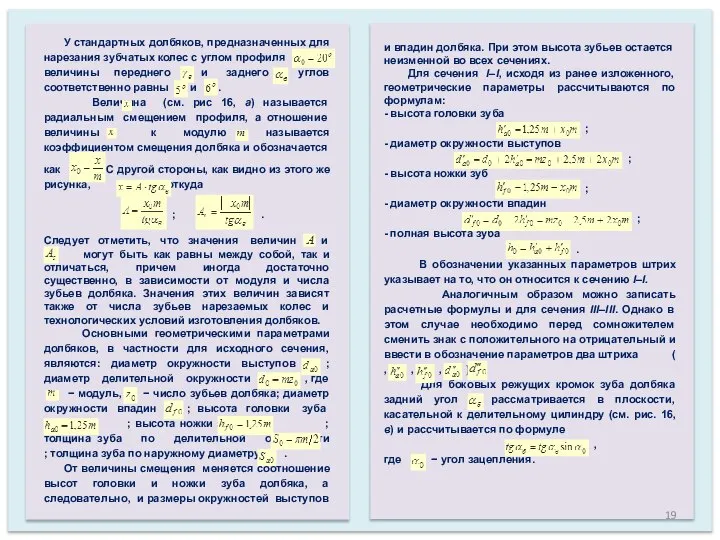
- 19. У стандартных долбяков, предназначенных для нарезания зубчатых колес с углом профиля величины переднего и заднего углов
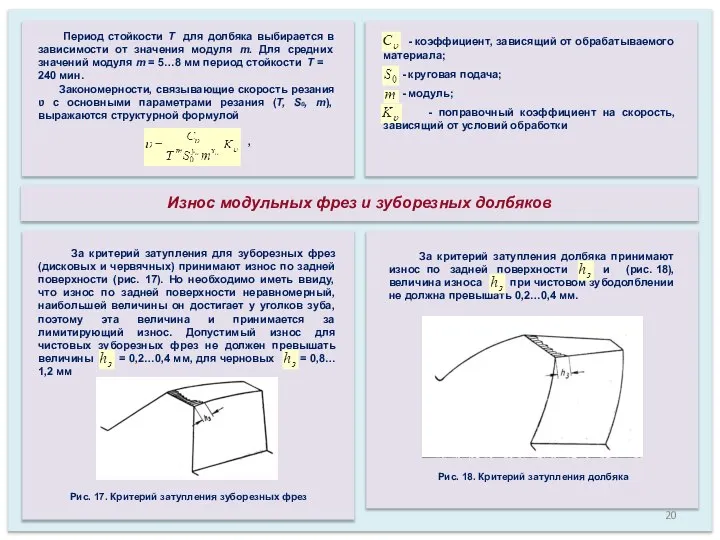
- 20. Период стойкости Т для долбяка выбирается в зависимости от значения модуля m. Для средних значений модуля
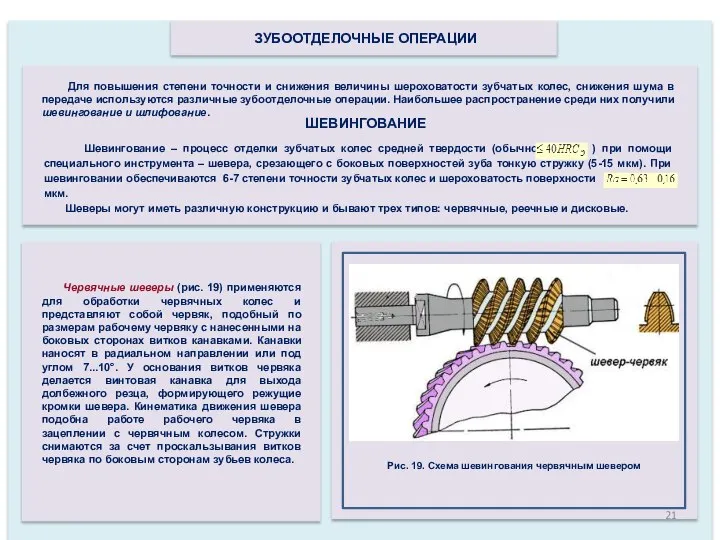
- 21. Рис. 2.9. Конструктивные параметры дискового шевера ЗУБООТДЕЛОЧНЫЕ ОПЕРАЦИИ ШЕВИНГОВАНИЕ Для повышения степени точности и снижения величины
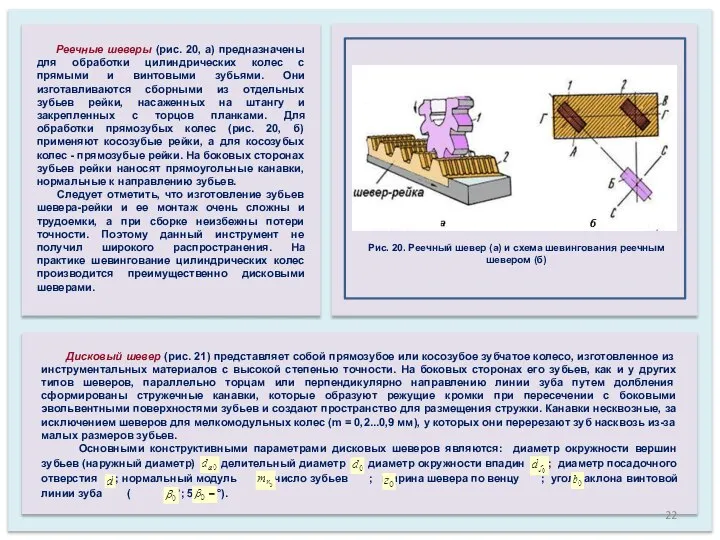
- 22. Реечные шеверы (рис. 20, а) предназначены для обработки цилиндрических колес с прямыми и винтовыми зубьями. Они
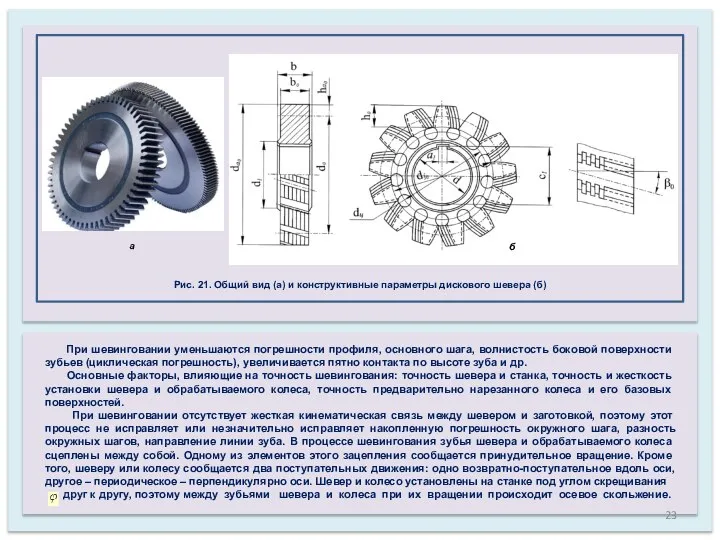
- 23. а б Рис. 21. Общий вид (а) и конструктивные параметры дискового шевера (б) При шевинговании уменьшаются
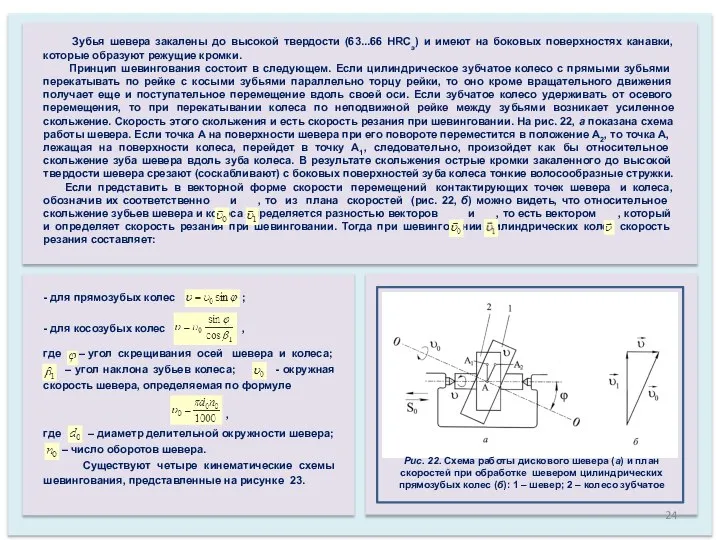
- 24. Зубья шевера закалены до высокой твердости (63...66 HRCэ) и имеют на боковых поверхностях канавки, которые образуют
