Министерство образования и молодежной политики Чувашской Республики Республиканское государственное образовательное учрежден
- Министерство образования и молодежной политики Чувашской Республики Республиканское государственное образовательное учрежден

Содержание
- 2. Содержание I. ГЕНЕРАТОР И РЕЛЕ-РЕГУЛЯТОР II. ОСНОВНЫЕ НЕИСПРАВНОСТИ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СИСТЕМЫ ПИТАНИЯ КАРБЮРАТОРНОГО ДВИГАТЕЛЯ ВВЕДЕНИЕ
- 3. ГЕНЕРАТОР И РЕЛЕ-РЕГУЛЯТОР Генератор преобразует механическую энергию в электрическую и предназначен для питания электрической энергией всех
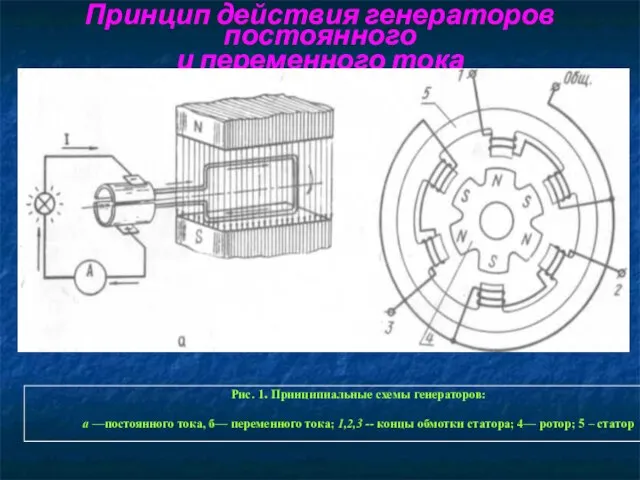
- 4. Принцип действия генераторов постоянного и переменного тока
- 5. Прямоугольная рамка из медной проволоки вращается в магнитном поле постоянного магнита. Концы рамки присоединены к двум
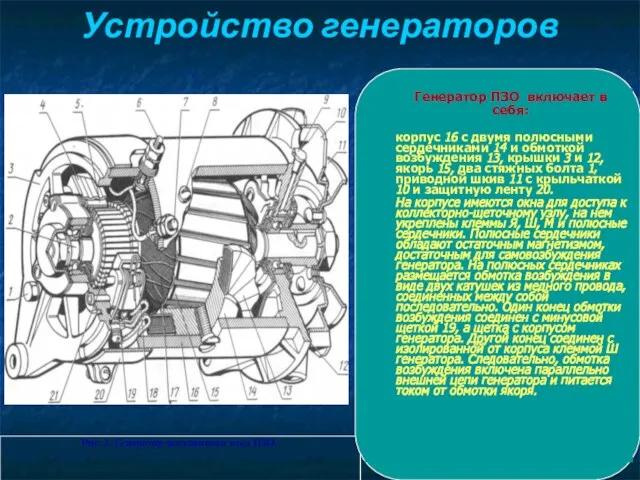
- 6. Устройство генераторов Генератор ПЗО включает в себя: корпус 16 с двумя полюсными сердечниками 14 и обмоткой
- 7. На крышке 3 закреплены два щеткодержателя 4. Щеткодержатель плюсовой щетки изолирован от корпуса, и провод от
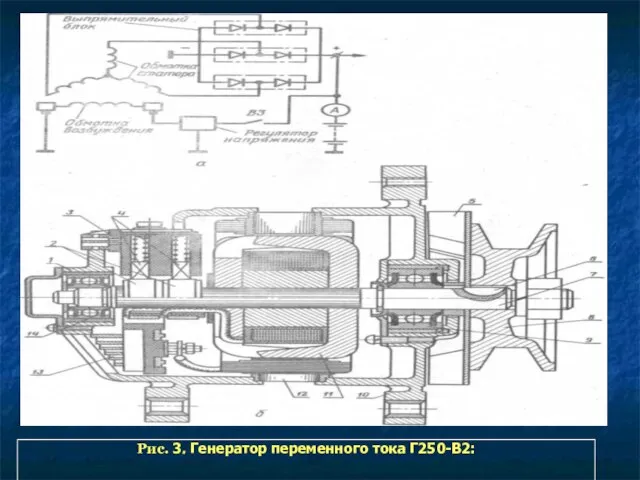
- 8. Генератор Г51 в отличие от генератора ПЗО экранированный, водостойкий, четырехполюсный, больших размеров. Детали генератора выполнены стойкими
- 9. Рис. 3. Генератор переменного тока Г250-В2:
- 10. Контактные реле-регуляторы Реле-регулятор РР130 включает в себя три элемента: регулятор напряжения (РН), ограничитель тока (ОТ) и
- 11. Реле обратного тока служит для автоматического включения генератора в электрическую сеть автомобиля, когда его напряжение больше
- 12. Контактно-транзисторные и транзисторные реле-регуляторы Принцип действия транзисторного регулятора напряжения рассмотрим на примере простейшей электрической схемы (рис.
