- Автоматизация на металлургическом предприятии

Содержание
- 2. Цель создания и требования к системе Создание единой автоматизированной системы планирования, отслеживания, мониторинга и формирования отчетов
- 3. Необходимость создания системы На момент старта проекта были следующие ограничения: Планирование и отслеживание осуществлялись в рамках
- 4. Интеграция и информационный обмен Получение оперативных данных из двух серверов WinCC по протоколу OPC Получение данных
- 5. 7 причин выбора SIMATIC IT для АМЗ Использование решений от одного поставщика. На АМЗ традиционно используется
- 6. Учет специфики и взаимодействия трех участков производства: мартеновских печей участка АКП участка МНЛЗ Описание процессов в
- 7. ЛВС Сервер ERP (Oracle Applications) Сервер MES (SIMATIC IT) АКП сервер (WINCC) Автоматизированные рабочие места специалистов
- 8. Моделирование процессов Модель производственных процессов и алгоритмы планирования и корректировки планов задаются правилами в Production Modeler
- 9. Отслеживание процессов Отслеживание процессов осуществляется на основе ранее построенной модели в Production Modeler Моделирование и отслеживание
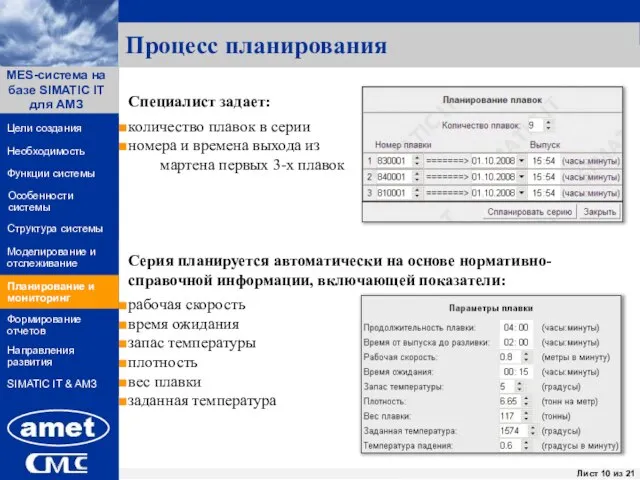
- 10. Процесс планирования Специалист задает: количество плавок в серии номера и времена выхода из мартена первых 3-х
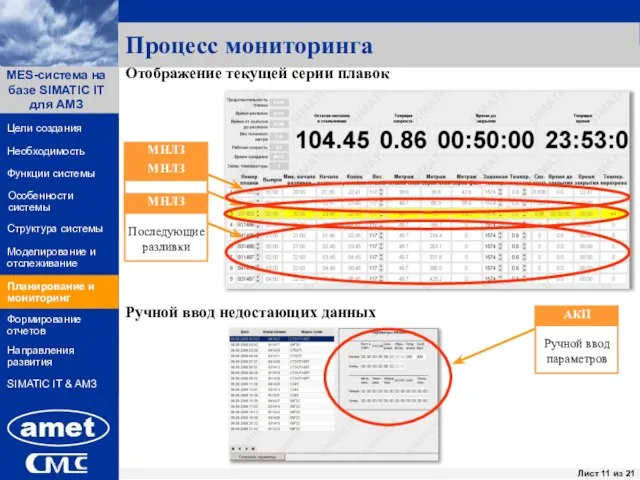
- 11. Процесс мониторинга Отображение текущей серии плавок МНЛЗ Предыдущие разливки МНЛЗ Текущая разливка МНЛЗ Последующие разливки АКП
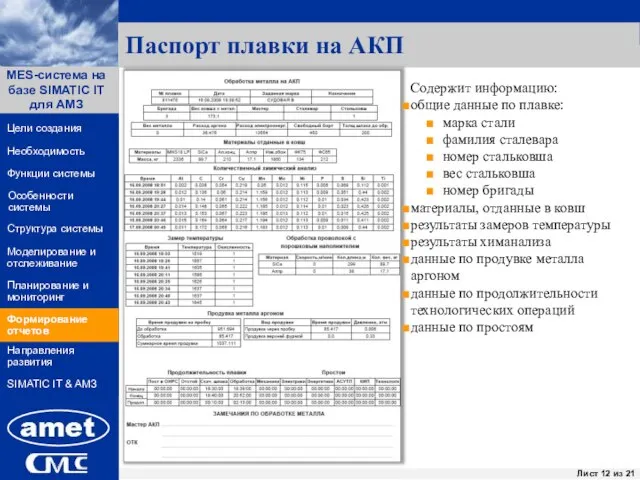
- 12. Паспорт плавки на АКП Содержит информацию: общие данные по плавке: марка стали фамилия сталевара номер стальковша
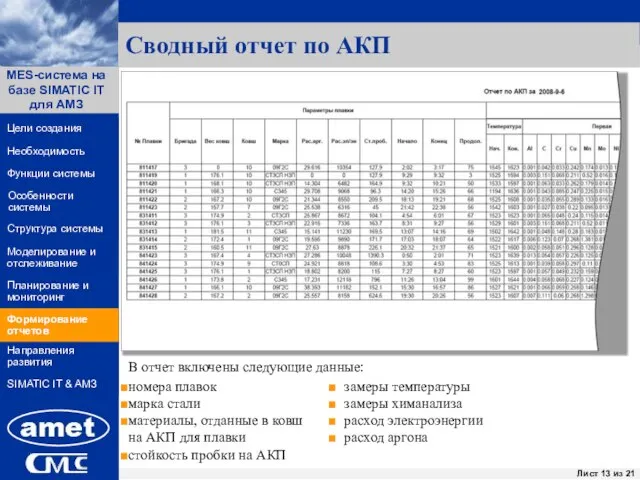
- 13. Сводный отчет по АКП В отчет включены следующие данные: номера плавок марка стали материалы, отданные в
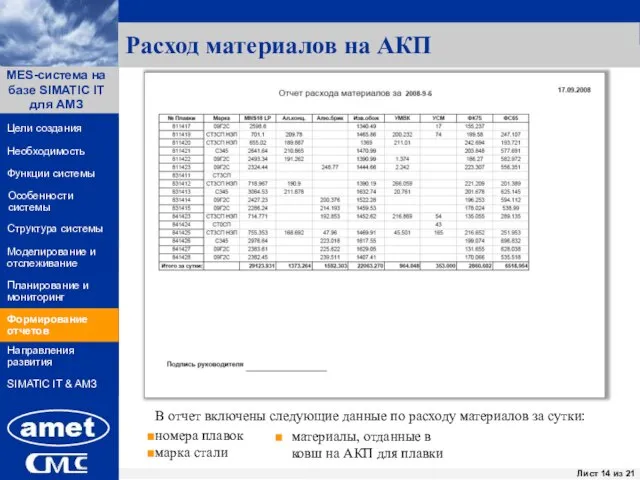
- 14. Расход материалов на АКП Формирование отчетов В отчет включены следующие данные по расходу материалов за сутки:
- 15. Перспективы развития и модернизации Система может развиваться за счет: увеличения количества учитываемых параметров, получаемых из существующих
- 16. Место MES в структуре автоматизированных систем предприятия ERP (Планирование ресурсов предприятия) Технология производства Логистика поставок Непрерывные
- 17. * TIA - концепция комплексной автоматизации (Totally Integrated Automation) Siemens позволяет создавать управляющие комплексы любого назначения
- 18. Структура автоматизированных систем АМЗ Oracle Applications SIMATIC IT WinCC Контроллеры Simatic Участок АКП Участок МНЛЗ SIMATIC
- 19. Функции MES согласно стандарту ISA 95 Система уровня предприятия MES Система уровня производства Стандарт ISA 95
- 20. Архитектура проекта SIMATIC IT для АМЗ Control MES ERP … JDE SAP Data Integration Service(XML,B2MML) Material
- 22. Скачать презентацию
Слайд 2Цель создания и требования к системе
Создание единой автоматизированной системы планирования, отслеживания, мониторинга
Цель создания и требования к системе
Создание единой автоматизированной системы планирования, отслеживания, мониторинга
Слайд 3Необходимость создания системы
На момент старта проекта были следующие ограничения:
Планирование и отслеживание осуществлялись
Необходимость создания системы
На момент старта проекта были следующие ограничения:
Планирование и отслеживание осуществлялись
Слайд 4Интеграция и информационный обмен
Получение оперативных данных из двух серверов WinCC по протоколу
Интеграция и информационный обмен
Получение оперативных данных из двух серверов WinCC по протоколу
Слайд 57 причин выбора SIMATIC IT для АМЗ
Использование решений от одного поставщика. На
7 причин выбора SIMATIC IT для АМЗ
Использование решений от одного поставщика. На
Слайд 6Учет специфики и взаимодействия трех участков производства:
мартеновских печей
участка АКП
участка МНЛЗ
Описание процессов в