- 25. Рис. 23. Схема шевингования: а – с продольной подачей; б – с диагональной подачей; в –
- 26. Шевингование с диагональной подачей. Этот метод шевингования производится на станках, допускающих возможность поворота центровых бабок относительно
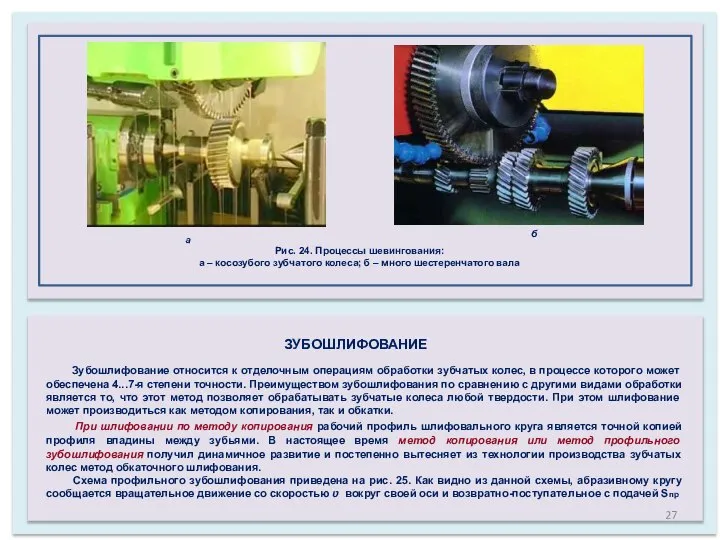
- 27. а б Рис. 24. Процессы шевингования: а – косозубого зубчатого колеса; б – много шестеренчатого вала
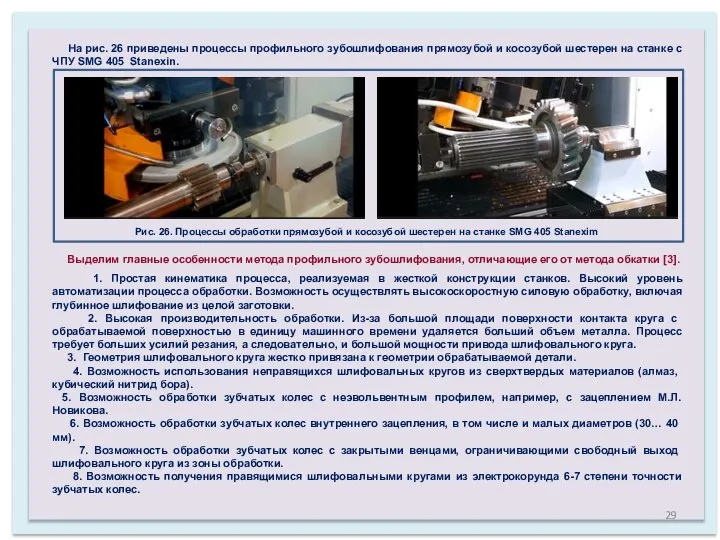
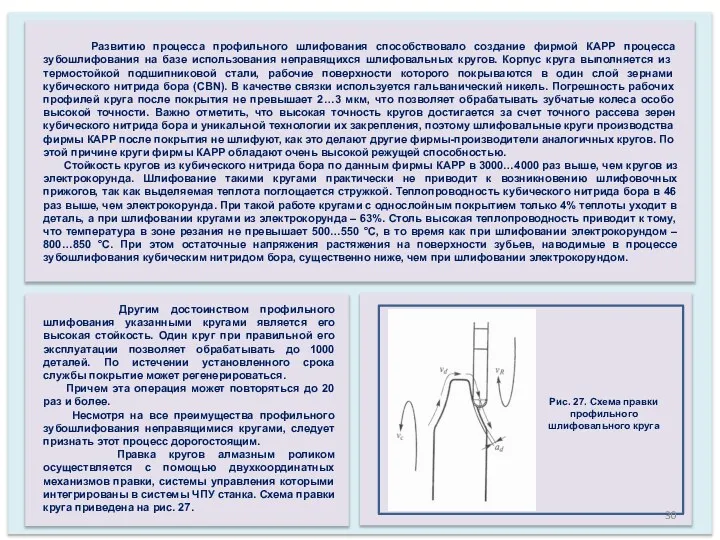
- 28. Рис. 25. Схема профильного зубошлифования [3] вдоль образующей зуба, а радиальная подача Sp производится периодически на
- 29. На рис. 26 приведены процессы профильного зубошлифования прямозубой и косозубой шестерен на станке с ЧПУ SMG
- 30. Развитию процесса профильного шлифования способствовало создание фирмой КАРР процесса зубошлифования на базе использования неправящихся шлифовальных кругов.
