- Чеканка на резиновой подкладке

Содержание
- 2. ЦЕЛЬ: познакомиться с чеканкой как способом художественной обработки металла.
- 3. ЧЕКАНКА способ художественной обработки металла, при котором на заготовку наносят неглубокий рельеф путём сильного нажатия инструментом,
- 4. Чеканку производят на листовом металле толщиной 0,3…1,5 мм. Чаще всего используют медные, латунные, алюминиевые листы, а
- 5. В прошлом для чеканки ювелирных изделий и церковной утвари применялись драгоценные металлы – золото, серебро и
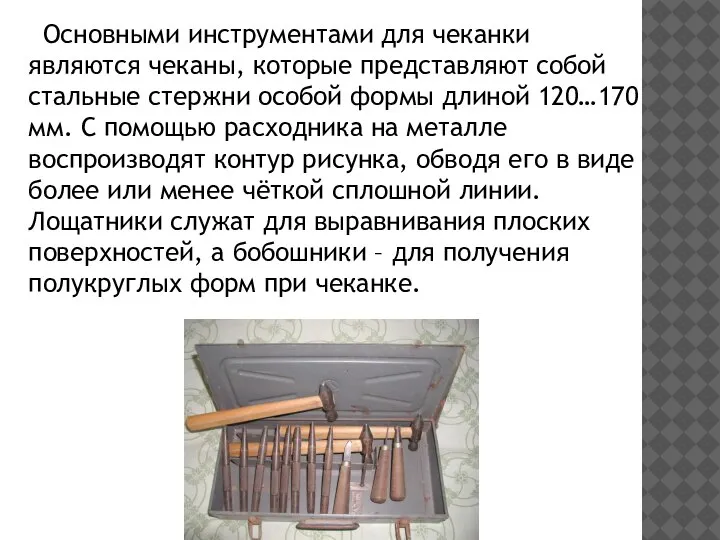
- 6. Основными инструментами для чеканки являются чеканы, которые представляют собой стальные стержни особой формы длиной 120…170 мм.
