- Формирование стружечного ковра. Лекция №11

Содержание
- 2. Задачей формирования стружечного ковра является дозирование и равномерное распределение по площади ковра осмоленных древесных частиц.
- 3. От качества формирования ковра зависит: - разнотолщинность плиты; - плотность плиты; - качество поверхности; - физико-механические
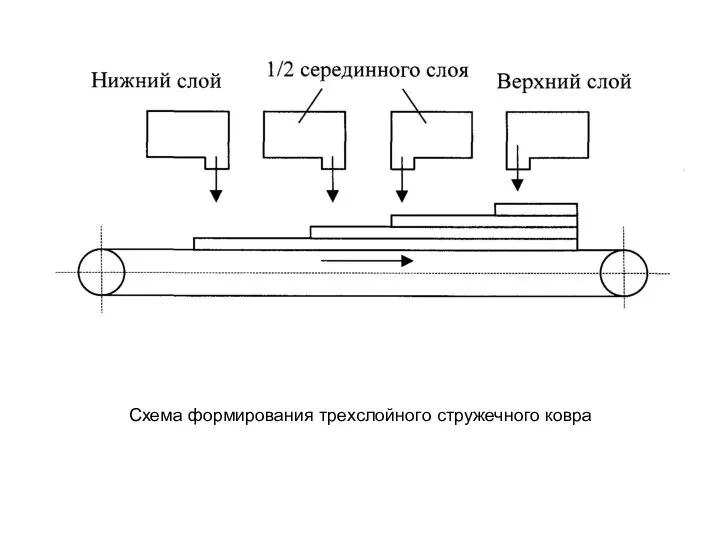
- 4. Схема формирования трехслойного стружечного ковра
- 5. Схема формирующей машины ДФ-2
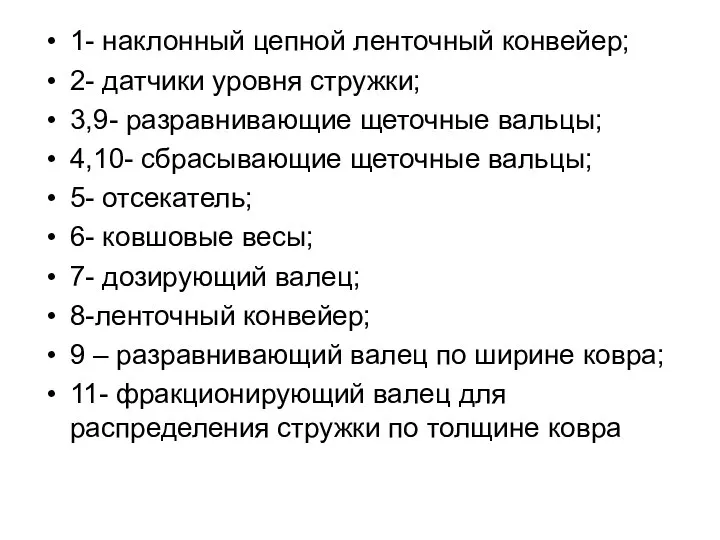
- 6. 1- наклонный цепной ленточный конвейер; 2- датчики уровня стружки; 3,9- разравнивающие щеточные вальцы; 4,10- сбрасывающие щеточные
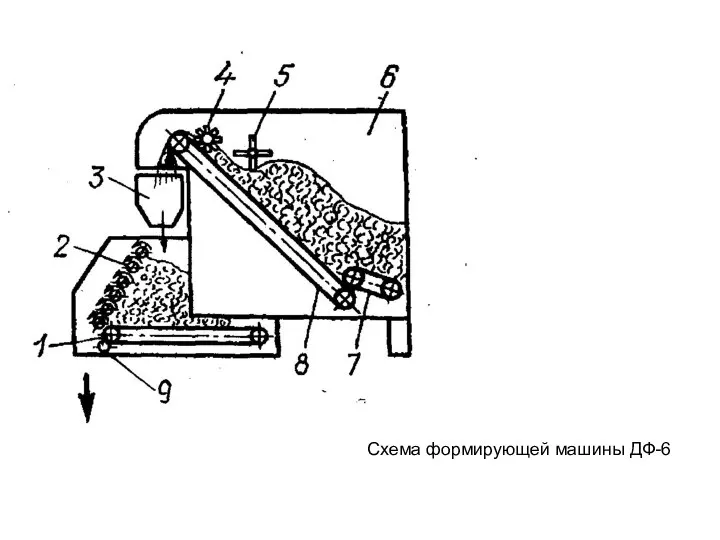
- 7. Схема формирующей машины ДФ-6
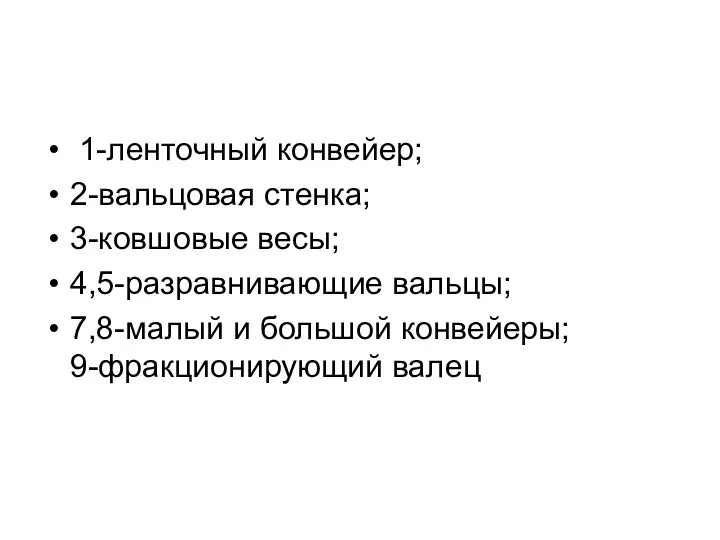
- 8. 1-ленточный конвейер; 2-вальцовая стенка; 3-ковшовые весы; 4,5-разравнивающие вальцы; 7,8-малый и большой конвейеры; 9-фракционирующий валец
