- Электронные средства для управления производством

Содержание
- 2. ПЛК Промышленный логический контроллер — управляющее устройство, применяемое в промышленности и других отраслях по условию применения
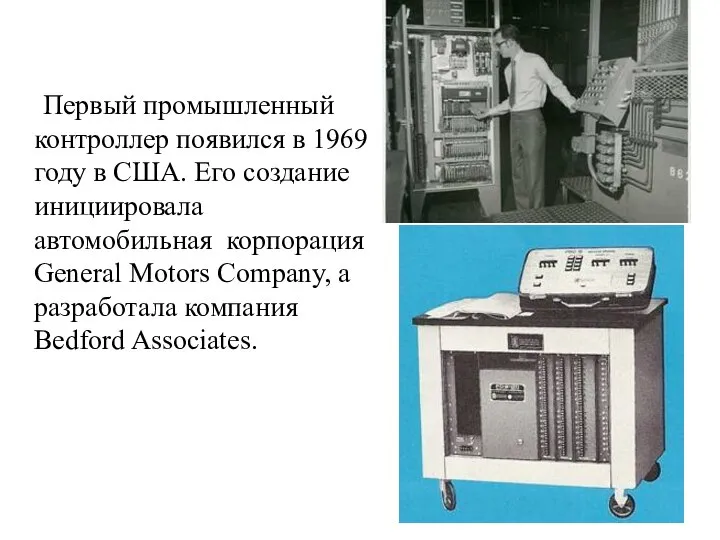
- 3. Первый промышленный контроллер появился в 1969 году в США. Его создание инициировала автомобильная корпорация General Motors
- 4. Современные ПЛК для АСУ ТП Siemens SIMATIC S7-300 ПЛК ОВЕН 150 ПЛК ЭнИ-750
- 5. Типовая структура современной промышленной АСУ ТП
- 6. Разработка модели производственного участка по промышленному выпуску ПЭВМ Цель работы проектирование производственного участка по выпуску ПЭВМ
- 7. Варианты заданий
- 8. Схема сборочного состава ПЭВМ Корпус Материнская плата CD-ROM НЖМД НГМД Блок питания Платы расширения Модули ОЗУ
- 9. Схема сборки изделия Материнская плата 1 3 Процессор 1 12 1 У-во охлаждения 1 12 2
- 10. Временные параметры ТП Такт работы линии r = 0,48 мин Продолжительность смены t = 480 мин
- 11. Функциональное моделирование ТП Временной анализ модели Activity Activity Name Duration Frequency Duration Number (Minutes) x Frequency
- 12. Организация ТП в пространстве Способ организации линии – маршрутизированный конвейер дискретного типа с гибкой логикой Преимущества:
- 13. Обоснование введения операции контроля изделий в термокамере
- 15. Скачать презентацию
Слайд 2ПЛК
Промышленный логический контроллер — управляющее устройство, применяемое в промышленности и других отраслях по условию применения
ПЛК
Промышленный логический контроллер — управляющее устройство, применяемое в промышленности и других отраслях по условию применения
Слайд 3 Первый промышленный контроллер появился в 1969 году в США. Его создание инициировала
Первый промышленный контроллер появился в 1969 году в США. Его создание инициировала
Слайд 4Современные ПЛК для АСУ ТП
Siemens
SIMATIC S7-300
ПЛК ОВЕН 150
ПЛК ЭнИ-750
Современные ПЛК для АСУ ТП
Siemens
SIMATIC S7-300
ПЛК ОВЕН 150
ПЛК ЭнИ-750

Слайд 5Типовая структура современной промышленной АСУ ТП
Типовая структура современной промышленной АСУ ТП

Слайд 6Разработка модели
производственного участка по промышленному выпуску ПЭВМ
Цель работы
проектирование производственного участка по
Разработка модели
производственного участка по промышленному выпуску ПЭВМ
Цель работы
проектирование производственного участка по
Слайд 7Варианты заданий
Варианты заданий
Слайд 8Схема сборочного состава
ПЭВМ
Корпус
Материнская плата
CD-ROM
НЖМД
НГМД
Блок питания
Платы расширения
Модули ОЗУ
Процессор
Устр-во охлаждения
Схема сборочного состава
ПЭВМ
Корпус
Материнская плата
CD-ROM
НЖМД
НГМД
Блок питания
Платы расширения
Модули ОЗУ
Процессор
Устр-во охлаждения