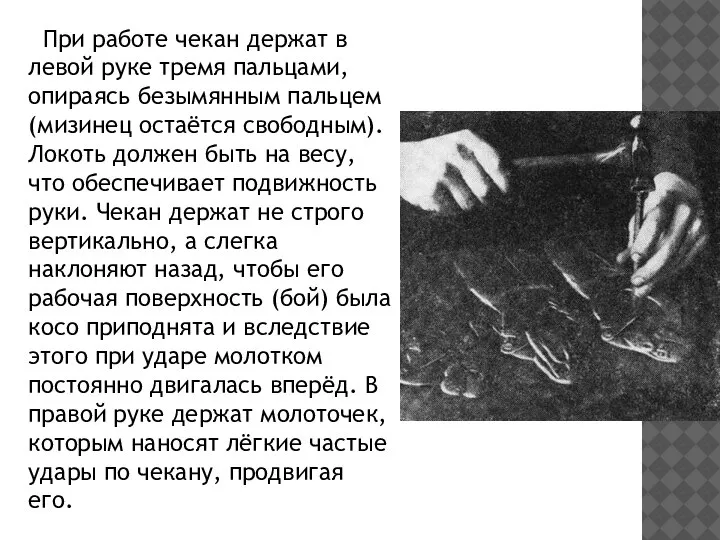
- 7. При работе чекан держат в левой руке тремя пальцами, опираясь безымянным пальцем (мизинец остаётся свободным). Локоть
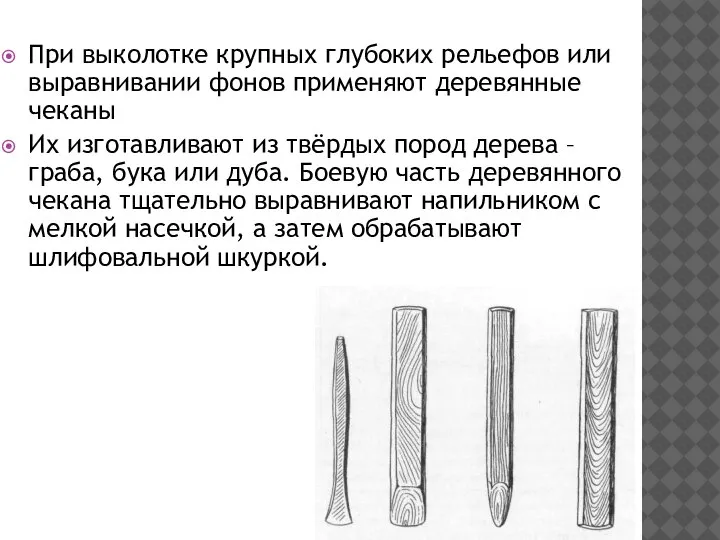
- 8. При выколотке крупных глубоких рельефов или выравнивании фонов применяют деревянные чеканы Их изготавливают из твёрдых пород
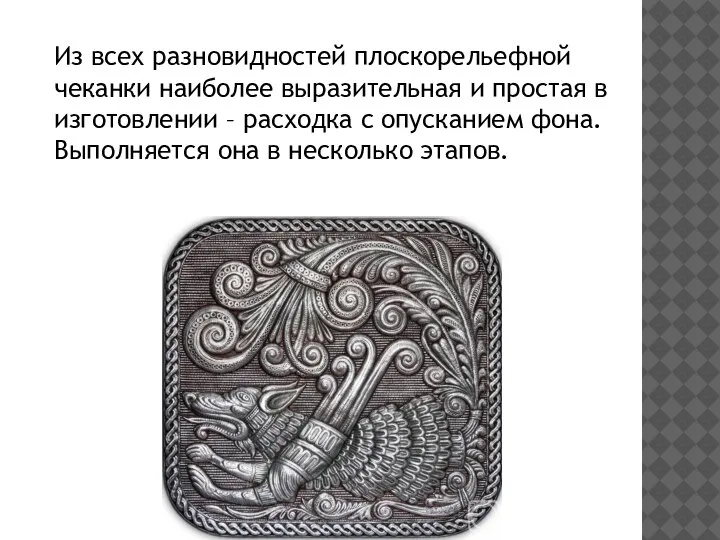
- 9. Из всех разновидностей плоскорельефной чеканки наиболее выразительная и простая в изготовлении – расходка с опусканием фона.
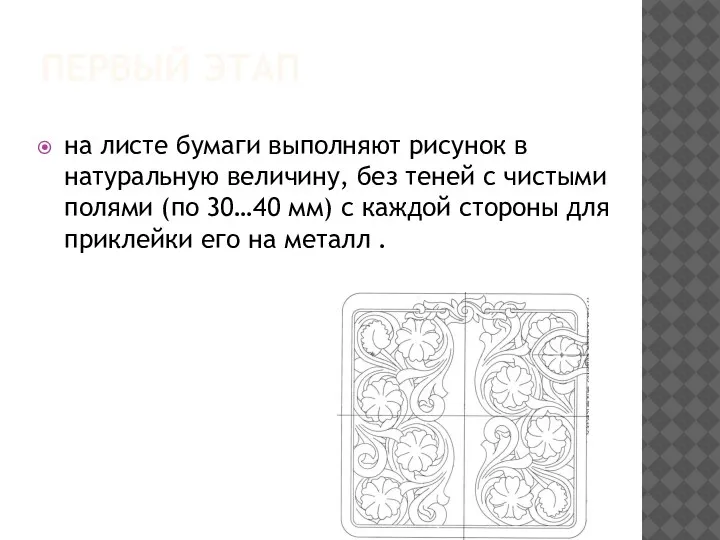
- 10. ПЕРВЫЙ ЭТАП на листе бумаги выполняют рисунок в натуральную величину, без теней с чистыми полями (по