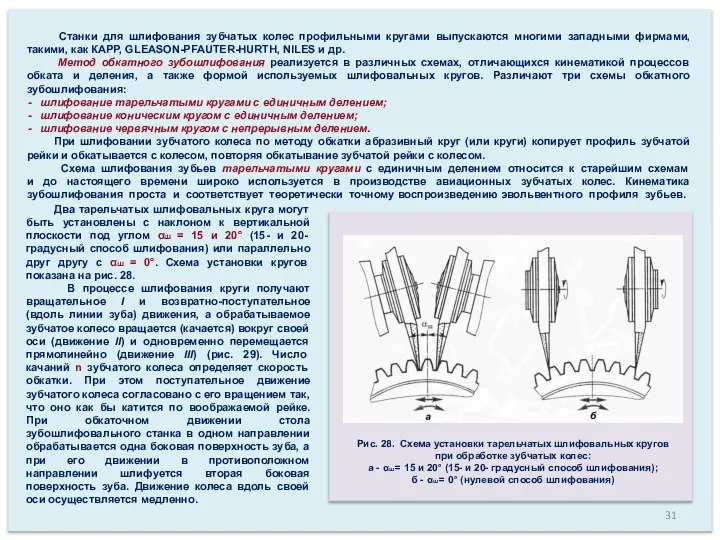
- 31. Станки для шлифования зубчатых колес профильными кругами выпускаются многими западными фирмами, такими, как КАРР, GLEASON-PFAUTER-HURTH, NILES
- 32. Рис. 30. Следы резов от шлифовальных кругов на боковых поверхностях зубьев [3]: а – при 15-градусном
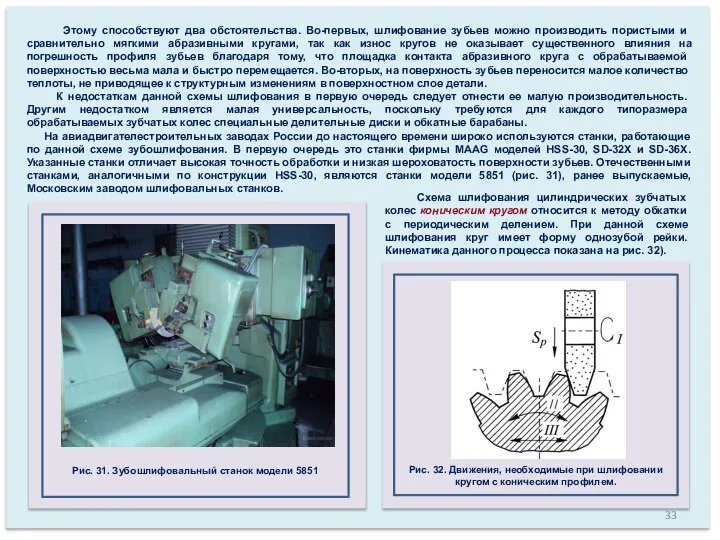
- 33. Этому способствуют два обстоятельства. Во-первых, шлифование зубьев можно производить пористыми и сравнительно мягкими абразивными кругами, так
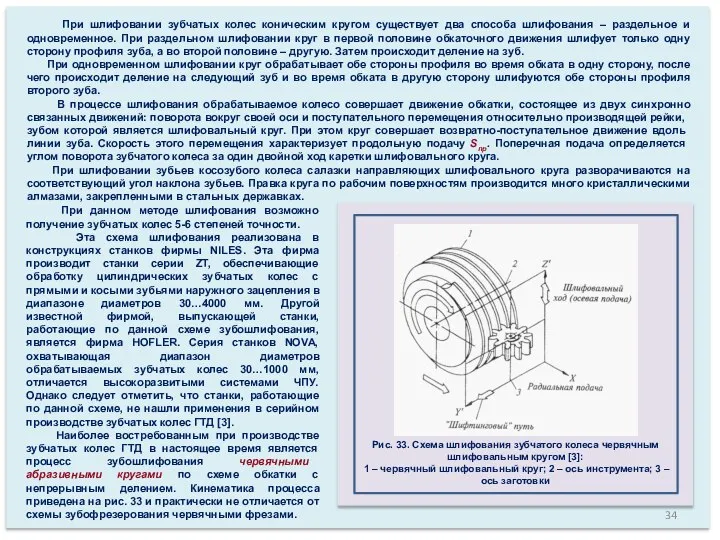
- 34. При шлифовании зубчатых колес коническим кругом существует два способа шлифования – раздельное и одновременное. При раздельном
- 35. Основным движением станка, определяющим точность обработки деталей, является согласованное движение (вращение) шлифовального круга и обрабатываемого колеса.
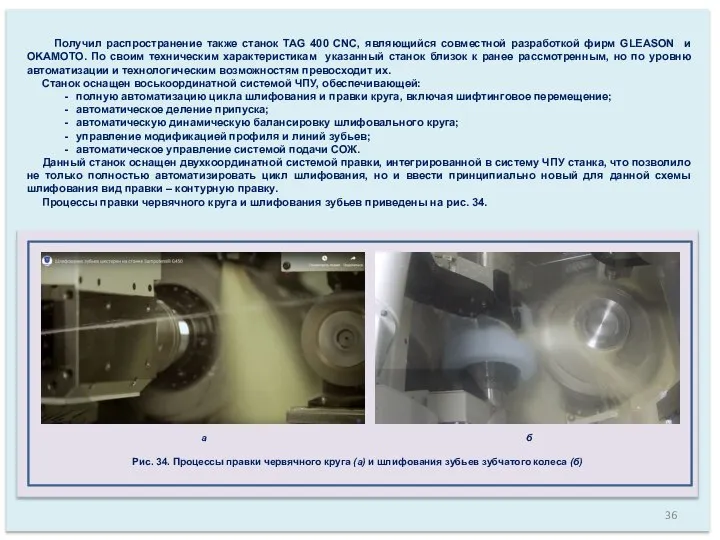
- 36. Получил распространение также станок TAG 400 CNC, являющийся совместной разработкой фирм GLEASON и OKAMOTO. По своим
- 37. КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПРИ ЗУБОШЛИФОВАНИИ ПОНЯТИЕ КАЧЕСТВА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН Под качеством поверхности детали следует понимать
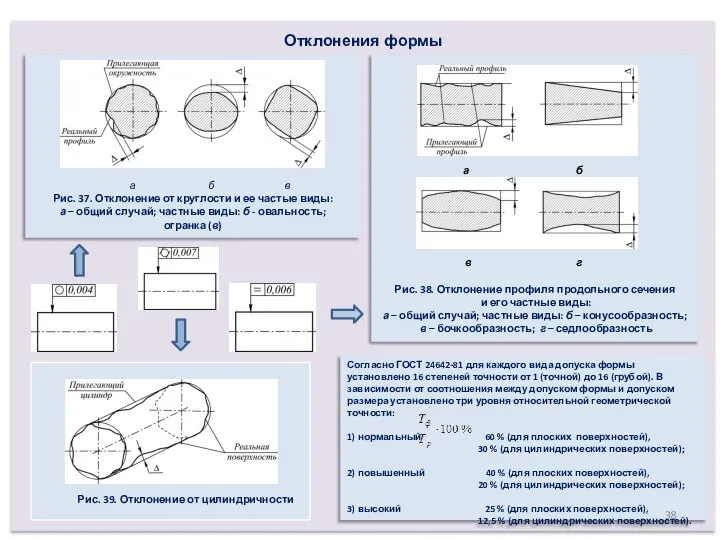
- 38. Отклонения формы а б в Рис. 37. Отклонение от круглости и ее частые виды: а –
