- Автоматизированные системы инструментального обеспечения (АСИО)

Содержание
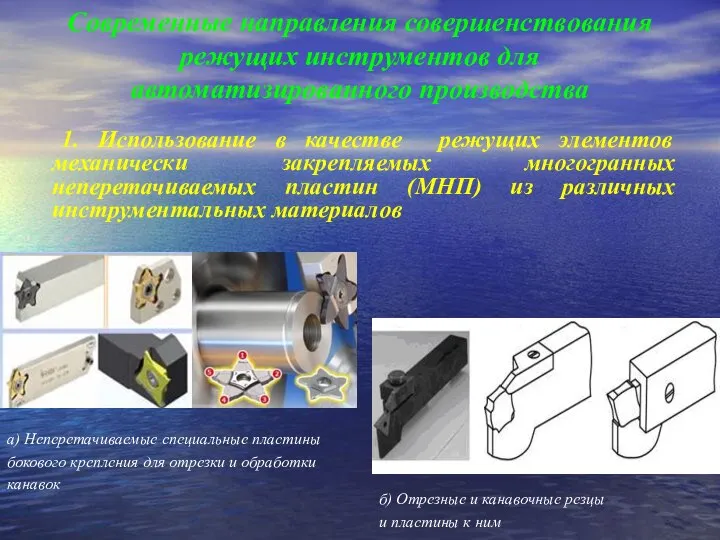
- 2. Современные направления совершенствования режущих инструментов для автоматизированного производства 1. Использование в качестве режущих элементов механически закрепляемых
- 3. 2. Применение одно- и многослойных износостойких покрытий, наносимых на режущие лезвия инструмента (карбиды, нитриды, оксиды титана,
- 4. 3. Использование подвода смазочно-охлаждающей жидкости непосредственно в зону резания и использование СОЖ для обратной транспортировки стружки
- 5. 4. Изменение конструкции инструментов, предусматривающее возможность их автоматической смены на станке и закрепление с высокой точностью
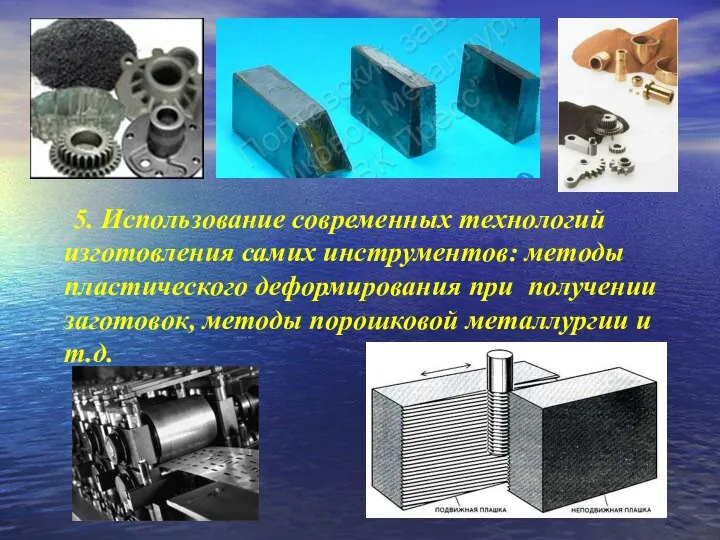
- 6. 5. Использование современных технологий изготовления самих инструментов: методы пластического деформирования при получении заготовок, методы порошковой металлургии
- 7. Автоматическая замена инструмента на станках Оснащение станка револьверными головкам 2. Изменение конструкции инструментов
- 8. Разновидности устройств автоматической смены инструмента (АСИ) многоцелевых станков Требования предъявляемые к работе устройств АСИ: минимальные затраты
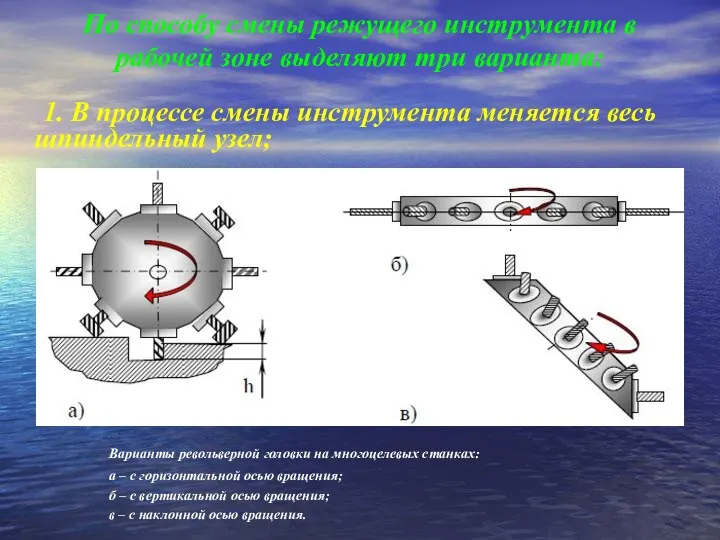
- 9. По способу смены режущего инструмента в рабочей зоне выделяют три варианта: 1. В процессе смены инструмента
- 10. 2. Смена инструмента осуществляется в одном рабочем шпинделе По способу смены режущего инструмента в рабочей зоне
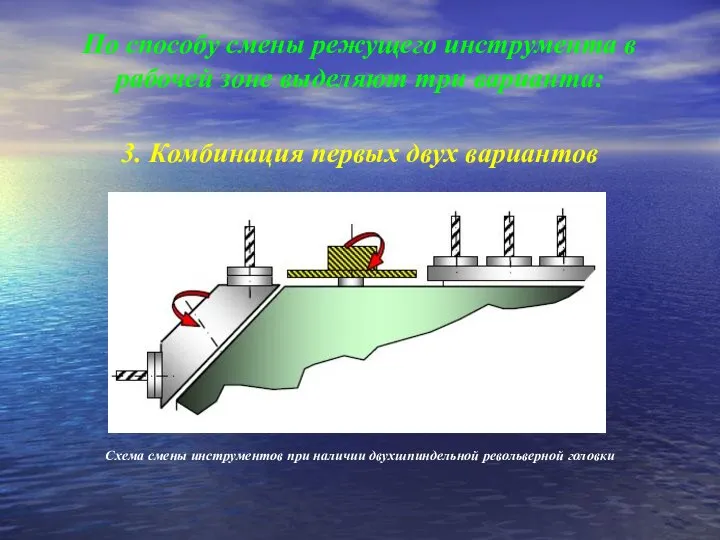
- 11. 3. Комбинация первых двух вариантов По способу смены режущего инструмента в рабочей зоне выделяют три варианта:
- 12. Типы инструментальных магазинов: дисковые инструментальные магазины (12-15 инструментов); - барабанные инструментальные магазины (15-30 инструментов);
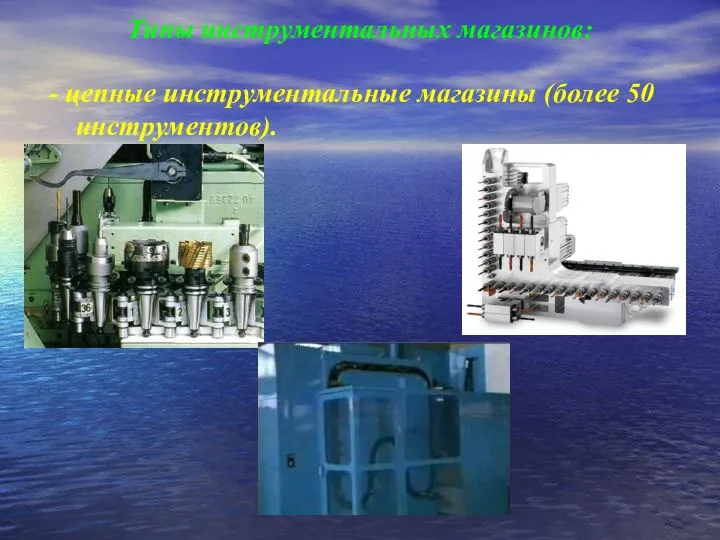
- 13. - цепные инструментальные магазины (более 50 инструментов). Типы инструментальных магазинов:
- 14. Способы идентификации режущих инструментов 1. Размещение инструмента в магазине в технологической последовательности; Достоинства: Недостатки: - при
- 15. 2. Кодирование инструмента на оправке; а) б) Кодирование инструментальных оправок с помощью гребенок (а) и колец
- 16. 3. Кодирование гнезд в магазине Достоинства: - поворот гнезда с требуемым инструментом в позицию смены может
- 17. 4. Кодирование по системе кодового ключа (с перекодировкой гнезд) Способы идентификации режущих инструментов Достоинства: Недостатки: -
- 18. 5. Электронное кодирование Резцовый блок 1 с кодовым датчиком 2 Способы идентификации режущих инструментов В общем
- 19. Автоматический контроль состояния режущих инструментов Различают контроль: а) по отработанному инструментом времени; б) по состоянию режущих
- 20. б) Наряду с системой учета времени работы инструмента используются различные методы прямого и косвенного контроля фактического
- 22. Скачать презентацию
Слайд 2Современные направления совершенствования режущих инструментов для автоматизированного производства
1. Использование в качестве режущих
Современные направления совершенствования режущих инструментов для автоматизированного производства
1. Использование в качестве режущих
Слайд 3 2. Применение одно- и многослойных износостойких покрытий, наносимых на режущие лезвия инструмента
2. Применение одно- и многослойных износостойких покрытий, наносимых на режущие лезвия инструмента

