- Соединения заформовкой

Содержание
- 2. Соединение разнородных металлических деталей с металлами осуществляют литьём под давлением. Температура плавления литейного сплава должна быть
- 3. При запрессовке металлических деталей в металлы для увеличения надёжности, прочности и точности соединения необходимо использовать отгибы,
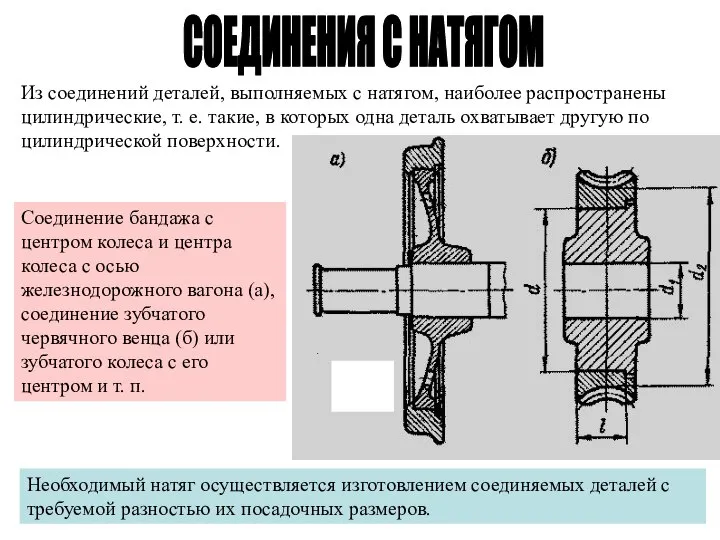
- 4. Из соединений деталей, выполняемых с натягом, наиболее распространены цилиндрические, т. е. такие, в которых одна деталь
- 5. По способу сборки различают цилиндрические соединения с натягом, собираемые запрессовкой и с нагревом охватывающей или охлаждением