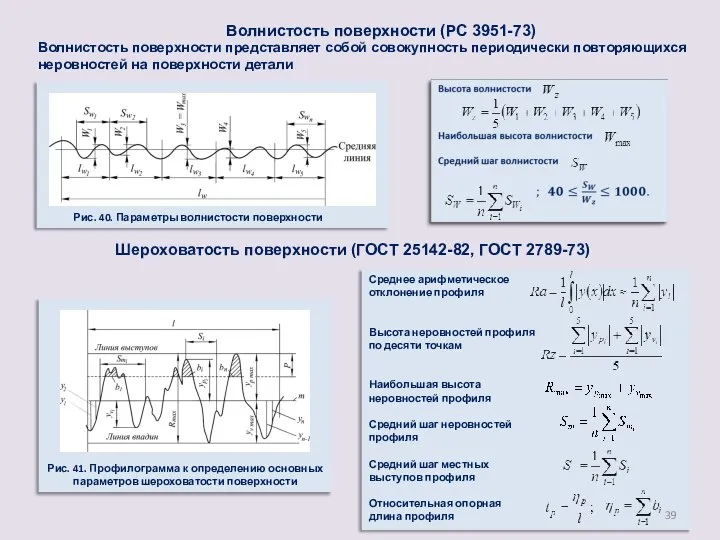
- 39. Волнистость поверхности (РС 3951-73) Волнистость поверхности представляет собой совокупность периодически повторяющихся неровностей на поверхности детали Рис.
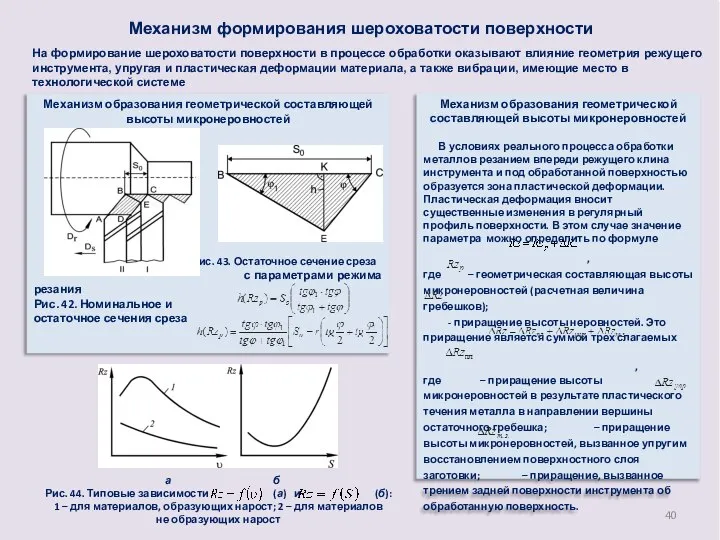
- 40. Механизм формирования шероховатости поверхности На формирование шероховатости поверхности в процессе обработки оказывают влияние геометрия режущего инструмента,
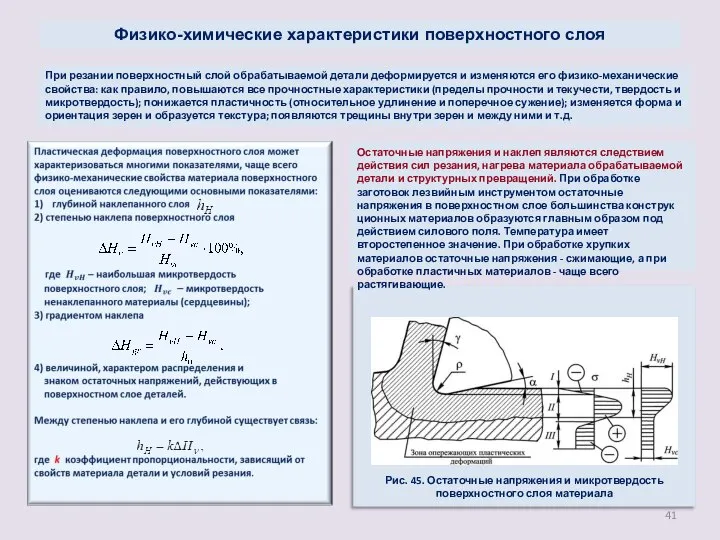
- 41. Физико-химические характеристики поверхностного слоя При резании поверхностный слой обрабатываемой детали деформируется и изменяются его физико-механические свойства:
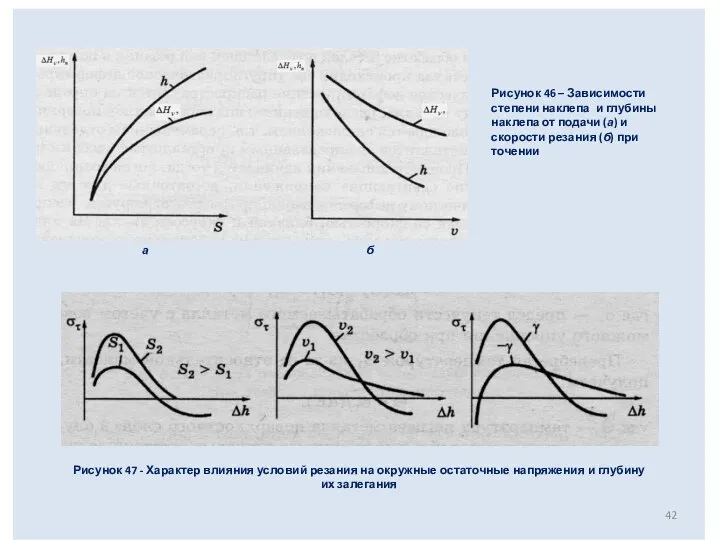
- 42. а б Рисунок 46 – Зависимости степени наклепа и глубины наклепа от подачи (а) и скорости
- 43. Методы контроля микротвердости и остаточных напряжений Рис. 50. Автоматизированная установка для определения остаточных напряжений а б
- 44. Механизм формирования остаточных напряжений Рис. 52. Условная схема свободного резания малопластичных материалов Рис. 53. Условная схема
- 45. СТРУКТУРНЫЕ ИЗМЕНЕНИЯ В ПОВЕРХНОСТНОМ СЛОЕ ПРИ ШЛИФОВАНИИ Эффективно устраняя деформации и коробление, возникающее при химико-термической обработке
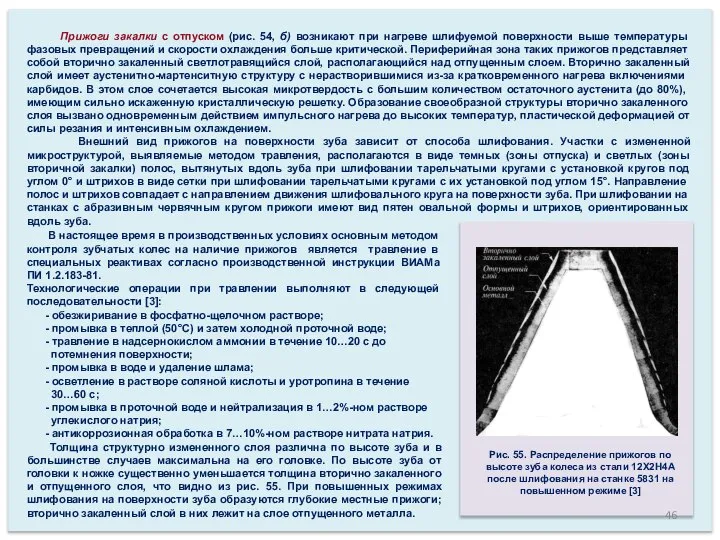
