- Электроды АКОС. Требования к продукции

Содержание
- 2. Электроды. Требования к продукции. Чтобы быть уверенным в наилучших результатах, у электродов должны быть следующие характеристики.
- 3. Электроды. (3) Хорошая механическая прочность. Чтобы выдержать напряжение в действии. (4) высокий уровень химической чистоты. Чтобы
- 4. Электроды. (7) Точность обработки на внешней поверхности и на соединениях. Чтобы избежать проблем, когда соединение проходит
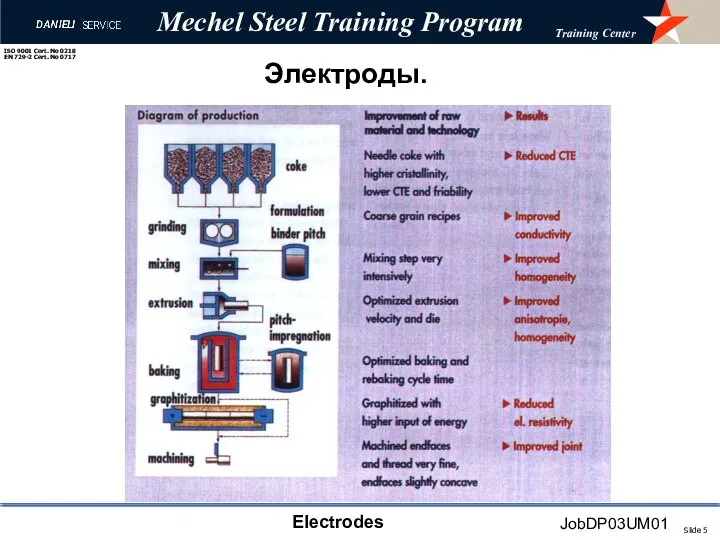
- 5. Электроды.
- 6. Показ температуры рабочих электродов установки «печь-ковш».
- 7. Обычные электрододержатели.
- 8. Медные рычаги.
- 9. Медные рычаги в ходе производства.
- 10. Износ электродов. Износ электрода в основном описывается как сочетание износа наконечника и бокового износа. Износ наконечника
- 11. Износ электродов. Износ электродов приблизительно пропорционален потреблению энергии в установке «печь-ковш». Суммарный износ, выраженный в кг
- 12. Износ электродов. Нижний рисунок представляет нагревание с минимальным рафинированием и короткими остановками между нагревами. Особое внимание
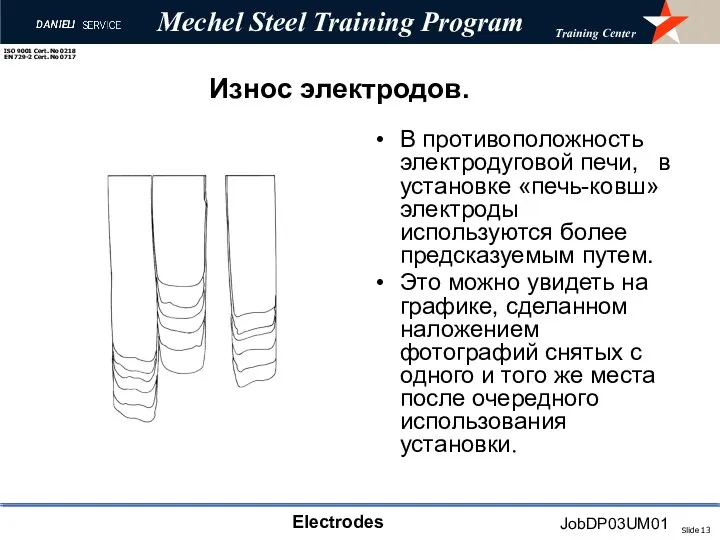
- 13. Износ электродов. В противоположность электродуговой печи, в установке «печь-ковш» электроды используются более предсказуемым путем. Это можно
