- 1С: Простые решения сложных задач

Содержание
- 2. Компания ИТРП работает на рынке с 2000 г, является дочерним предприятием 1С. Компания с начала основания
- 3. Формирование главного календарного плана производства Формирование графика производства (сменно-суточное планирование) Определение потребности в производственных ресурсах (планирование
- 4. Как решать эти задачи? А) Использование локальных (зачастую устаревших) программ или excel. Большая доля ручной работы,
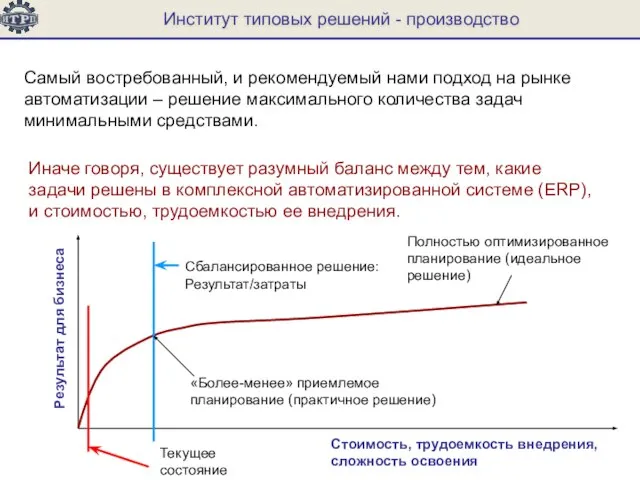
- 5. Самый востребованный, и рекомендуемый нами подход на рынке автоматизации – решение максимального количества задач минимальными средствами.
- 6. Философия 1С и ИТРП – сбалансированные решения: Дать пользователям немного, но самое необходимое. Быстро, просто, недорого.
- 7. Итак, задача производственного поцехового календарного (посменного) планирования Исходные данные: Главный календарный план производства готовой продукции Спецификации
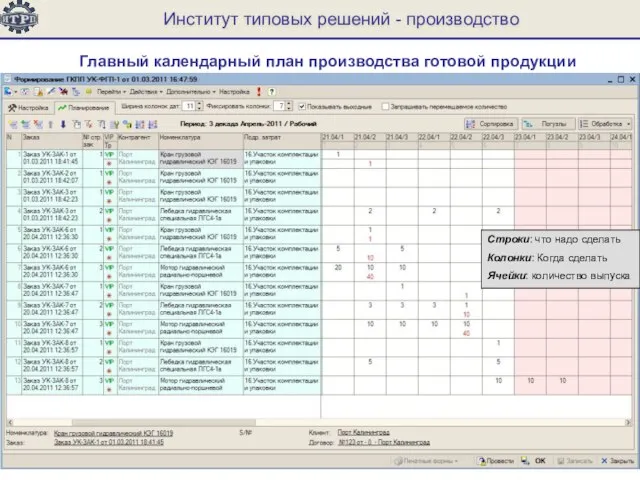
- 8. Главный календарный план производства готовой продукции Строки: что надо сделать Колонки: Когда сделать Ячейки: количество выпуска