- 46. Прижоги закалки с отпуском (рис. 54, б) возникают при нагреве шлифуемой поверхности выше температуры фазовых превращений
- 47. ИЗМЕНЕНИЕ СВОЙСТВ ПОВЕРХНОСТНОГО СЛОЯ ЗУБЬЕВ ПРИ ШЛИФОВАНИИ С ПРИЖОГАМИ Появление шлифовочных прижогов сопровождается образованием неоднородной структуры
- 48. Рис. 58. Распределение остаточных напряжений по толщине l поверхностного слоя [3]: а – зубьев колес из
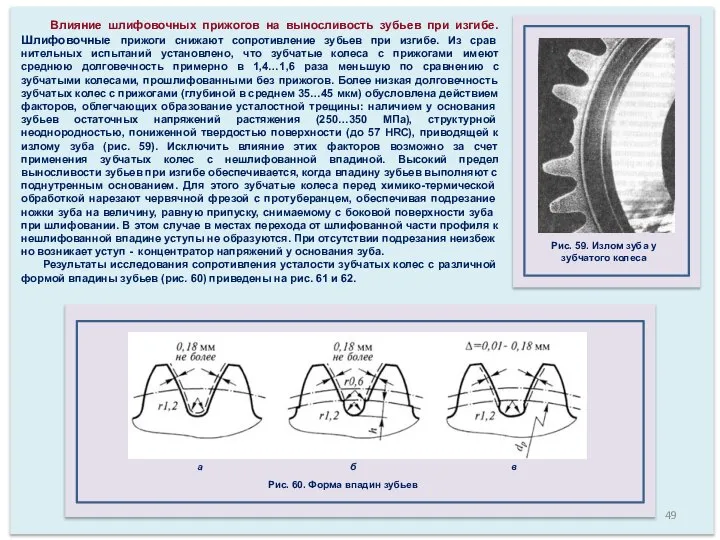
- 49. Влияние шлифовочных прижогов на выносливость зубьев при изгибе. Шлифовочные прижоги снижают сопротивление зубьев при изгибе. Из
- 50. Рис. 61. Кривые усталости зубчатых колес из стали 12Х2Н4А [3]: 1- с нешлифованной впадиной с выкружкой;
- 51. ПРОГРЕССИВНЫЕ АБРАЗИВНЫЕ ИНСТРУМЕНТЫ ДЛЯ ЗУБОШЛИФОВАНИЯ К прогрессивным абразивным инструментам, применяемым для процессов зубошлифования можно отнести высокоструктурные
- 52. Рис. 63. Прерывистые шлифовальные круги: а – цельный; б – составной (1 – корпус; 2 –
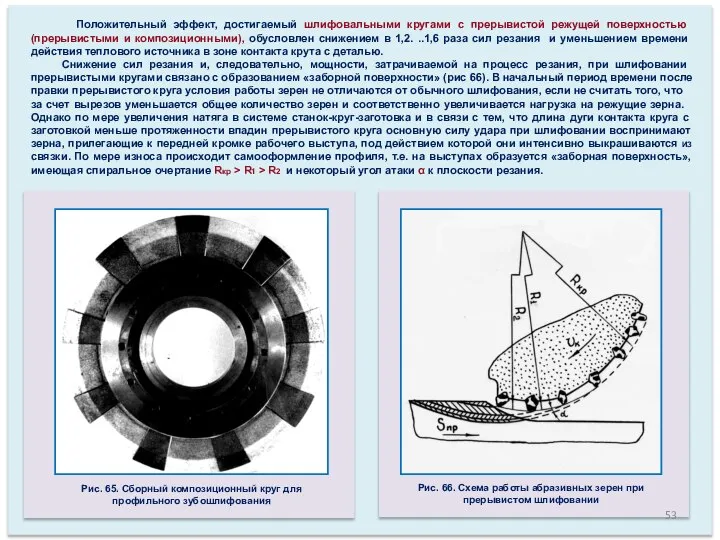
- 53. Рис. 65. Сборный композиционный круг для профильного зубошлифования Рис. 66. Схема работы абразивных зерен при прерывистом
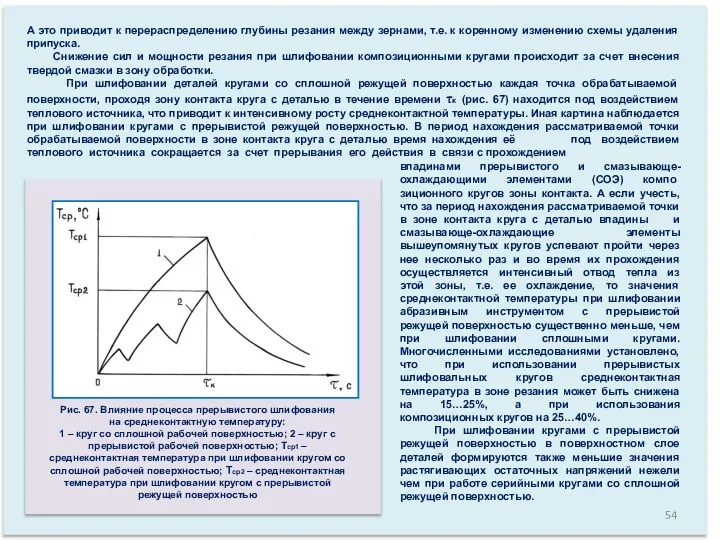
- 54. А это приводит к перераспределению глубины резания между зернами, т.е. к коренному изменению схемы удаления припуска.