Учет специфики и взаимодействия трех участков производства:
мартеновских печей
участка АКП
участка МНЛЗ
Описание процессов в
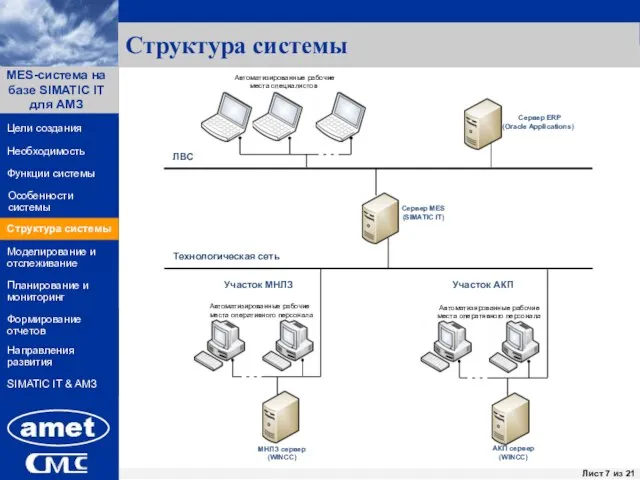
Слайд 7ЛВС
Сервер ERP
(Oracle Applications)
Сервер MES (SIMATIC IT)
АКП сервер (WINCC)
Автоматизированные рабочие места специалистов
Автоматизированные рабочие
места
ЛВС
Сервер ERP
(Oracle Applications)
Сервер MES (SIMATIC IT)
АКП сервер (WINCC)
Автоматизированные рабочие места специалистов
Автоматизированные рабочие
места
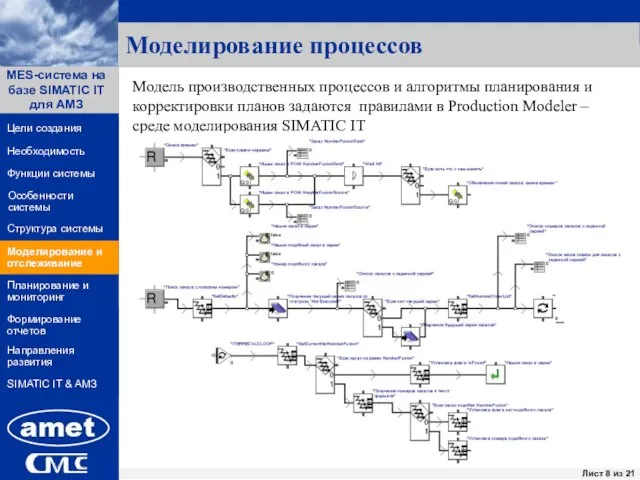
Слайд 8Моделирование процессов
Модель производственных процессов и алгоритмы планирования и корректировки планов задаются правилами
Моделирование процессов
Модель производственных процессов и алгоритмы планирования и корректировки планов задаются правилами
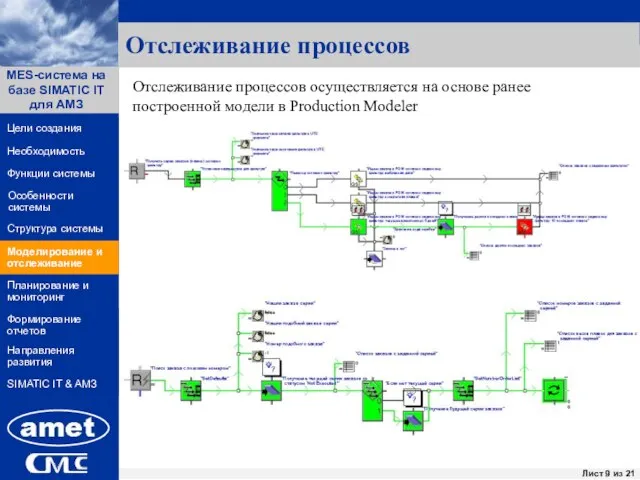
Слайд 9Отслеживание процессов
Отслеживание процессов осуществляется на основе ранее построенной модели в Production Modeler
Моделирование
Отслеживание процессов
Отслеживание процессов осуществляется на основе ранее построенной модели в Production Modeler
Моделирование
Слайд 10Процесс планирования
Специалист задает:
количество плавок в серии
номера и времена выхода из
мартена первых
Процесс планирования
Специалист задает:
количество плавок в серии
номера и времена выхода из
мартена первых
Слайд 11Процесс мониторинга
Отображение текущей серии плавок
МНЛЗ
Предыдущие разливки
МНЛЗ
Текущая разливка
МНЛЗ
Последующие разливки
АКП
Ручной ввод параметров
Ручной
Процесс мониторинга
Отображение текущей серии плавок
МНЛЗ
Предыдущие разливки
МНЛЗ
Текущая разливка
МНЛЗ
Последующие разливки
АКП
Ручной ввод параметров
Ручной
Слайд 12Паспорт плавки на АКП
Содержит информацию:
общие данные по плавке:
марка стали
фамилия сталевара
номер стальковша
вес стальковша
номер
Паспорт плавки на АКП
Содержит информацию:
общие данные по плавке:
марка стали
фамилия сталевара
номер стальковша