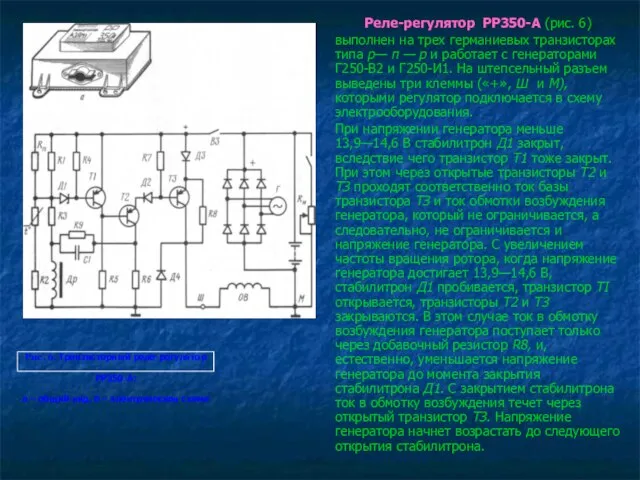
- 13. Реле-регулятор РР350-А (рис. 6) выполнен на трех германиевых транзисторах типа р— п — р и работает
- 14. ОСНОВНЫЕ НЕИСПРАВНОСТИ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СИСТЕМЫ ПИТАНИЯ КАРБЮРАТОРНОГО ДВИГАТЕЛЯ Основные неисправности системы питания заключаются в образовании
- 15. Богатая горючая смесь из-за недостатка воздуха сгорает в цилиндрах двигателя не полностью и частично догорает в
- 16. Работы, выполняемые при техническом обслуживании системы питания При ежедневном техническом обслуживании проверяют уровень топлива в баке
- 17. Проверка герметичности соединений. Герметичность соединений топливопроводов, карбюраторов, топливного насоса, топливного бака, глушителя проверяют внешним осмотром. Обслуживание
- 19. Проверка и регулировка уровня бензина в поплавковой камере Уровень бензина проверяют при неработающем двигателе автомобиля, установленного
- 20. В карбюраторе К-88А, устанавливаемом на двигателе ЗИЛ-130, вывертывают пробку в нижней части колодца экономайзера, ввертывают вместо
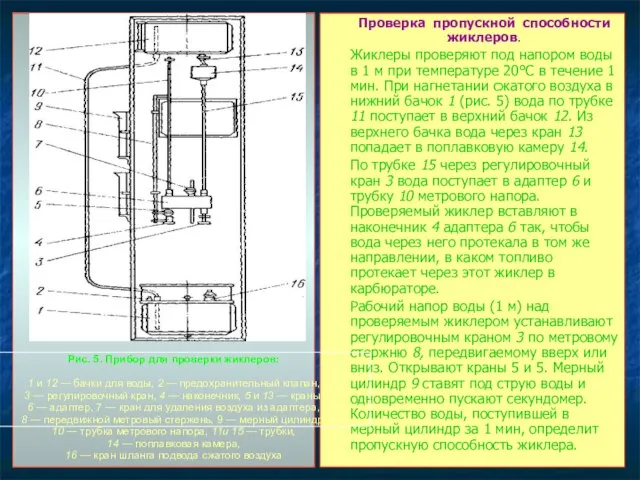
- 21. Проверка пропускной способности жиклеров. Жиклеры проверяют под напором воды в 1 м при температуре 20°С в
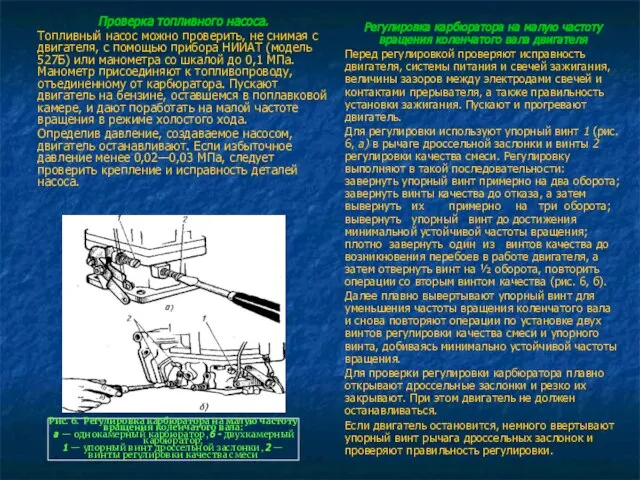
- 22. Регулировка карбюратора на малую частоту вращения коленчатого вала двигателя Перед регулировкой проверяют исправность двигателя, системы питания
- 23. РЕМОНТ ХОДОВОЙ ЧАСТИ Ремонт рамы Разборка и устранение дефектов рамы. Основные дефекты рамы: усталостные трещины в