Слайд 4 3. Использование подвода смазочно-охлаждающей жидкости непосредственно в зону резания и использование СОЖ
3. Использование подвода смазочно-охлаждающей жидкости непосредственно в зону резания и использование СОЖ

Слайд 5 4. Изменение конструкции инструментов, предусматривающее возможность их автоматической смены на станке и
4. Изменение конструкции инструментов, предусматривающее возможность их автоматической смены на станке и

Слайд 6 5. Использование современных технологий изготовления самих инструментов: методы пластического деформирования при получении
5. Использование современных технологий изготовления самих инструментов: методы пластического деформирования при получении
Слайд 7Автоматическая замена инструмента на станках
Оснащение станка револьверными головкам
2. Изменение конструкции инструментов
Автоматическая замена инструмента на станках
Оснащение станка револьверными головкам
2. Изменение конструкции инструментов

Слайд 8Разновидности устройств автоматической смены инструмента (АСИ) многоцелевых станков
Требования предъявляемые к работе устройств
Разновидности устройств автоматической смены инструмента (АСИ) многоцелевых станков
Требования предъявляемые к работе устройств
Слайд 9По способу смены режущего инструмента в рабочей зоне выделяют три варианта:
1. В
По способу смены режущего инструмента в рабочей зоне выделяют три варианта:
1. В
Слайд 10 2. Смена инструмента осуществляется в одном рабочем шпинделе
По способу смены режущего инструмента
2. Смена инструмента осуществляется в одном рабочем шпинделе
По способу смены режущего инструмента

Слайд 113. Комбинация первых двух вариантов
По способу смены режущего инструмента в рабочей зоне
3. Комбинация первых двух вариантов
По способу смены режущего инструмента в рабочей зоне
Слайд 12Типы инструментальных магазинов:
дисковые инструментальные магазины (12-15 инструментов);
- барабанные инструментальные магазины (15-30 инструментов);
Типы инструментальных магазинов:
дисковые инструментальные магазины (12-15 инструментов);
- барабанные инструментальные магазины (15-30 инструментов);

Слайд 13- цепные инструментальные магазины (более 50 инструментов).
Типы инструментальных магазинов:
- цепные инструментальные магазины (более 50 инструментов).
Типы инструментальных магазинов:
Слайд 14Способы идентификации режущих инструментов
1. Размещение инструмента в магазине в технологической последовательности;
Достоинства: Недостатки:
-
Способы идентификации режущих инструментов
1. Размещение инструмента в магазине в технологической последовательности;
Достоинства: Недостатки:
-

Слайд 15 2. Кодирование инструмента на оправке;
а) б)
Кодирование инструментальных оправок с помощью гребенок
2. Кодирование инструмента на оправке;
а) б)
Кодирование инструментальных оправок с помощью гребенок

Слайд 163. Кодирование гнезд в магазине
Достоинства:
- поворот гнезда с
требуемым
3. Кодирование гнезд в магазине
Достоинства:
- поворот гнезда с
требуемым