- 6. Рабочий момент насадки бандажа ротора турбогенератора с использованием установки высокочастотного индукционного нагрева Насадка зубчатого колеса на
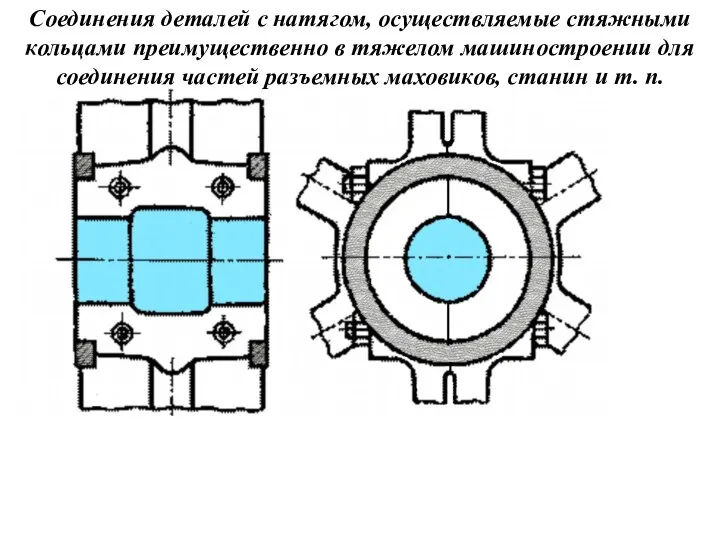
- 7. Соединения деталей с натягом, осуществляемые стяжными кольцами преимущественно в тяжелом машиностроении для соединения частей разъемных маховиков,
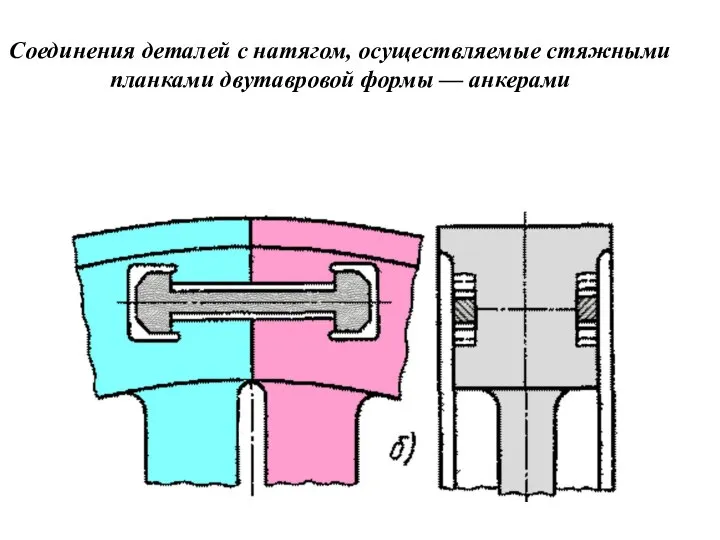
- 8. Соединения деталей с натягом, осуществляемые стяжными планками двутавровой формы — анкерами
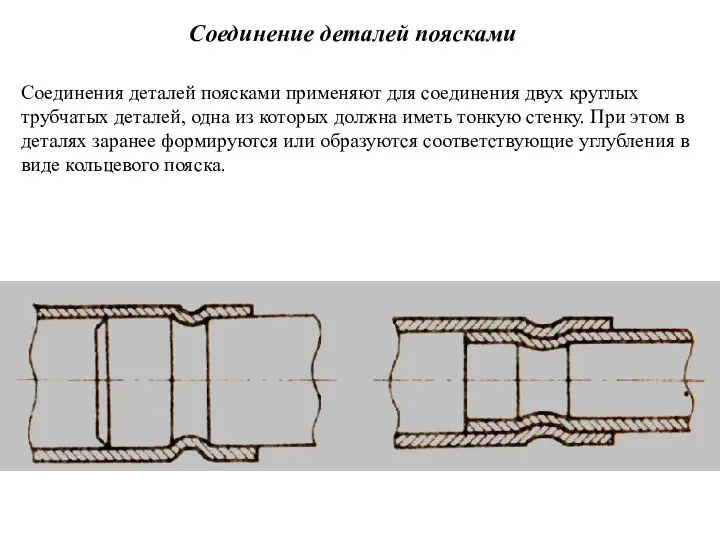
- 9. Соединение деталей поясками Соединения деталей поясками применяют для соединения двух круглых трубчатых деталей, одна из которых
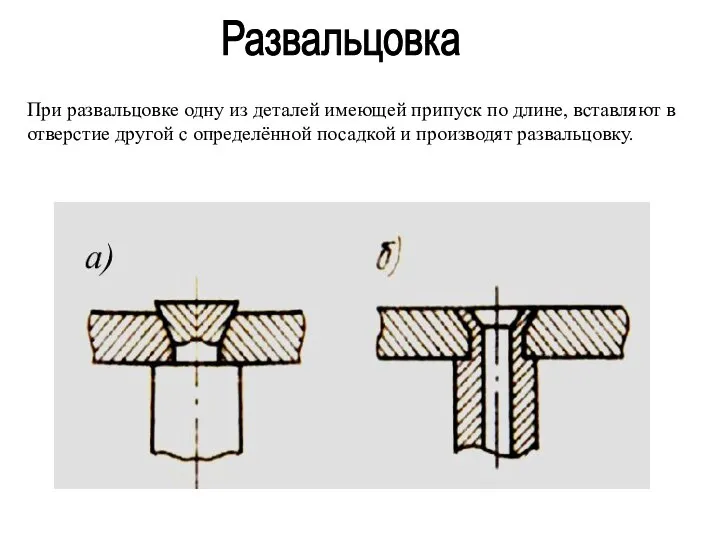