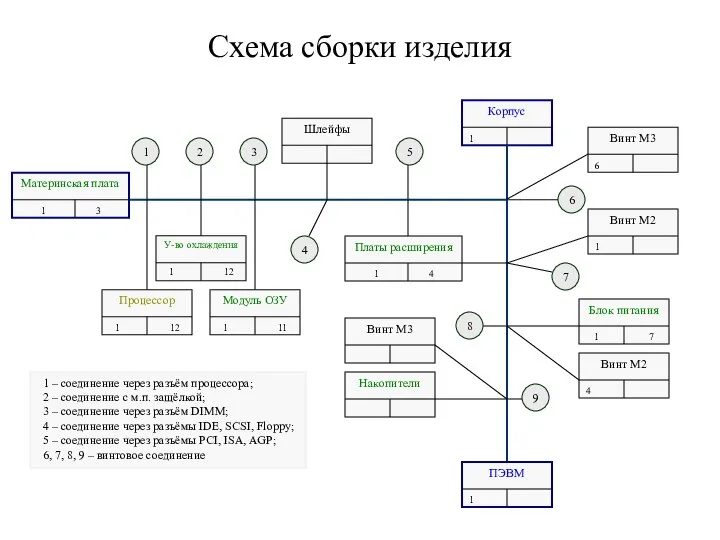
Слайд 9Схема сборки изделия
Материнская плата
1 3
Процессор
1 12
1
У-во охлаждения
1 12
2
Модуль ОЗУ
1 11
3
Платы расширения
1 4
5
Корпус
1
Схема сборки изделия
Материнская плата
1 3
Процессор
1 12
1
У-во охлаждения
1 12
2
Модуль ОЗУ
1 11
3
Платы расширения
1 4
5
Корпус
1
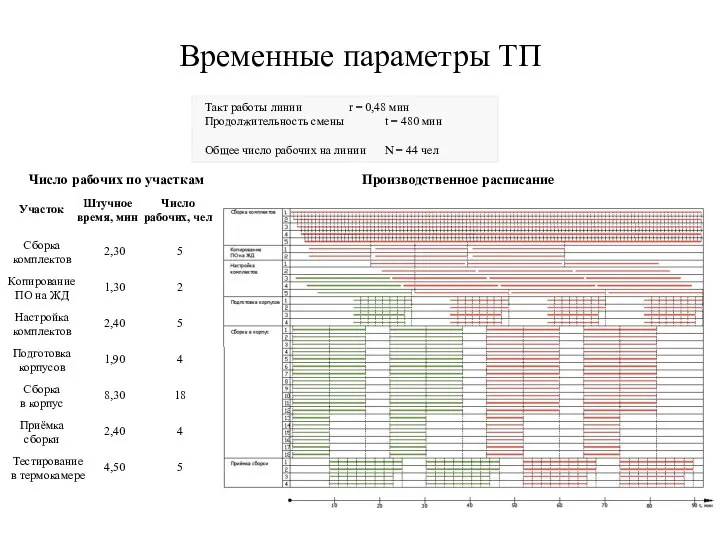
Слайд 10Временные параметры ТП
Такт работы линии r = 0,48 мин
Продолжительность смены t =
Временные параметры ТП
Такт работы линии r = 0,48 мин
Продолжительность смены t =
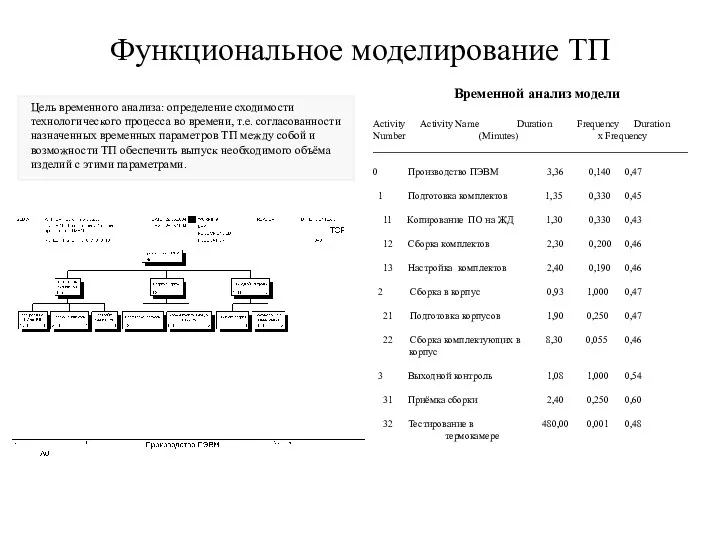
Слайд 11Функциональное моделирование ТП
Временной анализ модели
Activity Activity Name Duration Frequency Duration
Number (Minutes) x
Функциональное моделирование ТП
Временной анализ модели
Activity Activity Name Duration Frequency Duration
Number (Minutes) x
Слайд 12Организация ТП в пространстве
Способ организации линии – маршрутизированный конвейер дискретного типа с
Организация ТП в пространстве
Способ организации линии – маршрутизированный конвейер дискретного типа с