Слайд 17 4. Кодирование по системе кодового ключа (с перекодировкой гнезд)
Способы идентификации режущих инструментов
Достоинства:
4. Кодирование по системе кодового ключа (с перекодировкой гнезд)
Способы идентификации режущих инструментов
Достоинства:

Слайд 185. Электронное кодирование
Резцовый блок 1 с кодовым датчиком 2
Способы идентификации режущих инструментов
В
5. Электронное кодирование
Резцовый блок 1 с кодовым датчиком 2
Способы идентификации режущих инструментов
В

Слайд 19Автоматический контроль состояния режущих инструментов
Различают контроль:
а) по отработанному инструментом времени;
б) по состоянию
Автоматический контроль состояния режущих инструментов
Различают контроль:
а) по отработанному инструментом времени;
б) по состоянию
Слайд 20б) Наряду с системой учета времени работы инструмента используются различные методы прямого
б) Наряду с системой учета времени работы инструмента используются различные методы прямого

 Административно-сервисный складской комплекс (АССК) в районе погранперехода «Козловичи»СЭЗ «Брест»
Административно-сервисный складской комплекс (АССК) в районе погранперехода «Козловичи»СЭЗ «Брест» ТК 122 «Стандарты финансовых операций»
ТК 122 «Стандарты финансовых операций» Ядовитые и Лекарственные растения
Ядовитые и Лекарственные растения Санта-Мария-деи-Мираколи Венеция
Санта-Мария-деи-Мираколи Венеция Портрет
Портрет Презентация на тему Никола Тесла (1856-1943)
Презентация на тему Никола Тесла (1856-1943) Multisensory approach to teaching English
Multisensory approach to teaching English Машиноведение
Машиноведение Понятие, содержание и признаки права
Понятие, содержание и признаки права Физические основы надежности
Физические основы надежности Балет
Балет Цунами
Цунами Лучше папы друга нет!
Лучше папы друга нет! Презентация на тему Первичная обработка рыбы
Презентация на тему Первичная обработка рыбы Переход общеобразовательных учреждений города Усолье-Сибирское на ФГОС нового поколения
Переход общеобразовательных учреждений города Усолье-Сибирское на ФГОС нового поколения Профессия моего папы - машинист буровой установки
Профессия моего папы - машинист буровой установки HEAT TRANSFER IN SILICON MICROHOTPLATE STRUCTURESЧисленный Анализ Теплопередачи в Кремниевых Микро-нагревательных Структурах
HEAT TRANSFER IN SILICON MICROHOTPLATE STRUCTURESЧисленный Анализ Теплопередачи в Кремниевых Микро-нагревательных Структурах День открытых дверей
День открытых дверей Здоровьесберегающие технологии учебного процесса
Здоровьесберегающие технологии учебного процесса Презентация на тему Характеристика политических центров Древнерусского государства
Презентация на тему Характеристика политических центров Древнерусского государства  Фон презентации. Изменение фона.
Фон презентации. Изменение фона. Гидросфера
Гидросфера Частичная репликация эксперимента по статье Фрейминг решений и психология выбора
Частичная репликация эксперимента по статье Фрейминг решений и психология выбора Золотые ворота в Древнюю Русь
Золотые ворота в Древнюю Русь УПРАВЛЯЮЩИЙ СОВЕТВ ОБРАЗОВАТЕЛЬНОМУЧРЕЖДЕНИИ:СОЗДАНИЕИ ФУНКЦИОНИРОВАНИЕ
УПРАВЛЯЮЩИЙ СОВЕТВ ОБРАЗОВАТЕЛЬНОМУЧРЕЖДЕНИИ:СОЗДАНИЕИ ФУНКЦИОНИРОВАНИЕ Министерство образования и науки Красноярского края Проекты классных руководителей Номинация: Со-бытие «Создание семейного порт
Министерство образования и науки Красноярского края Проекты классных руководителей Номинация: Со-бытие «Создание семейного порт Прямоугольный параллелепипед. Куб (5 класс)
Прямоугольный параллелепипед. Куб (5 класс) В стране не выученных уроков
В стране не выученных уроков