- 56. Скачать презентацию
Слайд 3НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ КОПИРОВАНИЯ
Сущность метода копирования заключается в том, что профиль
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ КОПИРОВАНИЯ
Сущность метода копирования заключается в том, что профиль
Слайд 4 Построение профилей фрез стандартных наборов по этой схеме закладывает погрешности нарезания
Построение профилей фрез стандартных наборов по этой схеме закладывает погрешности нарезания
Слайд 5
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МНОГОРЕЗЦОВЫМИ ЗУБОДОЛБЕЖНЫМИ ГОЛОВКАМИ
Одним из высокопроизводительных и точных
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МНОГОРЕЗЦОВЫМИ ЗУБОДОЛБЕЖНЫМИ ГОЛОВКАМИ
Одним из высокопроизводительных и точных
Слайд 6НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС КРУГОВЫМИ ПРОТЯЖКАМИ
По методу копирования работают также круговые протяжки,
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС КРУГОВЫМИ ПРОТЯЖКАМИ
По методу копирования работают также круговые протяжки,

Слайд 7НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТКИ
При нарезании зубчатых колес методом обкатки воспроизводится
НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТКИ
При нарезании зубчатых колес методом обкатки воспроизводится
Слайд 8 В процессе нарезании зубчатых колес фреза получает вращательное движение I вокруг
В процессе нарезании зубчатых колес фреза получает вращательное движение I вокруг
Слайд 9Рис. 8. Нарезание зубчатого колеса
на зубофрезерном обрабатывающем центре
с ЧПУ HERA
Рис. 8. Нарезание зубчатого колеса
на зубофрезерном обрабатывающем центре
с ЧПУ HERA
Слайд 10 Скорость резания при зубофрезеровании зависит от стойкости режущего инструмента Т, модуля
Скорость резания при зубофрезеровании зависит от стойкости режущего инструмента Т, модуля
Слайд 11 Помимо цельных фрез в производстве используются также и сборные фрезы (рис.
Помимо цельных фрез в производстве используются также и сборные фрезы (рис.

Слайд 12Рис. 11. Червячная модульная фреза:
а – конструктивные элементы и геометрические параметры; б
Рис. 11. Червячная модульная фреза:
а – конструктивные элементы и геометрические параметры; б
Слайд 13 В то же время увеличение приводит к увеличению расхода инструментального материала,
В то же время увеличение приводит к увеличению расхода инструментального материала,
Слайд 14
Поэтому с целью обеспечения заданной точности нарезаемых зубчатых колес теоретическую
Поэтому с целью обеспечения заданной точности нарезаемых зубчатых колес теоретическую
Слайд 15а
б
Рис. 12. Процесс нарезания блока зубчатых колес (а) и вал-шестерни (б) на
а
б
Рис. 12. Процесс нарезания блока зубчатых колес (а) и вал-шестерни (б) на
Слайд 16Главное движение или движения резания совершается при перемещении долбяка вниз, а холостой
Главное движение или движения резания совершается при перемещении долбяка вниз, а холостой
Слайд 17
а
б
в
Рис. 14. Дисковые прямозубый (а) косозубый (б)
и прямозубый чашечный (в)
а
б
в
Рис. 14. Дисковые прямозубый (а) косозубый (б)
и прямозубый чашечный (в)
Слайд 18исключает возможность их контакта с упором, имеющего место, например, при изготовлении блока
исключает возможность их контакта с упором, имеющего место, например, при изготовлении блока

Слайд 19
У стандартных долбяков, предназначенных для нарезания зубчатых колес с углом
У стандартных долбяков, предназначенных для нарезания зубчатых колес с углом
Слайд 20 Период стойкости Т для долбяка выбирается в зависимости от значения модуля
Период стойкости Т для долбяка выбирается в зависимости от значения модуля
Слайд 21Рис. 2.9. Конструктивные параметры дискового шевера
ЗУБООТДЕЛОЧНЫЕ ОПЕРАЦИИ
ШЕВИНГОВАНИЕ
Для повышения степени точности и
Рис. 2.9. Конструктивные параметры дискового шевера
ЗУБООТДЕЛОЧНЫЕ ОПЕРАЦИИ
ШЕВИНГОВАНИЕ
Для повышения степени точности и
Слайд 22 Реечные шеверы (рис. 20, а) предназначены для обработки цилиндрических колес с
Реечные шеверы (рис. 20, а) предназначены для обработки цилиндрических колес с
Слайд 23
а
б
Рис. 21. Общий вид (а) и конструктивные параметры дискового шевера (б)
а
б
Рис. 21. Общий вид (а) и конструктивные параметры дискового шевера (б)
Слайд 24 Зубья шевера закалены до высокой твердости (63...66 HRCэ) и имеют на
Зубья шевера закалены до высокой твердости (63...66 HRCэ) и имеют на
Слайд 25Рис. 23. Схема шевингования:
а – с продольной подачей; б – с диагональной
Рис. 23. Схема шевингования:
а – с продольной подачей; б – с диагональной
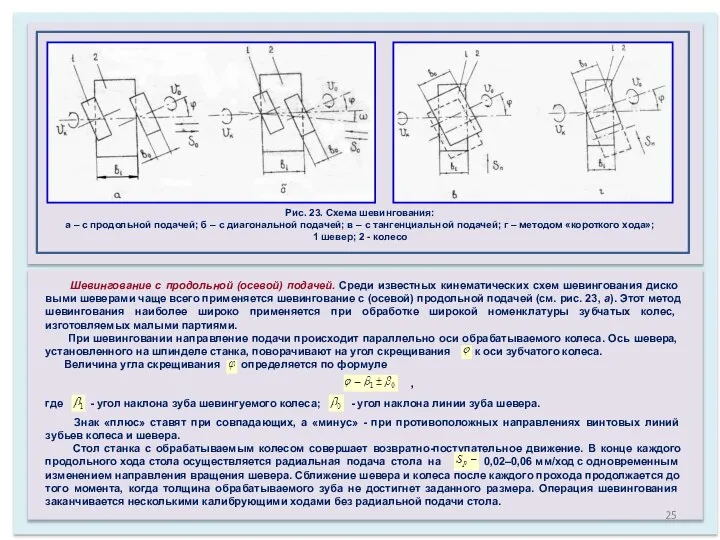
Слайд 26 Шевингование с диагональной подачей. Этот метод шевингования производится на станках, допускающих
