- Дуговая и газовая сварка

Содержание
- 2. Деформации и напряжения общее понятие Прочностью металла называют способность его сопративлятся разрушению под действием сил. Деформацией
- 3. Деформация и напряжения при сварке Любой металл при нагревании расширяется, а при охлаждении сжимается, при этом
- 4. Деформации при сварке Деформации при сварке могут быть временные и остаточные, местные и общие, в плоскости
- 5. Деформации при сварке
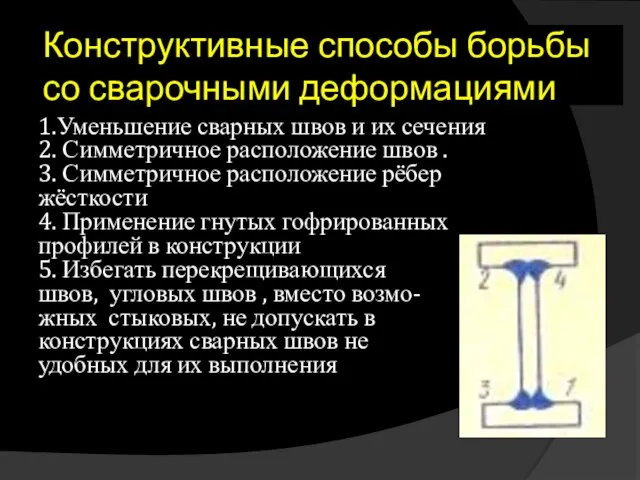
- 6. Конструктивные способы борьбы со сварочными деформациями 1.Уменьшение сварных швов и их сечения 2. Симметричное расположение швов
- 7. Технологические способы по уменьшению деформации 1. Рациональная технология сборки и сварки. 2. Правильный выбор режима сварки
- 8. Технологические способы уменьшения деформаций 7. Применение предварительного подогрева для Мало пластичных металлов, для сталей 400 600°С,
- 10. Скачать презентацию
Слайд 2Деформации и напряжения
общее понятие
Прочностью металла называют способность
его сопративлятся разрушению под действием сил.
Деформацией
Деформации и напряжения
общее понятие
Прочностью металла называют способность
его сопративлятся разрушению под действием сил.
Деформацией
Слайд 3Деформация и напряжения при сварке
Любой металл при нагревании расширяется, а при охлаждении
Деформация и напряжения при сварке
Любой металл при нагревании расширяется, а при охлаждении
Слайд 4Деформации при сварке
Деформации при сварке могут быть временные и остаточные, местные и
Деформации при сварке
Деформации при сварке могут быть временные и остаточные, местные и
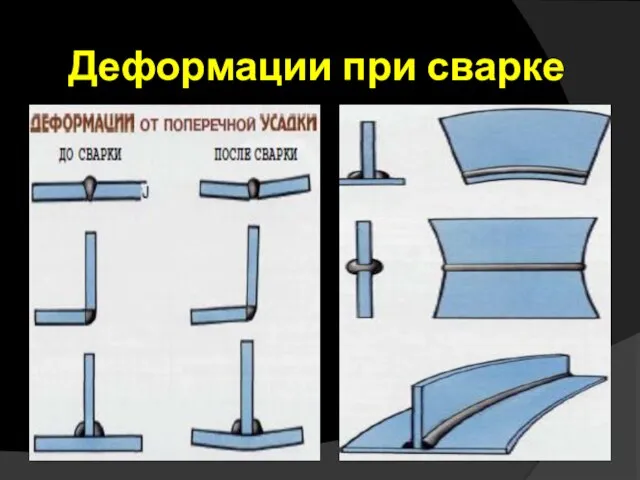
Слайд 5Деформации при сварке
Деформации при сварке
Слайд 6Конструктивные способы борьбы со сварочными деформациями
1.Уменьшение сварных швов и их сечения
2. Симметричное
Конструктивные способы борьбы со сварочными деформациями
1.Уменьшение сварных швов и их сечения
2. Симметричное
Слайд 7Технологические способы по уменьшению деформации
1. Рациональная технология сборки и сварки.
2. Правильный выбор
Технологические способы по уменьшению деформации
1. Рациональная технология сборки и сварки.
2. Правильный выбор
Слайд 8Технологические способы уменьшения деформаций
7. Применение предварительного подогрева для
Мало пластичных металлов, для сталей
Технологические способы уменьшения деформаций
7. Применение предварительного подогрева для
Мало пластичных металлов, для сталей
 Сервис Визитка 2.0 Можно использовать: В игровой деятельности При создании интернет-проектов Как средство связи с коллегами,
Сервис Визитка 2.0 Можно использовать: В игровой деятельности При создании интернет-проектов Как средство связи с коллегами, Принципы систематизации и классификации категорий и понятий в истории политики. (Тема 3)
Принципы систематизации и классификации категорий и понятий в истории политики. (Тема 3) В гости к зиме
В гости к зиме Спасработы в горном туризме. Тактика
Спасработы в горном туризме. Тактика Gemäldegalerie Alte Meister
Gemäldegalerie Alte Meister Презентация на тему Квантовая механика
Презентация на тему Квантовая механика История Госавтоинспекции
История Госавтоинспекции Orifleym. Менеджер 9%
Orifleym. Менеджер 9% Квадрат (2 класс)
Квадрат (2 класс) Буккросинг
Буккросинг Проект iknowwhatyoudownload.com анализирует трафик в файлообменных сетях
Проект iknowwhatyoudownload.com анализирует трафик в файлообменных сетях ТЕМА №2: ПОЗНАВАТЕЛЬНЫЕ ПРОЦЕССЫ
ТЕМА №2: ПОЗНАВАТЕЛЬНЫЕ ПРОЦЕССЫ Презентация на тему капитанская дочка презентация
Презентация на тему капитанская дочка презентация  Система мер предупреждения коррупции. Тема № 4
Система мер предупреждения коррупции. Тема № 4 НОВОЕ ПОСТУПЛЕНИЕ МОНЕТ
НОВОЕ ПОСТУПЛЕНИЕ МОНЕТ ассортимент
ассортимент Мониторинг социальных настроений населения стран постсоветского пространства ЕМ-VI. Предварительные результаты 1 Проект «Евразий
Мониторинг социальных настроений населения стран постсоветского пространства ЕМ-VI. Предварительные результаты 1 Проект «Евразий Презентация на тему Хоккей
Презентация на тему Хоккей Традиции в корпоративной культуре
Традиции в корпоративной культуре Как остаться в рамках бюджета
Как остаться в рамках бюджета Images to be Retouched
Images to be Retouched Биография Пифагора
Биография Пифагора Работа в муниципальном образовательном учреждении «средняя общеобразовательная школа № 12» г. Бугуруслана по программе «Школа б
Работа в муниципальном образовательном учреждении «средняя общеобразовательная школа № 12» г. Бугуруслана по программе «Школа б Презентация на тему: Продуктивная ориентация педагога
Презентация на тему: Продуктивная ориентация педагога Загадки о насекомых
Загадки о насекомых Я хочу стать… Как построить правильную образовательную и профессиональную траекторию?
Я хочу стать… Как построить правильную образовательную и профессиональную траекторию? Полеты во сне и на яву
Полеты во сне и на яву НАНОТЕХНОЛОГИИ В БИОЛОГИИ И МЕДИЦИНЕ
НАНОТЕХНОЛОГИИ В БИОЛОГИИ И МЕДИЦИНЕ