вес стальковша
номер
Слайд 13Сводный отчет по АКП
В отчет включены следующие данные:
номера плавок
марка стали
материалы, отданные в
Сводный отчет по АКП
В отчет включены следующие данные:
номера плавок
марка стали
материалы, отданные в
Слайд 14Расход материалов на АКП
Формирование отчетов
В отчет включены следующие данные по расходу материалов
Расход материалов на АКП
Формирование отчетов
В отчет включены следующие данные по расходу материалов
Слайд 15Перспективы развития и модернизации
Система может развиваться за счет:
увеличения количества учитываемых параметров, получаемых
Перспективы развития и модернизации
Система может развиваться за счет:
увеличения количества учитываемых параметров, получаемых
Слайд 16Место MES в структуре автоматизированных систем предприятия
ERP
(Планирование ресурсов предприятия)
Технология производства
Логистика поставок
Непрерывные и
Место MES в структуре автоматизированных систем предприятия
ERP
(Планирование ресурсов предприятия)
Технология производства
Логистика поставок
Непрерывные и

Слайд 17* TIA - концепция комплексной автоматизации (Totally Integrated Automation) Siemens позволяет создавать
* TIA - концепция комплексной автоматизации (Totally Integrated Automation) Siemens позволяет создавать

Слайд 18Структура автоматизированных систем АМЗ
Oracle Applications
SIMATIC IT
WinCC
Контроллеры
Simatic
Участок АКП
Участок МНЛЗ
SIMATIC IT & АМЗ
Структура автоматизированных систем АМЗ
Oracle Applications
SIMATIC IT
WinCC
Контроллеры
Simatic
Участок АКП
Участок МНЛЗ
SIMATIC IT & АМЗ

Слайд 19Функции MES согласно стандарту ISA 95
Система
уровня
предприятия
MES
Система
уровня
производства
Стандарт ISA
Функции MES согласно стандарту ISA 95
Система
уровня
предприятия
MES
Система
уровня
производства
Стандарт ISA

Слайд 20Архитектура проекта SIMATIC IT для АМЗ
Control
MES
ERP
…
JDE
SAP
Data Integration Service(XML,B2MML)
Material Manager
Production Order Mgr.