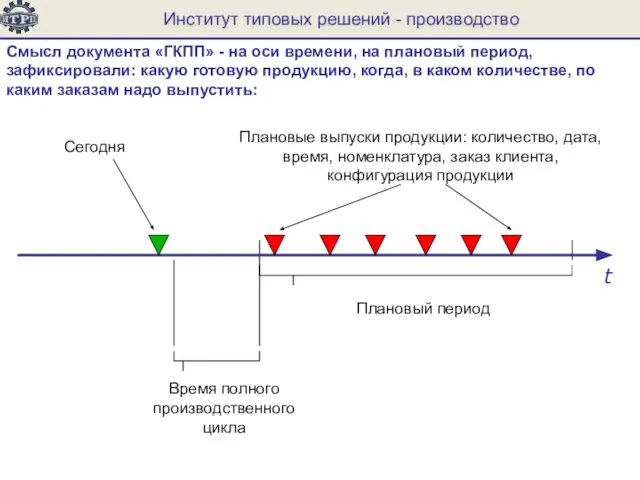
- 9. Смысл документа «ГКПП» - на оси времени, на плановый период, зафиксировали: какую готовую продукцию, когда, в
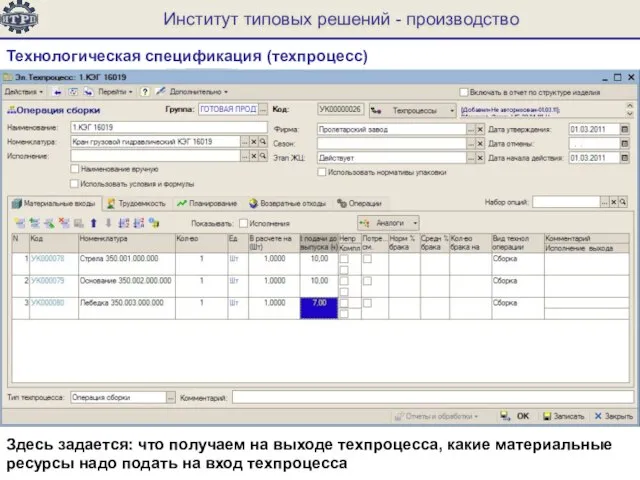
- 10. Технологическая спецификация (техпроцесс) Здесь задается: что получаем на выходе техпроцесса, какие материальные ресурсы надо подать на
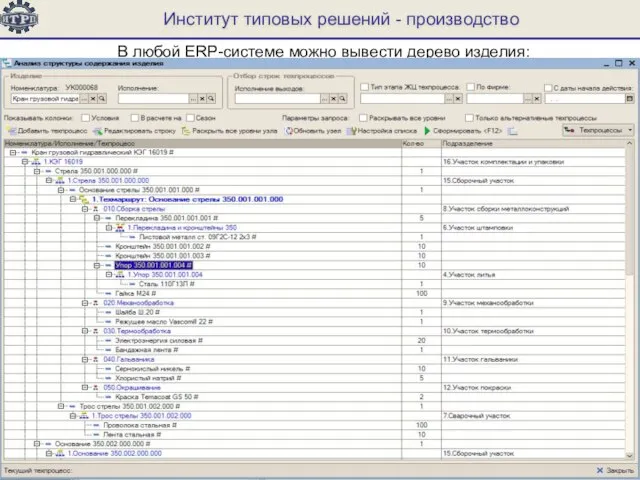
- 11. В любой ERP-системе можно вывести дерево изделия:
- 12. Достаточно ли такой материальной спецификации для формирования реалистичного плана, в котором учитывается мощность производства? Разумеется, нет.
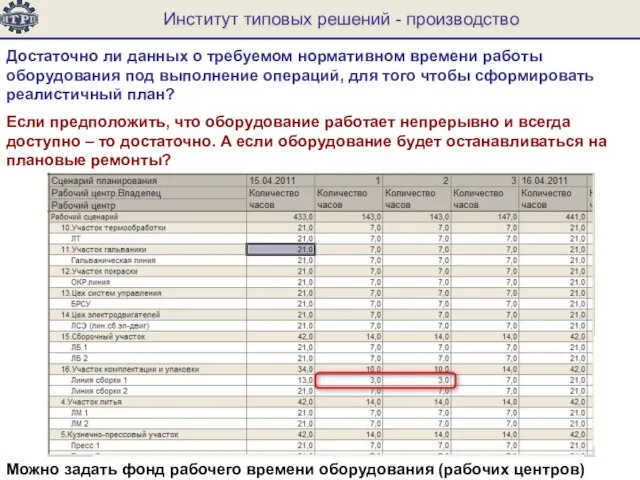
- 13. Достаточно ли данных о требуемом нормативном времени работы оборудования под выполнение операций, для того чтобы сформировать
- 14. Ремонт Операция Теперь есть все данные для планирования по алгоритму MRP: Это план выпуска готовой продукции
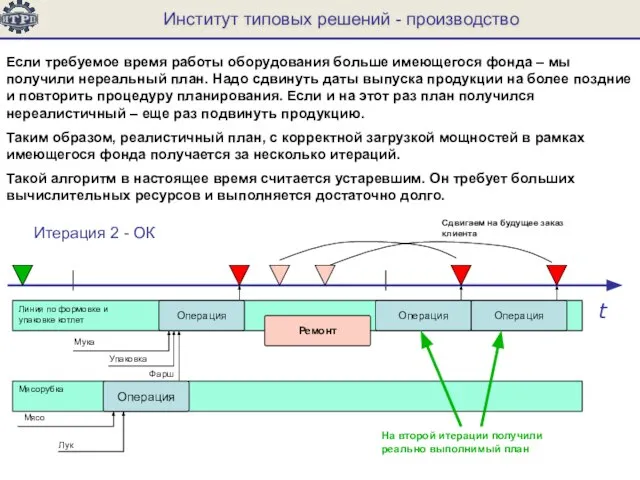
- 15. Если требуемое время работы оборудования больше имеющегося фонда – мы получили нереальный план. Надо сдвинуть даты