- 10. Развальцовка При развальцовке одну из деталей имеющей припуск по длине, вставляют в отверстие другой с определённой
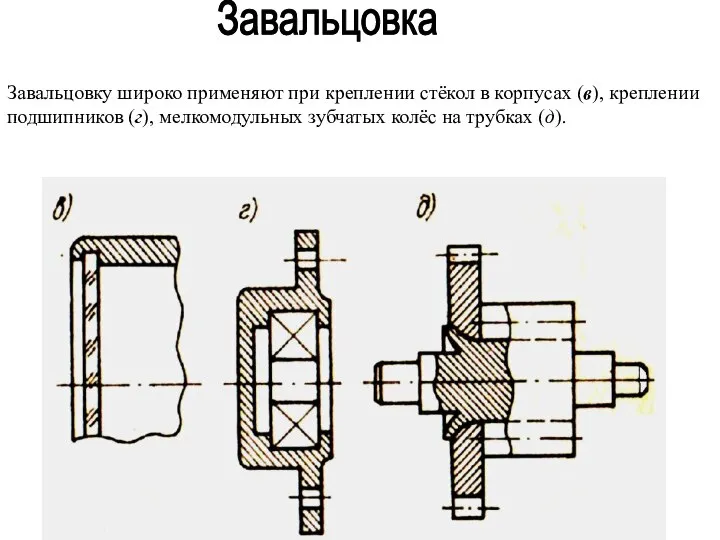
- 11. Завальцовка Завальцовку широко применяют при креплении стёкол в корпусах (в), креплении подшипников (г), мелкомодульных зубчатых колёс
- 12. Соединение лапками Используются для соединения деталей изготовленных из листового материала, с помощью специальных выступов-лапок, которые загибаются
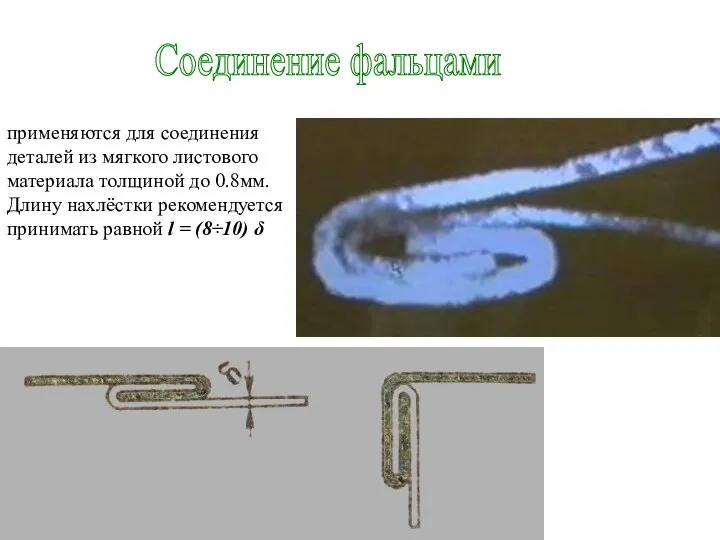
- 13. Соединение фальцами применяются для соединения деталей из мягкого листового материала толщиной до 0.8мм. Длину нахлёстки рекомендуется
- 14. Герметики Герметики предназначены для уплотнения деталей при работе устройств под воздействием температурных перепадов, атмосферных осадков и
