Разработка эффективного алгоритма действий при перевалке бандажей роликоправильной машины на участке термоотделения РБЦ
- Разработка эффективного алгоритма действий при перевалке бандажей роликоправильной машины на участке термоотделения РБЦ

Содержание
- 2. Предпосылки к действию Сложность замены бандажей по отдельности на участке т/о РБЦ Существует риск повреждения оборудования
- 3. Текущее состояние На участке термоотделения в РБЦ на горизонтальной роликоправильной машине (далее - ГРПМ) необходима замена
- 4. Целевое состояние Замена бандажа осуществляется без риска повреждений оборудования ; плавным точным возвратно – поступательным движением
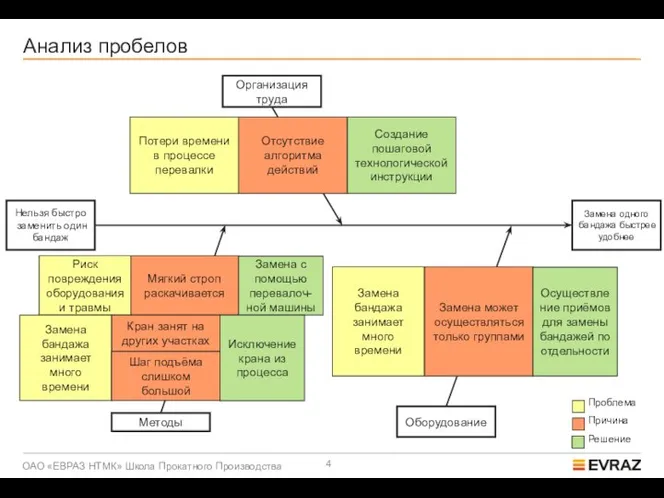
- 5. Анализ пробелов Нельзя быстро заменить один бандаж Замена одного бандажа быстрее удобнее Методы Оборудование Организация труда
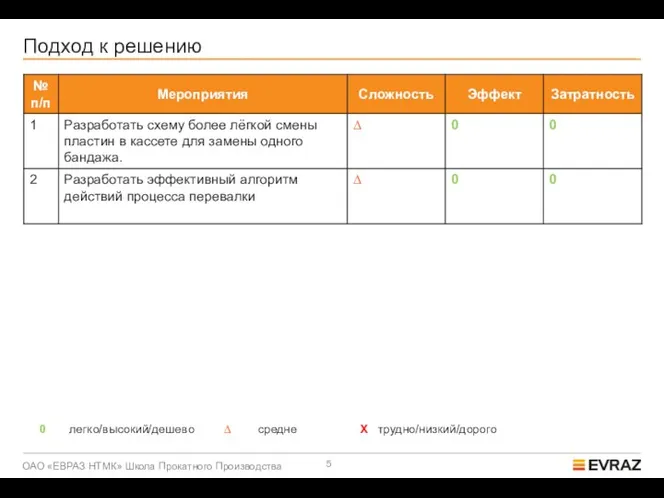
- 6. Подход к решению 0 легко/высокий/дешево ∆ средне X трудно/низкий/дорого
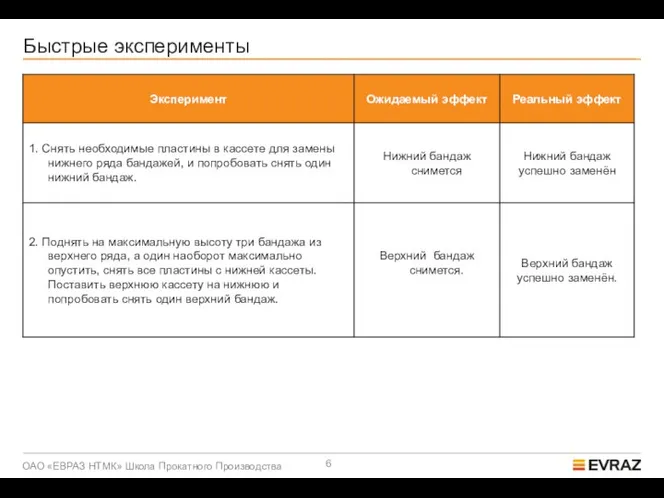
- 7. Быстрые эксперименты
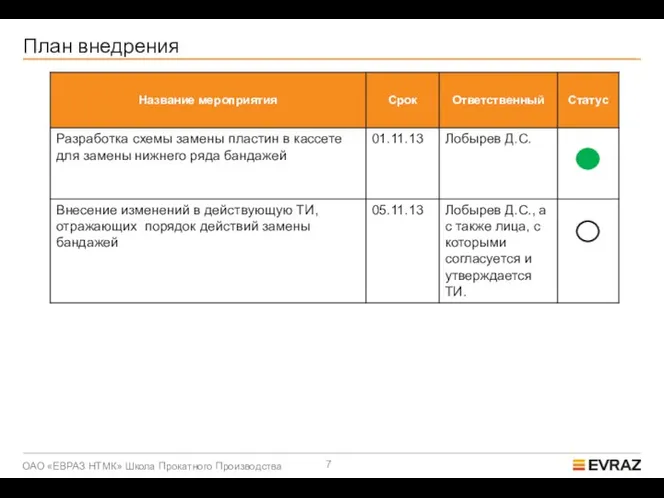
- 8. План внедрения
- 9. Выводы Данный метод сокращает время перевалки, делает её проще и безопаснее без использования мостового крана, который