- 14. Износ электродов. Другая характерная точка процесса работы установки «печь-ковш» - немного иной расход электрода в каждой
- 15. Износ электродов. Имеет смыл упомянуть, что расход наконечника электрода может слегка увеличиваться из-за эрозии , вызванной
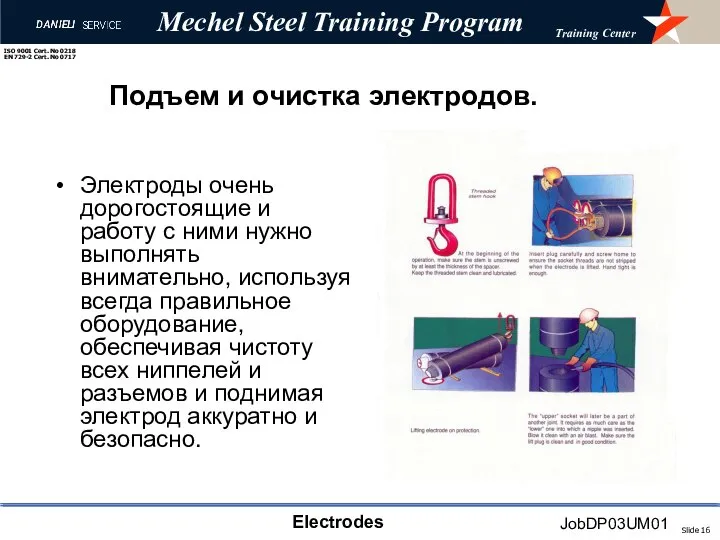
- 16. Подъем и очистка электродов. Электроды очень дорогостоящие и работу с ними нужно выполнять внимательно, используя всегда
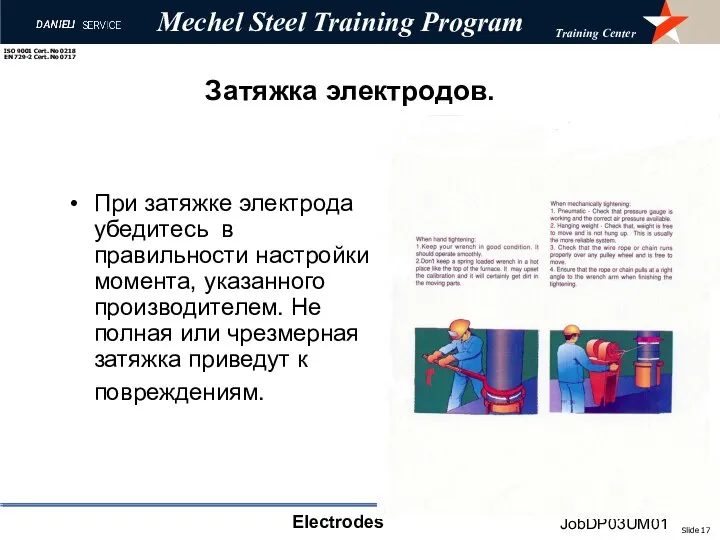
- 17. Затяжка электродов. При затяжке электрода убедитесь в правильности настройки момента, указанного производителем. Не полная или чрезмерная
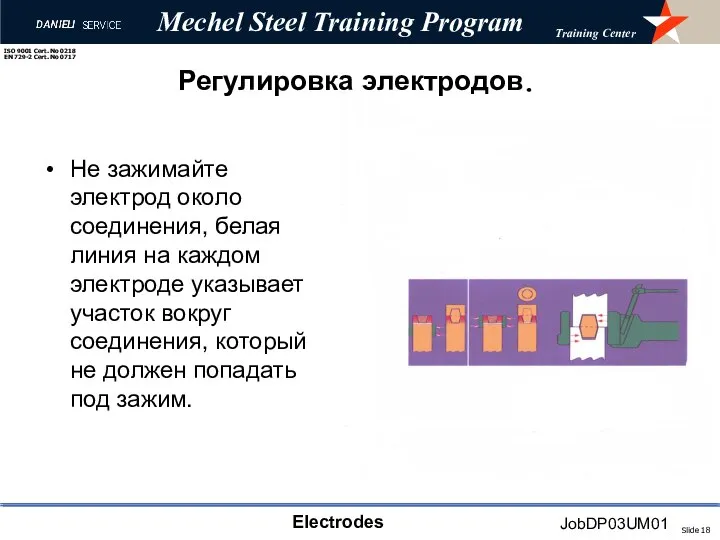
- 18. Регулировка электродов. Не зажимайте электрод около соединения, белая линия на каждом электроде указывает участок вокруг соединения,
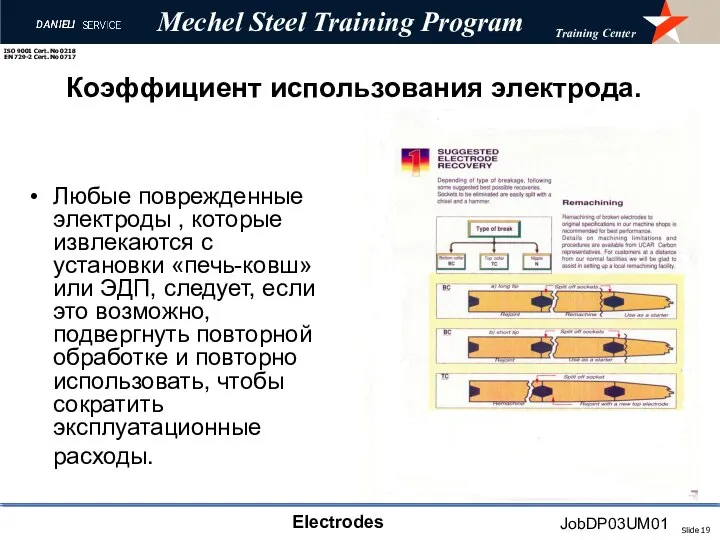
- 19. Коэффициент использования электрода. Любые поврежденные электроды , которые извлекаются с установки «печь-ковш» или ЭДП, следует, если
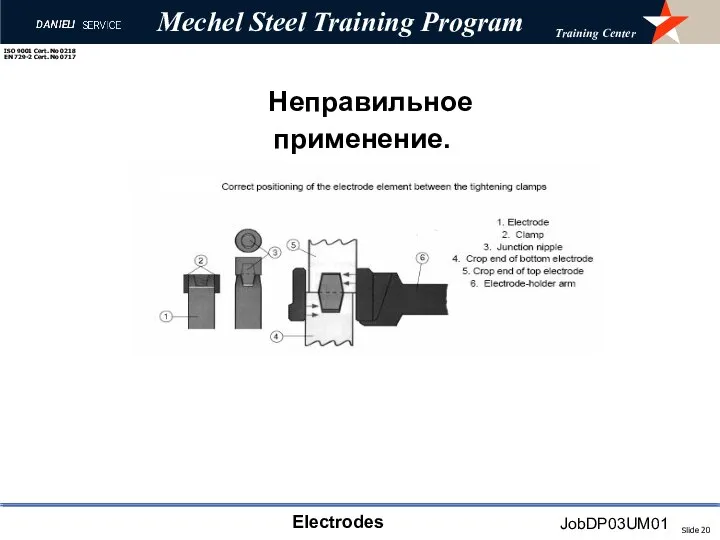
- 20. Неправильное применение.
- 21. Правильный подъем.
- 22. Правильное соединение.
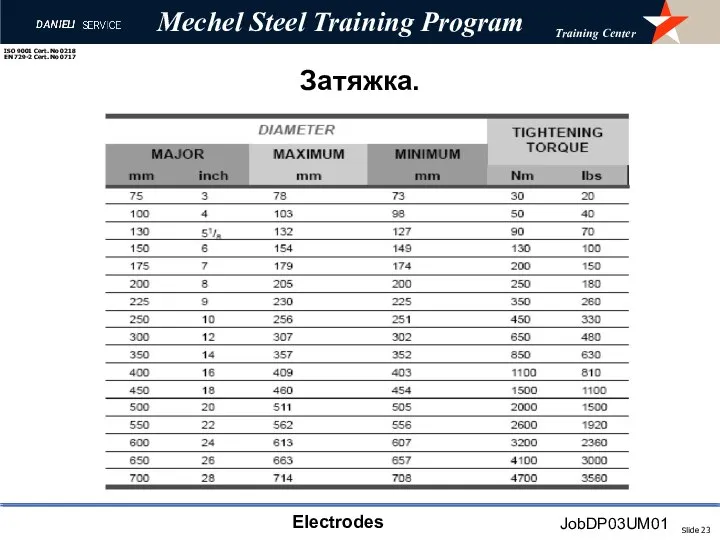
- 23. Затяжка.
- 24. ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ И УСТРОЙСТВА ЗАТЯЖКИ.