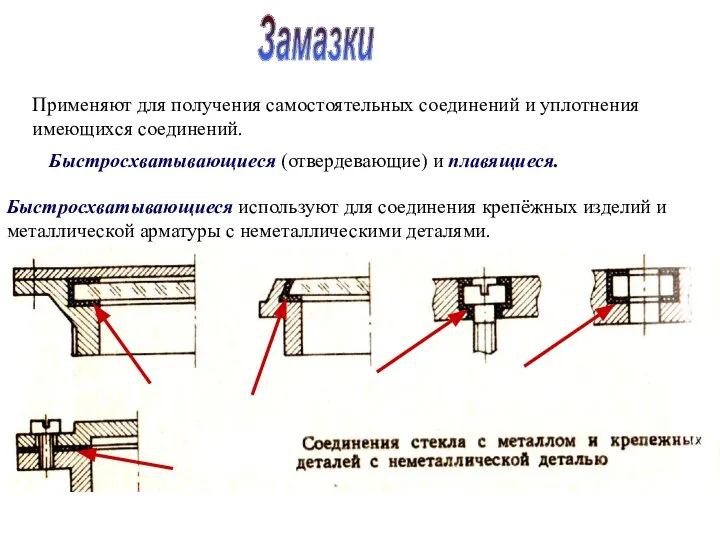
- 15. Замазки Применяют для получения самостоятельных соединений и уплотнения имеющихся соединений. Быстросхватывающиеся (отвердевающие) и плавящиеся. Быстросхватывающиеся используют
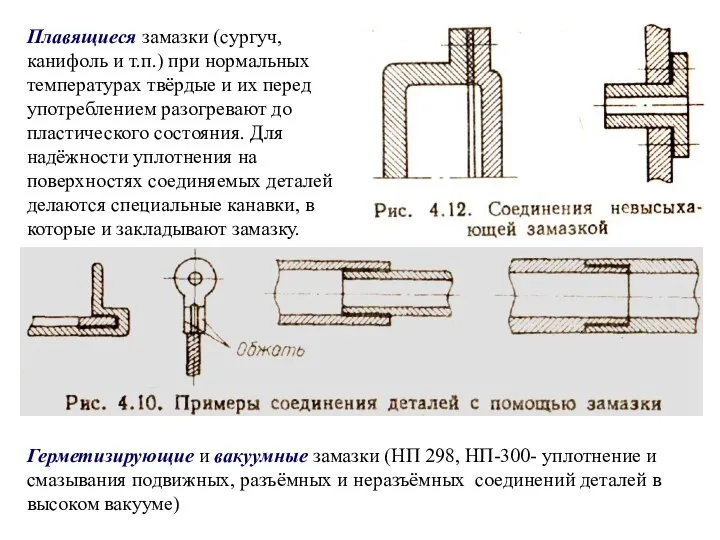
- 16. Плавящиеся замазки (сургуч, канифоль и т.п.) при нормальных температурах твёрдые и их перед употреблением разогревают до
- 17. Детали с покрытиями лучше противостоят вредному действию коррозионно-агрессивных сред, атмосферы, изнашиванию, циклическим контактным нагрузкам и т.
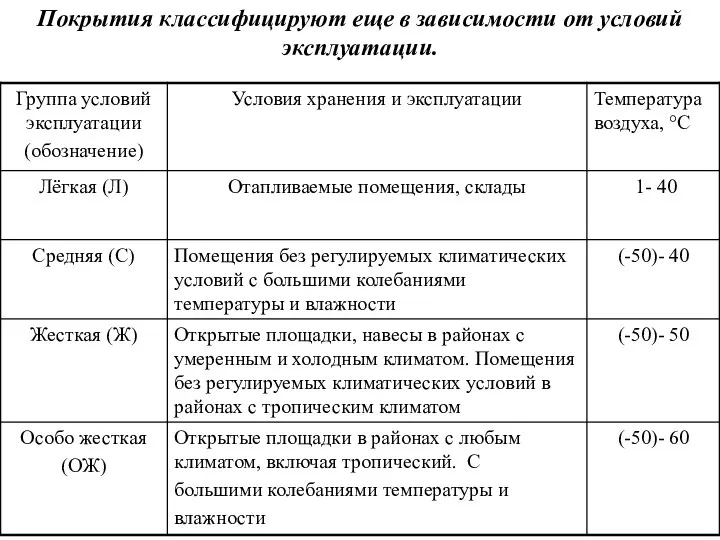
- 18. Покрытия классифицируют еще в зависимости от условий эксплуатации.