- 16. MRP дает директивный план на период, который в дальнейшем как правило не меняется т.к. перепланирование –
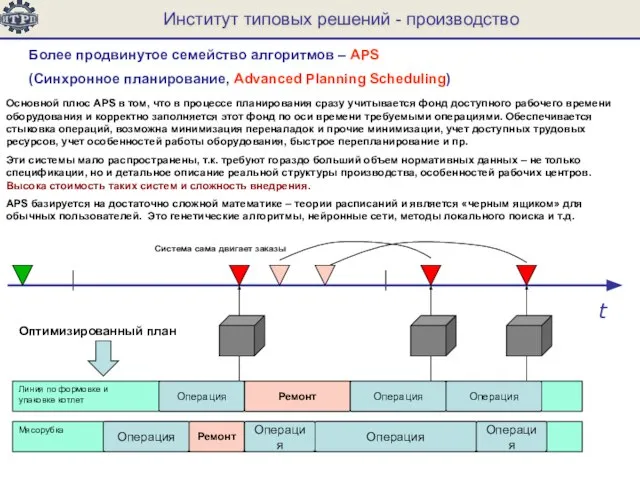
- 17. Более продвинутое семейство алгоритмов – APS (Синхронное планирование, Advanced Planning Scheduling) Основной плюс APS в том,
- 18. В решении «ИТРП:Процессное производство 8» использован простой алгоритм, который заимствует из APS принцип заполнения фонда рабочего
- 19. Основной принцип алгоритма: вся потребность некоторого участка по всем компонентам за плановый период присоединяется к некоторому
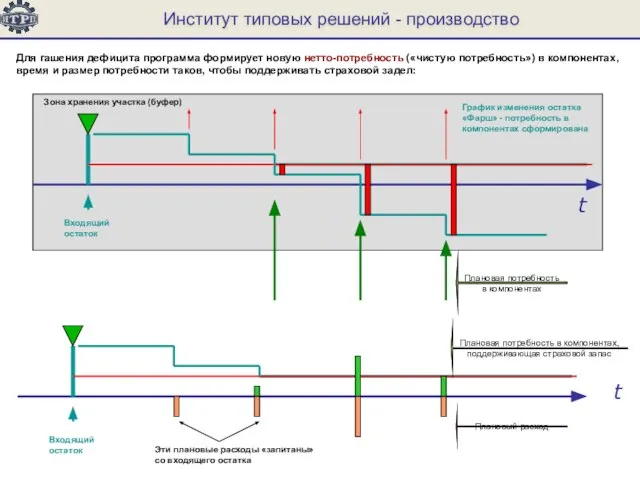
- 20. Для гашения дефицита программа формирует новую нетто-потребность («чистую потребность») в компонентах, время и размер потребности таков,
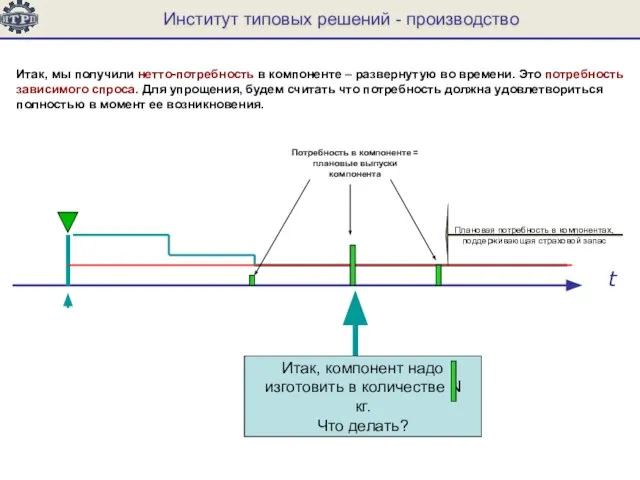
- 21. t Потребность в компоненте = плановые выпуски компонента Плановая потребность в компонентах, поддерживающая страховой запас Итак,
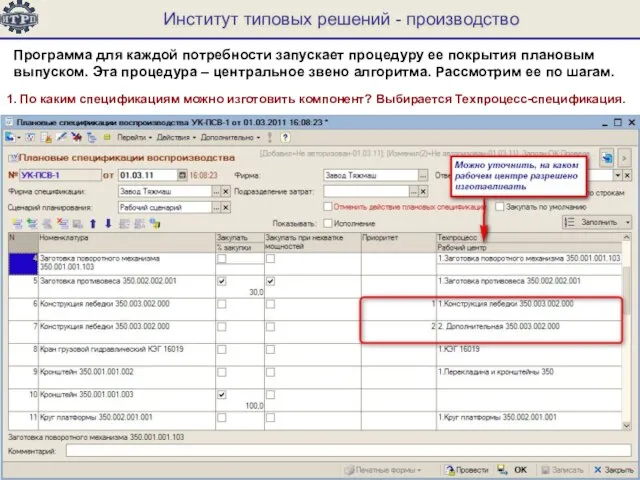
- 22. Программа для каждой потребности запускает процедуру ее покрытия плановым выпуском. Эта процедура – центральное звено алгоритма.