- 11. ВТОРОЙ ЭТАП Подготовка металлической пластины. Её вырезают ножницами по металлу с таким расчётом, чтобы на ней
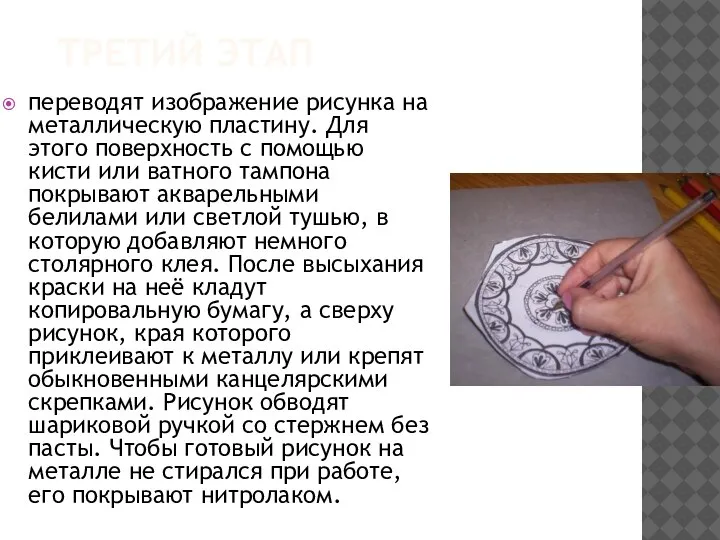
- 12. ТРЕТИЙ ЭТАП переводят изображение рисунка на металлическую пластину. Для этого поверхность с помощью кисти или ватного
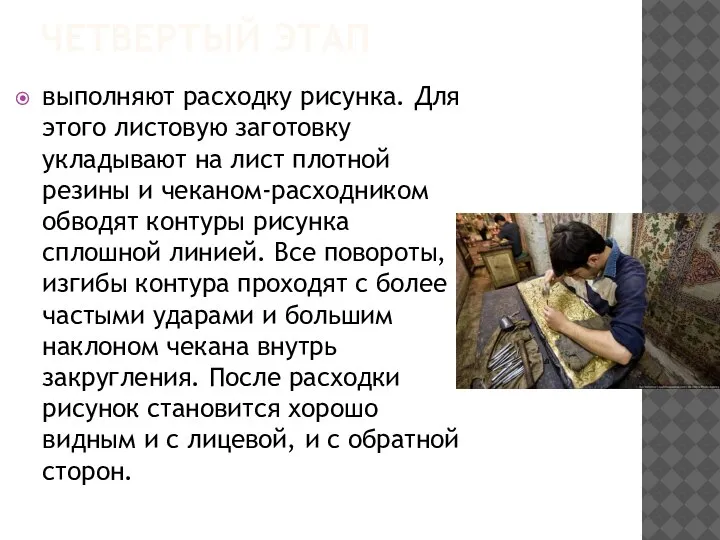
- 13. ЧЕТВЕРТЫЙ ЭТАП выполняют расходку рисунка. Для этого листовую заготовку укладывают на лист плотной резины и чеканом-расходником
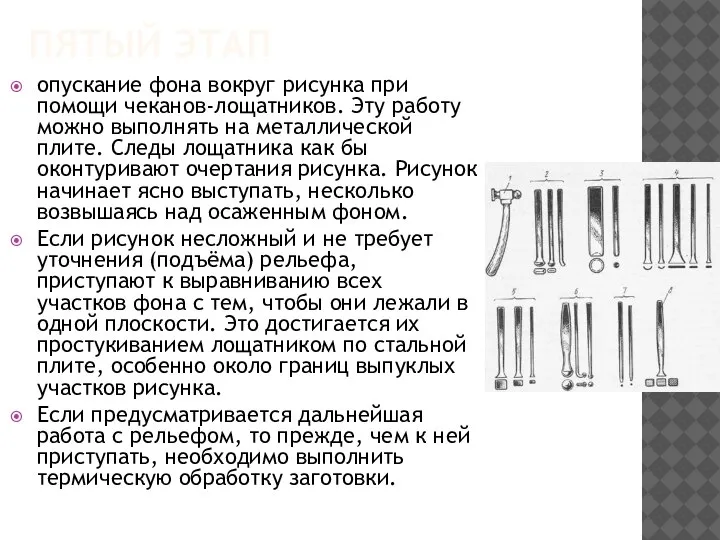
- 14. ПЯТЫЙ ЭТАП опускание фона вокруг рисунка при помощи чеканов-лощатников. Эту работу можно выполнять на металлической плите.