- 10. Приложение 1 ГРПМ Разработчиками конструкции ГРПМ и системы замены всего ряда бандажей является компания: Bronx Taylor
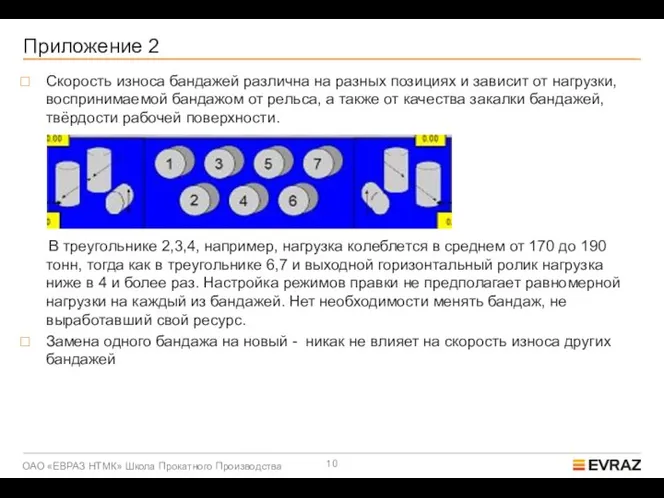
- 11. Приложение 2 Скорость износа бандажей различна на разных позициях и зависит от нагрузки, воспринимаемой бандажом от
- 12. Приложение 3 Статистика такова, что замена одного бандажа на ГРПМ требуется как минимум раз в две
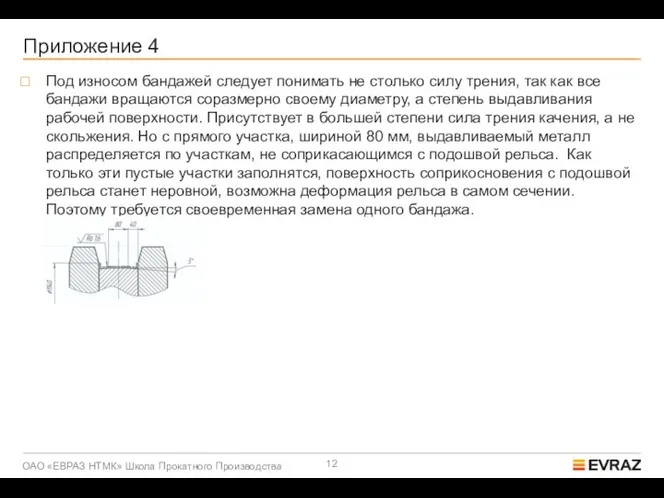
- 13. Приложение 4 Под износом бандажей следует понимать не столько силу трения, так как все бандажи вращаются
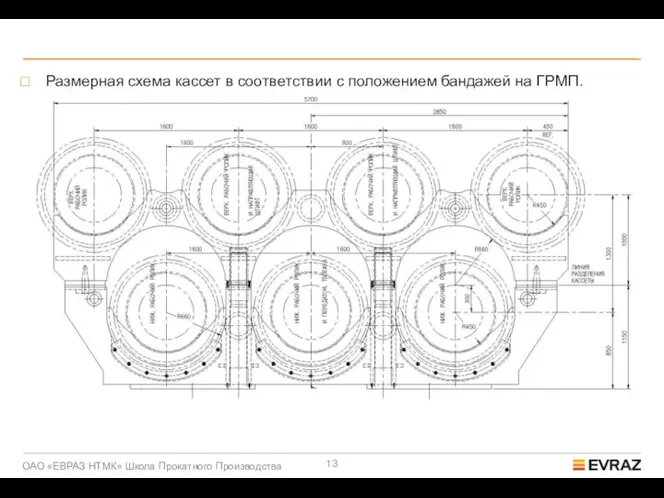
- 14. Размерная схема кассет в соответствии с положением бандажей на ГРМП.
- 15. Алгоритм действий при перевалке нижнего бандажа, 1-я стр. Условие задачи: снять один нижний бандаж. Исходное состояние:
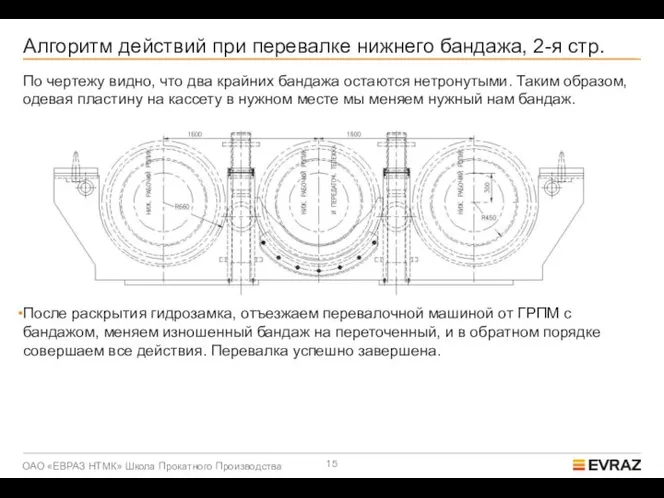
- 16. Алгоритм действий при перевалке нижнего бандажа, 2-я стр. По чертежу видно, что два крайних бандажа остаются
- 17. Алгоритм действий при перевалке верхнего бандажа, 1-я стр. Условие задачи: снять один верхний бандаж. Исходное состояние:
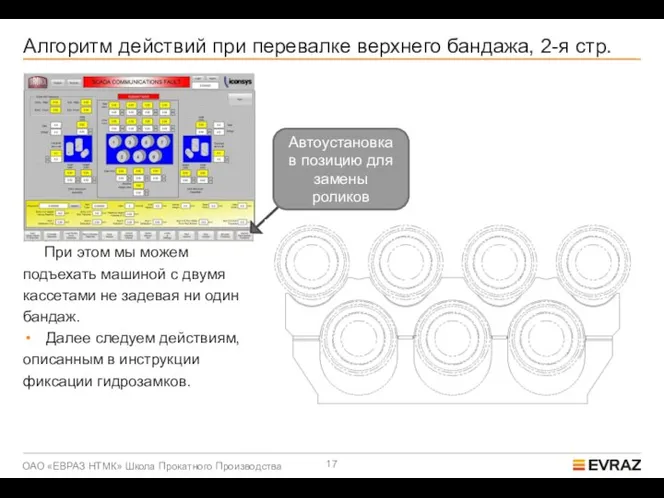
- 18. Алгоритм действий при перевалке верхнего бандажа, 2-я стр. При этом мы можем подъехать машиной с двумя
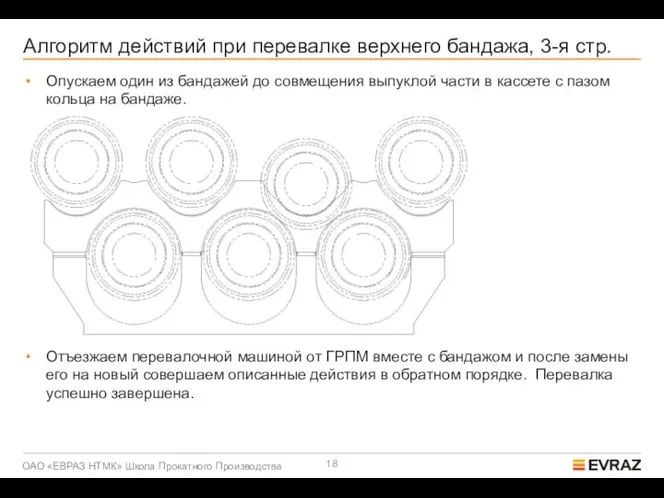