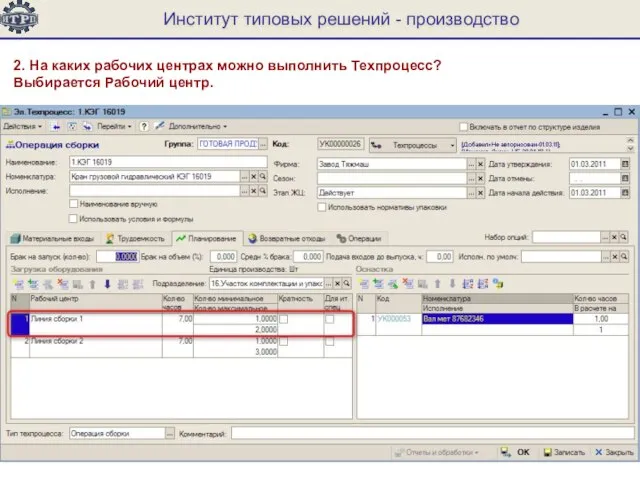
- 23. 2. На каких рабочих центрах можно выполнить Техпроцесс? Выбирается Рабочий центр.
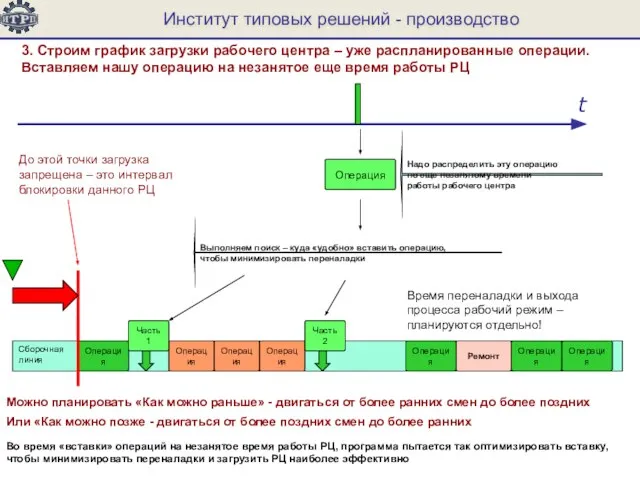
- 24. 3. Строим график загрузки рабочего центра – уже распланированные операции. Вставляем нашу операцию на незанятое еще
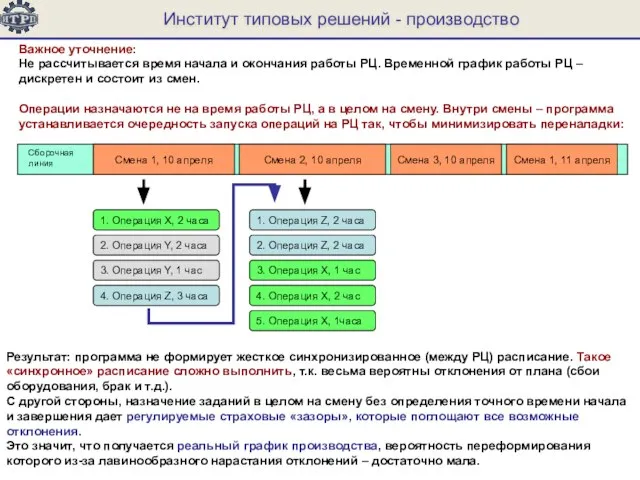
- 25. Важное уточнение: Не рассчитывается время начала и окончания работы РЦ. Временной график работы РЦ – дискретен
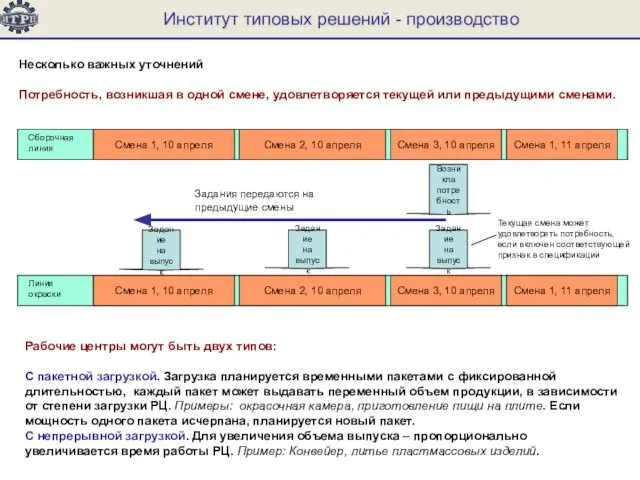
- 26. Несколько важных уточнений Сборочная линия Смена 1, 10 апреля Смена 2, 10 апреля Смена 3, 10
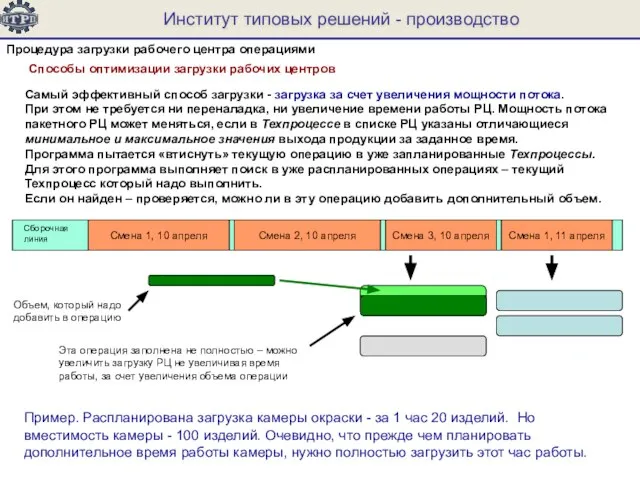
- 27. Процедура загрузки рабочего центра операциями Способы оптимизации загрузки рабочих центров Самый эффективный способ загрузки - загрузка
- 28. Процедура загрузки рабочего центра операциями Способы оптимизации загрузки рабочих центров Следующие способы, в порядке убывания приоритетности.