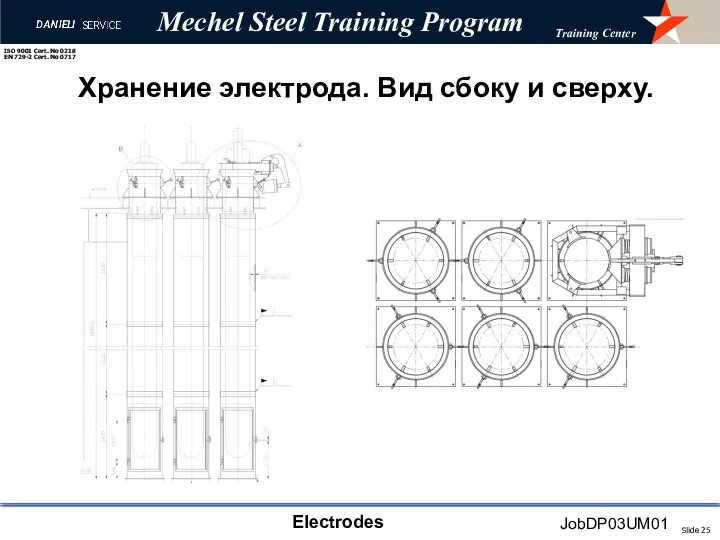
- 25. Хранение электрода. Вид сбоку и сверху.
- 26. Соображения по технике безопасности. Ваша безопасность и безопасность ваших коллег зависит от целевого использования и технического
- 27. Соображения по технике безопасности. Персонал не должен находиться под подвешенным грузом, когда электродная колонна движется к
- 29. Скачать презентацию
Слайд 2Электроды.
Требования к продукции.
Чтобы быть уверенным в наилучших результатах, у электродов должны быть
Электроды.
Требования к продукции. Чтобы быть уверенным в наилучших результатах, у электродов должны быть
Слайд 3Электроды.
(3) Хорошая механическая прочность.
Чтобы выдержать напряжение в действии.
(4) высокий уровень химической чистоты.
Чтобы
Электроды.
(3) Хорошая механическая прочность.
Чтобы выдержать напряжение в действии.
(4) высокий уровень химической чистоты.
Чтобы
Слайд 4Электроды.
(7) Точность обработки на внешней поверхности и на соединениях.
Чтобы избежать проблем, когда
Электроды.
(7) Точность обработки на внешней поверхности и на соединениях.
Чтобы избежать проблем, когда
Слайд 5Электроды.
Электроды.
Слайд 6
Показ температуры рабочих электродов установки «печь-ковш».
Показ температуры рабочих электродов установки «печь-ковш».