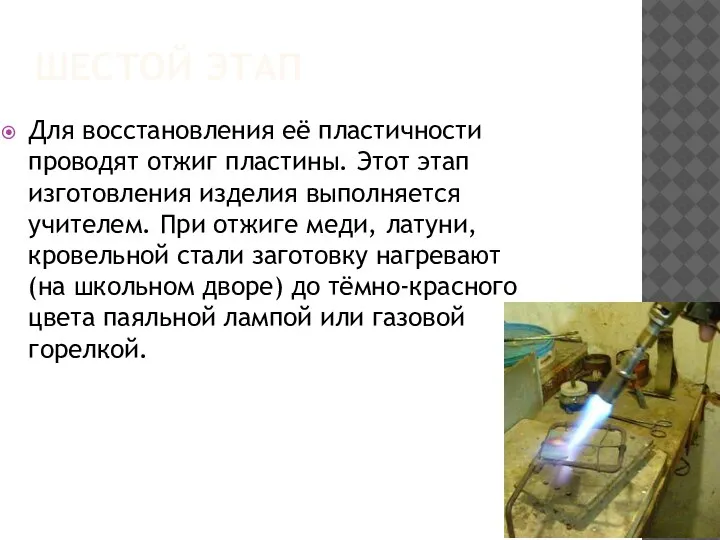
- 15. ШЕСТОЙ ЭТАП Для восстановления её пластичности проводят отжиг пластины. Этот этап изготовления изделия выполняется учителем. При
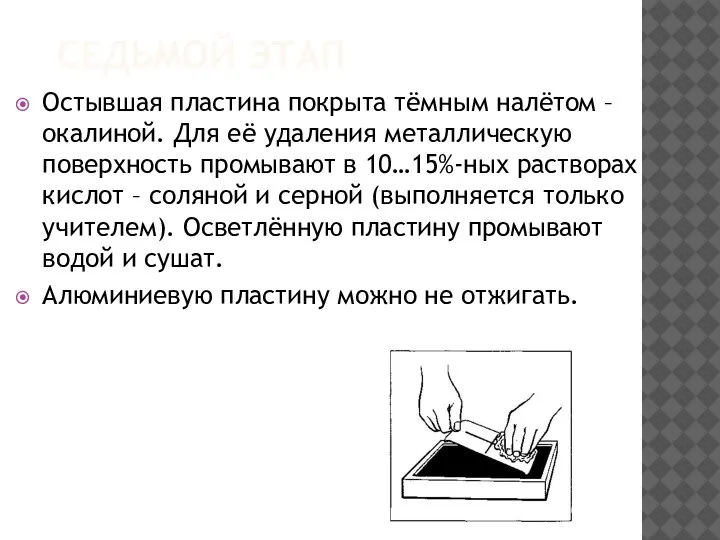
- 16. СЕДЬМОЙ ЭТАП Остывшая пластина покрыта тёмным налётом – окалиной. Для её удаления металлическую поверхность промывают в
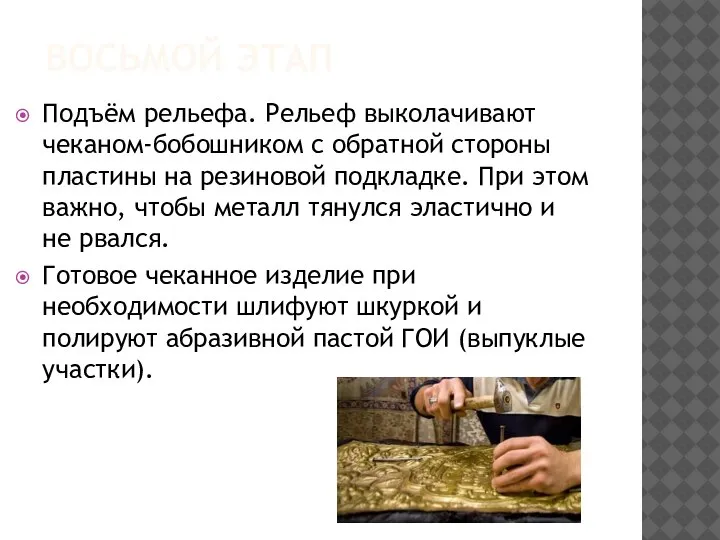
- 17. ВОСЬМОЙ ЭТАП Подъём рельефа. Рельеф выколачивают чеканом-бобошником с обратной стороны пластины на резиновой подкладке. При этом
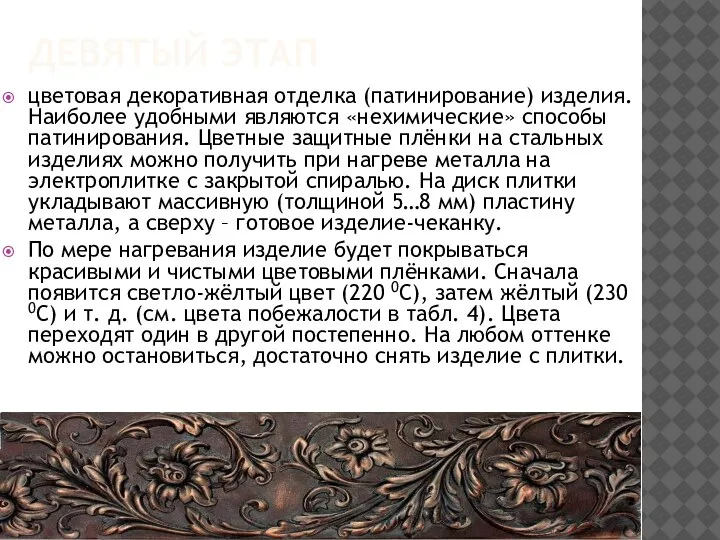
- 18. ДЕВЯТЫЙ ЭТАП цветовая декоративная отделка (патинирование) изделия. Наиболее удобными являются «нехимические» способы патинирования. Цветные защитные плёнки
- 19. Поверхность чеканной пластины надолго сохраняет блеск, если её покрыть лаком. Лак наносят кистью ровным и тонким
- 21. Скачать презентацию
Слайд 3ЧЕКАНКА
способ художественной обработки металла, при котором на заготовку наносят неглубокий рельеф путём
ЧЕКАНКА
способ художественной обработки металла, при котором на заготовку наносят неглубокий рельеф путём
Слайд 4 Чеканку производят на листовом металле толщиной 0,3…1,5 мм. Чаще всего используют
Чеканку производят на листовом металле толщиной 0,3…1,5 мм. Чаще всего используют
Слайд 5 В прошлом для чеканки ювелирных изделий и церковной утвари применялись драгоценные металлы
В прошлом для чеканки ювелирных изделий и церковной утвари применялись драгоценные металлы

Слайд 6 Основными инструментами для чеканки являются чеканы, которые представляют собой стальные стержни особой
Основными инструментами для чеканки являются чеканы, которые представляют собой стальные стержни особой
Слайд 7 При работе чекан держат в левой руке тремя пальцами, опираясь безымянным пальцем
При работе чекан держат в левой руке тремя пальцами, опираясь безымянным пальцем
Слайд 8При выколотке крупных глубоких рельефов или выравнивании фонов применяют деревянные чеканы
Их
При выколотке крупных глубоких рельефов или выравнивании фонов применяют деревянные чеканы