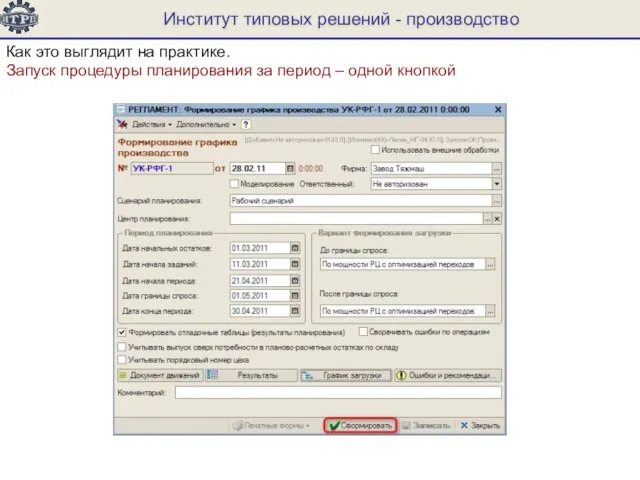
- 29. Как это выглядит на практике. Запуск процедуры планирования за период – одной кнопкой
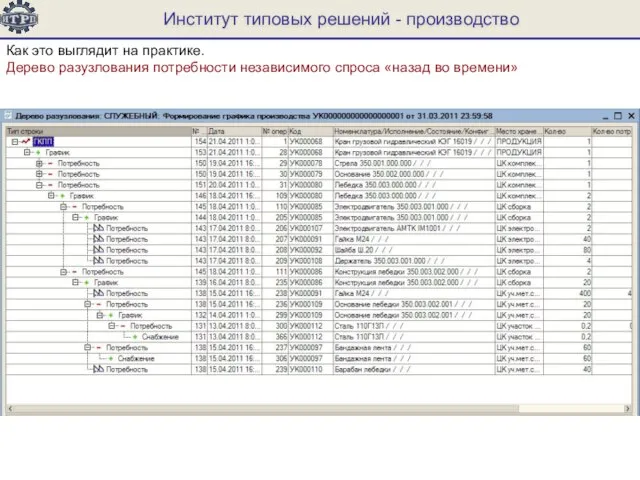
- 30. Как это выглядит на практике. Дерево разузлования потребности независимого спроса «назад во времени»
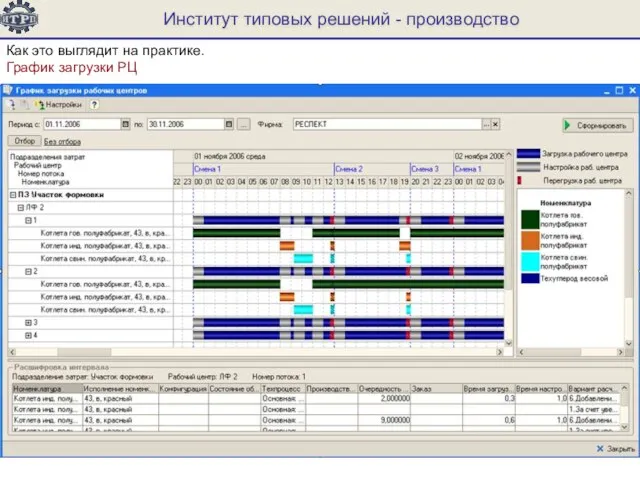
- 31. Как это выглядит на практике. График загрузки РЦ
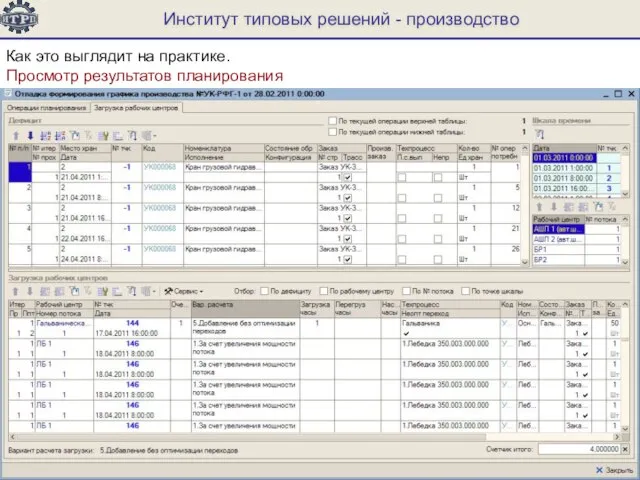
- 32. Как это выглядит на практике. Просмотр результатов планирования
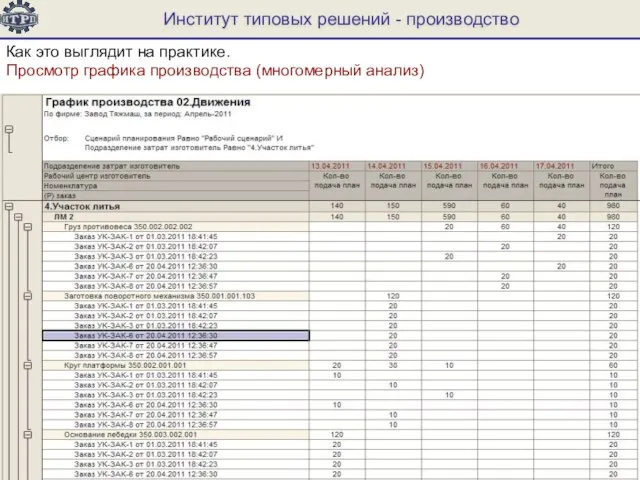
- 33. Как это выглядит на практике. Просмотр графика производства (многомерный анализ)
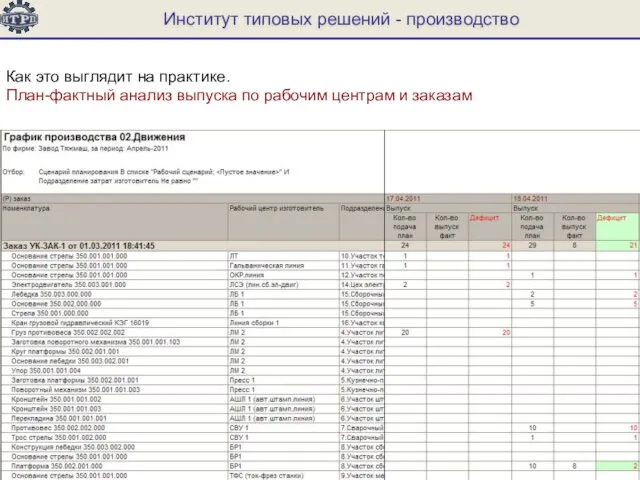
- 34. Как это выглядит на практике. План-фактный анализ выпуска по рабочим центрам и заказам
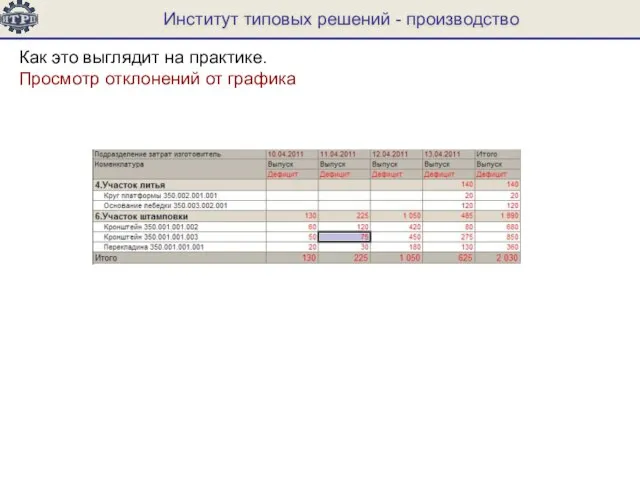
- 35. Как это выглядит на практике. Просмотр отклонений от графика
- 36. Функциональные возможности планирования в «ИТРП:Процессное производство 8» - Многопоточность рабочих центров - Варианты назначения заданий –
- 38. Скачать презентацию
Слайд 3Формирование главного календарного плана производства
Формирование графика производства (сменно-суточное планирование)
Определение потребности в производственных
Формирование главного календарного плана производства
Формирование графика производства (сменно-суточное планирование)
Определение потребности в производственных
Слайд 4Как решать эти задачи?
А) Использование локальных (зачастую устаревших) программ или excel. Большая
Как решать эти задачи?
А) Использование локальных (зачастую устаревших) программ или excel. Большая
Слайд 5Самый востребованный, и рекомендуемый нами подход на рынке автоматизации – решение максимального
Самый востребованный, и рекомендуемый нами подход на рынке автоматизации – решение максимального
Слайд 6Философия 1С и ИТРП – сбалансированные решения:
Дать пользователям немного, но самое необходимое.
Философия 1С и ИТРП – сбалансированные решения:
Дать пользователям немного, но самое необходимое.