- 13. Фракционирование стружки наружных слоев применяется при изготовлении плит с мелкоструктурной поверхностью. По сравнению с механическим способом
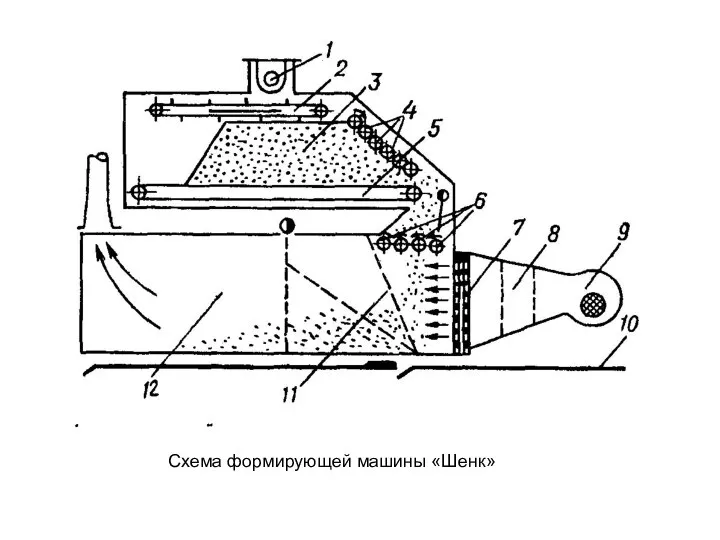
- 14. Схема формирующей машины «Шенк»
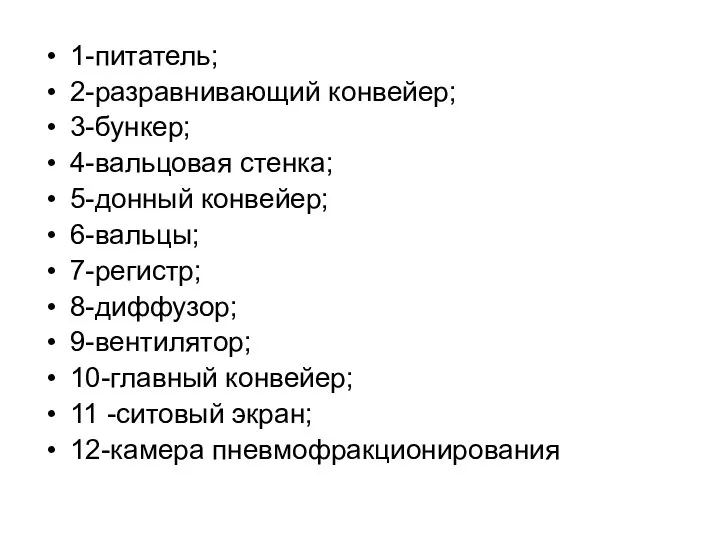
- 15. 1-питатель; 2-разравнивающий конвейер; 3-бункер; 4-вальцовая стенка; 5-донный конвейер; 6-вальцы; 7-регистр; 8-диффузор; 9-вентилятор; 10-главный конвейер; 11 -ситовый
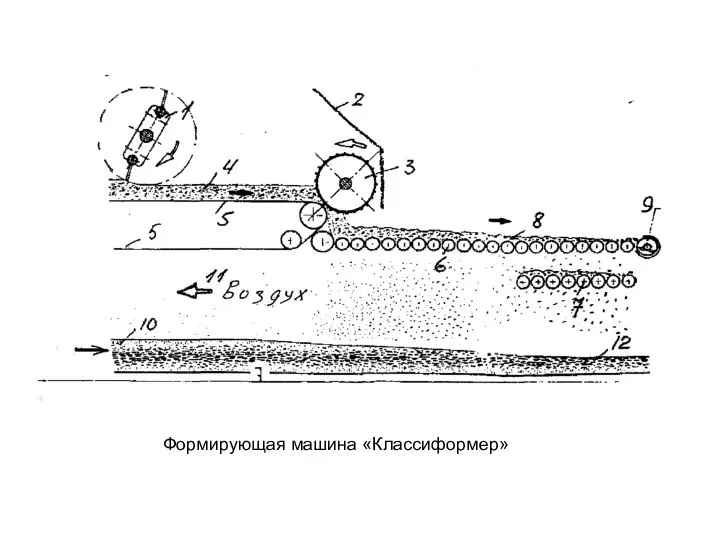
- 16. Формирующая машина «Классиформер»
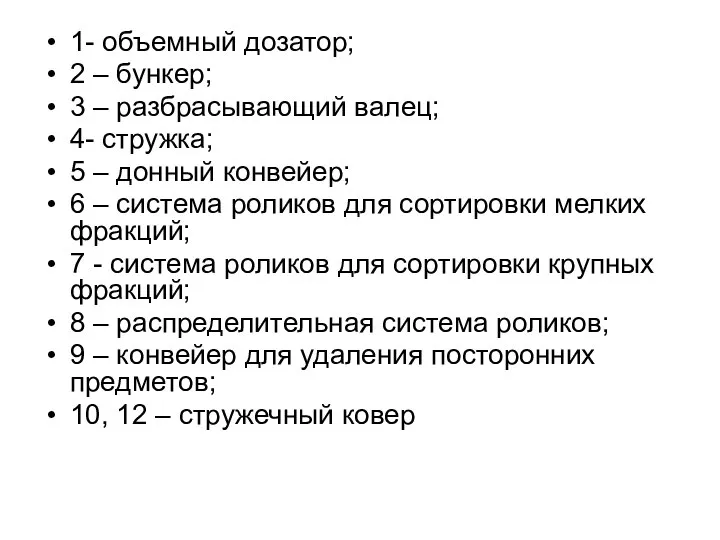
- 17. 1- объемный дозатор; 2 – бункер; 3 – разбрасывающий валец; 4- стружка; 5 – донный конвейер;
- 21. Скачать презентацию
Слайд 2Задачей формирования стружечного ковра является дозирование и равномерное распределение по площади ковра
Задачей формирования стружечного ковра является дозирование и равномерное распределение по площади ковра
Слайд 3От качества формирования ковра зависит:
- разнотолщинность плиты;
- плотность плиты;
- качество поверхности;