- 19. Алгоритм действий при перевалке верхнего бандажа, 3-я стр. Опускаем один из бандажей до совмещения выпуклой части
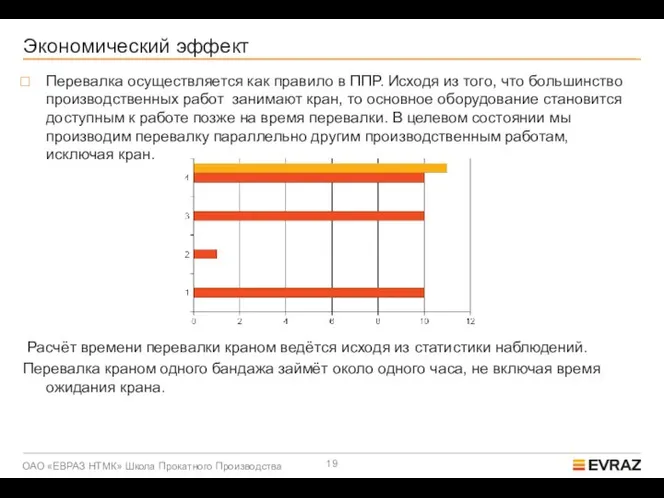
- 20. Экономический эффект Перевалка осуществляется как правило в ППР. Исходя из того, что большинство производственных работ занимают
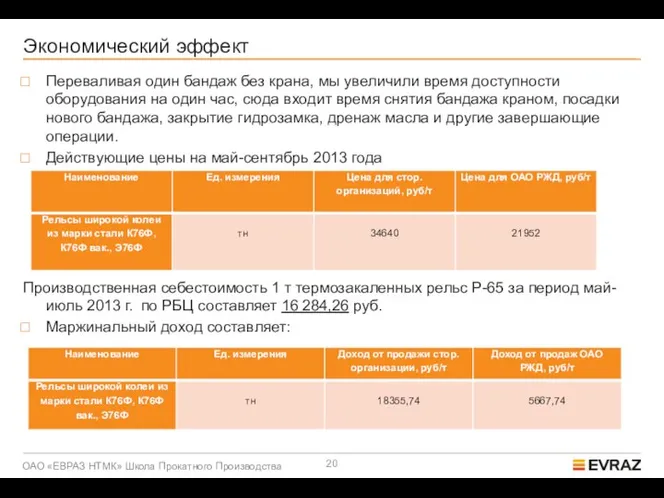
- 21. Экономический эффект Переваливая один бандаж без крана, мы увеличили время доступности оборудования на один час, сюда
- 23. Скачать презентацию
Слайд 2Предпосылки к действию
Сложность замены бандажей по отдельности на участке т/о РБЦ
Существует риск
Предпосылки к действию
Сложность замены бандажей по отдельности на участке т/о РБЦ
Существует риск
Слайд 3Текущее состояние
На участке термоотделения в РБЦ на горизонтальной роликоправильной машине (далее
Текущее состояние
На участке термоотделения в РБЦ на горизонтальной роликоправильной машине (далее
Слайд 4Целевое состояние
Замена бандажа осуществляется без риска повреждений оборудования ; плавным точным возвратно
Целевое состояние
Замена бандажа осуществляется без риска повреждений оборудования ; плавным точным возвратно
Слайд 5Анализ пробелов
Нельзя быстро
заменить один бандаж
Замена одного бандажа быстрее удобнее