- 24. Ремонт осей Разборка и сборка передней оси. Вывернув из ступицы колеса четыре болта крепления колпака, снимают
- 25. Восстановление поворотной цапфы. Характерными дефектами цапф являются износы конусных отверстий под рычаги, проушины под бобышку балки
- 27. Скачать презентацию
Слайд 2 Содержание
I. ГЕНЕРАТОР И РЕЛЕ-РЕГУЛЯТОР
II. ОСНОВНЫЕ НЕИСПРАВНОСТИ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СИСТЕМЫ ПИТАНИЯ
Содержание
I. ГЕНЕРАТОР И РЕЛЕ-РЕГУЛЯТОР
II. ОСНОВНЫЕ НЕИСПРАВНОСТИ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СИСТЕМЫ ПИТАНИЯ
Слайд 3ГЕНЕРАТОР И РЕЛЕ-РЕГУЛЯТОР
Генератор преобразует механическую энергию в электрическую и предназначен для
ГЕНЕРАТОР И РЕЛЕ-РЕГУЛЯТОР
Генератор преобразует механическую энергию в электрическую и предназначен для
Слайд 4Принцип действия генераторов постоянного
и переменного тока
Принцип действия генераторов постоянного
и переменного тока
Слайд 5 Прямоугольная рамка из медной проволоки вращается в магнитном поле постоянного магнита. Концы
Прямоугольная рамка из медной проволоки вращается в магнитном поле постоянного магнита. Концы
Слайд 6Устройство генераторов
Генератор ПЗО включает в себя:
корпус 16 с двумя полюсными сердечниками
Устройство генераторов
Генератор ПЗО включает в себя:
корпус 16 с двумя полюсными сердечниками
Слайд 7На крышке 3 закреплены два щеткодержателя 4.
Щеткодержатель плюсовой щетки изолирован от
На крышке 3 закреплены два щеткодержателя 4. Щеткодержатель плюсовой щетки изолирован от
Слайд 8Генератор Г51 в отличие от генератора ПЗО экранированный, водостойкий, четырехполюсный, больших размеров.