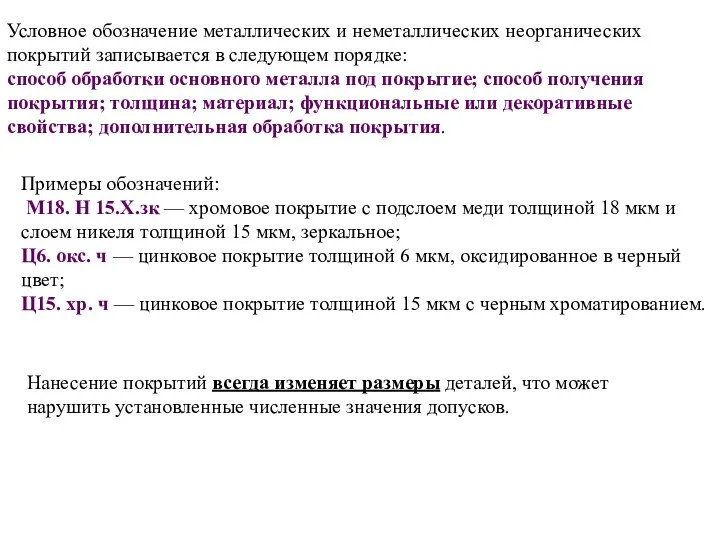
- 19. Условное обозначение металлических и неметаллических неорганических покрытий записывается в следующем порядке: способ обработки основного металла под
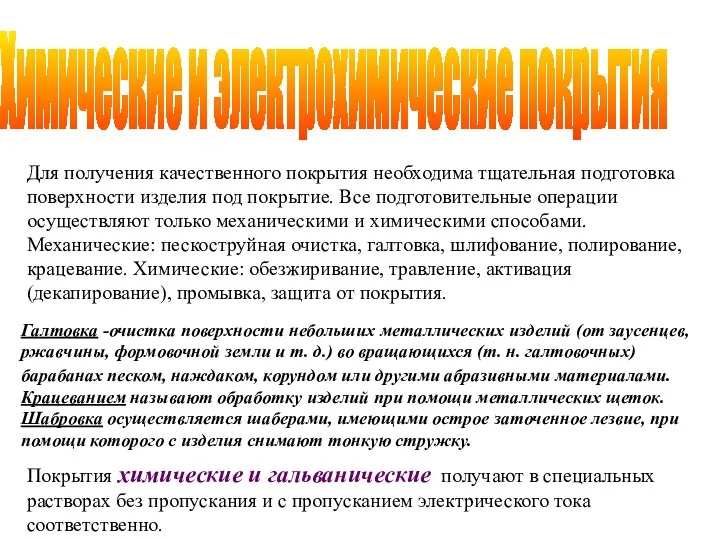
- 20. Химические и электрохимические покрытия Для получения качественного покрытия необходима тщательная подготовка поверхности изделия под покрытие. Все
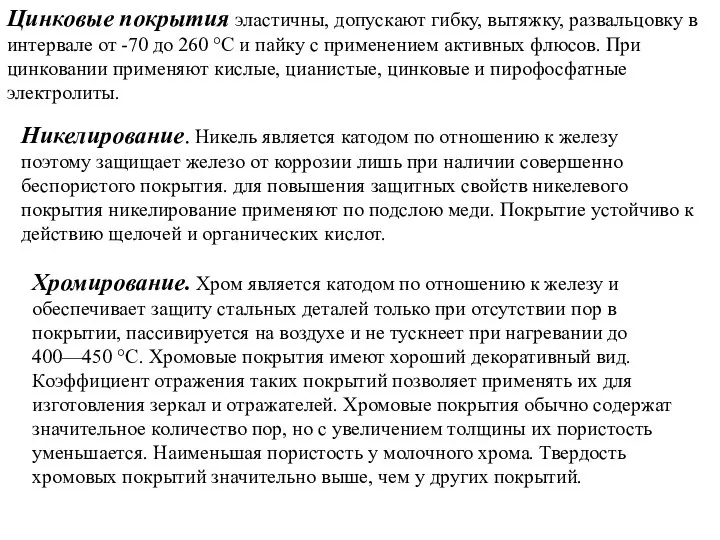
- 21. Цинковые покрытия эластичны, допускают гибку, вытяжку, развальцовку в интервале от -70 до 260 °С и пайку
- 22. Фосфатирование. Способ защиты от коррозии деталей из черных металлов Обычно фосфатирование осуществляют химическим способом. Фосфатная пленка
- 23. диффузионные покрытия по назначению и свойствам делят на: коррозионно-стойкие, износостойкие, жаростойкие, пленки-смазки, с особыми электрическими свойствами,
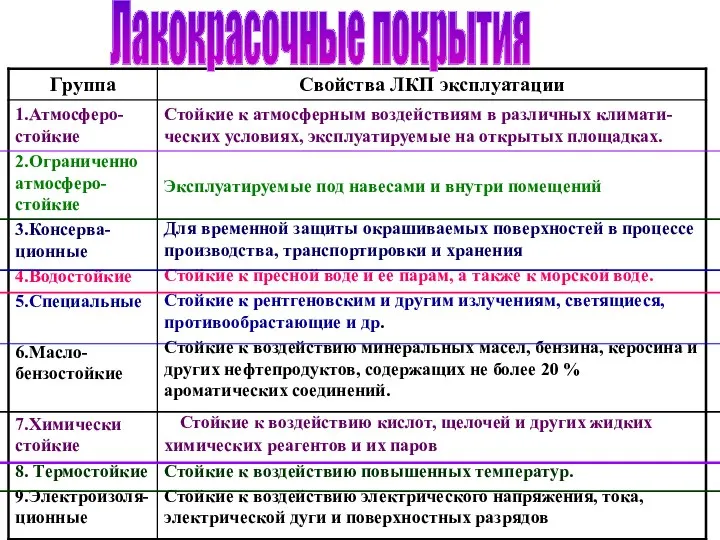
- 24. Лакокрасочные покрытия
- 26. Скачать презентацию
Слайд 2Соединение разнородных металлических деталей с металлами осуществляют литьём под давлением. Температура плавления
Соединение разнородных металлических деталей с металлами осуществляют литьём под давлением. Температура плавления

Слайд 3При запрессовке металлических деталей в металлы для увеличения надёжности, прочности и точности
При запрессовке металлических деталей в металлы для увеличения надёжности, прочности и точности

Слайд 4Из соединений деталей, выполняемых с натягом, наиболее распространены цилиндрические, т. е. такие,
Из соединений деталей, выполняемых с натягом, наиболее распространены цилиндрические, т. е. такие,
Слайд 5По способу сборки различают цилиндрические соединения с натягом, собираемые запрессовкой и с