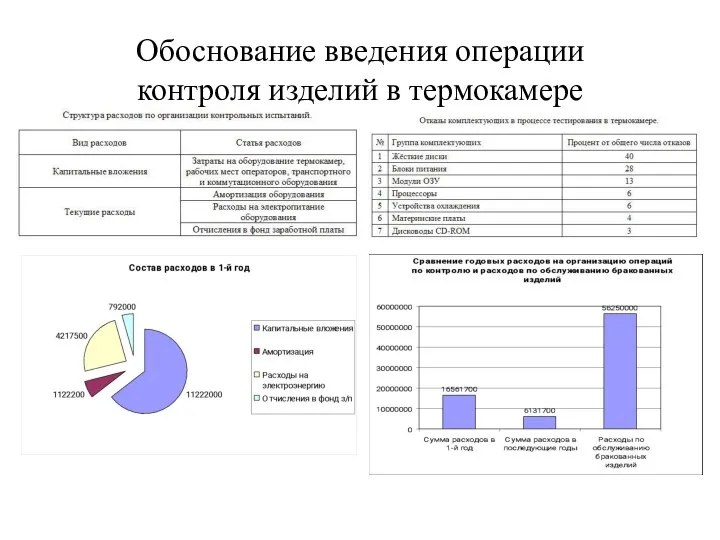
Слайд 13Обоснование введения операции
контроля изделий в термокамере
Обоснование введения операции
контроля изделий в термокамере
 К вопросу о цикличности развития диатомовых водорослей Байкала
К вопросу о цикличности развития диатомовых водорослей Байкала Вариации на тему …. организационной структуры
Вариации на тему …. организационной структуры Звездный час
Звездный час Храмовое зодчество Византии
Храмовое зодчество Византии Опыт реализации программы психолого-педагогического сопровождения развития личности в условиях МОУ СОШ №9
Опыт реализации программы психолого-педагогического сопровождения развития личности в условиях МОУ СОШ №9 Конструктор цветной прозрачный блок 2. 4 уровень сложности
Конструктор цветной прозрачный блок 2. 4 уровень сложности Искусство витража
Искусство витража Психология групп С.А. Володина. Малые группы
Психология групп С.А. Володина. Малые группы Измерение эффективности Rich-Media Полевой эксперимент
Измерение эффективности Rich-Media Полевой эксперимент MENDELEEV DIMITRIT IVANOVICH
MENDELEEV DIMITRIT IVANOVICH Стили родительского воспитания
Стили родительского воспитания ОБЪЕДИНЕННАЯ ДВИГАТЕЛЕСТРОИТЕЛЬНАЯ КОРПОРАЦИЯ ОАО”Пермский моторный завод”
ОБЪЕДИНЕННАЯ ДВИГАТЕЛЕСТРОИТЕЛЬНАЯ КОРПОРАЦИЯ ОАО”Пермский моторный завод” Строение цветка
Строение цветка Гимнастика
Гимнастика Мобильные приложения
Мобильные приложения НОВЫЕ ТЕХНОЛОГИИ КИНЕЗОТЕРАПИИ В САНАТОРНО-КУРОРТНОМ ЛЕЧЕНИИ
НОВЫЕ ТЕХНОЛОГИИ КИНЕЗОТЕРАПИИ В САНАТОРНО-КУРОРТНОМ ЛЕЧЕНИИ Олимпийские игры в Греции
Олимпийские игры в Греции Презентация на тему Загрязнение воды и последствия
Презентация на тему Загрязнение воды и последствия  Готов к труду и обороне (ГТО)
Готов к труду и обороне (ГТО) R – X
R – X Соглашение о встречной закупке Выполнили УЛАН КЫЗЫ АЙГЕРИМ, РАДЖАБИЕН САРВАРИ
Соглашение о встречной закупке Выполнили УЛАН КЫЗЫ АЙГЕРИМ, РАДЖАБИЕН САРВАРИ Презентация на тему Изобретения 19 века
Презентация на тему Изобретения 19 века Заработная плата. Тема 24
Заработная плата. Тема 24 Творчество А.Блока
Творчество А.Блока Вакуумный выключатель среднего напряжения VD4
Вакуумный выключатель среднего напряжения VD4 Коллективные знаки, охраняемые в Российской Федерации
Коллективные знаки, охраняемые в Российской Федерации Презентация на тему Дневник Печорина как самохарактеристика героя
Презентация на тему Дневник Печорина как самохарактеристика героя Проект: робо-рука
Проект: робо-рука