Шевингование с диагональной подачей. Этот метод шевингования производится на станках, допускающих
Слайд 27а
б
Рис. 24. Процессы шевингования:
а – косозубого зубчатого колеса; б – много шестеренчатого
а
б
Рис. 24. Процессы шевингования:
а – косозубого зубчатого колеса; б – много шестеренчатого
Слайд 28Рис. 25. Схема профильного зубошлифования [3]
вдоль образующей зуба, а радиальная подача Sp
Рис. 25. Схема профильного зубошлифования [3]
вдоль образующей зуба, а радиальная подача Sp
![Рис. 25. Схема профильного зубошлифования [3] вдоль образующей зуба, а радиальная подача](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1132734/slide-27.jpg)
Слайд 29 На рис. 26 приведены процессы профильного зубошлифования прямозубой и косозубой шестерен
На рис. 26 приведены процессы профильного зубошлифования прямозубой и косозубой шестерен
Слайд 30 Развитию процесса профильного шлифования способствовало создание фирмой КАРР процесса зубошлифования на
Развитию процесса профильного шлифования способствовало создание фирмой КАРР процесса зубошлифования на
Слайд 31 Станки для шлифования зубчатых колес профильными кругами выпускаются многими западными фирмами,
Станки для шлифования зубчатых колес профильными кругами выпускаются многими западными фирмами,
Слайд 32Рис. 30. Следы резов от шлифовальных кругов
на боковых поверхностях зубьев [3]:
а
Рис. 30. Следы резов от шлифовальных кругов
на боковых поверхностях зубьев [3]:
а
![Рис. 30. Следы резов от шлифовальных кругов на боковых поверхностях зубьев [3]:](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1132734/slide-31.jpg)
Слайд 33 Этому способствуют два обстоятельства. Во-первых, шлифование зубьев можно производить пористыми и
Этому способствуют два обстоятельства. Во-первых, шлифование зубьев можно производить пористыми и
Слайд 34 При шлифовании зубчатых колес коническим кругом существует два способа шлифования –
При шлифовании зубчатых колес коническим кругом существует два способа шлифования –
Слайд 35 Основным движением станка, определяющим точность обработки деталей, является согласованное движение (вращение)
Основным движением станка, определяющим точность обработки деталей, является согласованное движение (вращение)
Слайд 36
Получил распространение также станок TAG 400 CNC, являющийся совместной разработкой
Получил распространение также станок TAG 400 CNC, являющийся совместной разработкой
Слайд 37 КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПРИ ЗУБОШЛИФОВАНИИ
ПОНЯТИЕ КАЧЕСТВА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Под качеством поверхности
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПРИ ЗУБОШЛИФОВАНИИ
ПОНЯТИЕ КАЧЕСТВА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Под качеством поверхности

Слайд 38 Отклонения формы
а б в
Рис. 37. Отклонение от круглости и ее
Отклонения формы
а б в
Рис. 37. Отклонение от круглости и ее
Слайд 39 Волнистость поверхности (РС 3951-73)
Волнистость поверхности представляет собой совокупность периодически повторяющихся неровностей
Волнистость поверхности (РС 3951-73)
Волнистость поверхности представляет собой совокупность периодически повторяющихся неровностей
Слайд 40Механизм формирования шероховатости поверхности
На формирование шероховатости поверхности в процессе обработки оказывают влияние
Механизм формирования шероховатости поверхности
На формирование шероховатости поверхности в процессе обработки оказывают влияние
Слайд 41Физико-химические характеристики поверхностного слоя
При резании поверхностный слой обрабатываемой детали деформируется и изменяются
Физико-химические характеристики поверхностного слоя
При резании поверхностный слой обрабатываемой детали деформируется и изменяются
Слайд 42
а б
Рисунок 46 – Зависимости степени наклепа и глубины наклепа от подачи
а б
Рисунок 46 – Зависимости степени наклепа и глубины наклепа от подачи
Слайд 43Методы контроля микротвердости и остаточных напряжений
Рис. 50. Автоматизированная установка для определения остаточных
Методы контроля микротвердости и остаточных напряжений
Рис. 50. Автоматизированная установка для определения остаточных

Слайд 44Механизм формирования остаточных напряжений
Рис. 52. Условная схема свободного
резания малопластичных материалов
Рис.
Механизм формирования остаточных напряжений
Рис. 52. Условная схема свободного
резания малопластичных материалов
Рис.

Слайд 45СТРУКТУРНЫЕ ИЗМЕНЕНИЯ В ПОВЕРХНОСТНОМ СЛОЕ ПРИ ШЛИФОВАНИИ
Эффективно устраняя деформации и коробление,
СТРУКТУРНЫЕ ИЗМЕНЕНИЯ В ПОВЕРХНОСТНОМ СЛОЕ ПРИ ШЛИФОВАНИИ
Эффективно устраняя деформации и коробление,
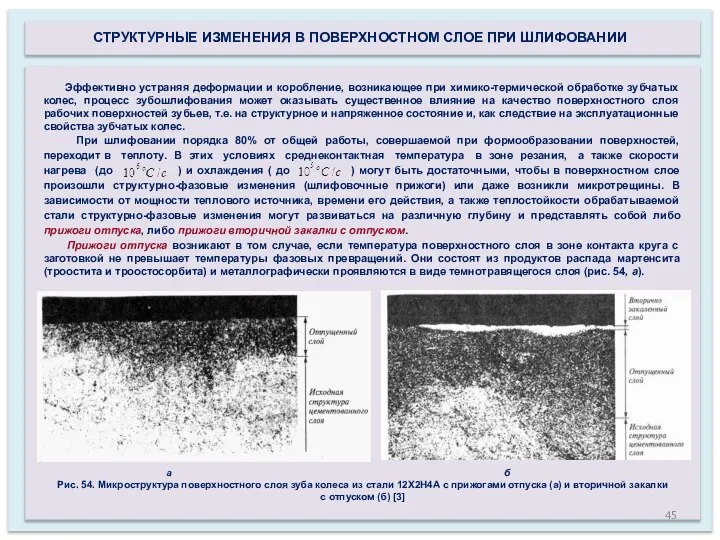
Слайд 46 Прижоги закалки с отпуском (рис. 54, б) возникают при нагреве шлифуемой