По способу сборки различают цилиндрические соединения с натягом, собираемые запрессовкой и с
Слайд 6Рабочий момент насадки бандажа ротора турбогенератора с использованием установки высокочастотного индукционного нагрева
Рабочий момент насадки бандажа ротора турбогенератора с использованием установки высокочастотного индукционного нагрева

Слайд 7Соединения деталей с натягом, осуществляемые стяжными кольцами преимущественно в тяжелом машиностроении для
Соединения деталей с натягом, осуществляемые стяжными кольцами преимущественно в тяжелом машиностроении для
Слайд 8Соединения деталей с натягом, осуществляемые стяжными планками двутавровой формы — анкерами
Соединения деталей с натягом, осуществляемые стяжными планками двутавровой формы — анкерами
Слайд 9Соединение деталей поясками
Соединения деталей поясками применяют для соединения двух круглых трубчатых деталей,
Соединение деталей поясками
Соединения деталей поясками применяют для соединения двух круглых трубчатых деталей,
Слайд 10Развальцовка
При развальцовке одну из деталей имеющей припуск по длине, вставляют в отверстие
Развальцовка
При развальцовке одну из деталей имеющей припуск по длине, вставляют в отверстие
Слайд 11Завальцовка
Завальцовку широко применяют при креплении стёкол в корпусах (в), креплении подшипников (г),
Завальцовка
Завальцовку широко применяют при креплении стёкол в корпусах (в), креплении подшипников (г),
Слайд 12Соединение лапками
Используются для соединения деталей изготовленных из листового материала, с помощью специальных
Соединение лапками
Используются для соединения деталей изготовленных из листового материала, с помощью специальных

Слайд 13Соединение фальцами
применяются для соединения деталей из мягкого листового материала толщиной до 0.8мм.