Методы
Оборудование
Организация труда
Отсутствие алгоритма
Анализ пробелов
Нельзя быстро
заменить один бандаж
Замена одного бандажа быстрее удобнее
Методы
Оборудование
Организация труда
Отсутствие алгоритма
Слайд 6Подход к решению
0 легко/высокий/дешево ∆ средне X трудно/низкий/дорого
Подход к решению
0 легко/высокий/дешево ∆ средне X трудно/низкий/дорого
Слайд 7Быстрые эксперименты
Быстрые эксперименты
Слайд 8План внедрения
План внедрения
Слайд 9Выводы
Данный метод сокращает время перевалки, делает её проще и безопаснее без использования
Выводы
Данный метод сокращает время перевалки, делает её проще и безопаснее без использования
Слайд 10Приложение 1
ГРПМ
Разработчиками конструкции ГРПМ и системы замены всего ряда бандажей является компания:
Приложение 1
ГРПМ
Разработчиками конструкции ГРПМ и системы замены всего ряда бандажей является компания:

Слайд 11Приложение 2
Скорость износа бандажей различна на разных позициях и зависит от нагрузки,
Приложение 2
Скорость износа бандажей различна на разных позициях и зависит от нагрузки,
Слайд 12Приложение 3
Статистика такова, что замена одного бандажа на ГРПМ требуется как минимум
Приложение 3
Статистика такова, что замена одного бандажа на ГРПМ требуется как минимум