Генератор Г51 в отличие от генератора ПЗО экранированный, водостойкий, четырехполюсный, больших размеров.
Слайд 9Рис. 3. Генератор переменного тока Г250-В2:
Рис. 3. Генератор переменного тока Г250-В2:
Слайд 10Контактные реле-регуляторы
Реле-регулятор РР130
включает в себя три элемента: регулятор напряжения (РН),
Контактные реле-регуляторы
Реле-регулятор РР130
включает в себя три элемента: регулятор напряжения (РН),
Слайд 11 Реле обратного тока
служит для автоматического включения генератора в электрическую сеть автомобиля,
Реле обратного тока
служит для автоматического включения генератора в электрическую сеть автомобиля,
Слайд 12Контактно-транзисторные и транзисторные
реле-регуляторы
Принцип действия транзисторного регулятора напряжения
рассмотрим на примере
Контактно-транзисторные и транзисторные
реле-регуляторы
Принцип действия транзисторного регулятора напряжения
рассмотрим на примере

Слайд 13 Реле-регулятор РР350-А (рис. 6)
выполнен на трех германиевых транзисторах типа р— п
Реле-регулятор РР350-А (рис. 6)
выполнен на трех германиевых транзисторах типа р— п
Слайд 14ОСНОВНЫЕ НЕИСПРАВНОСТИ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
СИСТЕМЫ ПИТАНИЯ
КАРБЮРАТОРНОГО ДВИГАТЕЛЯ
Основные неисправности системы питания
ОСНОВНЫЕ НЕИСПРАВНОСТИ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
СИСТЕМЫ ПИТАНИЯ
КАРБЮРАТОРНОГО ДВИГАТЕЛЯ
Основные неисправности системы питания
Слайд 15 Богатая горючая смесь из-за недостатка воздуха сгорает в цилиндрах двигателя не полностью
Богатая горючая смесь из-за недостатка воздуха сгорает в цилиндрах двигателя не полностью
Слайд 16Работы, выполняемые при техническом обслуживании системы питания
При ежедневном техническом обслуживании проверяют
Работы, выполняемые при техническом обслуживании системы питания
При ежедневном техническом обслуживании проверяют
Слайд 17Проверка герметичности соединений.
Герметичность соединений топливопроводов, карбюраторов, топливного насоса, топливного бака, глушителя
Проверка герметичности соединений.
Герметичность соединений топливопроводов, карбюраторов, топливного насоса, топливного бака, глушителя
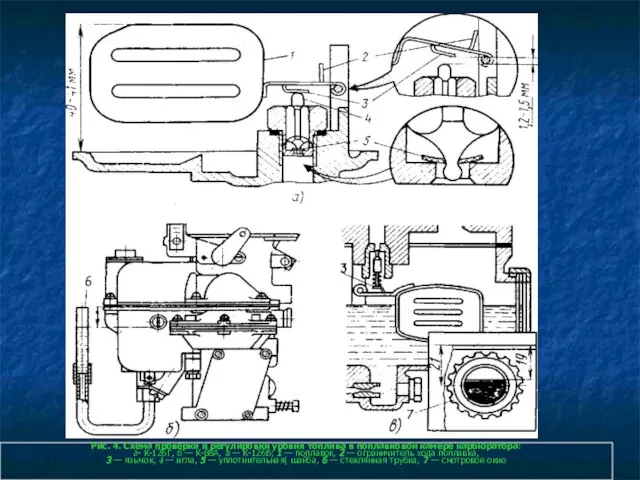
Слайд 19Проверка и регулировка уровня бензина в поплавковой камере
Уровень бензина проверяют при неработающем
Проверка и регулировка уровня бензина в поплавковой камере
Уровень бензина проверяют при неработающем
Слайд 20В карбюраторе К-88А, устанавливаемом на двигателе ЗИЛ-130, вывертывают пробку в нижней части
В карбюраторе К-88А, устанавливаемом на двигателе ЗИЛ-130, вывертывают пробку в нижней части
Слайд 21 Проверка пропускной способности жиклеров.