Соединение фальцами
применяются для соединения деталей из мягкого листового материала толщиной до 0.8мм.
Слайд 14Герметики
Герметики предназначены для уплотнения деталей при работе устройств под воздействием температурных перепадов,
Герметики
Герметики предназначены для уплотнения деталей при работе устройств под воздействием температурных перепадов,
Слайд 15Замазки
Применяют для получения самостоятельных соединений и уплотнения имеющихся соединений.
Быстросхватывающиеся (отвердевающие) и плавящиеся.
Быстросхватывающиеся
Замазки
Применяют для получения самостоятельных соединений и уплотнения имеющихся соединений.
Быстросхватывающиеся (отвердевающие) и плавящиеся.
Быстросхватывающиеся
Слайд 16Плавящиеся замазки (сургуч, канифоль и т.п.) при нормальных температурах твёрдые и их
Плавящиеся замазки (сургуч, канифоль и т.п.) при нормальных температурах твёрдые и их
Слайд 17Детали с покрытиями лучше противостоят вредному действию коррозионно-агрессивных сред, атмосферы, изнашиванию, циклическим
Детали с покрытиями лучше противостоят вредному действию коррозионно-агрессивных сред, атмосферы, изнашиванию, циклическим
Слайд 18Покрытия классифицируют еще в зависимости от условий эксплуатации.
Покрытия классифицируют еще в зависимости от условий эксплуатации.
Слайд 19Условное обозначение металлических и неметаллических неорганических покрытий записывается в следующем порядке:
способ обработки
Условное обозначение металлических и неметаллических неорганических покрытий записывается в следующем порядке:
способ обработки
Слайд 20Химические и электрохимические покрытия
Для получения качественного покрытия необходима тщательная подготовка поверхности изделия
Химические и электрохимические покрытия
Для получения качественного покрытия необходима тщательная подготовка поверхности изделия
Слайд 21Цинковые покрытия эластичны, допускают гибку, вытяжку, развальцовку в интервале от -70 до
Цинковые покрытия эластичны, допускают гибку, вытяжку, развальцовку в интервале от -70 до
Слайд 22Фосфатирование. Способ защиты от коррозии деталей из черных металлов Обычно фосфатирование осуществляют
Фосфатирование. Способ защиты от коррозии деталей из черных металлов Обычно фосфатирование осуществляют
Слайд 23диффузионные покрытия
по назначению и свойствам делят на: коррозионно-стойкие, износостойкие, жаростойкие, пленки-смазки, с
диффузионные покрытия
по назначению и свойствам делят на: коррозионно-стойкие, износостойкие, жаростойкие, пленки-смазки, с