Слайд 13Приложение 4
Под износом бандажей следует понимать не столько силу трения, так как
Приложение 4
Под износом бандажей следует понимать не столько силу трения, так как
Слайд 14Размерная схема кассет в соответствии с положением бандажей на ГРМП.
Размерная схема кассет в соответствии с положением бандажей на ГРМП.
Слайд 15Алгоритм действий при перевалке нижнего бандажа, 1-я стр.
Условие задачи:
снять один нижний
Алгоритм действий при перевалке нижнего бандажа, 1-я стр.
Условие задачи:
снять один нижний
Слайд 16Алгоритм действий при перевалке нижнего бандажа, 2-я стр.
По чертежу видно, что два
Алгоритм действий при перевалке нижнего бандажа, 2-я стр.
По чертежу видно, что два
Слайд 17Алгоритм действий при перевалке верхнего бандажа, 1-я стр.
Условие задачи:
снять один верхний
Алгоритм действий при перевалке верхнего бандажа, 1-я стр.
Условие задачи:
снять один верхний
Слайд 18Алгоритм действий при перевалке верхнего бандажа, 2-я стр.
При этом мы можем
подъехать
Алгоритм действий при перевалке верхнего бандажа, 2-я стр.
При этом мы можем
подъехать
Слайд 19Алгоритм действий при перевалке верхнего бандажа, 3-я стр.
Опускаем один из бандажей до
Алгоритм действий при перевалке верхнего бандажа, 3-я стр.