Их
Слайд 9 Из всех разновидностей плоскорельефной чеканки наиболее выразительная и простая в изготовлении –
Из всех разновидностей плоскорельефной чеканки наиболее выразительная и простая в изготовлении –
Слайд 10ПЕРВЫЙ ЭТАП
на листе бумаги выполняют рисунок в натуральную величину, без теней с
ПЕРВЫЙ ЭТАП
на листе бумаги выполняют рисунок в натуральную величину, без теней с
Слайд 11ВТОРОЙ ЭТАП
Подготовка металлической пластины. Её вырезают ножницами по металлу с таким расчётом,
ВТОРОЙ ЭТАП
Подготовка металлической пластины. Её вырезают ножницами по металлу с таким расчётом,

Слайд 12ТРЕТИЙ ЭТАП
переводят изображение рисунка на металлическую пластину. Для этого поверхность с помощью
ТРЕТИЙ ЭТАП
переводят изображение рисунка на металлическую пластину. Для этого поверхность с помощью
Слайд 13ЧЕТВЕРТЫЙ ЭТАП
выполняют расходку рисунка. Для этого листовую заготовку укладывают на лист плотной
ЧЕТВЕРТЫЙ ЭТАП
выполняют расходку рисунка. Для этого листовую заготовку укладывают на лист плотной
Слайд 14ПЯТЫЙ ЭТАП
опускание фона вокруг рисунка при помощи чеканов-лощатников. Эту работу можно выполнять
ПЯТЫЙ ЭТАП
опускание фона вокруг рисунка при помощи чеканов-лощатников. Эту работу можно выполнять
Слайд 15ШЕСТОЙ ЭТАП
Для восстановления её пластичности проводят отжиг пластины. Этот этап изготовления изделия
ШЕСТОЙ ЭТАП
Для восстановления её пластичности проводят отжиг пластины. Этот этап изготовления изделия
Слайд 16СЕДЬМОЙ ЭТАП
Остывшая пластина покрыта тёмным налётом – окалиной. Для её удаления металлическую
СЕДЬМОЙ ЭТАП
Остывшая пластина покрыта тёмным налётом – окалиной. Для её удаления металлическую
Слайд 17ВОСЬМОЙ ЭТАП
Подъём рельефа. Рельеф выколачивают чеканом-бобошником с обратной стороны пластины на резиновой
ВОСЬМОЙ ЭТАП
Подъём рельефа. Рельеф выколачивают чеканом-бобошником с обратной стороны пластины на резиновой
Слайд 18ДЕВЯТЫЙ ЭТАП
цветовая декоративная отделка (патинирование) изделия. Наиболее удобными являются «нехимические» способы патинирования.