Прижоги закалки с отпуском (рис. 54, б) возникают при нагреве шлифуемой
Слайд 47ИЗМЕНЕНИЕ СВОЙСТВ ПОВЕРХНОСТНОГО СЛОЯ ЗУБЬЕВ ПРИ ШЛИФОВАНИИ С ПРИЖОГАМИ
Появление шлифовочных прижогов
ИЗМЕНЕНИЕ СВОЙСТВ ПОВЕРХНОСТНОГО СЛОЯ ЗУБЬЕВ ПРИ ШЛИФОВАНИИ С ПРИЖОГАМИ
Появление шлифовочных прижогов

Слайд 48Рис. 58. Распределение остаточных напряжений по толщине l поверхностного слоя [3]:
а –
Рис. 58. Распределение остаточных напряжений по толщине l поверхностного слоя [3]:
а –
![Рис. 58. Распределение остаточных напряжений по толщине l поверхностного слоя [3]: а](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1132734/slide-47.jpg)
Слайд 49 Влияние шлифовочных прижогов на выносливость зубьев при изгибе. Шлифовочные прижоги снижают
Влияние шлифовочных прижогов на выносливость зубьев при изгибе. Шлифовочные прижоги снижают
Слайд 50Рис. 61. Кривые усталости зубчатых колес из стали 12Х2Н4А [3]:
1- с нешлифованной
Рис. 61. Кривые усталости зубчатых колес из стали 12Х2Н4А [3]:
1- с нешлифованной
![Рис. 61. Кривые усталости зубчатых колес из стали 12Х2Н4А [3]: 1- с](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1132734/slide-49.jpg)
Слайд 51ПРОГРЕССИВНЫЕ АБРАЗИВНЫЕ ИНСТРУМЕНТЫ ДЛЯ ЗУБОШЛИФОВАНИЯ
К прогрессивным абразивным инструментам, применяемым для процессов
ПРОГРЕССИВНЫЕ АБРАЗИВНЫЕ ИНСТРУМЕНТЫ ДЛЯ ЗУБОШЛИФОВАНИЯ
К прогрессивным абразивным инструментам, применяемым для процессов
Слайд 52Рис. 63. Прерывистые шлифовальные круги:
а – цельный; б – составной (1 –
Рис. 63. Прерывистые шлифовальные круги:
а – цельный; б – составной (1 –
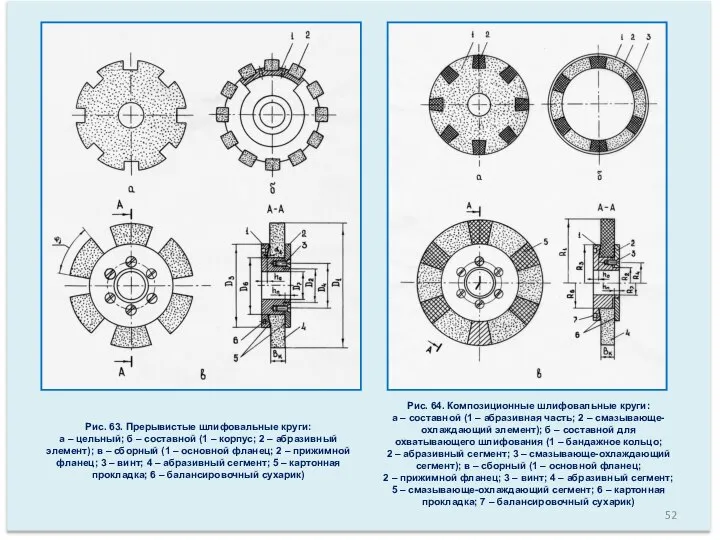
Слайд 53Рис. 65. Сборный композиционный круг для профильного зубошлифования
Рис. 66. Схема работы абразивных
Рис. 65. Сборный композиционный круг для профильного зубошлифования
Рис. 66. Схема работы абразивных
Слайд 54А это приводит к перераспределению глубины резания между зернами, т.е. к коренному
А это приводит к перераспределению глубины резания между зернами, т.е. к коренному
 Вес тела. 7 класс
Вес тела. 7 класс Равномерное и равнопеременное движение
Равномерное и равнопеременное движение Продукты питания в руках физикаa
Продукты питания в руках физикаa Мероприятия по усилению конструкции фюзеляжа вертолета Ми-8МТ
Мероприятия по усилению конструкции фюзеляжа вертолета Ми-8МТ Импульс тела. Закон сохранения импульса
Импульс тела. Закон сохранения импульса Игра Angry Birds . Физика игры. Изучение физики игры и отдельных физических явлений
Игра Angry Birds . Физика игры. Изучение физики игры и отдельных физических явлений Диод Шоттки
Диод Шоттки ГБОУ ЦО № 1631 Проектная работа «Чай из самовара» Выполнила: Антипова Я. Г., ученица 8 «А» класса Руководитель: Кор
ГБОУ ЦО № 1631 Проектная работа «Чай из самовара» Выполнила: Антипова Я. Г., ученица 8 «А» класса Руководитель: Кор Оборудование для переработки каучука
Оборудование для переработки каучука Пароходы и лайнеры
Пароходы и лайнеры Потенциальная и кинетическая энергия
Потенциальная и кинетическая энергия Выполнение КП
Выполнение КП Технология исследовательской деятельности в преподавании физики в рамках реализации ФГОС
Технология исследовательской деятельности в преподавании физики в рамках реализации ФГОС Построение изображений в линзах. Решение задач
Построение изображений в линзах. Решение задач Плавное включение ламп накаливания
Плавное включение ламп накаливания Звёздный час. Игра по физике
Звёздный час. Игра по физике Статика .Занятие 1
Статика .Занятие 1 Конспект лекций по электротехнике
Конспект лекций по электротехнике Статистическая теория радиотехнических систем. Энергетический спектр стационарного случайного процесса. (Лекция 6)
Статистическая теория радиотехнических систем. Энергетический спектр стационарного случайного процесса. (Лекция 6) Кривошипно-шатунный механизм
Кривошипно-шатунный механизм Презентация на тему Ультразвук, инфразвук
Презентация на тему Ультразвук, инфразвук  Системы мобильной радиосвязи
Системы мобильной радиосвязи Презентация на тему Конспект и презентация к уроку повторения
Презентация на тему Конспект и презентация к уроку повторения  Гальванічні реакції
Гальванічні реакції Глаз. Особенности зрения человека
Глаз. Особенности зрения человека Графен – бұл кәдімгі алмаз бен графиттен
Графен – бұл кәдімгі алмаз бен графиттен Презентация урока физики 8 класс. Тема: Агрегатные превращения веществ. Тип урока: обобщение изученного материала. Це
Презентация урока физики 8 класс. Тема: Агрегатные превращения веществ. Тип урока: обобщение изученного материала. Це Сила тока, напряжение, электрический ток
Сила тока, напряжение, электрический ток