Опускаем один из бандажей до
Слайд 20Экономический эффект
Перевалка осуществляется как правило в ППР. Исходя из того, что большинство
Экономический эффект
Перевалка осуществляется как правило в ППР. Исходя из того, что большинство
Слайд 21Экономический эффект
Переваливая один бандаж без крана, мы увеличили время доступности оборудования на
Экономический эффект
Переваливая один бандаж без крана, мы увеличили время доступности оборудования на
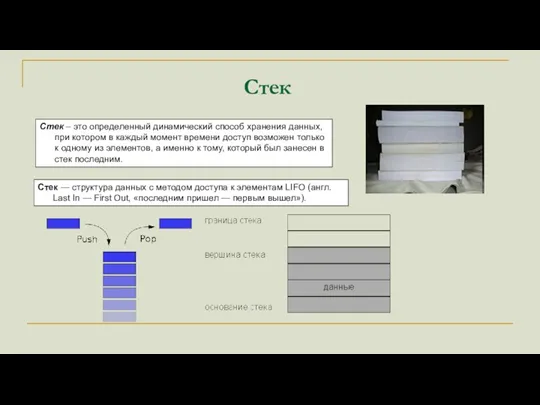 Стек. Реализация стека
Стек. Реализация стека Векторная графика. Задания
Векторная графика. Задания Creating a website for students
Creating a website for students Работа протоколов стека TCP/IP
Работа протоколов стека TCP/IP Информационные модели на графах. 7 класс
Информационные модели на графах. 7 класс منصة تعليمية لرياض األطفال
منصة تعليمية لرياض األطفال Безопасный интернет - детям
Безопасный интернет - детям 9 Procedures
9 Procedures Моменты, на которые нужно обратить внимание при реализации ДЗ
Моменты, на которые нужно обратить внимание при реализации ДЗ Компьютерная графика
Компьютерная графика Математическая логика
Математическая логика Настройка основного освещения
Настройка основного освещения Презентация на тему Всемирная компьютерная сеть Интернет
Презентация на тему Всемирная компьютерная сеть Интернет  Учебно-ознакомительная практика в Ё-медиа
Учебно-ознакомительная практика в Ё-медиа Описание настройки программного отраслевой направленности
Описание настройки программного отраслевой направленности Типы данных языка С#
Типы данных языка С# Введение в E-Commerce
Введение в E-Commerce Платформы и прикладные решения. Лекция 7
Платформы и прикладные решения. Лекция 7 Программирование на языке Паскаль
Программирование на языке Паскаль Рассылки
Рассылки Путешествия не выходя из дома
Путешествия не выходя из дома Макетирование с помощью таблиц
Макетирование с помощью таблиц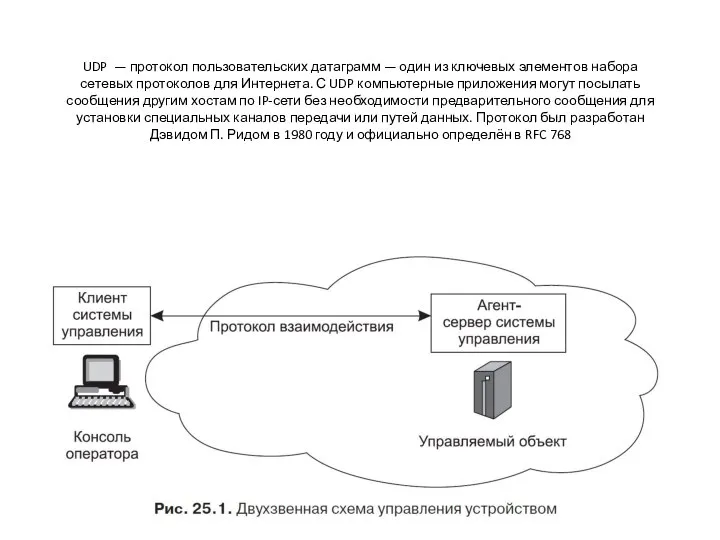 UDP — протокол пользовательских датаграмм
UDP — протокол пользовательских датаграмм Анализ цифровых стеганографических меток
Анализ цифровых стеганографических меток Разработка программного обеспечения ситуационного центра ЦПИ
Разработка программного обеспечения ситуационного центра ЦПИ Файл и каталог
Файл и каталог Циклы и графика. Lazarus. Урок 20
Циклы и графика. Lazarus. Урок 20 Принцип черного ящика
Принцип черного ящика