- физико-механические
От качества формирования ковра зависит:
- разнотолщинность плиты;
- плотность плиты;
- качество поверхности;
- физико-механические
Слайд 4Схема формирования трехслойного стружечного ковра
Схема формирования трехслойного стружечного ковра
Слайд 5Схема формирующей машины ДФ-2
Схема формирующей машины ДФ-2
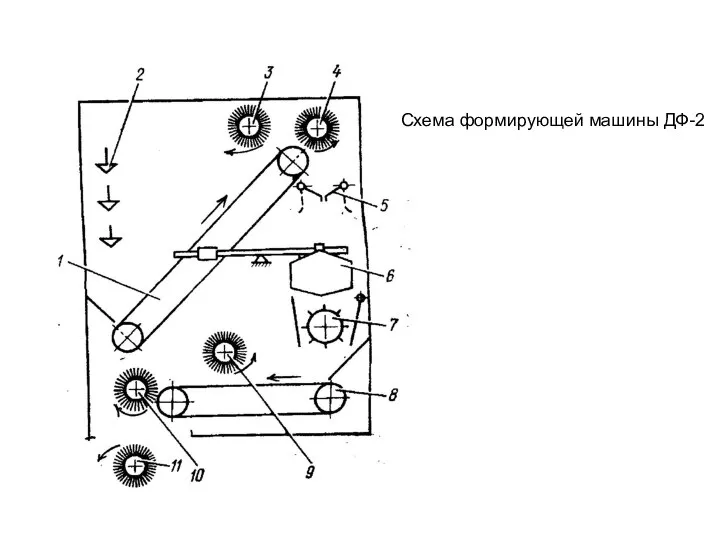
Слайд 61- наклонный цепной ленточный конвейер;
2- датчики уровня стружки;
3,9- разравнивающие щеточные
1- наклонный цепной ленточный конвейер;
2- датчики уровня стружки;
3,9- разравнивающие щеточные
Слайд 7Схема формирующей машины ДФ-6
Схема формирующей машины ДФ-6
Слайд 8 1-ленточный конвейер;
2-вальцовая стенка;
3-ковшовые весы;
4,5-разравнивающие вальцы;
7,8-малый и большой
1-ленточный конвейер;
2-вальцовая стенка;
3-ковшовые весы;
4,5-разравнивающие вальцы;
7,8-малый и большой




Слайд 13Фракционирование стружки наружных слоев применяется при изготовлении плит с мелкоструктурной поверхностью.