Слайд 7Итак, задача производственного поцехового календарного (посменного) планирования
Исходные данные:
Главный календарный план производства
Итак, задача производственного поцехового календарного (посменного) планирования
Исходные данные:
Главный календарный план производства
Слайд 8Главный календарный план производства готовой продукции
Строки: что надо сделать
Колонки: Когда сделать
Ячейки: количество
Главный календарный план производства готовой продукции
Строки: что надо сделать
Колонки: Когда сделать
Ячейки: количество
Слайд 9Смысл документа «ГКПП» - на оси времени, на плановый период, зафиксировали: какую
Смысл документа «ГКПП» - на оси времени, на плановый период, зафиксировали: какую
Слайд 10Технологическая спецификация (техпроцесс)
Здесь задается: что получаем на выходе техпроцесса, какие материальные ресурсы
Технологическая спецификация (техпроцесс)
Здесь задается: что получаем на выходе техпроцесса, какие материальные ресурсы
Слайд 11В любой ERP-системе можно вывести дерево изделия:
В любой ERP-системе можно вывести дерево изделия:
Слайд 12Достаточно ли такой материальной спецификации для формирования реалистичного плана, в котором учитывается
Достаточно ли такой материальной спецификации для формирования реалистичного плана, в котором учитывается
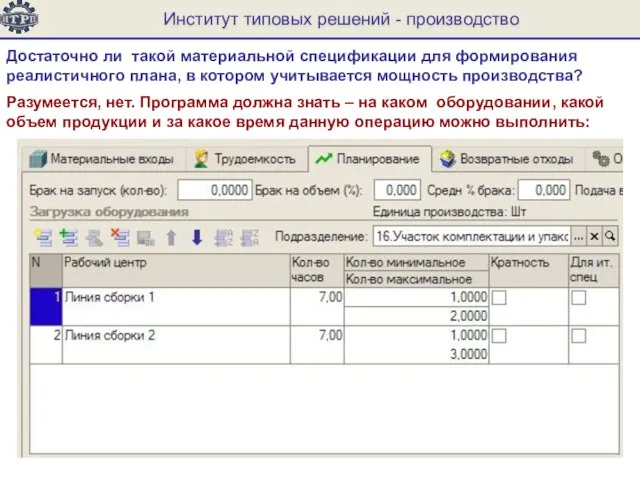
Слайд 13Достаточно ли данных о требуемом нормативном времени работы оборудования под выполнение операций,
Достаточно ли данных о требуемом нормативном времени работы оборудования под выполнение операций,
Слайд 14Ремонт
Операция
Теперь есть все данные для планирования по алгоритму MRP:
Это план выпуска готовой
Ремонт
Операция
Теперь есть все данные для планирования по алгоритму MRP:
Это план выпуска готовой

Слайд 15Если требуемое время работы оборудования больше имеющегося фонда – мы получили нереальный
Если требуемое время работы оборудования больше имеющегося фонда – мы получили нереальный
Слайд 16MRP дает директивный план на период, который в дальнейшем как правило не
MRP дает директивный план на период, который в дальнейшем как правило не
Слайд 17Более продвинутое семейство алгоритмов – APS
(Синхронное планирование, Advanced Planning Scheduling)
Основной плюс APS
Более продвинутое семейство алгоритмов – APS
(Синхронное планирование, Advanced Planning Scheduling)
Основной плюс APS
Слайд 18В решении «ИТРП:Процессное производство 8» использован простой алгоритм, который заимствует из APS
В решении «ИТРП:Процессное производство 8» использован простой алгоритм, который заимствует из APS
Слайд 19Основной принцип алгоритма: вся потребность некоторого участка по всем компонентам за плановый
Основной принцип алгоритма: вся потребность некоторого участка по всем компонентам за плановый

Слайд 20Для гашения дефицита программа формирует новую нетто-потребность («чистую потребность») в компонентах, время
Для гашения дефицита программа формирует новую нетто-потребность («чистую потребность») в компонентах, время
Слайд 21t
Потребность в компоненте = плановые выпуски компонента
Плановая потребность в компонентах,
поддерживающая страховой
t
Потребность в компоненте = плановые выпуски компонента
Плановая потребность в компонентах,
поддерживающая страховой
Слайд 22Программа для каждой потребности запускает процедуру ее покрытия плановым выпуском. Эта процедура
Программа для каждой потребности запускает процедуру ее покрытия плановым выпуском. Эта процедура
Слайд 232. На каких рабочих центрах можно выполнить Техпроцесс?
Выбирается Рабочий центр.
2. На каких рабочих центрах можно выполнить Техпроцесс?
Выбирается Рабочий центр.