ДЕВЯТЫЙ ЭТАП
цветовая декоративная отделка (патинирование) изделия. Наиболее удобными являются «нехимические» способы патинирования.
Слайд 19Поверхность чеканной пластины надолго сохраняет блеск, если её покрыть лаком. Лак наносят
Поверхность чеканной пластины надолго сохраняет блеск, если её покрыть лаком. Лак наносят

 апапр
апапр Реализация ФГОС в работе школьной библиотеки. Воспитание культурного и гражданского самосознания учащихся.
Реализация ФГОС в работе школьной библиотеки. Воспитание культурного и гражданского самосознания учащихся. Гандбол - в школу
Гандбол - в школу Welcome to Russia
Welcome to Russia  Скиния
Скиния Как правильно выбрать мультимедийный проектор
Как правильно выбрать мультимедийный проектор Феодальная раздробленность на Руси 6 класс
Феодальная раздробленность на Руси 6 класс Презентация на тему Виды и типы корней
Презентация на тему Виды и типы корней Банки, терминалы, интернет – ресурсы, Карта номер один.
Банки, терминалы, интернет – ресурсы, Карта номер один. Простановка размеров на чертеже (ГОСТ 2.307-2011)
Простановка размеров на чертеже (ГОСТ 2.307-2011) «Осветительное оборудование»
«Осветительное оборудование» Федеральный государственный образовательный стандарт – новая идеология образования
Федеральный государственный образовательный стандарт – новая идеология образования ПРЕЗЕНТАЦИЯ ПО ИСТОРИИ
ПРЕЗЕНТАЦИЯ ПО ИСТОРИИ Закрепление изученного
Закрепление изученного 2
2 WATCH TV WALK PLAY FOOT BALL LISTEN TO
WATCH TV WALK PLAY FOOT BALL LISTEN TO Подготовка к изложению - описанию метели (по повести А.С. Пушкина "Метель")
Подготовка к изложению - описанию метели (по повести А.С. Пушкина "Метель") Системная среда Windows
Системная среда Windows Планирование и осуществление мероприятий по управлению финансовыми ресурсами организации на примере ООО АСТРОНГ
Планирование и осуществление мероприятий по управлению финансовыми ресурсами организации на примере ООО АСТРОНГ Лингвистические основы вариативности перевода английских конструкций Complex Object на русский язык
Лингвистические основы вариативности перевода английских конструкций Complex Object на русский язык Коммунальная инфраструктура
Коммунальная инфраструктура Реализация и применение норм права
Реализация и применение норм права Презентация на тему Хищные птицы
Презентация на тему Хищные птицы  КОРРОЗИЯ МЕТАЛЛОВ
КОРРОЗИЯ МЕТАЛЛОВ Заболевания пищеварительной системы
Заболевания пищеварительной системы Август Фердинанд Мёбиус
Август Фердинанд Мёбиус Докладчик – В.В. Колодченко Информация об освоении средств дорожного фонда за I полугодие 2012 года
Докладчик – В.В. Колодченко Информация об освоении средств дорожного фонда за I полугодие 2012 года Филевский парк. Сеславинская ул. Документация по благоустройству дворовых территорий
Филевский парк. Сеславинская ул. Документация по благоустройству дворовых территорий