Жиклеры проверяют под напором воды в 1 м
Проверка пропускной способности жиклеров.
Жиклеры проверяют под напором воды в 1 м
Слайд 22 Регулировка карбюратора на малую частоту вращения коленчатого вала двигателя
Перед регулировкой проверяют
Регулировка карбюратора на малую частоту вращения коленчатого вала двигателя
Перед регулировкой проверяют
Слайд 23РЕМОНТ ХОДОВОЙ ЧАСТИ
Ремонт рамы
Разборка и устранение дефектов рамы.
Основные дефекты рамы:
РЕМОНТ ХОДОВОЙ ЧАСТИ
Ремонт рамы
Разборка и устранение дефектов рамы.
Основные дефекты рамы:
Слайд 24
Ремонт осей
Разборка и сборка передней оси.
Вывернув из ступицы колеса четыре болта
Ремонт осей
Разборка и сборка передней оси.
Вывернув из ступицы колеса четыре болта
Слайд 25 Восстановление поворотной цапфы.
Характерными дефектами цапф являются износы конусных отверстий под рычаги,
Восстановление поворотной цапфы.
Характерными дефектами цапф являются износы конусных отверстий под рычаги,
 Древняя Греция. Греко-персидские войны
Древняя Греция. Греко-персидские войны Решение спорных вопросов при перевозке грузов. Особенности ответственности перевозчиков. Макаров Антон МЭ 091 (ДС 01)
Решение спорных вопросов при перевозке грузов. Особенности ответственности перевозчиков. Макаров Антон МЭ 091 (ДС 01) Пасхальные яйца своими руками
Пасхальные яйца своими руками Игра по литературе
Игра по литературе Путь к успеху
Путь к успеху Презентация на тему Опустынивание
Презентация на тему Опустынивание  Тайм-менеджмент
Тайм-менеджмент 15 июня - Всемирный день ветра
15 июня - Всемирный день ветра HusqvarnaСтенорезные иканатная машины.
HusqvarnaСтенорезные иканатная машины. Некоторые проблемы и итоги Великой Отечественной войны
Некоторые проблемы и итоги Великой Отечественной войны Цифровые данные 5-7 класс
Цифровые данные 5-7 класс Перспективы выявления на территории г. Кургана объектов советской эпохи, обладающих признаками ОКН
Перспективы выявления на территории г. Кургана объектов советской эпохи, обладающих признаками ОКН Операционная система MS-DOS
Операционная система MS-DOS Практическое занятие по решению геометрических задач
Практическое занятие по решению геометрических задач Посвящается жизни творчеству Марины Цветаевой
Посвящается жизни творчеству Марины Цветаевой История строительства Московского Кремля
История строительства Московского Кремля Оценивание и обучение навыкам 21 века (ATC21S)
Оценивание и обучение навыкам 21 века (ATC21S) Метапредметность для школы и для жизни, сопровождение профессионального самоопределения
Метапредметность для школы и для жизни, сопровождение профессионального самоопределения Презентация на тему Атомные электростанции
Презентация на тему Атомные электростанции Leonardo da Vinci (1452-1519)
Leonardo da Vinci (1452-1519) Порядок допуска локомотивов принадлежащих ОАО РЖД на пути общего пользования
Порядок допуска локомотивов принадлежащих ОАО РЖД на пути общего пользования Национальные проекты России
Национальные проекты России Сказочные птицы
Сказочные птицы Презентация на тему Общее понятие о корне слова
Презентация на тему Общее понятие о корне слова  Имя твоё
Имя твоё «Библиотека/медиатека гимназии (21 век)»
«Библиотека/медиатека гимназии (21 век)» Орнаменты ханты и священные изображения
Орнаменты ханты и священные изображения Урок развития речи. Описание животного
Урок развития речи. Описание животного