Слайд 7Обычные электрододержатели.
Обычные электрододержатели.

Слайд 8Медные рычаги.
Медные рычаги.

Слайд 9Медные рычаги в ходе производства.
Медные рычаги в ходе производства.

Слайд 10Износ электродов.
Износ электрода в основном описывается как сочетание износа наконечника и бокового
Износ электродов.
Износ электрода в основном описывается как сочетание износа наконечника и бокового
Слайд 11Износ электродов.
Износ электродов приблизительно пропорционален потреблению энергии в установке «печь-ковш».
Суммарный износ,
Износ электродов.
Износ электродов приблизительно пропорционален потреблению энергии в установке «печь-ковш».
Суммарный износ,
Слайд 12Износ электродов.
Нижний рисунок представляет нагревание с минимальным рафинированием и короткими остановками между
Износ электродов.
Нижний рисунок представляет нагревание с минимальным рафинированием и короткими остановками между
Слайд 13Износ электродов.
В противоположность электродуговой печи, в установке «печь-ковш» электроды используются более предсказуемым
Износ электродов.
В противоположность электродуговой печи, в установке «печь-ковш» электроды используются более предсказуемым
Слайд 14Износ электродов.
Другая характерная точка процесса работы установки «печь-ковш» - немного иной расход
Износ электродов.
Другая характерная точка процесса работы установки «печь-ковш» - немного иной расход
Слайд 15Износ электродов.
Имеет смыл упомянуть, что расход наконечника электрода может слегка увеличиваться из-за
Износ электродов.
Имеет смыл упомянуть, что расход наконечника электрода может слегка увеличиваться из-за