Слайд 24Лакокрасочные покрытия
Лакокрасочные покрытия
 Основы термодинамики
Основы термодинамики Электродинамический микрофон
Электродинамический микрофон Распределение работ по текущему ремонту автомобилей на постовые и участковые
Распределение работ по текущему ремонту автомобилей на постовые и участковые Статистическая теория радиотехнических систем. Случайные процессы и величины. (Лекция 2)
Статистическая теория радиотехнических систем. Случайные процессы и величины. (Лекция 2) Общая фармакопейная статья
Общая фармакопейная статья Инжекторная система впрыска топлива
Инжекторная система впрыска топлива Кинематика 3. Движение тела, брошенного горизонтально или под углом к горизонту
Кинематика 3. Движение тела, брошенного горизонтально или под углом к горизонту Уравнение состояния идеального газа
Уравнение состояния идеального газа Дифракция света. Тема 2
Дифракция света. Тема 2 Трубчатый ферментёр
Трубчатый ферментёр Динамика материальной точки
Динамика материальной точки Исследование механических характеристик композитных материалов (КМ). Проектирование пакета слоёв
Исследование механических характеристик композитных материалов (КМ). Проектирование пакета слоёв Электромагнитное поле. Викторина
Электромагнитное поле. Викторина Основные понятия механики
Основные понятия механики Колебательный контур. Электромагнитные колебания. Принцип радиосвязи и телевидения
Колебательный контур. Электромагнитные колебания. Принцип радиосвязи и телевидения Prezentatsia_3_1
Prezentatsia_3_1 Понятие устойчивости. Лекция 9
Понятие устойчивости. Лекция 9 Описание электрического поля
Описание электрического поля Распределение Максвелла
Распределение Максвелла Прискорення. Рівноприскорений рух
Прискорення. Рівноприскорений рух Разработка стенда для исследования импульсных источников питания
Разработка стенда для исследования импульсных источников питания Решение задач по теме Равновесие твердых тел
Решение задач по теме Равновесие твердых тел Энергетические уровни атома
Энергетические уровни атома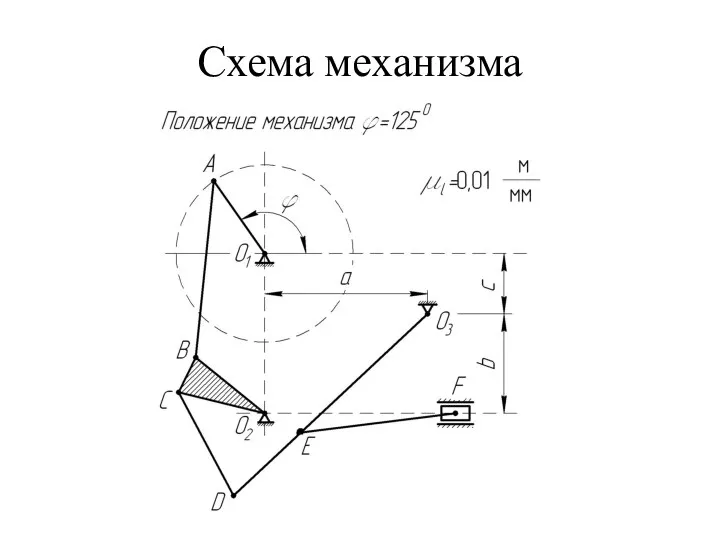 Схема механизма. Пример оформления работы
Схема механизма. Пример оформления работы Сопротивление материалов
Сопротивление материалов Сказки воздуха. Занимательная физика
Сказки воздуха. Занимательная физика Презентация на тему Телевизор
Презентация на тему Телевизор 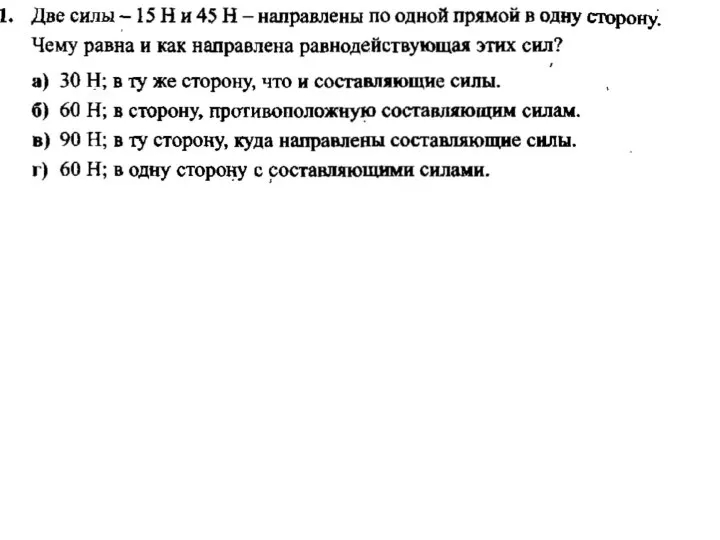 Задачи по физике
Задачи по физике