Слайд 243. Строим график загрузки рабочего центра – уже распланированные операции. Вставляем нашу
3. Строим график загрузки рабочего центра – уже распланированные операции. Вставляем нашу
Слайд 25Важное уточнение:
Не рассчитывается время начала и окончания работы РЦ. Временной график работы
Важное уточнение: Не рассчитывается время начала и окончания работы РЦ. Временной график работы
Слайд 26Несколько важных уточнений
Сборочная линия
Смена 1, 10 апреля
Смена 2, 10 апреля
Смена 3, 10
Несколько важных уточнений
Сборочная линия
Смена 1, 10 апреля
Смена 2, 10 апреля
Смена 3, 10
Слайд 27Процедура загрузки рабочего центра операциями
Способы оптимизации загрузки рабочих центров
Самый эффективный способ загрузки
Процедура загрузки рабочего центра операциями
Способы оптимизации загрузки рабочих центров
Самый эффективный способ загрузки
Слайд 28Процедура загрузки рабочего центра операциями
Способы оптимизации загрузки рабочих центров
Следующие способы, в порядке
Процедура загрузки рабочего центра операциями
Способы оптимизации загрузки рабочих центров
Следующие способы, в порядке
Слайд 29Как это выглядит на практике.
Запуск процедуры планирования за период – одной кнопкой
Как это выглядит на практике.
Запуск процедуры планирования за период – одной кнопкой
Слайд 30Как это выглядит на практике.
Дерево разузлования потребности независимого спроса «назад во времени»
Как это выглядит на практике.
Дерево разузлования потребности независимого спроса «назад во времени»
Слайд 31Как это выглядит на практике.
График загрузки РЦ
Как это выглядит на практике.
График загрузки РЦ
Слайд 32Как это выглядит на практике.
Просмотр результатов планирования
Как это выглядит на практике.
Просмотр результатов планирования
Слайд 33Как это выглядит на практике.
Просмотр графика производства (многомерный анализ)
Как это выглядит на практике.
Просмотр графика производства (многомерный анализ)
Слайд 34Как это выглядит на практике.
План-фактный анализ выпуска по рабочим центрам и заказам
Как это выглядит на практике.
План-фактный анализ выпуска по рабочим центрам и заказам
Слайд 35Как это выглядит на практике.
Просмотр отклонений от графика
Как это выглядит на практике.
Просмотр отклонений от графика
Слайд 36Функциональные возможности планирования в «ИТРП:Процессное производство 8»
- Многопоточность рабочих центров
- Варианты назначения
Функциональные возможности планирования в «ИТРП:Процессное производство 8»
- Многопоточность рабочих центров - Варианты назначения
 НПД. Последовательность регистрационных действий
НПД. Последовательность регистрационных действий Реконструкция зданий и сооружений
Реконструкция зданий и сооружений Фоторепортаж «ОСЕННИЙ БАЛ» 2011
Фоторепортаж «ОСЕННИЙ БАЛ» 2011 «Организация коррекционного обучения воспитанников ДОУ»
«Организация коррекционного обучения воспитанников ДОУ» Основные подходы к проведению всестороннего анализа результатов деятельности пед. работников
Основные подходы к проведению всестороннего анализа результатов деятельности пед. работников Биологическое действие радиоактивных излучений.Защита от радиации.
Биологическое действие радиоактивных излучений.Защита от радиации. Сколько путешествий совершил Колумб к С. Америке?
Сколько путешествий совершил Колумб к С. Америке? Древние образы в народном искусстве
Древние образы в народном искусстве Цветотерапия
Цветотерапия Поэтическая тетрадь 3 (в 2-х вариантах)
Поэтическая тетрадь 3 (в 2-х вариантах) Финансовая грамотность
Финансовая грамотность Классицизм в русском искусстве. Этап русского искусства второй половины XVIII века – первой трети XIX века
Классицизм в русском искусстве. Этап русского искусства второй половины XVIII века – первой трети XIX века Что любят животные
Что любят животные Выставка туристского сервиса и технологий гостеприимства Ворота Севера - 2021
Выставка туристского сервиса и технологий гостеприимства Ворота Севера - 2021 ДизартрияОпределение. Классификация. Диагностика
ДизартрияОпределение. Классификация. Диагностика The teen commandments
The teen commandments Энтеровирусная инфекция
Энтеровирусная инфекция Причастие
Причастие Изготовление текстильной (авторской) куклы
Изготовление текстильной (авторской) куклы Марганец
Марганец Ce n’est pas si difficile (et pas facile). Lecon №1
Ce n’est pas si difficile (et pas facile). Lecon №1 Severe flooding in Brazil and Australia
Severe flooding in Brazil and Australia  Дебальцевская общеобразовательная школа І-ІІІст. №3 Химия в загадках Подготовила ученица 11-А класса
Дебальцевская общеобразовательная школа І-ІІІст. №3 Химия в загадках Подготовила ученица 11-А класса Баскетбол
Баскетбол Бизнес-планирование
Бизнес-планирование Творчество Альбрехта Дюрера
Творчество Альбрехта Дюрера Правила здорового питания
Правила здорового питания ТЕЛЕФОННЫЙ РАЗГОВОР
ТЕЛЕФОННЫЙ РАЗГОВОР