Personnel Manager
SIMATIC
Архитектура проекта SIMATIC IT для АМЗ
Control
MES
ERP
…
JDE
SAP
Data Integration Service(XML,B2MML)
Material Manager
Production Order Mgr.
Personnel Manager
SIMATIC

 Powracam do Boga
Powracam do Boga ПРИРОДНЫЕ СООБЩЕСТВА ВОКРУГ НАС (биология, экология)
ПРИРОДНЫЕ СООБЩЕСТВА ВОКРУГ НАС (биология, экология) Uchebnaya_praktika_Golub_Maria_20PI-2
Uchebnaya_praktika_Golub_Maria_20PI-2 Резьба. Изображение резьбы
Резьба. Изображение резьбы Socjalizacja do kultury fizycznej
Socjalizacja do kultury fizycznej Супер Маша
Супер Маша Ahunbaev Isa Konoevich
Ahunbaev Isa Konoevich Системный подход к освоению месторождений с учетом природно-техногенных изменений недр – основа углеводорододобывающего промыс
Системный подход к освоению месторождений с учетом природно-техногенных изменений недр – основа углеводорододобывающего промыс Ахиллесова пята
Ахиллесова пята Теорема о вписанном угле в окружность.
Теорема о вписанном угле в окружность. Тема: Биотические факторы среды
Тема: Биотические факторы среды Бизнес-Менеджер АГРО Блок «Интерактивная карта»
Бизнес-Менеджер АГРО Блок «Интерактивная карта» Архитектура барокко
Архитектура барокко Система подготовки учащихся к ЕГЭ по обществознанию
Система подготовки учащихся к ЕГЭ по обществознанию Конфигурация «Клиент Федерального казначейства. Администратор доходов» на платформе 1С:Предприятие 8
Конфигурация «Клиент Федерального казначейства. Администратор доходов» на платформе 1С:Предприятие 8 Welcome to Great Britain
Welcome to Great Britain  SoveTshennoletniy
SoveTshennoletniy Европейская экономическая комиссия ООН Подготовила: Клеутина С.А. ДС_01
Европейская экономическая комиссия ООН Подготовила: Клеутина С.А. ДС_01 О, спорт, ты – мир!!! 6 класс
О, спорт, ты – мир!!! 6 класс Рождество в Великобретании
Рождество в Великобретании Метод координат
Метод координат Разработка стратегии образовательного учреждения: вводные замечания
Разработка стратегии образовательного учреждения: вводные замечания Неиспользуемые объекты недвижимости, предлагаемые для продажи
Неиспользуемые объекты недвижимости, предлагаемые для продажи Научный комплекс
Научный комплекс Таможенное дело. Электронное декларирование
Таможенное дело. Электронное декларирование О правилах питания
О правилах питания Презентация на тему Решение задач. Закрепление (2 класс)
Презентация на тему Решение задач. Закрепление (2 класс) ДОБРОКАЧЕСТВЕННЫЕ ОПУХОЛИ ЖЕНСКИХ ПОЛОВЫХ ОРГАНОВ (лекция)
ДОБРОКАЧЕСТВЕННЫЕ ОПУХОЛИ ЖЕНСКИХ ПОЛОВЫХ ОРГАНОВ (лекция)