По сравнению
Фракционирование стружки наружных слоев применяется при изготовлении плит с мелкоструктурной поверхностью.
По сравнению
Слайд 14Схема формирующей машины «Шенк»
Схема формирующей машины «Шенк»
Слайд 151-питатель;
2-разравнивающий конвейер;
3-бункер;
4-вальцовая стенка;
5-донный конвейер;
6-вальцы;
7-регистр;
8-диффузор;
9-вентилятор;
1-питатель;
2-разравнивающий конвейер;
3-бункер;
4-вальцовая стенка;
5-донный конвейер;
6-вальцы;
7-регистр;
8-диффузор;
9-вентилятор;
Слайд 16Формирующая машина «Классиформер»
Формирующая машина «Классиформер»
Слайд 171- объемный дозатор;
2 – бункер;
3 – разбрасывающий валец;
4- стружка;
1- объемный дозатор;
2 – бункер;
3 – разбрасывающий валец;
4- стружка;


 Интерактивный квест Спасение эйленов
Интерактивный квест Спасение эйленов ОФБУ как форма управления активами
ОФБУ как форма управления активами Педагогические колледжи Красноярского края
Педагогические колледжи Красноярского края Осторожно огонь
Осторожно огонь Требования, предъявляемые к лицам, назначаемым на должности прокуроров
Требования, предъявляемые к лицам, назначаемым на должности прокуроров А. Куприн «Слон»
А. Куприн «Слон» Что изменилось в отчетности за 9 месяцев: Декларация по НДС и прослеживаемость товаров
Что изменилось в отчетности за 9 месяцев: Декларация по НДС и прослеживаемость товаров Презентация на тему Вред здоровью человека от сотового телефона
Презентация на тему Вред здоровью человека от сотового телефона  «Роль игры в развитии речи дошкольника»
«Роль игры в развитии речи дошкольника» Спорт среди молодежи в Красноярске
Спорт среди молодежи в Красноярске Лувр
Лувр Государственная поддержка субъектов предпринимательства в Республике Казахстан со стороны АО «Фонд «Даму»
Государственная поддержка субъектов предпринимательства в Республике Казахстан со стороны АО «Фонд «Даму» Моделирование при разработке управленческих решений. Разработка управленческого решения
Моделирование при разработке управленческих решений. Разработка управленческого решения Как на самом деле любить детей. «Именно любовь делает человека таким, каким он должен быть.» Подготовила воспитатель Кори
Как на самом деле любить детей. «Именно любовь делает человека таким, каким он должен быть.» Подготовила воспитатель Кори Страницы истории
Страницы истории  Презентация на тему Петр 1
Презентация на тему Петр 1  5S: Сортировка. Систематизация. Сияние. Стандартизация. Самосовершенствование
5S: Сортировка. Систематизация. Сияние. Стандартизация. Самосовершенствование Использование современных образовательных технологий в процессе обучения русскому языку
Использование современных образовательных технологий в процессе обучения русскому языку Медведев Егор Бийск ОПШ 2022 (1) (1)
Медведев Егор Бийск ОПШ 2022 (1) (1) Россия выбирает президента
Россия выбирает президента Изображение головы человека в пространстве
Изображение головы человека в пространстве Искусство раннего Возрождения
Искусство раннего Возрождения Проверка домашнего задания
Проверка домашнего задания Новая сказка про Красную Шапочку
Новая сказка про Красную Шапочку Танковая навигационная аппаратура
Танковая навигационная аппаратура Social and personality development and types of play pre-school years
Social and personality development and types of play pre-school years  Презентация на тему ЗУНР Западно-Украинская Народная Республика
Презентация на тему ЗУНР Западно-Украинская Народная Республика  Спин - HIV
Спин - HIV