Слайд 16Подъем и очистка электродов.
Электроды очень дорогостоящие и работу с ними нужно выполнять
Подъем и очистка электродов.
Электроды очень дорогостоящие и работу с ними нужно выполнять
Слайд 17Затяжка электродов.
При затяжке электрода убедитесь в правильности настройки момента, указанного производителем. Не
Затяжка электродов.
При затяжке электрода убедитесь в правильности настройки момента, указанного производителем. Не
Слайд 18Регулировка электродов.
Не зажимайте электрод около соединения, белая линия на каждом электроде указывает
Регулировка электродов.
Не зажимайте электрод около соединения, белая линия на каждом электроде указывает
Слайд 19Коэффициент использования электрода.
Любые поврежденные электроды , которые извлекаются с установки «печь-ковш» или
Коэффициент использования электрода.
Любые поврежденные электроды , которые извлекаются с установки «печь-ковш» или
Слайд 20 Неправильное применение.
Неправильное применение.
Слайд 21Правильный подъем.
Правильный подъем.

Слайд 22Правильное соединение.
Правильное соединение.

Слайд 23Затяжка.
Затяжка.
Слайд 24ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ И УСТРОЙСТВА ЗАТЯЖКИ.
ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ И УСТРОЙСТВА ЗАТЯЖКИ.

Слайд 25Хранение электрода. Вид сбоку и сверху.
Хранение электрода. Вид сбоку и сверху.
Слайд 26Соображения по технике безопасности.
Ваша безопасность и безопасность ваших коллег зависит от целевого
Соображения по технике безопасности.
Ваша безопасность и безопасность ваших коллег зависит от целевого
Слайд 27Соображения по технике безопасности.
Персонал не должен находиться под подвешенным грузом, когда электродная
Соображения по технике безопасности.
Персонал не должен находиться под подвешенным грузом, когда электродная
 В братской семье ХОРДОВЫХ…
В братской семье ХОРДОВЫХ… Семья Железовских
Семья Железовских Eğitim Temel Kavramlar
Eğitim Temel Kavramlar ИНСТИТУТ ТЕОРЕТИЧЕСКОЙ И ПРИКЛАДНОЙ ХИМИИ Архангельск 2012
ИНСТИТУТ ТЕОРЕТИЧЕСКОЙ И ПРИКЛАДНОЙ ХИМИИ Архангельск 2012 X Series ZOLL X Series Xtremely - Исключительно Компактный Легкий Мощный… … непревзойденные возможности... без компромиссов!
X Series ZOLL X Series Xtremely - Исключительно Компактный Легкий Мощный… … непревзойденные возможности... без компромиссов! Держим сайт в тонусе
Держим сайт в тонусе БОП и ключевые сроки
БОП и ключевые сроки Телевизионный брендинг
Телевизионный брендинг Скоро ЕГЭ
Скоро ЕГЭ Обобщение знаний по теме "Имя существительное"
Обобщение знаний по теме "Имя существительное" Понятие и виды социального предпринимательства
Понятие и виды социального предпринимательства Царица Кузбасских гор
Царица Кузбасских гор MS Excel
MS Excel ptc creo 2.0 m010 installation guide
ptc creo 2.0 m010 installation guide 25 августа 2006 года
25 августа 2006 года Мои_одногруппники_как_мемы_с_котами
Мои_одногруппники_как_мемы_с_котами Топливосбережение в промышленных котельных
Топливосбережение в промышленных котельных Валеологические рекомендации к оформлению презентации
Валеологические рекомендации к оформлению презентации ул. Замковая 25, 27а
ул. Замковая 25, 27а Самоорганизация населения как покупателя ЖКУ
Самоорганизация населения как покупателя ЖКУ Повесть о настоящем человеке
Повесть о настоящем человеке International financial reporting standards. Fundamentals of IFRS. Gradual replacement IAS
International financial reporting standards. Fundamentals of IFRS. Gradual replacement IAS Презентация на тему Мясо и мясные продукты
Презентация на тему Мясо и мясные продукты  Конкурс Цветик-семицветик
Конкурс Цветик-семицветик Презентация на тему Что мне выбрать в мире ценностей
Презентация на тему Что мне выбрать в мире ценностей 2010
2010 Современные методы клинической психологии
Современные методы клинической психологии Лекция 4. Профессия - лингвист
Лекция 4. Профессия - лингвист